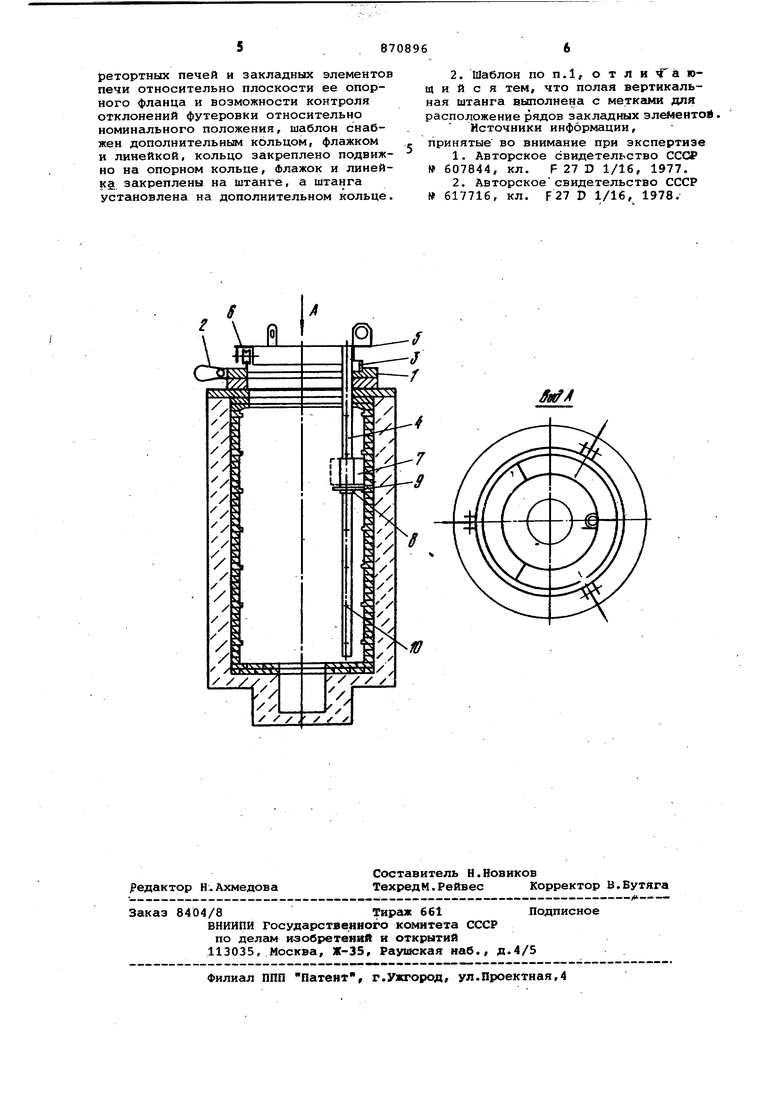
ЙЭобрётение относится к оборудова нию для изготовления футеровки метал лургических Печей и может быть испол зовано в цветной металлургии при изготовлении или контроле футеровки шахты ретортных печей. Известен шаблон для кладки футеро ки металлургических агрегатов, содержащий жесткий пояс, выполненный с возможностью регулирования его положения в вертикальной плоскости, на наружной поверхности которого расположен эластичный трубчатый элемент flT Недостаток этого шаблона состоит в том, что его применение возможно только на метггллургйческих агрегатах расположенных горизонтально, например трубчатых вращающихся печей. Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является шаблон для изготовления и контроля футеровки металлургических печей включающий опорное кольцо с серьгами под.крюки грузозахватного приспособления и полую вертикашьиую штанГУ 2. В этом шаблоне полая штанга через радиальные распорно-стяжные валы св зана с обечайкой с ребрами жесткости, в которой шарнирно закреплено опорное кольцо. Регулируя распорно-стяжные валы, можно установить равный зазор между корпусом и шаблоном по всему периметру. Это позволяет выполнять футеровку металлургического оборудования, получившего в процессе эксплуатации деформацию, и обеспечивает заданную относительно корпуса форму внутренней поверхности футеровки. Недостатком этого шаблона является невозможность его применения при изготовлении футеровки шахты ретортных печей, например печей аппаратов восстановления и сепарации при получении губчатого титана. Нагрев реторты в этих печах производится петлеобразными нагревателями, навешенными на крюки и штыри, заложенные в огнеупорный слой ф ггеровки. В ходе технологического процесса восстановления или сепарации титана ретортс висит в печи, опираясь своим фланцем на опорный фланец печи. Если в результате деформации корпуса печи его опорный фланец и обечайки окажутся неперпендикулярными, то и внутренняя поверхность футеровки шахты, выложенной относительно обенайкиу будет неперпендикулярна плоскости опорного фланца. В этом случае радиальный зазор между ретортой и внутренней поверхностью ф5гтеровки с нагревателями в поперечном сечении по периметру шахты будет неодинаков. Нагрев реторты со стороны меньшего зазора получается вьоше заданного. Это приводит к оплавлению стенки реторты и титановой губки с образованием ферротитана, который уходит в брак. В крайних случаях это приводит к прогару реторты и срыву Процесса. Конструкция шаблона не позволяет контролировать геометрические параииетры футеровки шахты, печи в процессе ее эксплуатации. При и готовлении футеровки шахты с noMoiUJBro шаблона такой конструкции недозможно также закладывать в слой футеровки при ее изготовлении крюки и штыри для навески нагревателей, так как он будут препятствовать извлечению шаб лона после окончания кладки футеровки. Целью изобретения является обеспечение геометических параметров футеровки шахты ретортных печей и з.акладных элементов печи относительно плоскости ее опорного фланца и возможности контроля отклонений футеров ки относительно номинального положения. Поставленная цель достигается тем что известный шаблон для изготовлегния и контроля футеровки металлургических печей, включающий опорное крльцо с серьгами под крюки грузозахватного приспособления и полую вертикальную штангу, снабжен дополнительным кольцом, флажком и линейкой, кольцо закреплено подвижно на опорном кольце, флажок и. линейка зак реплены на штанге, а штанга установлена на дополнительном кольце. Полая вертикальная штанга выполнена с метк ми для расположения рядов закладных элементов. Сущность изобретения поясняется чертежом. Шаблон состоит из опорного кольц 1 с серьгами 2 под крюки грузозахватного приспособления и кольцевой направляющей 3, полой штанги 4, при крепленной, к пйдвижному дополнитель ному кольцу 5 так, чтобы ее ось. был перпендикулярна опорной поверхности кольца 1, опорных роликов б, флажка 7 и его опоры 8, линейки 10, Шаблон может быть использован в двух случаях: при изготовлении ново футеровки и при необходимости контр ля отклонений существующей футеровки шахты печи от номинального полож ния. При изготовлении новой футеровки шаблон краном устанавливают на опор ный фланец печи и центрируют с его осью. Флажок 7 при этом находится в нерабочем положении. После установки шаблона флажок переводят в рабочее положение, а опору 8 флажка устанавливают в крайнее нижнее положение и фиксируют. Выкладывая нижние ряды футеровки, вращают кольцо 5 со штангой 4, на которой закреплен флажок 7, и следят за тем, чтобы зазор между флажком и футеровкой по всему периметру был в пределах установленных допусков. При выкладывании последующих рядов фу- теровки флажок 7 с опорой 8 поднимают на нужный уровень и фиксируют. Высоту флажка выбирают такой, чтобы он мог свободно проходить между двумя рядами крюков и штырей. После окончания футеровки флажок устанавливают в нерабочее положение и шаблон извлекают из печи. При необходимости контроля отклонений существующей футеровки шахты печи от номинального положения шаблон краном устанавливают на опорный фланец Печи и центрируют с его осью. Флажок 7 при этом отсутствует на-. штанге 4 или находится в нерабочем положении. В раз опоры 8 вставляют линейку 9. Вращая кольцо 5 со штангой и перемещая опору 8 с линейкой 9 вдрль штанги 4, измеряют ь заданных точках расстояние от внутренней поверхности футеровки шахты по оси штанги. Полученный размер складываю.т с известным радиусом вращения оси штанги. Результат сложения будет фактическим радиусом внутренней поверхности футеровки от оси, проходящей через центр опорного фланца печи и перпендикулярной его опорной плоскости. Разница между фактичес1 им радиусом и номинальным и будет отклонением внутренней поверхности футеровки в данной точке. Использование шаблона позволяет предотвратить потери губчатого титана из-за оплавления стенок реторты, вызванные отклонением футеровки шахты печи от номинального положения. Шаблон позволяет также повысить . производительность при кладке новой футеровки шахты печи и дает возможность контролировать ее геометричес|Кие параметры в процессе эксплуата|ции печи во время профилактических осмотров и ремонтов. Формула изобретения 1. Шаблон для изготЪвления и контроля футеровки металлургических печей, включающий опорное кольцо а серьгс1ми под крюки грузозахватного приспособления и полую вертикальную штангу, отличающийся тем, что, с целью обеспечения геометрических параметров футеровки шахты
ретортных печей и закладных элементов печи относительно плоскости ее опорного фланца и возможности контроля отклонений футеровки относительно номинального положения, шаблон снабжен дополнительным кольцом, флажком и линейкой, кольцо закреплено подвижно на опорном кольце, сЬлажок и линейка закреплены на штанге, а штанга установлена на дополнительном кольце.
2. Шаблон по П.1, о т Л и Тающий с я тем, что полая вертикальная штанга выполнена с метками для
расположение рядов закладных элементе
Источники информации, принятые во внимание при экспертизе
1,Авторское Свидетельство СССР № 607844, кл. F 27 D 1/16, 1977.
2.Авторскоесвидетельство СССР 617716, кл. F27 D 1/16, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грузозахватное устройство | 1989 |
|
SU1768492A2 |
| ТРАВЕРСА, МЕХАНИЗМ ВЫРАВНИВАНИЯ БАЛАНСИРОВКИ НЕСУЩЕЙ БАЛКИ ТРАВЕРСЫ, ТАКЕЛАЖНОЕ УСТРОЙСТВО НЕСУЩЕЙ БАЛКИ ТРАВЕРСЫ, ГРУЗОФИКСИРУЮЩЕЕ СРЕДСТВО ТАКЕЛАЖНОГО УСТРОЙСТВА НЕСУЩЕЙ БАЛКИ ТРАВЕРСЫ, ОПОРНЫЙ СТАПЕЛЬ НЕСУЩЕЙ БАЛКИ ТРАВЕРСЫ, СПОСОБ РАВНОВЕСНОЙ НАСТРОЙКИ ТРАВЕРСЫ НА ОПОРНЫХ СТАПЕЛЯХ, СПОСОБ ПЕРЕМЕЩЕНИЯ ТРАВЕРСОЙ ИЗДЕЛИЯ | 2008 |
|
RU2376237C1 |
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Способ футеровки тепловых агрегатов блоками | 1980 |
|
SU1042413A1 |
| СПОСОБ РЕМОНТА ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2171849C1 |
| РАЗГРУЗОЧНОЕ УСТРОЙСТВО ПЕЧИ КИПЯЩЕГО СЛОЯ | 2024 |
|
RU2839213C1 |
| Устройство для разрушения высокопрочных материалов | 1983 |
|
SU1105574A1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2260067C1 |
| Свод дуговой металлургической печи | 1980 |
|
SU939914A1 |
