Изобретение относится к трубному и металлургическому производствам, в частности к способу производства шестигранных труб-заготовок размером "под ключ" 255±2,0×5+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива из полых биметаллических по высоте слитков-заготовок низкопластичной стали с содержанием бора от 2,0 до 3,0%.
В трубной промышленности известен способ производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива, из полых слитков-заготовок, полученных электрошлаковым переплавом из низкопластичной борсодержащей стали, причем донную и усадочные части полых слитков электрошлакового переплава, образующих при прокатке передельных труб пилигримовую головку и затравочный конец, отливают из пластичных углеродистых марок стали, полые слитки растачивают и обтачивают с усадочной стороны в полые заготовки до границ сплавления двух металлов в донной части слитков или со смешением в сторону пластичной углеродистой стали, составные полые слитки-заготовки нагревают до температуры пластичности 1040-1060°С, после удаления технологических отходов - пилигримовых головок и затравочных концов, из пластичных углеродистых марок стали со стороны пилигримовых головок и затравочных концов оставляют участки труб из пластичных углеродистых марок стали длиной 500-700 мм, после порезки труб-плетей на две трубы равной длины или кратные длине передельной заготовке на последующую теплую правку трубы задают в шестивалковую правильную машину концами из пластичных углеродистых марок стали, сверление отверстий для тянущей цепи под теплое профилирование на трубах-заготовках с углеродистыми пластичными концами производят на участках труб-заготовок из пластичных углеродистых марок стали, а концы труб-заготовок из пластичных углеродистых марок стали удаляют перед термической обработкой с выполнением всех последующих операций по технологическому процессу (RU №2317S65, В21В 21/04, опубликовано 27.02.2008).
Одним из основных недостатков данного аналога является то, что при повышенных концевых отходах (затравочных концов и пилигримовых головок) из слитков-заготовок массой до 2250 кг вместо пяти кратов размером 287×11×5000-5250 мм получаем только четыре. Кроме того, известный способ нельзя использовать для изготовления шестигранных труб-заготовок из стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
Наиболее близким по технической сущности и достигаемому результату является способ производства шестигранных труб-заготовок размером 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанною ядерного топлива, включающий отливку электрошлаковым переплавом полых слитков размером 470±5×вн. 270±5×3050±50 мм из низкопластичной стали 04×14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% с донной и усадочной частями из стали пластичных углеродистых марок, высота которых соответственно от 0,04 до 0,05 и от 0,09 до 0,10 от общей высоты полых слитков, образующими при прокатке передельных труб пилигримовые головки и затравочные концы, расточку и обточку слитков с донного конца в полые слитки-заготовки размером 455±5,0×вн.280±5,0×3050±50 мм, их нагрев до температуры 1030-1050°C и прокатку в передельные трубы-плети размером 290×12×25900-27000 мм на дорнах диаметром 264/265 мм с вытяжкой µ от 9,32 до 10,00 и обжатием по диаметру Δ от 35,1 до 36,5%, удаление технологических отходов - пилигримовых головок и затравочных концов с оставлением концов труб из стали пластичных углеродистых марок длиной 500-700 мм, после чего трубы-плети разрезают пилой горячей резки на передельные трубы длиной 10800±200, 10200±100 и остаток, первую и третью передельные трубы задают на теплую правку концами из стали пластичных углеродистых марок, первую передельную трубу разрезают со стороны углеродистой стали на краты-заготовки длиной 5400-5800 мм и остаток, вторую разрезают на два крата-заготовки равной длины, растачивают и обтачивают в трубы-заготовки размером 284,75+2,0/-3,0×6+2,0/-1,0 мм, производят сверление отверстий для тянущей цепи под теплое профилирование на участках из стали пластичных углеродистых марок, профилируют в шестигранные трубы-заготовки с удалением концов из стали пластичных углеродистых марок перед термической обработкой (RU №2470725, B21B 21/00, опубликовано 27.12.2012).
Одним из основных недостатков данного прототипа, как и выше приведенного аналога, является то, что он распространяется на производство передельных труб размером 290×12 мм и не решает технологические вопросы нагрева полых биметаллических по высоте слитков-заготовок и прокатки их в передельные трубы-плети размером 287×11×26300-28200 мм стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%. Следующим недостатком данного способа является то, что при повышенных концевых отходах (затравочных концов и пилигримовых головок) из полых слитков-заготовок массой до 2250 кг вместо пяти кратов размером 287×11×5000-5250 мм получаем только четыре, что приводит к повышенному расходному коэффициенту дорогой борсодержащей стали.
Задачей предложенного способа является освоение технологического процесса производства передельных труб увеличенной длины размером 287×11×26300-28200 мм из низкопластичной стали с содержанием бора от 2,0 до 3,0% на ТПУ 8-16″ с пилигримовыми станами из полых биметаллических по высоте слитков-заготовок ЭШП, для передела их в шестигранные трубы-заготовки размером "под ключ" 255×2,0×5+1,5/-1,0×4300+80/-30 мм, снижение расхода борсодержащего металла, снижение массы шестигранных труб-заготовок, а следовательно, снижение их стоимости, снижение массы стеллажей при одновременном увеличении их емкости, повышение надежности стеллажей для хранения и транспортировки отработанного ядерного топлива на вновь вводимых и реконструируемых объектах атомной энергетики.
Технический результат достигается тем, что способ производства шестигранных труб-заготовок размером 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, из полых биметаллических по высоте слитков размером 470±5×вн.270±5×2900±50 мм из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донной и усадочной частями из стали пластичных углеродистых марок, высота которых соответственно от 0,06 дл 0,07 и от 0,08 до 010 от общей высоты полых биметаллических слитков, образующих при прокатке передельных труб затравочные концы и пилигримовые головки, обточку и расточку слитков с донной стороны в полые биметаллические по высоте слитки-заготовки размером 455±5,0×вн.280±5,0×2950±50 мм, нагрев до температуры 1040-1050°C и прокатку в передельные трубы-плети размером 287×11×26300-28200 мм на дорнах 265/267 мм с вытяжкой µ от 10,13 до 10,86 и обжатием по диаметру Δ от 36,2 до 37,6%, удаление технологических отходов - пилигримовых головок и затравочных концов с оставлением участков труб из стали пластичных углеродистых марок длиной 500-700 мм, трубы-плети разрезают пилой горячей резки на передельные трубы длиной 10600-11400, 10400-11000 мм и остаток, первую и третью трубы задают на теплую правку концами из стали пластичных углеродистых марок, первую кратную передельную трубу разрезают со стороны углеродистой стали на краты-заготовки длиной 5400-5800 мм и остаток, вторую трубу разрезают на два крата-заготовки равной длины, растачивают и обтачивают в трубы-заготовки размером 282,1±2×5+1,5/-1,0, производят сверление отверстий для тянущей цепи под теплое профилирование на участках из стали пластичных углеродистых марок, профилируют в шестигранные трубы-заготовки заданного размера, нагретые биметаллические по высоте слитки-заготовки транспортируют краном к пилигримовому стану, надевают на разогретый дорн до температуры 500-550°C усадочным концом к дорновой головке и прокатывают в передельные трубы, затравку и прокату передельных труб-плетей из углеродистого металла производят с подачей полого биметаллического по высоте слитка-заготовки в очаг деформации m=18-20 мм, установившийся процесс прокатки биметаллического по высоте полого слитка-заготовки из стали 04Х14Т5Р2Ф-Ш производят с подачей m=12-14 мм, а обкатку пилигримовой головки из углеродистого металла с подачей полого биметаллического по высоте слитка-заготовки m=20-22 мм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства шестигранных труб-заготовок размером 255±2,0×5,04-1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива отличается от известного тем, что производят отливку электрошлаковым переплавом полых биметаллических по высоте слитков размером 470±5×вн.270±5×2900±50 мм из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донной и усадочной частями из стали пластичных углеродистых марок, высота которых соответственно от 0,06 дл 0,07 и от 0,08 до 010 от общей высоты полых биметаллических слитков, образующих при прокатке передельных труб затравочные концы и пилигримовые головки, обточку и расточку слитков с донной стороны в полые биметаллические по высоте слитки-заготовки размером 455±5,0×вн.280±5,0×2950±50 мм, нагрев производят до температуры 1040-1050°C, прокатку в передельные трубы-плети размером 287×11×26300-28200 мм на дорнах 265/267 мм с вытяжкой µ от 10,13 до 10,86 и обжатием по диаметру Δ от 36,2 до 37,6%, удаляют технологические отходы - пилигримовые головки и затравочные концы с оставлением участков труб из стати пластичных углеродистых марок длиной 500-700 мм, трубы-плети разрезают пилой горячей резки на передельные трубы длиной 10600-11400, 10400-11000 мм и остаток, первую и третью трубы задают на теплую правку концами из стали пластичных углеродистых марок, первую кратную передельную трубу разрезают со стороны углеродистой стали на краты-заготовки длиной 5400-5800 мм и остаток, вторую трубу разрезают на два крата-заготовки равной длины, растачивают и обтачивают в трубы-заготовки размером 282,1±2×5+1,5/-1,0, производят сверление отверстий для тянущей цепи под теплое профилирование на участках из стали пластичных углеродистых марок, профилируют в шестигранные трубы-заготовки заданного размера, нагретые биметаллические по высоте слитки-заготовки транспортируют краном к пилигримовому стану, надевают на разогретый дорн до температуры 500-550°C усадочным концом к дорновой головке и прокатывают в передельные трубы, затравку и прокатку передельных труб-плетей из углеродистого металла производят с подачей полого биметаллического по высоте слитка-заготовки в очаг деформации m=18-20 мм, установившийся процесс прокатки биметаллического по высоте полого слитка-заготовки из стали 04Х14Т5Р2Ф-Ш производят с подачей m=12-14 мм, а обкатку пилигримовой головки из углеродистого металла с подачей m=20-22 мм полого биметаллического по высоте слитка-заготовки. Эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной облает техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ может быть проиллюстрирован следующим примером осуществления, который был реализован на установке ЭШП ОАО "ЗМЗ" и на трубопрокатной установке 8-16" с пилигримовыми станам ОАО "ЧТПЗ" (т.1).
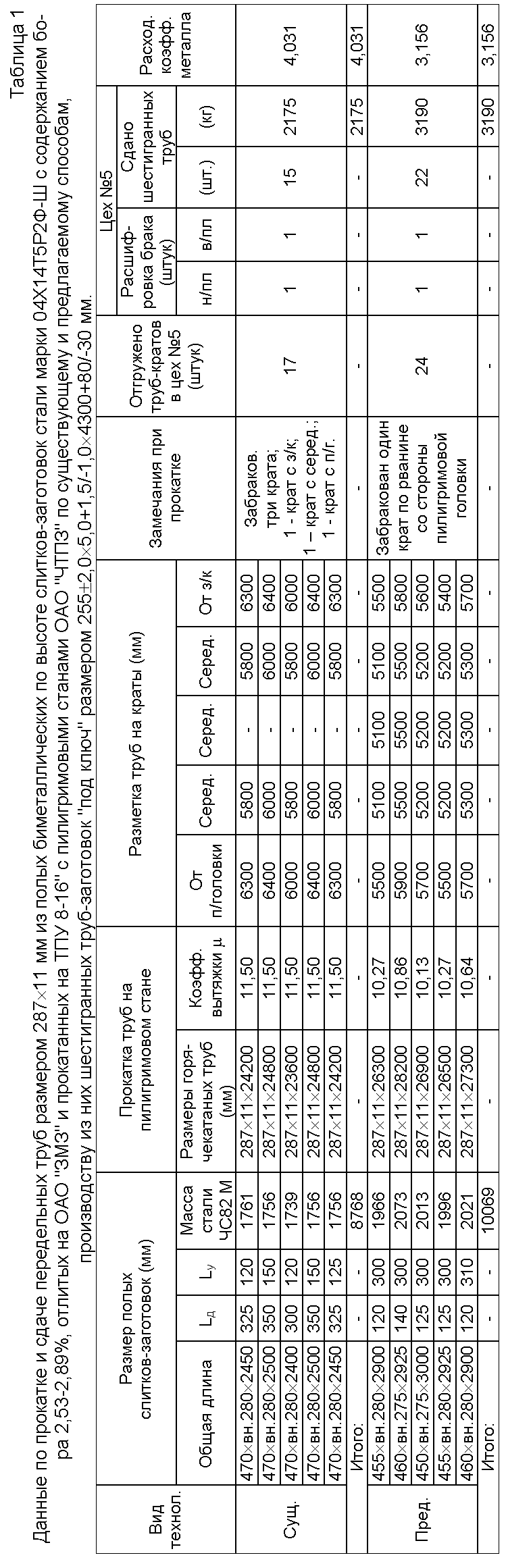
В производство было задано 10 полых биметаллических по высоте слитков-заготовок (5 плавок) ЭШП стали марки 04Х14Т5Р2Ф-Ш поставки ОАО "ЗМЗ" с содержанием бора от 2,53 до 2,89. Полые биметаллические по высоте слитки-заготовки ЭШП были поделены на две части с равным содержанием бора. Пять биметаллических слитков-заготовок размером 470×вн.280×2400-2500 мм были изготовлены и прокатаны по существующей технологии. Высота (длина Lд) приплавленного углеродистого металла к донной части полых биметаллических слитков-заготовок составила от 300 до 350 мм, высота (длина Lу) приплавленного углеродистого металла к усадочной части составила от 120 до 150 мм. Пять полых биметаллических по высоте слитков-заготовок ЭШП общей массой 8,768 тн металла стали 04Х14Т5Р2Ф-Ш были нагреты до температуры 1050-1060°C и прокатаны на ТПУ 8-16" с пилигримовыми станами в передельные трубы размером 287×11-23600-24800 мм с коэффициентом вытяжки µ=11,50 и обжатием по диаметру 38,1%. Каждая передельная труба-плеть была размечена на четыре трубы-крата длиной 5800-6400 мм. Со стороны затравочных концов и пилигримовых головок были оставлены углеродистые концы длиной от 600 до 700 мм в зависимости от общей длины переделных труб-кратов. В процессе предварительной приемки три трубы-крата были забракованы по рванинам - дефекты проката: один крат со стороны затравочного конца, второй крат со стороны пилигримовой головки, а третий на середине крата-трубы с содержанием бора 2,89%. В цех №5 на механическую обработку-расточку, обточку и теплое профилирование было отгружено 17 кратов, из которых в процессе механической обработки были забракованы еще два крата - один по наружной плене, а второй по внутренней плене и мелким рванинам. Спрофилированы и приняты годными 15 шестигранных труб-заготовок размером "под ключ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм общей массой 2,175 тн.
Средний расходный коэффициент металла по стали 04Х14Т5Р2Ф-Ш по шестигранным трубам-заготовкам данной партии составил 4.031.
Пять полых биметаллических по высоте слитков ЭШП с содержанием бора от 2,53 до 2,89, общей массой стали 04Х14Т5Р2Ф-Ш - 10,069 тн, были отлиты, расточены и обточены в полые биметаллические по высоте слитки-заготовки, нагреты и прокатаны в передельные трубы размером 287×11×26300-28200 мм в соответствии с пп.1-3 формулы изобретения. Каждая передельная труба-плеть была размечена на пять труб-кратов длиной 5100-5900 мм. Со стороны затравочных концов и пилигримовых головок были оставлены углеродистые концы длиной от 600 до 700 мм в зависимости от общей длины переделных труб-кратов. В процессе предварительной приемки одна труба-крат была забракована по рванинам со стороны пилигримовой головки - дефект проката. В цех №5 на механическую обработку - расточку, обточку и теплое профилирование были отгружены 24 крата, из которых в процессе механической обработки были забракованы два крата - один по наружной плене, а второй по внутренней плене. Спрофилированы и приняты годными 22 шестигранные трубы-заготовки размером "под ключ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм, общей массой 3,190 тн. Средний расходный коэффициент металла по стали 04Х14Т5Р2Ф-Ш на шестигранных трубах-заготовках данной партии составил 3,156.
Данные по прокатке и сдаче передельных труб размером 287×11 мм из полых биметаллических по высоте слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,53 до 2,89%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16" с пилигримовыми станами ОАО "ЧТПЗ" по существующему и предлагаемому способам, производству из них шестигранных труб-заготовок "под ключ" размером 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм приведены в таблице.
Таким образом, по предлагаемому способу производства шестигранных труб-заготовок размером "под ключ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, из передельных труб размером 287×11 мм, прокатанных на трубопрокатных установках с пилигримовыми станами из биметаллических по высоте слитков-заготовок размером 455±5,0×вн.280±5,0×2950±50 мм из низкопластичной стали с содержанием бора от 2,53 до 2,89% (04Х14Т5Р2Ф-Ш), получено снижение расходного коэффициента металла по стали 04Х14Т5Р3Ф-Ш при переделе полый биметаллический по высоте слиток-заготовка - передельная труба-заготовка - шестигранная труба-заготовка на 875 кг на каждой тонне шестигранных труб-заготовок.
Использование предлагаемого способа производства шестигранных труб-заготовок размером "под ключ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива из полые биметаллических но высоте слитков-заготовок размером 455±5,0×вн.280±5,0×2950±50 мм из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% позволит освоить производство нового размера шестигранных труб-заготовок, снизить расход металла из дорогостоящей стали 04Х14Т5РЗФ-Ш за счет использования оптимальных размеров полых биметаллических по высоте слитков-заготовок с приплавлением к донным и усадочным концам надставок из мягкого железа для снижения дефектов на концевых участках передельных труб-заготовок и частичного использования их для технологических отходов при теплом профилировании, снизить количество концевых дефектов на затравочных концах и со стороны пилигримовых головок в виде трещин и рванин, снизить стоимость товарных шестигранных труб и повысить надежность стеллажей для хранения отработанного ядерного топлива на вновь вводимых и реконструируемых объектах атомной энергетики.
Изобретение относится к трубному производству, в частности к способу производства шестигранных труб-заготовок. Способ включает прокатку на пилигримовом стане отлитых электрошлаковым переплавом полых биметаллических по высоте слитков с донной и усадочной частями из пластичных углеродистых марок стали, высота которых составляет соответственно 0,06 - 0,07 и 0,08 - 0,10 от общей высоты слитков, образующими при прокатке передельных труб, соответственно, затравочные концы и пилигримовые головки. Снижение металлоемкости и себестоимости изделий обеспечивается за счет того, что производят обточку и расточку слитков со стороны донной части в полые слитки-заготовки регламентированных размеров, нагрев и прокатку в передельные трубы-плети регламентированных размеров на дорнах с вытяжкой µ от 10,13 до 10,86 и обжатием по диаметру Δ от 36,2 до 37,6%, удаление пилигримовых головок и затравочных концов с сохранением участков труб из стали пластичных углеродистых марок длиной 500-700 мм, после чего трубы-плети разрезают пилой горячей резки на передельные кратные трубы, обтачивают в трубы-заготовки размером, которые профилируют в шестигранные трубы-заготовки заданного размера. 2 з.п. ф-лы, 1 табл.
1. Способ производства шестигранных труб-заготовок размером 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива, включающий прокатку на пилигримовом стане отлитых электрошлаковым переплавом полых биметаллических по высоте слитков размером 470±5×вн.270±5×2900±50 мм из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%, с донной и усадочной частями из пластичных углеродистых марок стали, высота которых составляет соответственно 0,06 - 0,07 и 0,08 - 0,10 от общей высоты слитков, образующими при прокатке передельных труб, соответственно, затравочные концы и пилигримовые головки, при этом производят обточку и расточку слитков со стороны донной части в полые слитки-заготовки размером 455±5,0×вн.280±5,0×2950±50 мм, нагрев до температуры 1040-1050°C и прокатку в передельные трубы-плети размером 287×11×26300-28200 мм на дорнах 265/267 мм с вытяжкой µ от 10,13 до 10,86 и обжатием по диаметру Δ от 36,2 до 37,6%, удаление технологических отходов - пилигримовых головок и затравочных концов с сохранением участков труб из стали пластичных углеродистых марок длиной 500-700 мм, после чего трубы-плети разрезают пилой горячей резки на передельные кратные трубы длиной 10600-11400, 10400-11000 мм и остаток, первую и третью из которых задают на теплую правку, первую кратную трубу разрезают со стороны конца из углеродистой марки стали на краты-заготовки длиной 5400-5800 мм и остаток, вторую кратную трубу - на два крата-заготовки равной длины, растачивают и обтачивают краты-заготовки в трубы-заготовки размером 282,1±2×5+1,5/-1,0, которые профилируют в шестигранные трубы-заготовки заданного размера.
2. Способ по п.1, отличающийся тем, что при прокатке слитки-заготовки надевают на разогретый до температуры 500-550°C дорн усадочным концом к дорновой головке.
3. Способ по п.1, отличающийся тем, что при прокатке затравку производят с подачей в очаг деформации m=18-20 мм, установившийся процесс прокатки - с подачей m=12-14 мм, а обкатку пилигримовой головки из углеродистой марки стали - с подачей m=20-22 мм.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕДЕЛА ИХ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317865C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2264269C2 |
| US 4641513 A, 10.02.1987 | |||

