Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 284×11×26100-26600 мм на ТПУ 8-16″ с пилигримовыми станами из биметаллических по высоте слитков-заготовок электрошлакового переплава низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива.
В трубной промышленности известен способ производства передельных труб для изготовления шестигранных труб заготовок размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий получение электрошлаковым переплавом из низкопластичной борсодержащей стали слитков с содержанием бора от 1,3 до 1,8%, донную и усадочные части которых, образующих при прокатке передельных труб затравочный конец и пилигримовую головку, отливают из пластичных углеродистых марок стали, слитки растачивают и обтачивают в слитки-заготовки, слитки-заготовки нагревают до температуры пластичности 1040-1060°C, при удалении технологических отходов - пилигримовых головок и затравочных концов из пластичных углеродистых марок стали оставляют участки труб из пластичных углеродистых марок стали длиной 500-700 мм, после порезки труб-плетей на две трубы равной длины или кратные длине передельной заготовке задают трубы на последующую теплую правку в шестивалковую правильную машину концами из пластичных углеродистых марок стали, концы труб-заготовок из пластичных углеродистых марок стали удаляют перед термической обработкой с выполнением всех последующих операций по технологическому процессу (RU №2317865, B21B 21/04, опубликовано 27.02.2008).
Основным недостатком известного способа является то, что данный способ распространяется на производство передельных труб из полых биметаллических слитков ЭШП по высоте с содержанием бора от 1,3 до 1,8% и не решает технологические вопросы передельных труб из сплошных слитков стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Наиболее близким по технической сущности и достигаемому результату является способ производства передельных труб размером 290×12 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом слитков размером 500×1825±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок, высота которых соответственно от 0,04 до 0,05 и от 0,12 до 0,13 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 485±5,0×1825±25 мм, сверление сквозного центрального отверстия диаметром 100±5,0 мм, нагрев до температуры 1040-1060°C, прошивку в стане поперечно-винтовой прокатки в гильзы размером 470×вн.295×2900-3100 мм с посадом по диаметру Δ от 2,1 до 4,1% и вытяжкой µп от 1,61 до 1,68, прокатку гильз на пилигримовом стане в трубы-плети размером 290×12×25600-27600 мм с вытяжкой µпр=10,03 и посадом по диаметру Δ=37,7%, удаление от труб-плетей пилой горячей резки технологических отходов, оставляя концы труб из сталей пластичных углеродистых марок длиной 500-600 мм со стороны затравки и пилигримовой головки, правку труб-плетей на шестивалковой правильной машине с использованием температуры прокатного нагрева, разрезку пилой горячей резки на передельные трубы кратной длины и остаток, причем первую кратную передельную трубу разрезают со стороны конца из стали пластичных углеродистых марок на трубу длиной 5300±50 мм и остаток, вторую разрезают на две трубы равной длины, расточку и обтачку в цилиндрические трубы-заготовки, профилирование цилиндрических труб-заготовок в шестигранные трубы-заготовки (RU №2470725, B21B 21/00, опубликовано 27.12.2012).
Одним из основных недостатков данного прототипа, также как и выше приведенного аналога, является то, что данный способ распространяется на производство передельных труб размером 290×12 мм из сплошных биметаллических по высоте слитков-заготовок стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% и не решает технологические вопросы производства сплошных биметаллических по высоте слитков-заготовок стали 04Х14Т5Р2Ф-Ш, технологии передела их на ТПУ с пилигримовыми станами в передельные трубы-плети размером 284×11×26100-26600 мм и технологии передела их в шестигранные трубы-заготовки размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм.
Задачей предложенного способа является освоение нового технологического процесса производства передельных труб из низкопластичной стали с содержанием бора от 2,0 до 3,0% размером 284×11 мм увеличенной длины на ТПУ 8-16″ с пилигримовыми станами из сплошных биметаллических по высоте слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×0,5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, снижение доли технологических отходов (затравочных концов, пилигримовых головок и дефектных участков передельных труб-плетей), исключение брака по рванинам на затравочных концах и пилигримовых головках, снижение массы шестигранных труб-заготовок на 20-25%, а следовательно, снижение массы стеллажей при одновременном повышении их емкости и надежности.
Технический результат достигается тем, что в способе производства передельных труб размером 284×11 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×0,5,0+1,5/-1,0×4300-80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом слитков размером 480×1800±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок стали, высота которых соответственно от 0,04 до 0,05 и от 0,13 до 0,14 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 465±5×1800±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают их до температуры 1030-1050°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450×вн.295×3080-3140 мм с обжатием по диаметру Δ от 2,2 до 4,3% и вытяжками µп от 1,69 до 1,77, гильзы прокатывают на пилигримовом стане в передельные трубы-плети размером 284×11×26100-26600 мм с вытяжкой µпр=9,61 и обжатием по диаметру Δ=36,2%, от труб пилой горячей резки отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 600-700 мм, со стороны затравки и пилигримовой головки, трубы-плети пилой горячей резки разрезают на трубы кратной длины и остаток, правят кратные трубы и остаток на шестивалковой правильной машине с использованием температуры прокатного нагрева, причем первую кратную трубу и остаток задают в правильную машину концами из пластичных углеродистых марок стали, первую кратную передельную трубу разрезают на станке со стороны углеродистой стали длиной 5300±50 мм и остаток, вторую разрешают на дне трубы-крата равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм для профилирования в шестигранные трубы-заготовки заданного размера, гильзы прокатывают в передельные трубы-плети размером 284×11 мм в калибре 290 мм на дорнах диаметром 264/265 мм, разогретых до температуры 500-550°C путем прокатки настроечных углеродистых гильз, по технологии: вводят дорн в гильзу, обкатывают передний углеродистый конец с увеличением подачи гильзы в очаг деформации m от 0 до 18 мм, прокатку гильзы из стали 04Х14Т5Р2Ф-Ш при установившемся процессе производят с подачей m=12-14 мм, а прокатку заднего углеродистого конца и обкатку пилигримовой головки производят с подачей m=18-20 мм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства передельных труб размером 284×11 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×0,5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива отличается тем, что отливку электрошлаковым переплавом слитков производят размером 480×1800±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок стали, высота которых соответственно от 0,04 до 0,05 и от 0,13 до 0,14 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 465±5×1800±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают их до температуры 1030-1050°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450×вн.295×3080-3140 мм с обжатием по диаметру Δ от 2,2 до 4,3% и вытяжками µп от 1,69 до 1,77, гильзы прокатывают на пилигримовом стане в передельные трубы-плети размером 284×11×26100-26600 мм с вытяжкой µпр=9,61 и обжатием по диаметру Δ=36,2%, от труб пилой горячей резки отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 600-700 мм, со стороны затравки и пилигримовой головки, трубы-плети пилой горячей резки разрезают на трубы кратной длины и остаток, правят кратные трубы и остаток на шестивалковой правильной машине с использованием температуры прокатного нагрева, причем первую кратную трубу и остаток задают в правильную машину концами из пластичных углеродистых марок стали, первую кратную передельную трубу разрезают на станке со стороны углеродистой стали длиной 5300±50 мм и остаток, вторую разрезают на две трубы-крата равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм для профилирования в шестигранные трубы-заготовки заданного размера, гильзы прокатывают в передельные трубы-плети размером 284×11 мм в калибре 290 мм на дорнах диаметром 264/265 мм, разогретых до температуры 500-550°C путем прокатки настроечных углеродистых гильз, по технологии: вводят дорн в гильзу, обкатывают передний углеродистый конец с увеличением подачи гильзы в очаг деформации m от 0 до 18 мм, прокатку гильзы из стали 04Х14Т5Р2Ф-Ш при установившемся процессе производят с подачей m=12-14 мм, а прокатку заднего углеродистого конца и обкатку пилигримовой головки производят с подачей m=18-20 мм. Эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
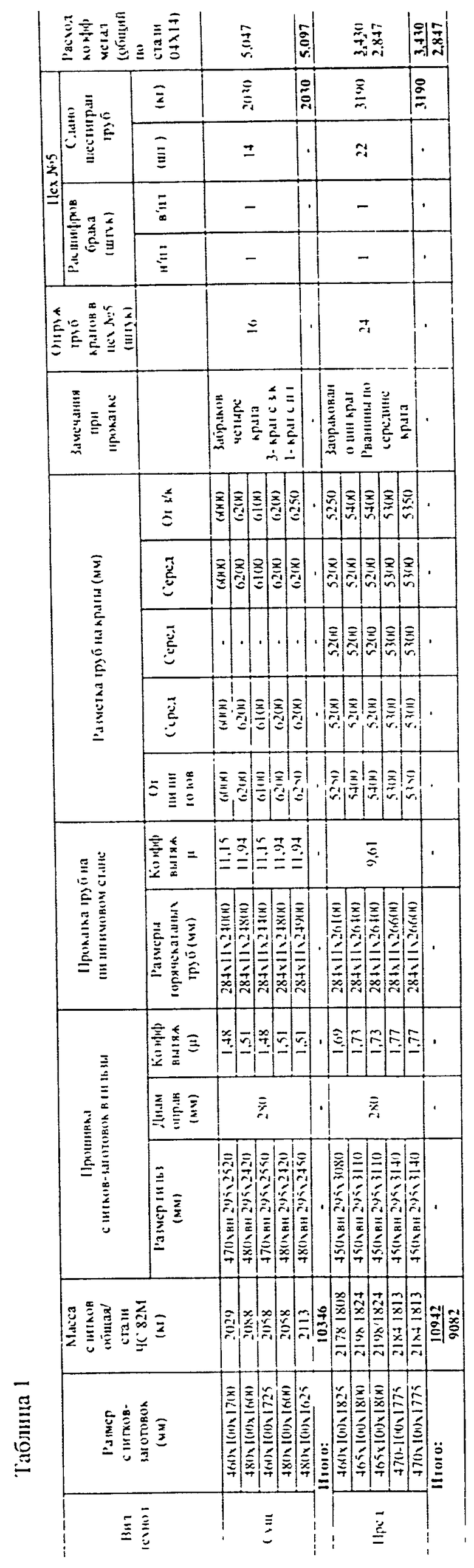
Изобретение может быть проиллюстрировано следующим примером. Для реализации способа по изобретению были использованы 10 биметаллических слитков-заготовок (5 плавок) ЭШП стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,48 до 2,83 поставки ОАО "ЗМЗ". Пять слитков-заготовок общей массой 10,345 т размером 460-480×100×1600-1725 мм были подвергнуты последующей обработке по известной технологии. Прокатку передельных труб производили на ТПУ 8-16″ с пилигримовыми станами ОАО "ЧТПЗ". Из указанных слитков-заготовок было спрофилировано и принято 14 шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм общей массой 2,030 т. Средний расходный коэффициент металла по трубам данной партии составил 5,097.
Пять биметаллических по высоте слитков-заготовок ЭШП размером 460-470×100×1775-1825 мм с содержанием бора от 2,48 до 2,83% общей массой 10,942 т, с донными и усадочными частями из стали марки 10, высота которых составляла соответственно от 0,04 до 0,05 и от 0,13 до 0,14 от общей высоты слитка (масса стали 04Х14Т5Р2Ф-Ш - 9,082 т) были обработаны в соответствии с предлагаемым изобретением. Наружная поверхность слитков размером 480×1800±25 мм на ОАО "ЗМЗ" была обточена до удаления дефектов литейного происхождения в слитки-заготовки размером 460-470×1775-1825 мм. В слитках-заготовках на ОАО "ЧТПЗ" были просверлены центральные отверстия диаметром 100±5 мм. Слитки-заготовки были нагреты в методической печи до температуры 1035×1045°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 280 мм в гильзы размером 450×вн.295×3080-3140 мм с обжатием по диаметру Δ от 2,2 до 4,3 и вытяжкой µп от 1,69 до 1,77. Затем гильзы прокатали на пилигримовом стане в трубы-плети размером 284×11×26100-26600 мм с обжатием по диаметру Δ=36,2% и вытяжкой µпр=9,61 в соответствии с п.2 формулы изобретения. От прокатанных труб пилой горячей резки были удалены технологические отходы (пилигримовые головки и затравочные концы). Трубы-плети пилой горячей резки были порезаны на трубы кратной длины и остаток. На первых кратных трубах со стороны затравки были оставлены концы труб из стали 10 длиной 600-650 мм, а на третьих трубах (остатках) - углеродистые концы длинной 650-700 мм. Первые трубы и остатки задавали в правильную машину концами из стали 10. Первые кратные передельные трубы разрезали на станке со стороны стали 10 длиной 5300±50 мм и остаток, вторые разрезали на две трубы-крата равной длины, растачивали и обтачивали в цилиндрические трубы-заготовки и профилировали в шестигранные трубы-заготовки размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм.
Из указанных слитков-заготовок было спрофилировано и принято годными 22 шестигранные трубы-заготовки общей массой 3,190 тн. Средний расходный коэффициент металла стали 04Х14Т5Р2Ф-Ш по трубам данной партии составил 2,847. Данные по прокатке и сдаче передельных труб размером 284±11 мм из биметаллических по высоте слитков-заготовок электрошлакового переплава низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора 2,48-2,83%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16″ с пилигримовыми станами ОАО "ЧТПЗ" по существующему и предлагаемому способам, производству из них шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива приведены в таблице.
Из таблицы видно, что способ по изобретению обеспечивает достижение поставленного технического результата: освоение нового размера шестигранных труб-заготовок повышенного качества при изготовлении из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Использование предлагаемого способа позволит освоить производство шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм, снизить расход металла, снизить массу шестигранных труб-заготовок, а следовательно, снизить массу стеллажей при одновременном повышении их емкости и надежности.
Данные по прокатке и сдаче передельных труб размером 284×11 мм из биметаллических по высоте слитков-заготовок электрошлакового переплава низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора 2,48-2,83%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16″ с пилигримовыми станами ОАО "ЧТПЗ" по существующему и предлагаемому способам, производству из них шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для уплотнительного хранения и транспортировки отработанного ядерного топлива представлены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557388C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2545954C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557383C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм ИЗ СПЛОШНЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНОЙ СТАЛИ МАРКИ 04×14T5P2"Ф-Ш" | 2011 |
|
RU2470725C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 284×11×26100-26600 мм на ТПУ 8-16″ с пилигримовыми станами из биметаллических по высоте слитков-заготовок электрошлакового переплава низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива. Способ включает отливку электрошлаковым переплавом слитков размером 480×1800±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок стали, высота которых соответственно от 0,04 до 0,05 и от 0,13 до 0,14 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 465±5×1800±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают их до температуры 1030-1050°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450×вн.295×3080-3140 мм с обжатием по диаметру Δ от 2,2 до 4,3% и вытяжками µп от 1,69 до 1,77, гильзы прокатывают на пилигримовом стане в передельные трубы-плети размером 284×11×26100-26600 мм с вытяжкой µпр=9,61 и обжатием по диаметру Δ=36,2%, от труб пилой горячей резки отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 600-700 мм, со стороны затравки и пилигримовой головки, трубы-плети пилой горячей резки разрезают на трубы кратной длины и остаток, правят кратные трубы и остаток на шестивалковой машине с использованием температуры прокатного нагрева, причем первую кратную трубу и остаток задают в правильную машину концами из пластичных углеродистых марок стали, первую кратную передельную трубу разрезают на станке со стороны углеродистой стали длиной 5300±50 мм и остаток, вторую разрезают на две трубы-крата равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм для профилирования в шестигранные трубы-заготовки заданного размера, гильзы прокатывают в передельные трубы-плети размером 284×11 мм в калибре 290 мм на дорнах диаметром 264/265 мм, разогретых до температуры 500-550°C путем прокатки настроечных углеродистых гильз, по технологии: вводят дорн в гильзу, обкатывают передний углеродистый конец с увеличением подачи гильзы в очаг деформации m от 0 до 18 мм, прокатку гильзы из стали 04Х14Т5Р2Ф-Ш при установившемся процессе производят с подачей m=12-14 мм, а прокатку заднего углеродистого конца и обкатку пилигимовой головки производят с подачей m=18-20 мм. Обеспечивается производство передельных труб размером 284×11 мм из стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, снижение расхода металла, снижение массы шестигранных труб-заготовок и массы стеллажей при одновременном повышении их емкости и надежности. 1 з.п. ф-лы, 1 табл.
1. Способ производства передельных труб размером 284×11 мм из сплошных слитков-заготовок для изготовления шестигранных труб-заготовок размером "под ключ" 252,6±1,8,0×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом слитков размером 480×1800±25 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донными и усадочными частями из стали пластичных углеродистых марок стали, высота которых соответственно от 0,04 до 0,05 и от 0,13 до 0,14 от общей высоты слитков, образующими при прокатке передельных труб затравочные концы и пилигримовые головки, обточку наружной поверхности слитков электрошлакового переплава до удаления дефектов литейного происхождения с получением слитков-заготовок размером 465±5×1800±25 мм, в которых сверлят сквозное центральное отверстие диаметром 100±5,0 мм, нагревают их до температуры 1030-1050°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450×вн.295×3080-3140 мм с обжатием по диаметру Δ от 2,2 до 4,3% и вытяжками µп от 1,69 до 1,77, гильзы прокатывают на пилигримовом стане в передельные трубы-плети размером 284×11×26100-26600 мм с вытяжкой µпр=9,61 и обжатием по диаметру Δ=36,2%, от труб пилой горячей резки отрезают технологические отходы, оставляя концы труб из сталей пластичных углеродистых марок длиной 600-700 мм, со стороны затравки и пилигримовой головки, трубы-плети пилой горячей резки разрезают на трубы кратной длины и остаток, правят кратные трубы и остаток на шестивалковой машине с использованием температуры прокатного нагрева, причем первую кратную трубу и остаток задают в правильную машину концами из пластичных углеродистых марок стали, первую кратную передельную трубу разрезают на станке со стороны углеродистой стали длиной 5300±50 мм и остаток, вторую разрезают на две трубы-крата равной длины, растачивают и обтачивают в цилиндрические трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм для профилирования в шестигранные трубы-заготовки заданного размера.
2. Способ по п.1, отличающийся тем, что гильзы прокатывают в передельные трубы-плети размером 284×11 мм в калибре 290 мм на дорнах диаметром 264/265 мм, разогретых до температуры 500-550°C путем прокатки настроечных углеродистых гильз, по технологии: вводят дорн в гильзу, обкатывают передний углеродистый конец с увеличением подачи гильзы в очаг деформации m от 0 до 18 мм, прокатку гильзы из стали 04Х14Т5Р2Ф-Ш при установившемся процессе производят с подачей m=12-14 мм, а прокатку заднего углеродистого конца и обкатку пилигримовой головки производят с подачей m=18-20 мм.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм | 2011 |
|
RU2470723C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| US 4798071 A, 17.01.1989 | |||

