Изобретение относится к области металлургии и может быть использовано при управлении процессом обжига углеродсодержащих материалов (анодов) в тепловых печах камерного типа, в частности в печах обжига анодов.
Известно, что деформация огнеупорных простенков происходит по нескольким причинам. Деформация может быть вызвана ненадлежащей конструкцией или ненадлежащим обслуживанием. Среди других причин - износ огнеупорного простенка вследствие воздействия фторидов, выделяющихся из анодных огарков, или перегрев огнеупорного простенка неправильно спроектированными или неправильно установленными на лючках горелками. Задание слишком малой номинальной толщины слоя пересыпки приводит к преждевременному ремонту огнеупорных материалов или, по крайней мере, к необходимости выпрямления огнеупорного простенка специальным оборудованием. Несмотря на то что выпрямление огнеупорного простенка намного дешевле, чем реконструкция огнеупорного простенка, при слишком частом повторении выпрямление может привести к отрицательному воздействию на срок службы огнеупорного простенка. («Anode Baking», Felix Keller, Peter О. Sulger; published 2008 by R&D Carbon Ltd. ISBN 978-2-940348-19-0)
Кроме того, в процессе технологического нагрева внутри печи деформируются внешние стенки железобетонного каркаса печи (стенки печи). Существуют две основные причины возникновения деформации стенок ванны печи:
1. Температурный перепад между внутренней и внешней частями железобетонной стенки печи. Это вызывает изгиб и деформацию вовне в верхней части печи.
2. Тепловое расширение огнеупора внутри печи.
Стенки печи под действием температурного расширения футеровки выгибаются вовне. В районе огня ванна печи расширяется, и при охлаждении она движется обратно по направлению к исходному положению.
Подобные движения стенок ванны печи происходят на всех печах обжига анодов, как на продольных, так и на торцевых стенках печей.
Наряду с этим движение вовнутрь (сжатие) не полностью компенсирует движение вовне (расширение), при этом остается постоянная деформация, т.е. со временем печь расширяется. Происходит постоянный неконтролируемый процесс. Постоянная деформация обычно обнаруживается спустя несколько лет. Часто она становится заметной не на самой стенке печи, но на примыкающем корпусе либо на технологическом оборудовании. Там могут обнаруживаться деформации или разрушения, ими вызванные.
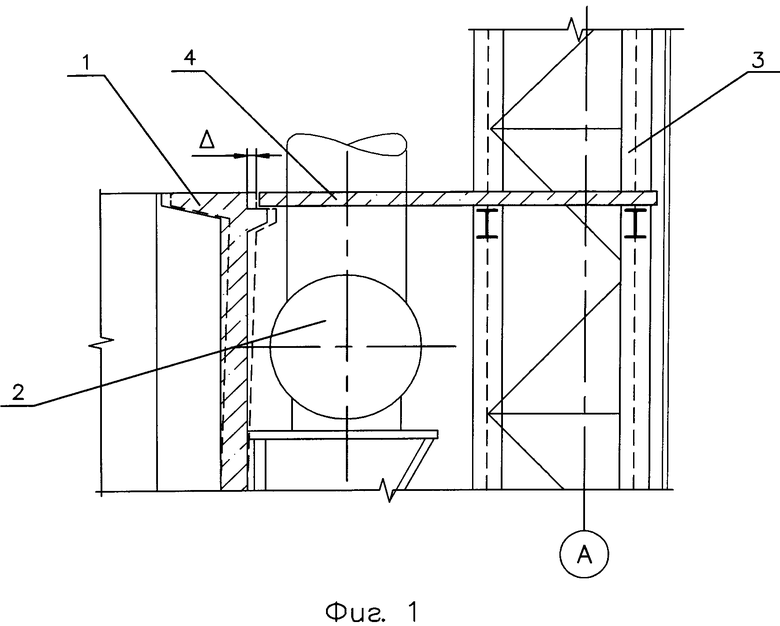
На практике известен способ контроля деформации стенок печи, применяемый в конструкциях тепловых печей, с использованием железобетонной плиты. На фиг. 1 изображена конструкция печи, где 1 - вертикальная стенка печи, 2 - газоход, 3 - каркас здания, 4 - железобетонная плита рабочей отметки. Данная конструкция работает следующим образом: на вертикальную стенку печи обжига (1) и на каркас здания (3) свободно размещена железобетонная плита (4), которая конструктивно закреплена на опорах. Данная конструкция никак не может влиять на температурные деформации стенки, а может только смещаться в горизонтальном направлении в сторону каркаса здания на неконтролируемую величину А, показанную на фигуре 1. Отсутствие какого-либо влияния данной конструкции на температурные деформации вертикальных стенок печи в процессе эксплуатации оказывает пагубное влияние на железобетонные конструкции каркаса печи и целостность футеровки, что влечет за собой снижение срока службы печи, увеличение расходных коэффициентов основных видов сырья и топлива, используемых для обеспечения технологического процесса. Данный способ не позволяет контролировать передаваемые деформации от нагрузок и возвращать стенки печи в проектное положение.
Таким образом, к основным недостаткам этого известного способа следует отнести:
1. Отсутствие возможности контроля деформации стенок печи и, как следствие, разрушение футеровки, увеличение расходных коэффициентов сырья.
2. Передача упругих деформаций на каркас здания.
3. Гашение упругих деформаций горизонтальной железобетонной плитой, с течением времени на которой появляются собственные остаточные деформации.
4. Большой вес самой плиты, влияющий на деформацию стенок печи.
Ближайшими аналогами заявляемой группы изобретений, содержащими наибольшее количество совпадающих признаков, являются способ и устройство для измерения деформации стенки печи, раскрытые в патенте JPH 07103727 A1, F27D 21/00, опубл. 18.04.1995.
Задачей изобретения является увеличение срока службы футеровки печи и снижение расходных коэффициентов на топливо и пересылочных материалов.
Техническим результатом, достигаемым при реализации заявляемого изобретения, является равномерная передача и гашение упругих деформаций путем постоянного возврата стенок печи в проектное положение.
Технический результат достигается благодаря тому, что в способе гашения температурных деформаций стенок печи обжига, включающем равномерную передачу деформаций стенки печи с помощью металлической решетчато-стержневой конструкции Х-образной формы, расположенной по всей длине стенки печи, жестко закрепленной на ней с опорой на железобетонные стойки, гашение деформаций в железобетонной стойке производят установкой ее с нулевой деформацией, измеряют диапазон величины упругой деформации в горизонтальной плоскости стенки печи вследствие теплового расширения и при повышении заданной величины упомянутой деформации регулируют упомянутый диапазон с последующим возвратом стенки в проектное положение.
Возврат стенок печи в проектное положение осуществляют при измерении деформации ≤ 20 мм, диапазон которой зависит от размеров печи.
Заявляемый технический результат достигается благодаря тому, что устройство для гашения температурных деформаций стенок печи обжига содержит металлическую решетчато-стержневую конструкцию Х-образной формы, закрепленную на железобетонной стойке, расположенную по всей длине стенки печи, жестко соединенную с верхней частью стенки печи в точках равномерно-распределенной нагрузки через равномерные расстояния, и подвижную штангу, жестко закрепленную с металлической конструкцией в проушинах с возможностью возврата и перемещения ее в горизонтальном направлении на величину деформации стенки печи.
Для отображения величины деформации устройство содержит мерную линейку, жестко закрепленную на железобетонной стойке.
Металлическая конструкция может быть выполнена съемной и закреплена на железобетонной стойке с помощью анкерных болтов.
Сущность предложенного способа заключается в следующем. Гашение температурных деформаций стенок печи достигается за счет работы подвижной штанги, проходящей через проушины (скользящие подвески) на нижней стороне металлической решетчато-стержневой конструкции и жестко закрепленной на стенке печи. Железобетонная стенка печи, деформируясь, смещает подвижную штангу, указывая уровень отклонения на мерной линейке, жестко закрепленной на железобетонной стойке (упоре).
Равномерная передача и гашение упругих деформаций возможна за счет того, что температурные деформации стенки печи воспринимаются равномерно-распределенным усилием q (kH/m) металлической решетчато-стержневой конструкцией и передаются на железобетонную стойку (упор). Железобетонная стойка (упор) рассчитывается на отсутствие горизонтальных и вертикальных деформаций. Смонтированная металлическая решетчато-стержневая конструкция жестко соединена с верхней частью стенки печи и рассчитывается на возможность горизонтальных деформаций от печи обжига ≤ 20 мм (данный диапазон может быть изменен расчетом и зависит от размеров печи). В точках реакции Р/2 на равномерно-распределенную нагрузку (q) предусмотрена возможность регулировки усилия через анкерные болты на стенку печи в ее верхней отметке.
Усиление жесткости конструкций, воспринимающих упругие деформации, достигается тем, что металлическая конструкция выполнена быстросъемной на анкерах, позволяющих замену на конструкцию с другим сортаментом металла.
Краткое описание чертежей
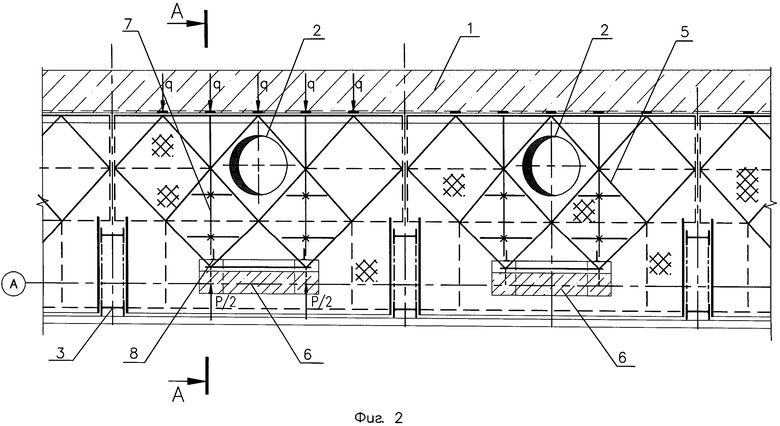
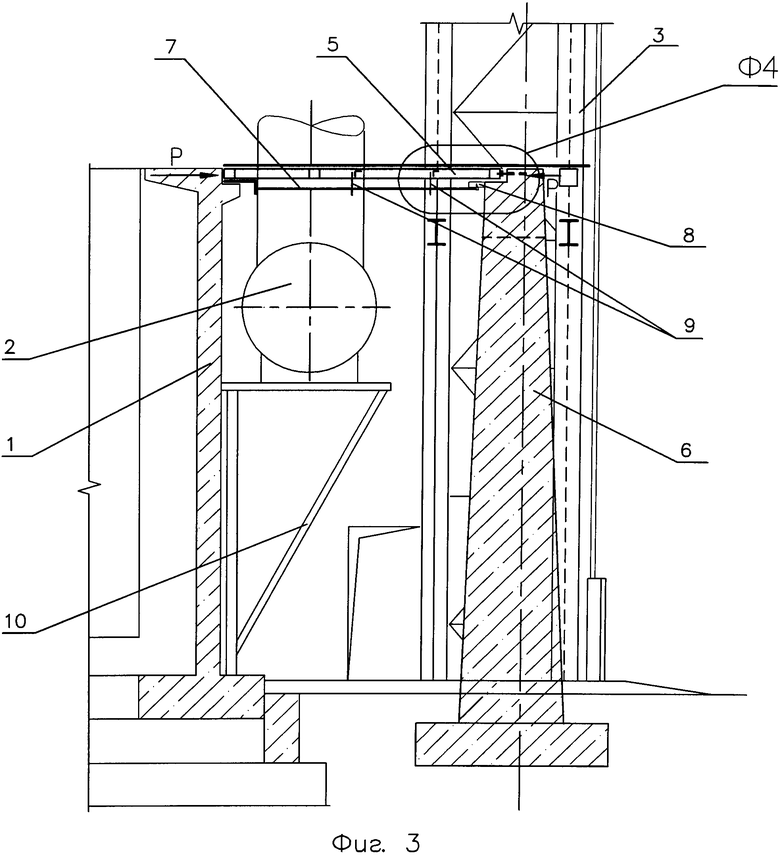
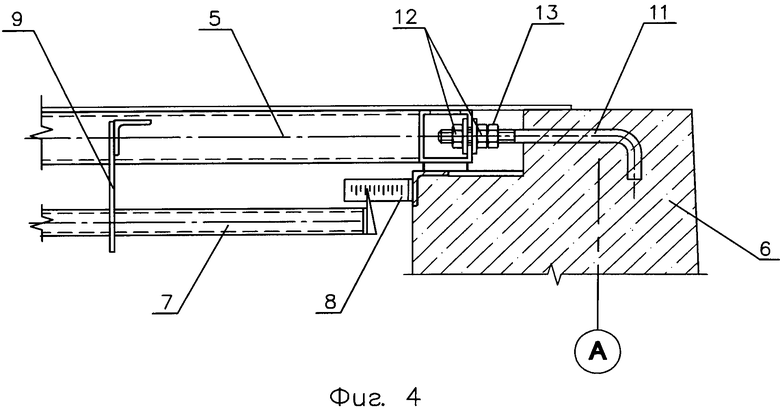
Заявляемое изобретение поясняется чертежами. На фиг. 2 представлен основной вид конструкции, на фиг. 3 показан разрез по А-А на фиг. 2, на фиг. 4 представлен увеличенный вид узла измерения деформации, где показаны: стенка печи обжига (1), газоход (2), каркас здания (3), металлическая решетчато-стержневая конструкция (5), железобетонная стойка (упор) (6), подвижная штанга (7), мерная линейка (8), проушина (скользящая подвеска) (9), опора газохода (10), анкерный болт (11), гайка (12), контргайка (13), точки приложения равномерно-распределенной нагрузки от деформации (q) и точки реакции опоры (Р/2).
Способ для гашения температурных деформаций стенок печи обжига осуществляется следующим образом. В результате теплового расширения футеровки печи происходит деформация стенки печи (1). В верхней части стенки печи жестко закреплена подвижная штанга (7), которая перемещается в горизонтальном направлении на величину деформации верхней части стенки печи. Для исключения криволинейных движений подвижная штанга (7) закреплена в проушинах (скользящих подвесках) (9). На железобетонной стойке (упоре) (6) также жестко закреплена мерная линейка (8) таким образом, что незакрепленный конец подвижной штанги соприкасается с плоскостью мерной линейки и перемещается по касательной к плоскости мерной линейки. Железобетонная стойка (упор) расположена между колоннами каркаса здания и рассчитана с нулевой деформацией, поэтому перемещение штанги, получаемое от деформаций стенки печи имеет отображение на мерной линейке, которую можно изготовить с обеспечением настройки нулевого положения. Упругие деформации в горизонтальной плоскости допустимы в пределах 20 мм (данная величина может быть другой в зависимости от габаритов печи и свойств используемого огнеупора). При превышении данного параметра (определяется по мерной линейке) производится регулировка при помощи контргайки (12).
Устройство для гашения температурных деформаций стенки печи обжига представляет собой металлическую решетчато-стержневую конструкцию (5), которая жестко соединена в точках (q) на стенке печи (1) шагом в 1 метр и на железобетонной стойке (упоре) (4) в точках (Р/2) через анкерные болты (11). Особенность конструкции (5) заключается в том, что при жестком закреплении в точках (Р/2) она работает как пружина на жестком основании и позволяет возвратить стенку печи (2) в проектное положение при любой деформации. Точки реакции Р/2 и их количество определены конструктивным решением решетчато-стержневой конструкции с учетом проектного расположения горловин газохода и каркаса здания.
Предлагаемые способ и устройство позволяют обеспечить гашение температурных деформаций стенок печи и под действием сил сопротивления упругой конструкции обеспечивать постоянный возврат стенок в исходное положение, исключая остаточные деформации железобетонной стенки печи, повышая тем самым срок службы футеровки печи (за счет снижения количества трещин) и снижая расходные коэффициенты сырья (за счет исключения утечки пересылочного материала через трещины).
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ПРОМЫШЛЕННЫХ ПЕЧЕЙ | 1999 |
|
RU2147359C1 |
| Шахтная печь для обжига кусковых материалов | 2016 |
|
RU2652608C1 |
| Шлаковик мартеновской печи | 1979 |
|
SU773400A1 |
| Горизонтальная коксовая печь | 1991 |
|
SU1784626A1 |
| Горизонтальная коксовая печь | 1989 |
|
SU1819284A3 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ И ПРОИЗВОДСТВЕННЫХ ОТХОДОВ В ПЕЧНОЕ ТОПЛИВО И УГЛЕРОДНОЕ ВЕЩЕСТВО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2552259C2 |
| МНОГОСТВОЛЬНАЯ ДЫМОВАЯ ТРУБА | 1994 |
|
RU2102572C1 |
| Шаблон для изготовления и контроля футеровки металлургических печей | 1979 |
|
SU870896A1 |
Изобретение относится к способу и устройству для гашения температурных деформаций стенок печи обжига. Способ включает равномерную передачу деформаций стенки печи с помощью металлической решетчато-стержневой конструкции X-образной формы, расположенной по всей длине стенки печи, жестко закрепленной на ней с опорой на железобетонные стойки, при этом гашение деформаций в железобетонной стойке производят установкой ее с нулевой деформацией, измеряют диапазон величины упругой деформации в горизонтальной плоскости стенки печи вследствие теплового расширения и при превышении заданной величины упомянутой деформации регулируют упомянутый диапазон с последующим возвратом стенки в проектное положение при измерении деформации ≤20 мм. Устройство содержит металлическую решетчато-стержневую конструкцию X-образной формы, закрепленную на железобетонной стойке, расположенную по всей длине стенки печи, жестко соединенную с верхней частью стенки печи в точках равномерно-распределенной нагрузки через равномерные расстояния, и подвижную штангу, жестко закрепленную с металлической конструкцией в проушинах с возможностью возврата и перемещения ее в горизонтальном направлении на величину деформации стенки печи. Устройство включает мерную линейку для отображения величины деформации, жестко закрепленную на железобетонной стойке, а металлическая конструкция выполнена съемной и закреплена на железобетонной стойке с помощью анкерных болтов. Обеспечивается контроль процесса деформации стенок ванны печи и возможность постоянного возврата стенок в исходное положение под действием сил сопротивления упругой конструкции, исключая остаточные деформации железобетонной стенки печи, повышение срока службы футеровки печи и снижение расходных коэффициентов сырья. 2 н. и 3 з.п. ф-лы, 4 ил.
1. Способ гашения температурных деформаций стенок печи обжига, включающий равномерную передачу деформаций стенки печи с помощью металлической решетчато-стержневой конструкции X-образной формы, расположенной по всей длине стенки печи, жестко закрепленной на ней с опорой на железобетонные стойки, при этом гашение деформаций в железобетонной стойке производят установкой ее с нулевой деформацией, измеряют диапазон величины упругой деформации в горизонтальной плоскости стенки печи вследствие теплового расширения и при превышении заданной величины упомянутой деформации регулируют упомянутый диапазон с последующим возвратом стенки в проектное положение.
2. Способ по п.1, отличающийся тем, что возврат стенок печи в проектное положение осуществляют при достижении измеренной величины деформации ≤20 мм, диапазон которой зависит от размеров печи.
3. Устройство для гашения температурных деформаций стенок печи обжига, содержащее металлическую решетчато-стержневую конструкцию X-образной формы, закрепленную на железобетонной стойке, расположенную по всей длине стенки печи, жестко соединенную с верхней частью стенки печи в точках равномерно-распределенной нагрузки через равномерные расстояния, и подвижную штангу, жестко закрепленную с металлической конструкцией в проушинах с возможностью возврата и перемещения ее в горизонтальном направлении на величину деформации стенки печи.
4. Устройство по п.3, отличающееся тем, что для отображения величины деформации оно содержит мерную линейку, жестко закрепленную на железобетонной стойке.
5. Устройство по п.3, отличающееся тем, что упомянутая металлическая конструкция выполнена съемной и закреплена на железобетонной стойке с помощью анкерных болтов.
| JP 2007332382 A, 27.12.2007 | |||
| JPН 07103727 A, 18.04.1995 | |||
| JPН 08218071 A, 27.08.1996 | |||
| CN 201222180 Y, 15.04.2009 | |||
| СПОСОБ ОБНАРУЖЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИЧНО ЗАКУПОРЕННОЙ ПЕРЕГОРОДКИ ДЛЯ МНОГОКАМЕРНОЙ ПЕЧИ | 2009 |
|
RU2473031C2 |
| Способ управления тепловым вращающимся агрегатом | 1985 |
|
SU1278560A1 |

