Изобретение относится к управлению теп- ловыми вращающимися агрегатами и может быть использовано на предприятиях черной металлургии и строительных материалов при производстве окатышей, керамзита, цемента во вращающихся печах.
Цель изобретения - повыщение качества управления.
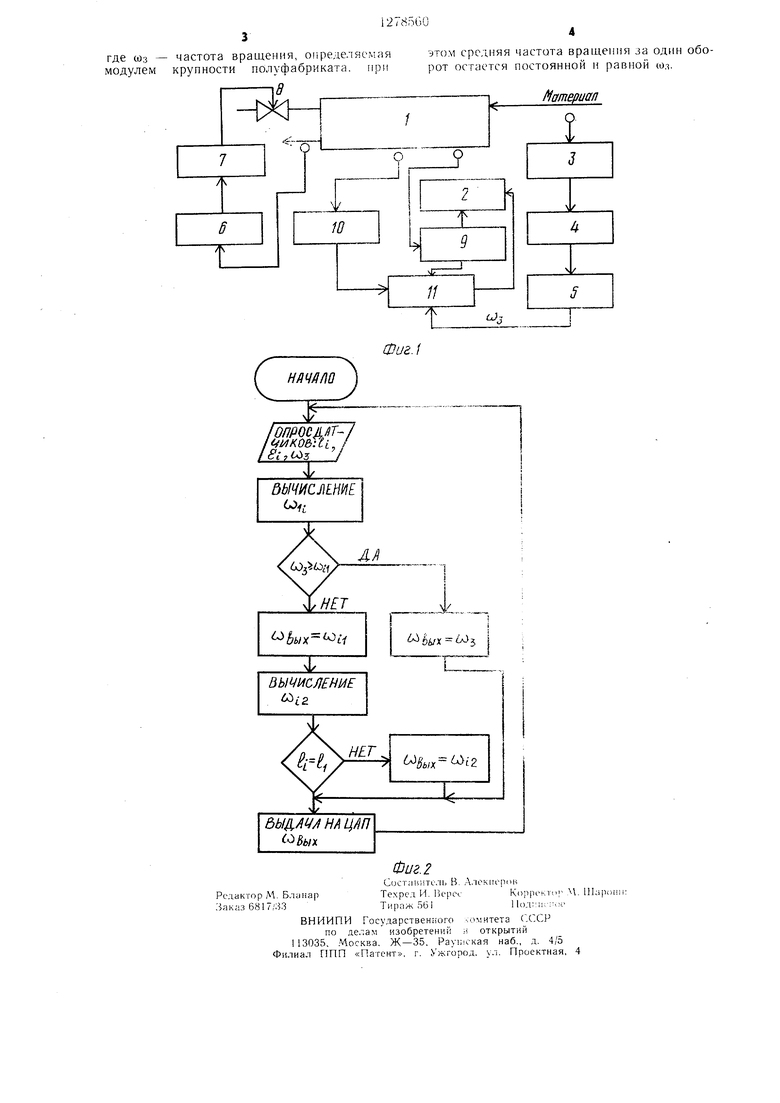
На фиг. 1 приведена блок-схема системы для реализации способа управления; на фиг. 2 - блок-схема алгоритма работы вычислительного устройства.
Система содержит тепловой вращающийся агрегат 1 с регулируемым электроприводом 2, датчик 3 грансостава сырья, вычислительное устройство 4, вычисляющее модуль крупности, функциональный преобразователь 5, датчик 6 качества выходного продукта, регулятор 7 расхода газа, исполнительный механизм 8, датчик 9 положения печи, датчик 10 прогиба печи, вычислительное устройство 11.
Способ осуществляют следующим образом.
На входе в печь датчиком 3 определяется гранулометрический состав полуфабриката,а вычислительным устройством 4 па основании состава полуфабриката производится вычисление модуля крупности. Выходной сигнал, пропорциональный величине модуля крупности, преобразуется функциональным преобразователем, реализующим экспериментально определенную зависимость частоты вращения печи от модуля полуфабриката. Преобразованный сигнал является задающим шз для регулируемого электропривода, который при увеличении модуля крупности снижает частоту вращения, а в противном случае увеличивают. Задающий сигнал соз поступает на третий вход вычислительного устройства 1 1, на первый и второй вход которого подаются сигналы с датчиков положения печи 9 и прогиба печи 10.
Вычислительное устройство 11 работает по алгоритму (фиг. 2).
Алгоритм включает ввод информации с датчика 9 положения печи о длине дуги окружности 1, и с датчика 10 прогиба печи величину прогиба EI на этих участках, а также ввод заданной частоты вращения соз. Затем производится в..ь1числение допустимой частоты вращения coi по формуле
u.,.I|:A, доп
производится сравнение заданной величины 0)3 с расчетной сол, если ,-|, то выходной величине присваивается значение сооых (Из и выдается сигнал на задание частоты вращения регулируемому электроприводу. Если же (j)i соз, то .ix шп и производится вычисление необходимой частоты вращения на остающейся длине окружности а)|9 по формуле tO ) (2л-)/2л;(шз- -Е/ш,).
Блоком 7 производится определение длины дуги, на которой toi4,ix ыц при условии, что Е| Е) - деформируемый участок, на недеформируемом участке совых ш-2Таким образом, производится перерас- пределение частоты вращения за один оборот печи.
Стабилизация качества выходного продукта, измеряемого датчиком 6, при случайных изменениях материальных и энергетических потоков процесса, осуществляется регулятором 7 расхода газа с исполнительным механизмом 8, составляюп 1,и.м отдельный контур управления, воздействием на подачу топлива.
При применении предлагаемого способа
управления обжиговым врандающимся агрегатом экономическая эффективность достигается за счет уменьшения статических и динамических прогибов несущей поверхности, что приводит к повышению стойкости
футеровки, а значит к уменьшению межремонтных сроков, увеличению срока службы корпуса агрегата, за счет повышения усталостной прочности оболочек корпуса.
Экономический эффект достигается за счет пoвыuJeния стойкости футеровки, что
приводит к увеличению межремонтных сроков и увеличению ,водительности на 1,1 %, а также за счет увеличения срока службы печи, а это приводит к снижению амортизационных отчислений на 0.75%.
30
Формула изобретения
Способ управ, тепловым вращающимся агрегатом, включающий стабилизацию качества выходного продукта воздействием на подачу топлива, изменение частоты вращения и подачи полуфабриката, определение гранулометрического состава полуфабриката с последующим вычислением модуля крупности, отличающийся тем, что, с целью повьииения качества управления, измеряют величипу неупругих деформаций корпуса печи и фиксируют величину допустимой .реформации, измеряют угловое положение печи и рассчитывают длину дуги окружности корпуса печи с повышенной деформацией, причем изменение частоты
вращения на участке повышенной деформации стабилизируют на величине
ТН Е
где ТЕ - напряжение;
t- длина дуги окружности корпуса печи и допущенной деформации; едоп -величина допустимой деформации, а изменение частоты вращения на оставшейся длине дуги окружности осуществляют О уравнению
л, (2л-1)/(2л/(Оз-В/
OJ
(О,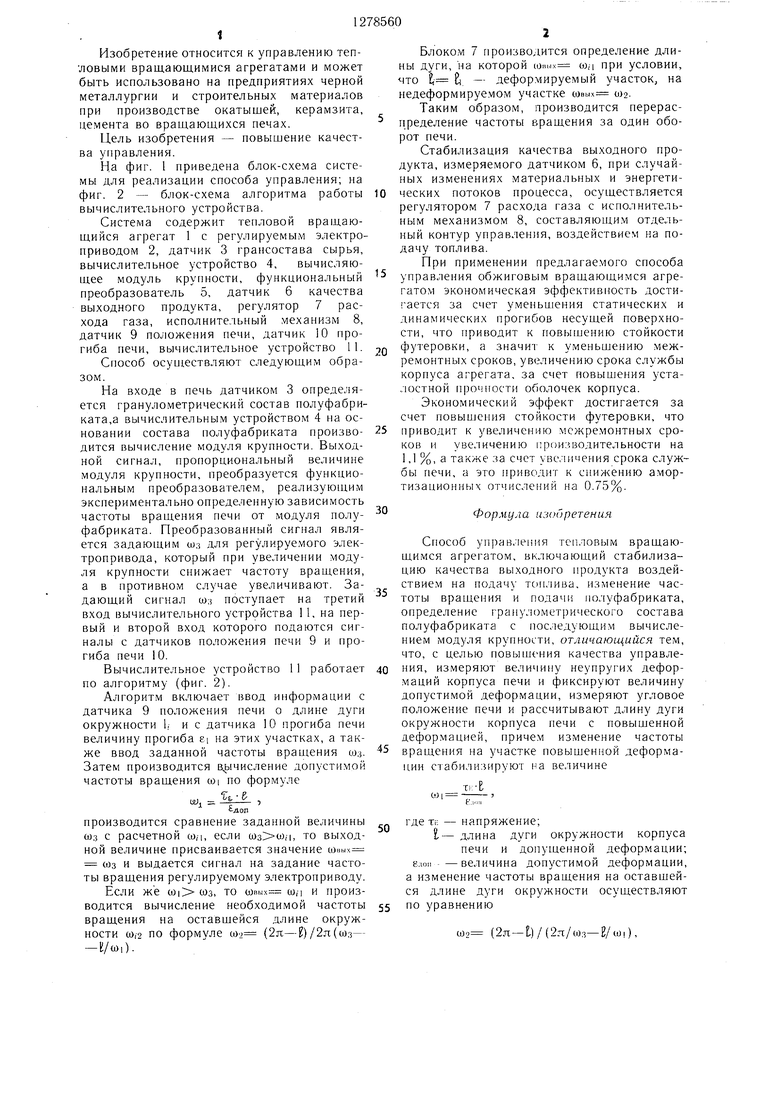
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом обжига вспучивающихся материалов во вращающейся печи | 1982 |
|
SU1048286A1 |
| Система автоматического управления измельчительным агрегатом | 1982 |
|
SU1052259A1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОЙ КАЛИБРОВКИ ВОЛОКОННО-ОПТИЧЕСКИХ ДАТЧИКОВ С РЕШЁТКОЙ БРЭГГА | 2020 |
|
RU2728725C1 |
| Устройство автоматического управления гидроциклоном | 1980 |
|
SU927321A1 |
| Устройство для измерения дальности до управляемого машинно-тракторного агрегата | 1984 |
|
SU1279549A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫЛЕТА В УСТРОЙСТВЕ БЕЗОПАСНОСТИ СТРЕЛОВОГО ГРУЗОПОДЪЕМНОГО КРАНА | 2004 |
|
RU2271986C2 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО С РЕГУЛИРУЕМЫМ КОЭФФИЦИЕНТОМ ПЕРЕДАЧИ СКОРОСТИ ВРАЩЕНИЯ | 1970 |
|
SU265264A1 |
| СПОСОБ ПОВЫШЕНИЯ БЕЗОПАСНОСТИ БЫСТРОГО ДВИЖЕНИЯ АВТОМОБИЛЯ | 1996 |
|
RU2110417C1 |
| УСТРОЙСТВО ПОВЫШЕНИЯ БЕЗОПАСНОСТИ БЫСТРОГО ДВИЖЕНИЯ АВТОМОБИЛЯ | 1996 |
|
RU2093375C1 |
| Система управления измельчительным агрегатом | 1982 |
|
SU1101302A1 |
Изобретение относится к управлению тепловыми вращающимися агрегатами. Может быть использовано в черной металлургии и строительной промыщленности. Позволяет повысить качество управления. Для достижения этой цели стабилизируют качество выходного продукта воздействием на подачу топлива, изменение частоты вращения и подачи полуфабриката. Определяют гранулометрический состав полуфабриката с последующим вычислением модуля крупности. Контролируют фогиб несущей поверхности. Измеряют угловое положение теплового агрегата. Контроль прогиба несущей поверхности осуществляют путем измерения длины дуги с повыщенной деформацией, причем изменение частоты вращения на участке повыщенной деформации стабилизируют на величине coi тг.Е/е.шм, где ТЕ - напряжение; t- длина дуги с повыщенной деформацией; едо,, - величина допустимой деформации. А изменение частоты вращения на оставщейся длине дуги окружности осуществляют по уравнению coi 
| Способ управления процессом обжига вспучивающихся материалов во вращающейся печи | 1982 |
|
SU1048286A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ управления загрузкой обжиговой конвейерной машины | 1980 |
|
SU908871A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
