Область изобретения
Настоящее изобретение относится к внутренним прокладкам для шин и прежде всего к контурированным внутренним прокладкам для шин, включающим динамически вулканизованную смесь на основе эластомеров, а также к способу их получения для изготовления компонента шины.
Предпосылки создания настоящего изобретения
Внутренние прокладки для пневматических шин имеют важное значение для общих эксплуатационных характеристик шин. Использование материалов, которые характеризуются более низкой воздухопроницаемостью, позволяет уменьшить калибр внутренней прокладки, что в свою очередь повышает эффективность топлива. Такие свойства можно обеспечить с использованием новой технологии и динамически вулканизованных смесей (DVA). Получение пленки DVA экструзией с раздувом представляет собой технологию получения герметизирующей пленки, которая включает динамически вулканизованную смесь эластомера и термопластика. Пример указанной технологии описан в статье Tracey и Tsou, «Dynamically Vulcanized Alloy Innerliners» в книге Rubber World, cc. 17-21 (1 сентября 2007).
Контурированные внутренние прокладки имеют большое значение для шин, прежде всего для шин с высоким отношением высоты профиля шины к его ширине, в процессе проведения стадии формования шины при сборке каркаса покрышки. На указанной стадии формования прокладка растягивается у центральной линии и в плечевых зонах. Для компенсации, у центральной линии и в соответствующих плечевых зонах внутренних прокладок, изготовленных не из указанной смеси, используют более высокий калибр, таким образом, обеспечивается равномерный калибр в конечной отвержденной шине.
Однако внутренние прокладки DVA обычно изготавливают с использованием способа получения пленок экструзией с раздувом, и они характеризуются тенденцией образования равномерного калибра, что приводит к потере контура не вулканизованных шин. При проведении стадии формования, внутренние прокладки DVA, как правило, растягиваются неравномерно на барабане для сборки шины, прежде всего в плечевых зонах и у центральной линии, в результате получают внутреннюю прокладку отвержденной шины с неравномерным калибром. Более узкие области, например, в плечевых зонах и у центральной линии, являются в большей степени чувствительными к повышенной воздухопроницаемости, в связи с этим возможно ускорение окисления и старения внутренних резиновых компонентов шины. Соответственно, существует необходимость в контурированных внутренних прокладках DVA, которые обеспечивают улучшенные герметизирующие свойства, характеризуются улучшенными или неизменяемыми механическими свойствами, а также равномерным калибром в конечной отвержденной шине.
Краткое описание сущности изобретения
Настоящее изобретение относится к герметизирующим пленкам, которые можно использовать в качестве внутренних прокладок для шин, включающих динамически вулканизованную смесь эластомера и конструкционной смолы, при этом пленка является контурированной.
Настоящее изобретение кроме того относится к изделиям, прежде всего к шинам, изготовленным из контурированных внутренних прокладок для шин. Шины включают внутренние прокладки, характеризующиеся в значительной степени равномерным калибром.
Настоящее изобретение относится также к способу получения герметизирующей пленки и/или внутренней прокладки для шин, который заключается в том, что изготавливают контурированную внутреннюю прокладку для шин, которая включает динамически вулканизованную смесь эластомера и конструкционной смолы.
Настоящее изобретение относится также к способу, который дополнительно включает следующие стадии: (i) изготовление бесшовной внутренней прокладки для шины, характеризующейся в значительной степени равномерным калибром, причем бесшовную внутреннюю прокладку получают в форме рукава, где бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы, (ii) растяжение бесшовной внутренней прокладки для шины по крайней мере в одном радиальном и аксиальном направлении и (iii) изготовление контурированной внутренней прокладки для шины.
Настоящее изобретение относится также к способам изготовления пневматической шины, которые заключаются в том, что изготавливают контурированную внутреннюю прокладку для шины, при этом контурированная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы.
Краткое описание фигур
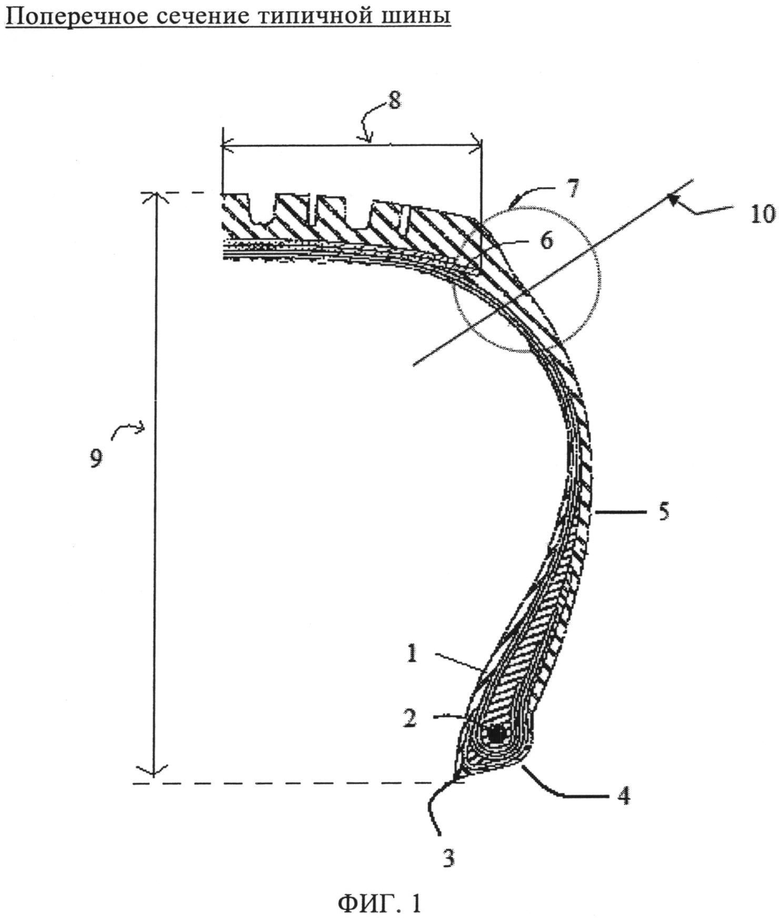
На фиг.1 показано поперечное сечение типичной шины.
На фиг.2 показаны типичные поперечные сечения внутренних прокладок по настоящему изобретению.
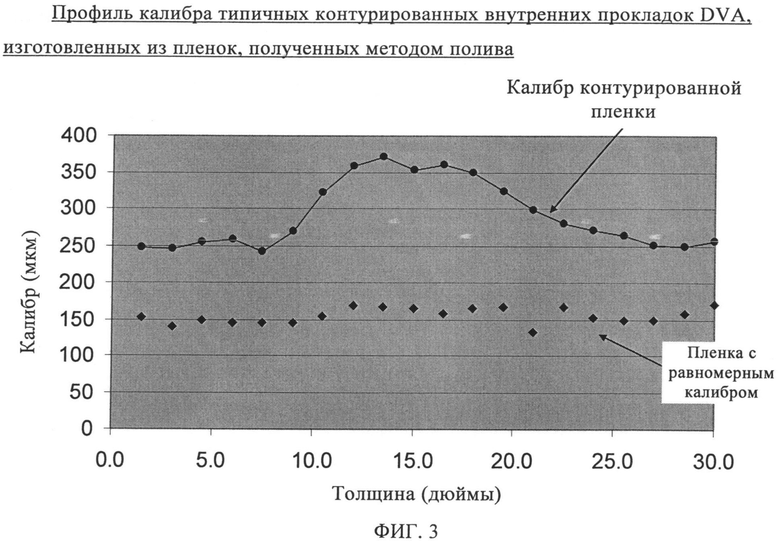
На фиг.3 показана кривая зависимости калибра типичной внутренней прокладки DVA, изготовленной из пленки, полученной методом полива.
Подробное описание изобретения
В настоящем изобретении описаны различные конкретные варианты осуществления, модификации и примеры настоящего изобретения, включая предпочтительные варианты осуществления и определения, которые использованы в данном контексте в целях разъяснения заявленного изобретения. Несмотря на то, что приведенные для иллюстрации варианты подробно описаны, следует понимать, что специалистам в данной области техники представляются очевидными различные другие модификации, которые можно осуществлять, не выходя за пределы объема и сущности настоящего изобретения. Что касается нарушений патентных прав, объем термина «изобретение» включает любой один или более пунктов прилагаемой формулы настоящего изобретения, включая их эквиваленты и элементы или ограничения, которые эквиваленты цитируемым пунктам.
Определения
Ниже представлены определения, использованные в описании настоящего изобретения.
Каучук обозначает любой полимер или композицию полимеров в соответствии с определением американского общества по испытанию материалов (ASTM) D156: «материал, который способен восстанавливаться после значительных деформаций, и который можно превращать или который уже превращен в состояние, в котором он является в значительной степени нерастворимым (но способен набухать) в кипящем растворителе…». Кроме того, каучук представляет собой аморфный материал. Эластомер обозначает термин, который можно использовать взаимозаменяемо с термином каучук. Эластомерная композиция обозначает любую композицию, включающую по крайней мере один эластомер, как определено выше.
Вулканизованная каучуковая смесь, согласно стандарту ASTM D1566, обозначает «сшитый эластомерный материал, полученный из эластомера, подверженного значительным деформациям под действием малой силы, способный быстро и эффективно восстанавливать приблизительно исходные размеры и форму при удалении деформирующей силы». Отвержденная вулканизованная композиция обозначает любую эластомерную композицию, которую прошла процесс отверждения и/или содержит или получена с использованием эффективного количества отверждающего агента или отверждающего комплекса, и является термином, используемым взаимозаменяемо с термином «вулканизованная резиновая смесь».
Термин «части/100 частей каучука» или «части» обозначает число массовых частей, в расчете на сто частей резины, и является общепринятой мерой в данной области техники, где содержание компонентов композиции определяют по массе относительно массы всех эластомерных компонентов. Общее число частей/100 частей каучука или число частей всех компонентов каучука, где один, два, три или более различных компонентов каучука присутствуют в данном составе, всегда принимают за 100 частей каучука. Массовое содержание всех других не каучуковых компонентов приводят в расчете на 100 частей каучука и выражают как число частей/100 частей каучука. Таким образом можно легко сравнить, например, уровни агентов для отверждения или наполнителей и т.п. в различных композициях, основываясь на одинаковом относительном содержании каучука без необходимости перерасчета массового процентного содержания каждого компонента после изменения содержания только одного или более компонента(ов).
Термин «алкил» обозначает углеводородную парафиновую группу, которую можно получить из алкана при удалении одного или более атомов водорода из структуры, такую как, например, группа метил (CH3) или группа этил (CH3CH2) и т.п.
Термин «арил» обозначает углеводородную группу, которая образует циклическую структуру, характерную для ароматических соединений, такую как, например, бензол, нафталин, фенантрен, антрацен и т.п., и, как правило, содержит в своей структуре чередующуюся двойную связь («ненасыщенный участок»). Таким образом, арильная группа представляет собой группу, полученную из ароматического соединения при удалении из структуры одного или более атомов водорода, такую как, например, фенил или C6H5.
Термин «замещение» обозначает замещение по крайней мере одного атома водорода в химическом соединении или фрагменте. Таким образом, например, «замещенный» стирольный фрагмент включает пара-метилстирол, пара-этилстирол и т.п.
Использованный в данном контексте термин «мас.%» обозначает массовый процент, «мол.%» обозначает молярный процент, «об.%» обозначает объемный процент, при этом все молекулярные массы указаны в единицах г/моль, если не указано иное.
Контурированная внутренняя прокладка DVA
В настоящем изобретении предлагаются контурированные внутренние прокладки DVA и способы их получения, прежде всего для шин. Внутренние прокладки DVA, изготовленные с использованием современной технологии, характеризуются в значительной степени равномерным калибром. Использованный в данном контексте термин «в значительной степени равномерный калибр» обозначает, что изменения калибра составляют менее 25% (предпочтительно менее 20%, предпочтительно менее 15%, или предпочтительно менее 10%). Толщину пленки определяют методом С, описанным в стандарте ASTM D374-94. Изменения толщины пленки определяют с использованием прибора Measuretech, серии 200. Указанный прибор позволяет определять толщину пленки с использованием устройства для измерения емкостным методом. Для каждого образца пленки определяют десять значений толщины на 1 дюйм пленки по мере того, как пленка проходит через устройство в поперечном направлении. Для определения отклонений толщины используют три образца пленки. Отклонения ширины определяют при делении полного диапазона значений толщины пленки (максимальное значение минус минимальное значение) на среднее значение толщины и разделив результат на два. Изменения толщины представляют в виде процента изменения относительно среднего значения.
В ходе процесса сборки шин, внутреннюю прокладку, характеризующуюся в значительной степени равномерным калибром, помещают на барабан для сборки, и барабан раздвигают тороидально, при этом внутренняя прокладка подвергается неравномерному растяжению. В наибольшей степени шина растягивается у центральной линии и в плечевых зонах. Соответственно, внутренняя прокладка DVA становится в указанных зонах более тонкой, и конечная шина содержит внутреннюю прокладку DVA, характеризующуюся неравномерным калибром. Указанный неравномерный калибр можно рассматривать как недостаток. Неравномерный калибр внутренней прокладки в шине может приводить к более быстрому проникновению воздуха через более тонкие области внутренней прокладки, что, в свою очередь, может приводить к повышению степени окисления и чрезмерному старению внутренних каучуковых компонентов шины.
Напротив, в вариантах осуществления настоящего изобретения предлагаются внутренние прокладки для шин, включающие динамически вулканизованную смесь эластомера и конструкционной смолы, причем внутренняя прокладка является контурированной. Предпочтительно контурированные внутренние прокладки DVA обеспечивают повышенную воздухонепроницаемость за счет нормализации калибра при неравномерном растяжении, которое происходит в процессе сборки шин, таким образом, отвержденная шина включает внутреннюю прокладку DVA, характеризующуюся более равномерным калибром. Контурированные герметизирующие пленки или внутренние прокладки DVA, а также изготовленные из них изделия, включая шины, описаны ниже. Способы получения указанных контурированных изделий также описаны ниже.
Использованный в данном контексте термин «контурированный» обозначает изделие, характеризующееся неравномерным калибром. Использованный в данном контексте термин «неравномерный» обозначает калибр внутренней прокладки, толщина которой в наиболее широкой и наиболее узкой частях различаются более чем на 25,0% (предпочтительно более чем на 50,0%, более чем на 75%, или более чем на 100,0%). Калибры внутренней прокладки изменяются в зависимости от размера шины, фирмы-производителя и требований к эксплуатационным характеристикам шины. Например, прокладки для шин грузовиков обычно характеризуются толщиной, равной приблизительно 2,0 мм, и их толщина может изменяться от приблизительно 1,8 мм до приблизительно 2,5 мм. С другой стороны, прокладки для шин пассажирского транспорта обычно характеризуются толщиной, равной приблизительно 1,0 мм, при этом толщина может изменяться от приблизительно 0,6 мм до приблизительно 1,2 мм.
Для простоты описания контур внутренней прокладки для шины описан относительно ее положения в конечной шине. На фиг.1 показано поперечное сечение типичной шины. Особое значение в рамках настоящего изобретения имеет внутренняя прокладка (1), борт покрышки (2), носок борта покрышки (3), пятка борта покрышки (4), боковина шины (5) и брекер (6). Размеры, которые также имеют отношение к настоящему изобретению, включают плечевую зону (7), максимальную ширину брокера (половина ширины брокера показана как элемент 8), высоту шины (9) и плечо (10). Плечо считается средней точкой плечевой зоны, которая, как правило, удалена от центральной линии приблизительно на 50% максимальной ширины брекера.
Хотя контур внутренней прокладки обсуждается в отношении ее конечного положения в шине, специалисту в данной области техники представляется очевидным, что контур внутренней прокладки формируется до процесса сборки шины. Например, утолщение на расстоянии приблизительно 30,0% от ширины брекера, расположенное на любой стороне от центральной линии, обозначает, что до процесса сборки шины в контурированной внутренней прокладке более широкая часть контура удалена приблизительно на 30,0% от требуемой ширины брокера в конечной шине, при этом в ходе процесса сборки шины приблизительно центральная точка внутренней прокладки расположена на центральной линии шины.
Контур внутренней прокладки по настоящему изобретению предпочтительно исчезает в ходе процесса сборки шины, при этом получают шину, содержащую внутреннюю прокладку, контур которой в значительной степени отсутствует, и которая характеризуется в значительной степени равномерным калибром. Авторы изобретения предполагают, что в значительной степени равномерный калибр внутренней прокладки в шине может обеспечивать минимальное проникновение воздуха в каркас покрышки, таким образом предпочтительно обеспечивается более эффективные эксплуатационные характеристики. Экономическое преимущество достигается также за счет использования пленок DVA одного размера для сборки шин различных размеров. Предполагается, что можно изготовить заготовки контурированных внутренних прокладок DVA для шин и из них получить внутренние прокладки нескольких размеров при растяжении, как описано в данном контексте.
Более широкую часть контура внутренней прокладки можно также описать как смещенную радиально относительно горизонтальной оси внутренней прокладки. На фиг.2 показаны типичные поперечные сечения внутренней прокладки (структуры A-D). На фиг.2 поперченные сечения увеличены без соблюдения масштаба. На фиг.2 горизонтальная ось внутренней прокладки 11 показана пунктирной линией на каждой из структур A-D. В предпочтительных вариантах утолщение смещено равномерно от горизонтальной оси, как показано на структуре А. В объем настоящего изобретения включено также утолщение, неравномерно смещенное относительно горизонтальной оси, как показано на структурах B-D. В некоторых вариантах внутренняя прокладка контурирована таким образом, что края контура закруглены, как, например, показано на структурах С и D. Специалисту в данной области техники представляется очевидным, что указанное закругление может сформироваться при формировании пленки за счет природного потока расплава DVA. В других вариантах края контура могут быть более резко очерчены, как показано на структурах А и В.
Контур указанных внутренних прокладок по настоящему изобретению формируют таким образом, чтобы более широкие зоны внутренних прокладок соответствовали зонам, которые подвергаются большему напряжению и более сильному растяжению в процессе сборки шины. Как показано на структурах А, В и С на фиг.2, центральная линия 12 и противоположные края 14 контурированной внутренней прокладки для шины различаются, при этом калибр внутренней прокладки для шины у центральной линии больше по сравнению с калибром у края. Если толщина у центральной линии больше по сравнению с толщиной у края, то более широкая часть может простираться от каждой стороны центральной линии 12 на расстояние от 15,0% до 40,0% от толщины внутренней прокладки, предпочтительно на расстояние от 20,0% до 40,0% от толщины внутренней прокладки, предпочтительно на расстояние от 30,0% до 40,0% от толщины внутренней прокладки, или наиболее предпочтительно на расстояние от 35,0% до 40,0% от толщины внутренней прокладки. В указанных вариантах контурированная внутренняя прокладка характеризуется соотношением калибр у центральной линии/калибр у края приблизительно 3,0:1,0, приблизительно 2,5:1,0, приблизительно 2,0:1,1, приблизительно 1,8:1,0, или приблизительно 1,5:1,0. Толщина у края составляет величину в диапазоне от приблизительно 10 мкм до 500 мкм, от приблизительно 50 мкм до 500 мкм, от 100 мкм до 450 мкм, или от 200 мкм до 400 мкм.
Как показано на структуре D (фиг.2), толщина внутренней прокладки в плечевой зоне 13 больше по сравнению с толщиной у центральной линии. В шине плечевая зона удалена от центральной линии на расстояние от 40% до 60% от максимальной толщины брекера до перекрывания через край брокера. Во внутренней прокладке центральная линия, расположенная между более широкими плечевыми зонами, характеризуется толщиной от 25% до 40% ширины внутренней прокладки, при этом каждая более широкая плечевая зона характеризуется толщиной от 10% до 25% толщины внутренней прокладки. Если толщина в плечевой зоне больше по сравнению с толщиной у центральной линии, более широкую часть измеряют от центральной точки плечевой зоны. Предпочтительно толщина плечевой зоны в центральная точке больше по сравнению с толщиной у центральной линии. Центральная точка плечевой зоны показана как элемент 10 на фиг.1 и элемент 15 на фиг.2. Центральную точку плечевой зоны аппроксимируют также на уровне приблизительно четверти высоты шины, измеренной от зоны покрышки в направлении вниз до края. В другом варианте, плечевую зону можно рассматривать как зону внутренней прокладки, расположенную вертикально над внешним бортовым краем площади у основания протектора шины, когда шину монтируют, накачивают и устанавливают в автомобиль в условиях нагрузки. Площадь у основания протектора шины обозначает область полного контакта шины с дорожным покрытием, когда автомобиль находится в неподвижном состоянии. Внешний бортовой край обозначает боковые стороны (в отличие от круговых сторон) основания.
В некоторых вариантах более широкая зона расположена на расстоянии 15% от общей длины плечевой зоны на любой стороне от центральной точки плечевой зоны (предпочтительно на расстоянии 20% от общей длины плечевой зоны, на расстоянии 30,0% от общей длины плечевой зоны, или на расстоянии 40,0% от общей длины плечевой зоны, при этом все измерения проводят на любой стороне от центральной точки плечевой зоны). В указанных вариантах контурированная внутренняя прокладка характеризуется соотношением калибр в плечевой зоне/калибр у центральной линии приблизительно 3,0:1,0, приблизительно 2,5:1,0, приблизительно 2,0:1,1, приблизительно 1,8:1,0, или приблизительно 1,5:1,0.
Авторы настоящего изобретения полагают, что при использовании указанных контурированных внутренних прокладок DVA при сборке шины преимущество заключается в том, что конечная шина включает внутреннюю прокладку DVA, характеризующуюся в значительной степени равномерным калибром от покрышки до покрышки. Следует ожидать, что указанные шины будут характеризоваться повышенной воздухонепроницаемостью и улучшенными или неизмененными механическими свойствами по сравнению с шинами, включающими стандартные внутренние полностью эластомерные прокладки.
Внутренние прокладки по настоящему изобретению включают динамически вулканизованную смесь эластомера и конструкционной смолы. Компоненты эластомера, конструкционной смолы и DVA описаны ниже. Агенты для повышения совместимости, такие как вторичные эластомеры и вспомогательные вещества, такие как наполнители, глины и технологические масла также описаны ниже.
В некоторых вариантах DVA включает эластомер и конструкционную смолу в массовом соотношении эластомер/смола от 55:45 до 80:20, предпочтительно от 60:40 до 75:25, или более предпочтительно от 65:35 до 75:25.
Эластомер
Конструкционная смола, как правило, образует непрерывную матрицу в DVA и обеспечивает непроницаемость DVA, в то время как эластомеры придают гибкость. Почти все известные эластомеры можно использовать в DVA для изготовления шин. Для повышения непроницаемости прежде всего пригодные эластомерные композиции по настоящему изобретению включают смесь мономеров, которая содержит по крайней мере (1) мономерный компонент С4-С7изоолефина и (2) мультиолефин в качестве мономерного компонента. В одном варианте количество изоолефина составляет величину в диапазоне от 70 мас.% до 99,5 мас.% в расчете на массу всех мономеров, а в другом варианте - от 85 мас.% до 99,5 мас.%. В одном варианте количество мультиолефинового компонента составляет величину в диапазоне от 30 мас.% до приблизительно 0,5 мас.%, а в другом варианте - от 15 мас.% до 0,5 мас.%. В еще одном варианте мономерная смесь содержит от 8 мас.% до 0,5 мас.% мультиолефина.
Изоолефином является С4-С7соединение, включая в качестве примеров, но не ограничиваясь только ими, соединения, такие как изобутилен, изобутен, 2-метил-1-бутен, 3-метил-1-бутен, 2-метил-2-бутен, 1-бутен, 2-бутен, простой метилвиниловый эфир, инден, винилтриметилсилан, гексан и 4-метил-1-пентен. Мультиолефином является С4-С14мультиолефин, такой как изопрен, бутадиен, 2,3-диметил-1,3-бутандиен, мирцен, 6,6-диметилфулвен, гексадиен, циклопентадиен и пиперилен. Для гомополимеризации или сополимеризации в бутиловых каучуках можно также использовать другие полимеризуемые мономеры, такие как стирол и дихлорстирол.
Примером эластомера является так называемый бутилкаучук, или бутил-эластомер, включающий мономеры изобутилена и мономеры изопрена. Можно использовать галогенированный бутил-эластомер. Галогенирование можно проводить любыми способами, при этом в данном контексте термин «галогенирование» не ограничивается методом галогенирования. В одном варианте бутил-эластомер галогенируют при температуре от 4°C до 60°C с использованием гексана в качестве растворителя и брома (Br2) или хлора (Cl2) в качестве галогенирующего агента. Коммерческие варианты галогенированного бутил-эластомера включают, но не ограничиваясь только ими, бромбутил (Bromobutyl) 2222 и бромбутил (Bromobutyl) 2255 (фирмы ExxonMobil Chemical Company).
Другим пригодным вариантом галогенированного бутил-эластомера является галогенированный разветвленный или звездообразный бутил-эластомер. В одном варианте звездообразным бутил-эластомером (SBB) является композиция, включающая бутил-эластомер и полидиен или блок-сополимер. Полидиены, блок-сополимер или разветвленные агенты (в данном контексте «полидиены») обычно являются реакционно-способными катионными соединениями и присутствуют в ходе полимеризации бутил- или галогенированного бутил-эластомера, или их можно смешивать с бутил-эластомером, при этом получают SBB. Разветвленным агентом или полидиеном может быть любой пригодный разветвленный агент. Предпочтительно использованный в данном контексте термин «разветвленный» или «звездообразный» бутил-эластомер обозначает галогенированное соединение (HSBB). Полидиен/блок-сополимер или разветвленные агенты (в данном контексте «полидиены»), как правило, являются реакционно-способными катионными соединениями и присутствуют в ходе полимеризации бутил- или галогенированного бутил-эластомера, или их можно смешивать с бутил- или галогенированным бутил-эластомером, при этом получают HSBB.
Коммерческим вариантом HSBB является бромбутил (Bromobutyl) 6222 (фирмы ExxonMobil Chemical Company).
Эластомер может также содержать функционализированные интерполимеры, в которых по крайней мере некоторые группы, содержащие алкильные заместители, присутствующие в мономерных стирольных звеньях, содержат бензилгалоген, такие как бромированные стирольные или бромированные алкилстирольные группы, или другую функциональную группу, описанную ниже. Предпочтительные стирольные мономеры в составе изоолефинового сополимера включают стирол, метилстирол, хлорстирол, метоксистирол, инден и производные индена, а также их комбинации. В предпочтительном варианте эластомером является стирольный интерполимер. Интерполимер может представлять собой эластомерный статистический сополимер C4-C7изомоноолефинов, таких как сомономеры изобутилена и пара-алкилстирола, такого как пара-метилстирол, содержащий по крайней мере 80 мас.%, более предпочтительно по крайней мере 90 мас.% пара-изомера, и необязательно включает функционализированные интерполимеры, в которых по крайней мере одна или более групп алкильных заместителей, присутствующих в мономерных звеньях стирола, содержит бензилгалоген или некоторую другую функциональную группу. Указанные соединения можно отнести к функционализированным сополимерам изобутилена и алкилстирола (FIMS), содержащим функциональные группы, описанные в данном контексте.
Предпочтительные эластомеры, пригодные для осуществления настоящего изобретения на практике, включают сополимеры на основе изобутилена. Как указано выше, эластомер или полимер на основе изобутилена обозначает эластомер или полимер, содержащий по крайней мере 70 мол.% повторяющих звеньев изобутилена, и по крайней мере одно другое полимеризуемое звено. Сополимер на основе изобутилена можно галогенировать.
В одном варианте осуществления настоящего изобретения эластомером является каучук бутилового типа или каучук разветвленного бутилового типа, прежде всего галогенированные производные указанных эластомеров. Пригодными эластомерами являются ненасыщенные бутилкаучуки, такие как сополимеры олефинов или изоолефинов и мультиолефинов. Примеры ненасыщенных эластомеров, пригодных для использования в способе и композиции по настоящему изобретению, включают, но не ограничиваясь только ими, сополимер изобутилена и изопрена, полиизопрен, полибутадиен, полиизобутилен, сополимер стирола и бутадиена, природный каучук, звездообразный бутиловый каучук, а также их смеси. Пригодные по настоящему изобретению эластомеры можно получить любыми пригодными способами, известными в данной области техники, и настоящее изобретение в данном контексте не ограничивается способом получения эластомера.
В одном варианте полимер бутилкаучука по настоящему изобретению получают при взаимодействии от 95 мас.% до 99,5 мас.% изобутилена и от 0,5 мас.% до 8 мас.% изопрена, или в другом варианте от 0,5 мас.% до 5,0 мас.% изопрена.
Эластомерные композиции по настоящему изобретению включают также по крайней мере один статистический сополимер, содержащий C4-C7изоолефины, такие как изобутилен, и алкилстирольный сомономер, такой как пара-метилстирол, содержащий по крайней мере 80 мас.%, более предпочтительно по крайней мере 90 мас.% пара-изомера, и необязательно включают функционализированные интерполимеры, в которых по крайней мере одна или более групп, содержащих алкильные заместители, присутствующие в мономерных звеньях стирола, содержат бензилгалоген или некоторую другую функциональную группу. В другом варианте полимером является эластомерный статистический сополимер C4-C7-α-олефина и сомономера алкилстирола, такого как пара-метилстирол, содержащий по крайней мере 80 мас.%, в другом варианте по крайней мере 90 мас.% пара-изомера, и необязательно включает функционализированные интерполимеры, в которых по крайней мере одна или более групп, содержащих алкильные заместители, присутствующие в мономерных звеньях стирола, содержат бензилгалоген или некоторую другую функциональную группу. Примеры соединений можно охарактеризовать как полимеры, содержащие следующие мономерные звенья, статистически расположенные вдоль полимерной цепи:
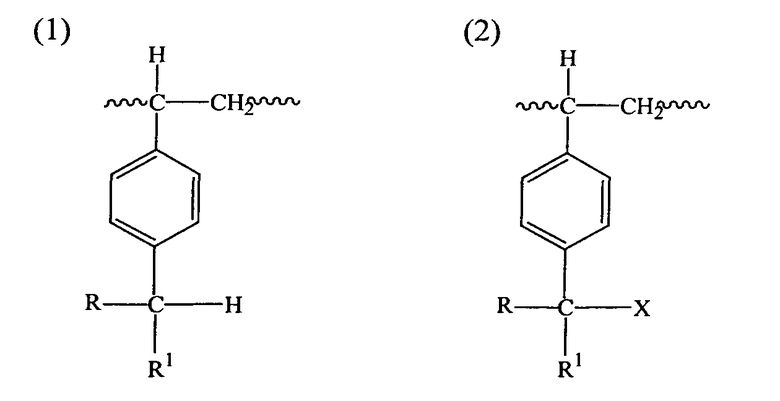
где R и R1 независимо обозначают водород, (низш.)алкил, такой как С1-С7алкил, а также первичные или вторичные алкилгалогениды, и Х обозначает функциональную группу, такую как галоген. В другом варианте, R и R1 каждый обозначает водород. В одном варианте вплоть до 60 мол.% пара-замещенного стирола, присутствующего в структуре статистического полимера, представляет собой указанную выше функционализированную структуру (2), а в другом варианте от 0,1 мол.% до 5 мол.%. В еще одном варианте количество функционализированной структуры (2) составляет от 0,2 мол.% до 3 мол.%.
Функциональной группой Х является галоген или некоторая другая функциональная группа, которую можно включать в состав соединения при нуклеофильном замещении бензилгалогена другими группами, такими как карбоновые кислоты, соли карбоновых кислот, сложные эфиры карбоновых кислот, амиды и имиды, гидроксигруппы, алкоксид, феноксид, тиолат, тиоэфир, ксантат, цианид, цианат, аминогруппы, а также смеси указанных групп. Указанные функционализированные изомоноолефиновые сополимеры, способ их получения, способы функционализации и отверждения более подробно описаны в патенте US №5162445.
В другом варианте функциональную группу выбирают таким образом, чтобы она взаимодействовала или образовывала полярные связи с функциональными группами, присутствующими в матричном полимере требуемой композиции, например, с функциональными кислотными группами, аминогруппами или гидроксигруппами, при смешивании компонентов полимера при высоких температурах. В предпочтительном варианте эластомером является галогенированный сополимер изобутилена и пара-метилстирола, а в еще более предпочтительно варианте эластомером является бромированный сополимер изобутилена и пара-метилстирола (BIMS).
В одном варианте эластомер включает статистические сополимеры изобутилена и пара-метилстирола (от 0,5 мол.% до 20 мол.%), причем вплоть до 60 мол.% групп, замещенных метилом, присутствующих в бензольном кольце, содержат функциональную группу, такую как бром или хлор (пара-бромметилстирол), кислота или сложный эфир.
В другом варианте функциональную группу выбирают таким образом, чтобы она взаимодействовала или образовывала полярные связи с функциональными группами, присутствующим в матричном полимере, например, функциональные кислотные группы, аминогруппы или гидроксильные группы, при смешивании полимерных компонентов при высоких температурах.
В одном варианте бромированные сополимеры изобутилена и пара-метилстирола (BIMSM) обычно содержат от 0,1 мол.% до 5 мол.% бромметилстирольных групп в расчете на общее количество мономерных звеньев в сополимере. В другом варианте количество бромметильных групп составляет от 0,2 мол.% до 3,0 мол.%, а в еще одном варианте - от 0,3 мол.% до 2,8 мол.% и в другом варианте - от 0,4 мол.% до 2,5 мол.%, а в еще одном варианте - от 0,3 мол.% до 2,0 мол.%, причем требуемый диапазон может представлять собой любую комбинацию любого верхнего предела с любым нижним пределом. Другими словами, типичные сополимеры, содержащие от 0,2 мас.% до 10 мас.% брома в расчете на массу полимера, в другом варианте - от 0,4 мас.% до 6 мас.% брома, а в еще одном варианте - от 0,6 мас.% до 5,6 мас.%, в основном не содержат галоген в кольце или галоген в основной полимерной цепи. В одном варианте статистическим полимером является сополимер звеньев, полученных из С4-С7изоолефина (или изомоноолефина), звеньев, полученных из пара-метилстирола, и звеньев, полученных из пара-галогенметилстирола, причем содержание звеньев пара-галогенметилстирола в полимере составляет от 0,4 мол.% до 3,0 мол.% в расчете на общее количество пара-метилстирола, и при этом в одном варианте содержание звеньев, полученных из пара-метилстирола, составляет от 3 мас.% до 15 мас.% в расчете на общую массу полимера, а в другом варианте - от 4 мас.% до 10 мас.%. В другом варианте пара-галогенметилстиролом является пара-бромметилстирол.
Другие эластомеры, содержащие звенья, полученные из С4-С7изоолефинов, пригодные для использования в настоящем изобретении, включают терполимеры, включающие изоолефин и два мультиолефина, где мультиолефины до полимеризации характеризуются различной структурой основной цепи. Указанные терполимеры включают блочные и статистические терполимеры звеньев, полученных из С4-С7изоолефинов, звеньев, полученных из С4-С14мультиолефинов, и звеньев, полученных из алкилстиролов. Указанные терполимеры можно получить из мономеров изобутилена, изопрена и алкилстирола, предпочтительно метилстирола. Другой пригодный терполимер можно получить полимеризацией мономеров изобутилена, циклопентадиена и алкилстирола. Указанные терполимеры получают в условиях катионной полимеризации.
Конструкционная смола
Пригодная термопластичная или конструкционная смола (указанные термины используются взаимозаменяемо) обозначает любой термопластичный полимер, сополимер или их смесь, характеризующаяся модулем Юнга, равным более 500 мПа, и необязательно температурой плавления от 170°C до 270°C, включая, но не ограничиваясь только ими, один или более из следующих полимеров: а) полиамидные смолы: найлон 6 (N6), найлон 66 (N66), найлон 46 (N46), найлон 11 (N11), найлон 12 (N12), найлон 610 (N610), найлон 612 (N612), сополимер найлона 6/66 (N6/66), найлон 6/66/610 (N6/66/610), найлон MXD6 (MXD6), найлон 6Т (N6T), сополимер найлона 6/6Т, сополимер найлона 66/РР, сополимер найлона 66/PPS, b) полиэфирные смолы: полибутилентерефталат (РВТ), полиэтилентерефталат (PET), полиэтиленизофталат (PEI), сополимер PET/PEI, полиакрилат (PAR), полибутиленнафталат (PBN), жидкокристаллический сложный полиэфир, сополимер оксиалкилендиимиддикислоты и бутираттерефталата и другие ароматические сложные полиэфиры, с) полинитрильные смолы : полиакрилонитрил (PAN), полиметакрилонитрил, сополимеры акрилонитрила и стирола (AS), сополимеры метакрилонитрила и стирола, сополимеры метакрилонитрила, стирола и бутадиена, d) полиметакрилатные смолы : полиметилметакрилат, полиэтилакрилат, е) поливиниловые смолы : винилацетат (EVA), поливиниловый спирт (PVA), сополимер винилового спирта и этилена (EVOA), сополимер этилена и винилового спирта (EVOH), поливинилиденхлорид (PVDC), поливинилхлорид (PVC), сополимер винила и винилидена, сополимер винилиденхлорида и метакрилата, f) целлюлозные смолы: ацетат целлюлозы, ацетатбутират целлюлозы, g) фторированные смолы: поливинилиденфторид (PVDF), поливинилфторид (PVF), полихлорфторэтилен (PCTFE), сополимер тетрафторэтилена и этилена (ETFE), h) ароматические полиимиды, i) полисульфоны, j) полиацетали, k) полилактоны, l) полифениленоксид и полифениленсульфид, m) стиролмалеиновый ангидрид, n) ароматические поликетоны и o) смеси соединений, указанных в любом из пунктов и во всех пунктах a) - n) включительно, а также смеси любых конструкционных смол, приведенных в качестве иллюстрации или примера, в объеме каждого из пунктов a) - n) включительно. Согласно настоящему изобретению указанное определение конструкционной смолы включает полимеры олефинов, такие как полиэтилен и полипропилен. Предпочтительные конструкционные смолы включают полиамидные смолы и их смеси, прежде всего предпочтительные смолы включают найлон 6, сополимер найлона 6/66, найлон 11, найлон 12, найлон 610, найлон 612 и их смеси.
Вторичные эластомеры
В комбинации с эластомером на основе галогенированного изобутилена можно использовать другие эластомеры (или «вторичные эластомеры»). Обычно вторичные эластомеры, пригодные для контурированных внутренних прокладок для шин, включают, например, природный эластомер (NR), эластомеры на основе высших диенов, изопреновый эластомер (IR), эпоксилированный природный эластомер, стиролбутадиеновый эластомер (SBR), полибутадиеновый эластомер (BR) (включая cis-BR с высоким содержанием цис-изомера и cis-BR с низким содержанием цис-изомера), нитрилбутадиеновый эластомер (NBR), гидрированный NBR, гидрированный SBR, олефиновые эластомеры (например, этиленпропиленовые эластомеры (включая EPDM и ЕРМ), модифицированные малеиновой кислотой этиленпропиленовые эластомеры (М-ЕРМ), бутил-эластомер (11R), сополимеры изобутилена и ароматического винилового или диенового мономера, акриловые эластомеры (АСМ), иономеры, другие галогенсодержащие эластомеры (например, хлоропреновые эластомеры (CR), гидриновые эластомеры (CHR), хлорсульфированные полиэтилены (CSM), хлорированные полиэтилены (CM), модифицированные малеиновой кислотой хлорированные полиэтилены (M-CM), силиконовые эластомеры (например, метилвинилсиликоновые эластомеры, диметилсиликоновые эластомеры, метилфенилвинилсиликоновые эластомеры), серосодержащие эластомеры (например, полисульфидные эластомеры), фторированные эластомеры (например, винилиденфторидные эластомеры, фторсодержащие эластомеры на основе простого винилового эфира, тетрафторэтиленпропиленовые эластомеры, фторсодержащие силиконовые эластомеры, фторсодержащие фосфагеновые эластомеры), термопластичные эластомеры (например, стиролсодержащие эластомеры, олефиновые эластомеры, эластомеры на основе сложных эфиров, уретановые эластомеры, или полиамидные эластомеры), а также их смеси.
Как было указано, вторичный эластомер, диспергированный в термопластичной матрице в форме небольших частиц, необязательно можно отверждать, сшивать или вулканизовать, частично, в значительной степени или полностью, как описано на примере эластомера на основе изобутилена или эластомера на основе галогенированного изобутилена. Указанное сшивание можно проводить в ходе диспергирования вторичного эластомера в полиамидной матрице методом динамической вулканизации, аналогично тому, как описано для компонента галогенированного эластомера.
Другие агенты для повышения совместимости включают сополимеры, такие как сополимеры, характеризующиеся одновременно структурой термопластичной смолы и эластомерного полимера, или только структурой термопластичной смолы, или только структурой эластомерного полимера, или структурой сополимера, содержащего эпоксигруппу, карбонильную группу, галоген, аминогруппу, малеинированную группу, оксазолиновую группу, гидроксигруппу и т.п., способную взаимодействовать с термопластичной смолой или эластомерным полимером. Вторичный эластомер выбирают с учетом типа полимера термопластичной смолы и эластомерного полимера, которые предназначены для смешивания. Пригодные вторичные эластомеры выбирают из группы, включающей привитые малеиновым ангидридом эластомеры, такие как привитой малеиновым ангидридом ABS (акрилонитрилбутадиенстирольный эластомер), EPDM (этиленпропилендиеновый эластомер), SEBS (стиролэтилен/бутадиенстирольный эластомер) и т.п., а также эластомеры на основе малеинированного этиленового сополимера, такие как малеинированный этиленпропиленовый (ЕРМ) эластомер, этиленбутеновый эластомер, этиленгексеновый эластомер, этиленоктеновый эластомер, этилендеценовый эластомер, этиленпропилендиеновый (EPDM) эластомер, этиленвинилацетатный эластомер, этиленметилакрилатный эластомер, этиленэтилакрилатный эластомер, эластомер на основе сополимера этилена и акриловой кислоты и т.п., а также их смеси. Потенциально пригодные эластомеры включают также EPDM/стирольный эластомер, эластомер на основе привитого сополимера EPDM и акрилонитрила, а также их формы, модифицированные малеиновой кислотой, эластомер на основе сополимера стирола и малеиновой кислоты, термореактивная феноксисмола, а также их смеси.
Количество вторичного эластомера, функционализированного или не функционализированного, если он присутствует, обычно составляет менее 20 мас.%, предпочтительно менее 10 мас.%, как правило, от 0,5 мас.% до 20 мас.%, например, от 5 мас.% до 15 мас.%, например, от 7,5 мас.% до 12,5 мас.%.
Вспомогательные вещества
Описанные в данном контексте композиции содержат один или более компонентов наполнителя, таких как карбонат кальция, глина, слюда, диоксид кремния и силикаты, тальк, диоксид титана, крахмал и другие органические наполнители, такие как древесная мука и сажа. Пригодные материалы наполнителей включают сажу, такую как канальная газовая сажа, печная сажа, термическая сажа, ацетиленовая сажа, ламповая сажа, модифицированную сажу, такую как обработанная диоксидом кремния или покрытая слоем диоксида кремния сажа и т.п. Предпочтительным является армированный сорт сажи. Наполнитель может также включать другие армирующие или не-армирующие материалы, такие как диоксид кремния, глина, карбонат кальция, тальк, диоксид титана и т.п. Количество наполнителя может составлять от 0 до 30 мас.% в расчете на массу эластомера, присутствующего в композиции.
Композиция также может содержать расслоенные, интеркалированные или диспергированные глины. Указанные глины, также известные как «наноглины», широко известны. Набухающие слоистые глинистые материалы, пригодные для использования в настоящем изобретении, включают природные или синтетические филлосиликаты, прежде всего смектические глины, такие как монтмориллонит, нонтронит, бейделлит, волконскоит, лапонит, гекторит, сапонит, сауконит, магадит, кениаит, стевенсит и т.п., а также вермикулит, галлоизит, оксиды алюминатов, гидротальцит и т.п. Указанные слоистые глины обычно включают частицы, содержащие множество силикатных пластинок, в одном варианте обычно толщиной от 4 Å до 20 Å, а в другом варианте - от 8 Å до 12 Å, соединенные друг с другом и содержащие обмениваемые катионы, такие как Na+, Са+2, K+ или Mg+2, присутствующие на межслоевых поверхностях.
Слоистую глину можно получить в интеркалированной и расслоенной форме при обработке органическими соединениями (агентами для набухания), способными вступать в реакции ионного обмена с катионами, присутствующими на межслоевых поверхностях слоистого силиката. Пригодные агенты для набухания включают катионные ПАВ, такие как аммонийные, алкиламиновые или алкиламмонийные (первичные, вторичные, третичные и четвертичные), фосфониевые или сульфониевые производные алифатических, ароматических или арилалифатических аминов, фосфины и сульфиды.
Количество расслоенной, интеркалированной или диспергированной глины, если присутствует, включенной в композиции, описанные в данном контексте, является достаточным для обеспечения улучшенных механических свойств или герметизирующих свойств композиции, например, улучшения предела прочности на разрыв или воздухо/кислородонепроницаемости. В одном варианте количество, как правило, составляет от 0,5 мас.% до 15 мас.%, или в другом варианте - от 1 мас.% до 10 мас.%, а в еще одном варианте от 1 мас.% до 5 мас.% в расчете на содержание полимера в композиции.
Использованный в данном контексте термин «технологическое масло» обозначает технологические масла, полученные при переработке нефти, а также синтетические пластификаторы. Технологическое масло или масло-пластификатор может присутствовать в композициях, препятствующих проникновению воздуха. Указанные масла в основном используют для улучшения обработки композиции в ходе получения прокладки, например, при смешивании, каландровании и т.п. Пригодные масла-пластификаторы, прежде всего пригодные в качестве компонента(ов) эластомера, включают сложные эфиры алифатических кислот или углеводородные масла-пластификаторы, такие как парафиновые или нафтеновые компоненты газойля. Предпочтительным маслом-пластификатором для применения в стандартных, не относящихся к DVA, не содержащих конструкционные смолы композициях для внутренних прокладок является парафиновый компонент газойля, а углеводородные масла-пластификаторы, пригодные для применения в указанных внутренних прокладках, включают масла, характеризующиеся следующими основными характеристиками.
Как правило, технологическое масло выбирают из парафиновых масел, ароматических масел, нафтеновых масел и полибутеновых масел. Полибутеновое технологическое масло представляет собой низкомолекулярный (среднечисленная молекулярная масса менее 15000) гомополимер или сополимер, включающий звенья, полученные из олефинов, содержащие от 3 до 8 атомов углерода, более предпочтительно от 4 до 6 атомов углерода. В другом варианте полибутеновое масло представляет собой гомополимер или сополимер рафината, содержащего 4 атома углерода. Типы каучуковых технологических масел определены также согласно стандартам ASTM в зависимости от их принадлежности к классу парафиновых, нафтеновых или ароматических углеводородных технологических масел. Используют тот тип технологического масла, который обычно применяют в сочетании с типом эластомерного компонента, при этом специалист в области химии эластомеров может определить тип масла, который следует использовать с конкретным эластомером при конкретном применении. В термопластичной эластомерной композиции содержание масла составляет от 0 или 0,5 мас.% или 1 мас.% до 20 мас.% или 40 мас.% в расчете на общую массу композиции, предпочтительно масло не включают, чтобы обеспечить максимальную непроницаемость композиции.
В некоторых вариантах агентами для повышения совместимости являются соединения, описанные в заявке на выдачу патента США №12/548797, поданной 27 августа 2009, предпочтительно можно использовать эластомеры из полиизобутиленсукцинового ангидрида (PIBSA).
Динамически вулканизованные смеси
По крайней мере один из любых указанных выше эластомеров и по крайней мере одну из любых указанных выше конструкционных смол смешивают, при этом получают динамически вулканизованную смесь. Использованный в данном контексте термин «динамическая вулканизация» обозначает процесс вулканизации, в ходе которого вулканизуемый эластомер вулканизуют в присутствии термопластика в условиях высокого сдвига и повышенной температуры. В результате вулканизуемый эластомер одновременно сшивается и предпочтительно диспергируется в термопластичной матрице в виде «микрогеля» из высокодисперсных частиц субмикронного размера. Эластомер характеризуется небольшим размером частиц, при этом среднечисловой эквивалентный диаметр домена изменяется в диапазоне от 0,1 мкм до 1 мкм. Полученный материал в большинстве случаев называют динамически вулканизованной смесью (DVA).
Динамическую вулканизацию проводят при смешивании ингредиентов при температуре, которая является достаточно высокой для обеспечения высокой степени отверждения эластомера во время пребывания DVA в производственном оборудовании и превышает температуру плавления термопластичного компонента, в оборудовании, таком как вальцовые мельницы, смесители Banbury™, мешалки непрерывного действия, пластикаторы или смешивающие экструдеры, например, двухшнековые экструдеры. Типичные температуры смешивания DVA находятся в диапазоне от 200°C до 270°C, или выше, в зависимости от компонентов материала. Уникальная характеристика динамически отвержденных композиций заключается в том, что, несмотря на отверждение эластомерного компонента, композиции можно перерабатывать и подвергать повторной переработке с использованием стандартных технологий переработки термопластиков, таких как экструзия, литьевое прессование, прессование в форме и т.п. Отходы или отходы в результате взрывного испарения также можно утилизировать и повторно перерабатывать, специалистам в данной области техники представляется очевидным сложность повторной переработки стандартных эластомерных термореактивных отходов, включающих только эластомерные полимеры, из-за присутствия сшивок в вулканизованном полимере.
Количество термопластика изменяется в диапазоне от приблизительно 10 мас.% до 98 мас.% в расчете на массу полимерной смеси, в другом варианте количество термопластика находится в любом одном из диапазонов от 20 мас.% до 95 мас.%, от 30 мас.% до 70 мас.%, или от 40 мас.% до 60 мас.%.
В одном варианте количество эластомера в композиции составляет вплоть до 90 мас.% в расчете на массу смеси термопластик/эластомер, в другом варианте - вплоть до 70 мас.%, в одном варианте - вплоть до 60 мас.% и в еще одном варианте - вплоть до 40 мас.%. В еще других вариантах, любой из которых можно комбинировать с любым указанным выше максимальным содержанием, выраженным в массовых процентах, количество эластомера составляет по крайней мере 2 мас.%, в другом варианте - по крайней мере 10 мас.%, и в еще одном варианте - по крайней мере 20 мас.%, а в другом варианте - по крайней мере 35 мас.%.
При получении DVA, вспомогательные вещества и вулканизующие агенты можно смешивать или с эластомером, или с термопластиком перед смешиванием эластомера и термопластика в смесителе, или добавлять в смеситель в процессе контактирования или после контактирования термопластика и эластомера друг с другом. Указанные другие материалы можно добавлять, чтобы ускорить получение DVA или чтобы обеспечить требуемые физические свойства DVA. Указанные вспомогательные материалы включают, но не ограничиваясь только ими, отверждающие агенты, агенты для улучшения совместимости, разбавители и пластификаторы. В отношении эластомеров по настоящему изобретению, термин «вулканизованный» или «отвержденный» относится к химической реакции, в ходе которой образуются связи или сшивки между полимерными цепями эластомера.
В некоторых вариантах пластификатор смешивают со смесью эластомера и термопластика. Пригодные пластификаторы включают коммерческие продукты, выпускаемые под различными торговыми названиями, включая Sunmide™ (фирмы Sanwa Chemical Industry Co., Ltd., Канагава, Япония) и Uni-Rez™ (фирмы Arizona Chemical, Джэксонвилл, штат Флорида, США). Указанные материалы, как правило, характеризуются молекулярной массой менее 20000 Да, такой как от 1000 Да до 18000 Да, предпочтительно от 3000 Да до 17000 Да, а также характеризуются температурой воспламенения выше 250°C, температурой хрупкости ниже -20°C и температурой размягчения ниже приблизительно 180°C.
Типичные пластификаторы можно выбрать из группы, включающей фталатные пластификаторы, адипатные пластификаторы, фосфатные пластификаторы, гликолятные пластификаторы, сульфонамидные пластификаторы, тримеллитатные пластификаторы и полимерные пластификаторы, прежде всего низкомолекулярные найлоны. Предпочтительные пластификаторы выбирают из группы, включающей фталатные пластификаторы, адипатные пластификаторы и сульфонамидные пластификаторы. Примеры пригодных пластификаторов включают дибутилфталат, дициклогексилфталат, диэтилфталат, диизодецилфталат, диметилфталат, ди(2-этилгексил)фталат, дифенилфталат, диундецилфталат, смешанный диалкилфталат, бутилбензилфталат, бензилфталат, ди(2-этилгексил)адипат, смешанный диалкиладипат, трибутоксиэтилфосфат, трибутилфосфат, трикрезилфосфат, трифенилфосфат, крезилдифенилфосфат, 2-этилгексилдифенилфосфат, изодецилдифенилфосфат, бутилфталилбутилгликолят, метилфталилэтилгликолят и смешанный алкилтримеллитат. Сульфонамидные пластификаторы, такие как аклил- или арилсульфонамиды, включают предпочтительный класс пластификаторов для полиамидов, включая, например, N-бутилбензилсульфонамид, N-циклогексил-пара-толуолсульфонамид, орто, пара-толуолсульфонамид, N-этил-орто, пара-толуолсульфонамид и N-этил-орто-толуолсульфонамид.
Вулканизующий агент(ы), с применением или без применения по крайней мере одного ускорителя, в данной области техники в большинстве случаев упоминаются в связи с «вулканизующей системой» для эластомера(ов). Вулканизующую систему используют в связи с тем, что обычно для достижения благоприятных эффектов применяют более одного вулканизующего агента, прежде всего при использовании смеси эластомера на основе высших диенов и менее реакционно-способного эластомера.
Сшиватели или вулканизующие агенты включают по крайней мере один из следующих компонентов, например, серу, оксид цинка и жирные кислоты, а также их смеси. Как правило, полимерную композицию сшивают при добавлении отверждающего агента, например, серы, оксидов металлов (т.е., оксида цинка, ZnO), металлорганических соединений, инициаторов радикальной полимеризации и т.п., и при нагревании композиции или смеси. Следующие соединения являются широко распространенными отверждающими агентами, которые можно использовать в настоящем изобретении: ZnO, CaO, MgO, Al2O3, CrO3, FeO, Fe2O3 и NiO. Указанные оксиды металлов можно использовать в сочетании с соответствующим комплексом стеарата металла (например, стеаратами Zn, Ca, Mg и Al), или со стеариновой кислотой, а также с соединением серы или с алкилпероксидным соединением. Пригодные системы для отверждения эластомерного компонента на основе галогенированного сополимера по настоящему изобретению включают оксид цинка в комбинации со стеаратом цинка или стеариновой кислотой и, необязательно, одним или более ускорителей или вулканизующих агентов. В варианте, где присутствует одна или более термопластичных смол, пероксидные отверждающие агенты специально исключены из состава термопластичного эластомера, так как в присутствии пероксида может произойти сшивание самих смол, приводящее к избыточному отверждению и образованию не-термопластичной композиции.
Ускорители вулканизации включают амины, гуанидины, тиомочевины, тиазолы, тиурамы, сульфенамиды, сульфенимиды, тиокарбаматы, ксантаты и т.п. Ускорение процесса отверждения можно осуществлять при добавлении в композицию некоторого количества ускорителя. Механизм ускорения вулканизации каучука включает сложные взаимодействия между отверждающим агентом, ускорителем, активаторами и полимерами. В идеальном случае весь доступный отверждающий агент потребляется при формировании эффективных сшивок, которые соединяют отдельные полимерные цепи друг с другом и повышают общую прочность полимерной матрицы. В данной области техники известно множество ускорителей. Вулканизующие агенты, ускорители и включающие их вулканизующие системы, которые можно использовать с одним или более сшиваемых полимеров, известны в данной области техники.
Вулканизующую систему можно диспергировать при пригодной концентрации в каучуковом компоненте, необязательно содержащем один или более наполнителей, разбавителей и/или пластификаторов, например, при смешивании каучука и компонентов вулканизующей системы на стадии технологической обработки перед добавлением композиции, содержащей каучук, в термопластик с использованием любого оборудования для смешивания, обычно применяемого в каучуковой промышленности для указанной цели, например, двухвалковой мельницы для каучука, смесителя Banbury, смешивающего экструдера и т.п. Указанное смешивание обычно называют «ускорением» каучуковой композиции. В другом варианте каучуковую композицию ускоряют на стадии обработки в смешивающем экструдере до проведения динамической вулканизации, хотя указанное трудно контролировать на практике при проведении коммерческого интегрированного процесса и менее желательно. Прежде всего предпочтительным является диспергирование вулканизующей системы в фазе каучука, или в каучуковой композиции, также необязательно включающей один или более наполнителей, разбавителей и других стандартных ингредиентов, предназначенных для конечного использования, перед добавлением каучука в термопластичную смолу(ы) в смешивающем оборудовании, в котором предполагается проведение динамической вулканизации. При проведении указанного процесса предварительно смешанную каучуковую композицию можно пеллетизировать для повышения эффективности процесса и более эффективной подачи в оборудование для динамической вулканизации, предпочтительно в смешивающий экструдер, как описано ниже.
Кроме того, свойства вулканизующей системы можно изменять в зависимости от процесса смешивания, чтобы удовлетворять условиям, предъявляемым к внутренним прокладкам для шин. Например, для определения способности к вулканизации конкретного эластомера(ов), присутствующего в композиции, эластомер(ы) и отверждающую систему можно смешивать способами, известными специалистам в данной области техники, например, в двухвалковой мельнице, в смесителе Banbury или в смешивающем экструдере. Образец смеси, в большинстве случаев называемый «ускоренным» соединением, можно вулканизовать в статических условиях, например, в форме тонкого листа (с использованием формы), который нагревают и прессуют в прессе. Образцы ускоренных тонких листов, вулканизованных в течение постепенно увеличивающихся периодов времени и/или при более высоких температурах, затем испытывают на деформационно-прочностные свойства и/или плотность сшивки для определения степени вулканизации (подробно описано в стандарте ASTM D412).
В другом варианте, ускоренное соединение можно испытывать на степень вулканизации с использованием теста на вулканизацию, осуществляемом на вискозиметре с колеблющимся диском (подробно описанного в стандарте ASTM D2084). Соответственно, общее время и температуру процесса динамической вулканизации можно подбирать для обеспечения достаточной степени отверждения вулканизуемых эластомеров, присутствующих в композиции, для достижения требуемых свойств термопластичной композиции, содержащей указанные эластомеры, например, герметизирующих свойств, обеспечивающих удерживание воздуха или жидкости, при применении, например, в качестве внутренней прокладки для шины.
Следует понимать, что вулканизуемый эластомер, например, эластомер на основе галогенированного изобутилена, такой как FIMS или BIMS (или смесь указанных эластомеров), вулканизуется по крайней мере до 50% от максимальной степени вулканизации («частичное» отверждение), которую можно обеспечить для указанного эластомера в зависимости от вулканизующей системы, времени и температуры, и, как правило, степень вулканизации указанного эластомера составляет более 50% от максимальной степени отверждения. В связи с тем, что вторичный эластомер также может включать вулканизуемый эластомер, причем указанный вторичный эластомер вулканизуют, например, методом динамической вулканизации, описанным в данном контексте, указанный вторичный эластомер также обычно вулканизуется по крайней мере до 50% от максимальной степени вулканизации, которую можно обеспечить для указанного вторичного эластомера в зависимости от его вулканизующего агента или вулканизующей системы, а также времени и температуры, при которых осуществляется вулканизация. Степень вулканизации двух эластомеров также может различаться. В любом случае, эластомер является только частично вулканизованным, если степень вулканизации составляет менее 90%, или 80%, или 70%, или 60%, или 50%. В другом варианте, как описано в данном контексте, указанный вторичный эластомер можно также прививать, соединять и/или ассоциировать с полиамидной смолой, в присутствии или в отсутствии отверждающих агентов, чтобы степень вулканизации указанного вторичного эластомера не ограничивала процесс при условии его диспергирования в достаточной степени с образованием частиц достаточно малого размера, чтобы обеспечить свойства, требуемые для применения, для которого предназначена композиция.
Вулканизирующую систему можно диспергировать при пригодной концентрации в эластомерном компоненте, необязательно содержащем один или более наполнителей, разбавителей и/или пластификаторов, например, при смешивании эластомера и компонентов вулканизирующей системы в ходе технологической операции перед добавлением композиции, содержащей эластомер, в термопластик с использованием любого смешивающего оборудования, обычно используемого в эластомерной промышленности для указанной цели, например, двухвалковой мельницы для эластомеров, смесителя Banbury, смешивающего экструдера и т.п. Указанное смешивание обычно называют «ускорением» эластомерной композиции. В одном варианте количество по крайней мере одного вулканизующего агента обычно составляет от 0,1 части/100 частей каучука до 15 частей/100 частей каучука, в другом варианте от 0,5 части/100 частей каучука до 10 частей/100 частей каучука. Вулканизующие агенты и ускорители можно комбинировать, как известно в данной области техники.
Предпочтительные полимерные компоненты включают в качестве вулканизуемого компонента(ов) сополимеры, содержащие галогенированный изобутилен, например, галогенированный бутил, такой как хлорированный бутил или бромированный бутил, а также бромированный сополимер изобутилена и пара-метилстирола (сополимер BIMS), и термопластичный полимер, такой как найлон или смесь различных найлоновых полимеров. Описанные в данном контексте динамически вулканизованные композиции прежде всего предпочтительно включают галогенированный эластомерный компонент(ы) в форме частично или полностью отвержденных малых частиц, диспергированных в непрерывной матрице конструкционной смолы.
Способы получения контурированных внутренних прокладок DVA
Описанные в данном контексте варианты относятся к способу получения внутренней прокладки для шины, который заключается в том, что: изготавливают контурированную внутреннюю прокладку для шины, которая включает динамически вулканизованную смесь эластомера и конструкционной смолы. В некоторых вариантах калибр контурированной внутренней прокладки для шины у центральной линии больше по сравнению с калибром у борта покрышки. В других вариантах калибр контурированной внутренней прокладки для шины в меридиональном сечении плеча больше по сравнению с калибром у центральной линии.
Объем настоящего изобретения включает получение указанных контурированных внутренних прокладок DVA с использованием любого способа, известного в данной области техники для получения контурированных структур, и его модификации.
В описанных в данном контексте вариантах контурированные внутренние прокладки DVA можно получить из пленок любого требуемого размера и формы, таких как линейные, плоские, растянутые, цилиндрические, конические, овальные формы и их комбинации. Внутренняя прокладка может представлять собой непрерывную трубку или «рукав», или ее получают из листа.
Контурированную внутреннюю прокладку для шины можно изготовить любыми способами, известными в данной области техники. Например, DVA можно экструдировать, каландровать или формовать в лист, пленку или трубку. В конкретных вариантах пленку, полученную экструзией с раздувом, затем разрезают на листы. Полученный таким образом лист или трубчатое литое изделие можно эффективно использовать для изготовления внутренней прокладки для пневматической шины или внутреннего слоя шланга или наружной оболочки шланга, характеризующихся низкой газопроницаемостью. Кроме того, характеристики низкой проницаемости позволяют использовать композицию не только с газами, но и с другими текучими средами, например, с жидкостями, такими как вода, жидкость для гидравлических систем, тормозная жидкость, теплообменная жидкость и т.п., при условии, что прокладка, напрямую контактирующая с текучей средой, характеризуется соответствующей устойчивостью по отношению к используемой текучей среде.
Стадию контурирования, также известную как «профилирование калибра», можно проводить при экструзии и каландровании. В указанных вариантах контурированной внутренней прокладкой для шины является контурированный лист. В конкретных вариантах контурированным листом является пленка, полученная методом полива.
Стадию контурирования можно также проводить при неравномерном растяжении пленки DVA. В указанных вариантах контурированной внутренней прокладкой для шины является неравномерно растянутый рукав. Неравномерно растянутый рукав можно изготовить следующим образом : (i) получают бесшовную внутреннюю прокладку для шины, характеризующуюся в значительной степени равномерным калибром, при этом бесшовную внутреннюю прокладку для шины получают в форме рукава, причем бесшовная внутренняя прокладка для пневматической шины включает динамически вулканизованную смесь эластомера и конструкционной смолы, (ii) бесшовную внутреннюю прокладку для шины подвергают неравномерному растяжению по крайней мере в одном из направлений, радиальном или аксиальном и (iii) изготавливают контурированную внутреннюю прокладку для шины в форме неравномерно растянутого рукава.
В некоторых вариантах неравномерное растяжение осуществляют по крайней мере на одном нагреваемом раздвижном барабане для сборки шин. Нагреваемым раздвижным барабаном является барабан, обычно используемый для сборки шин, который можно раздвигать по крайней мере в одном из направлений, радиальном или аксиальном. В некоторых вариантах нагреваемый раздвижной барабан нагревают. В других вариантах нагреваемый раздвижной барабан раздвигают по крайней мере в одном радиальном или аксиальном направлении. В еще других вариантах нагреваемый раздвижной барабан нагревают и раздвигают по крайней мере в одном радиальном или аксиальном направлении. В настоящем изобретении можно использовать тип барабанов для сборки шин, описанный в патентах US №№7144467, 6863106 и 6769468.
В некоторых вариантах неравномерное растяжение осуществляют более чем на одном барабане. Например, рукав можно растягивать в радиальном направлении на нагреваемом барабане и затем растягивать в аксиальном направлении на другом барабане.
В некоторых вариантах нагреваемый барабан нагревают до температуры в диапазоне приблизительно от 170°C до 230°C (предпочтительно от 180°C до 220°C, от 190°C до 210°C, или от 190°C до 200°C). Барабан нагревают, пока температура пленки не достигнет требуемой величины, предпочтительно в течение периода времени от 30 с или менее (предпочтительно 20 с или менее, 10 с или менее, 5 с или менее, или 1 с или менее), без разрушения или другого повреждения целостности пленки.
Нагретую пленку затем можно растягивать со скоростью растяжения, равной 0,01 с или более, 0,10 с или более, или 1,00 с или более. Пленку деформируют до общего растяжения менее 500%, предпочтительно менее 400%, предпочтительно менее 300%, менее 200%, менее 100% в радиальном направлении и/или аксиальном направлении.
В некоторых вариантах после нагревания внутреннюю прокладку предпочтительно охлаждают до температуры ниже 200°C или 180°C или 160°C или 140°C или 120°C или 100°C или 80°C, при этом контурированную внутреннюю прокладку для шины можно сворачивать для транспортировки, хранения, или можно перемещать в те же самые или другие нагревающие устройства и повторять стадию нагревания. Стадия нагревания может включать только одну стадию, или две или три или четыре или более стадий нагревания.
Предпочтительно коэффициент проницаемости шины, изготовленной из контурированной внутренней прокладки, составляет менее 60 или 50 или 40 см3×мм/м2-сут. В другом варианте шина, изготовленная из контурированной внутренней прокладки, характеризуется коэффициентом проницаемости менее 0,08 или 0,015 или 0,05 см3×мм/м2-сут×мм рт.ст.
Другие варианты, описанные в данном контексте, относятся к способу увеличения диаметра пленки, который заключается в том, что бесшовную внутреннюю прокладку для шины растягивают радиально, при этом бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы. В указанных вариантах бесшовную внутреннюю прокладку можно изготовить в виде пленки недостаточно большого размера и затем растянуть радиально, при этом получают пленку конечного размера, которую затем помещают на барабан для сборки шин. Естественное медленное восстановление материала DVA является преимуществом для обеспечения плотного прилегания растянутого рукава к барабану для сборки шин. В некоторых вариантах, указанное прилегание можно улучшить при использовании нагретого сборочного барабана. Указанные свойства позволяют получать шины различных размеров из пленки DVA одного размера, таким образом обеспечивая преимущества, такие как снижение затрат и отходов (фактически сводимых к нулю).
В других вариантах осуществления настоящего изобретения предлагается следующие объекты.
1. Внутренняя прокладка для шины, включающая динамически вулканизованную смесь конструкционной смолы (предпочтительно найлона) и эластомера (предпочтительно функционализированного сополимера изобутилена и алкилстирола) (предпочтительно при массовом соотношении эластомер/смола, равном от 55:45 до 80:20, предпочтительно от 60:40 до 75:25, или более предпочтительно от 65:35 до 75:25), при этом внутренняя прокладка контурирована (причем внутренняя прокладка включает центральную линию и противоположные края, характеризующиеся тем, что калибр внутренней прокладки у центральной линии больше по сравнению с калибром у каждого края, причем соотношение калибр у центральной линии/калибр у края предпочтительно составляет приблизительно 3,0:1,0, приблизительно 2,5:1,0, приблизительно 2,0:1,1, приблизительно 1,8:1,0, или приблизительно 1,5:1,0) (где в другом варианте внутренняя прокладка включает плечевую зону, удаленную от центральной линии на расстояние, равное от 40% до 60% от максимальной ширины брокера, при этом калибр внутренней прокладки в плечевой зоне больше по сравнению с калибром у центральной линии, где внутренняя прокладка предпочтительно характеризуется соотношением калибр в плечевой зоне/калибр у центральной линии, равным приблизительно 3,0:1,0, приблизительно 2,5:1,0, приблизительно 2,0:1,1, приблизительно 1,8:1,0, или приблизительно 1,5:1,0).
2. Внутренняя прокладка для шины по п.1, где толщина у края составляет величину в диапазоне от приблизительно 10 мкм до 500 мкм, от приблизительно 50 мкм до 500 мкм, от 100 мкм до 450 мкм, или от 200 мкм до 400 мкм.
3. Шина, включающая внутреннюю прокладку по п.п.1-2.
4. Способ изготовления внутренней прокладки для шины по п.п.1-2, пригодной для шины по п.3, который дополнительно включает изготовление контурированной внутренней прокладки для шины, где внутренняя прокладка включает динамически вулканизованную смесь эластомера и конструкционной смолы.
5. Способ по п.4, где внутренней прокладкой является пленка, полученная методом полива, причем способ дополнительно заключается в том, что: (i) динамически вулканизованную смесь экструдируют и (ii) экструдированную динамически вулканизованную смесь подвергают каландрованию, при этом получают контурированную внутреннюю прокладку для шины.
6. Способ по п.4, где внутренней прокладкой для шины является неравномерно растянутый рукав, причем способ дополнительно заключается в том, что: (i) изготавливают бесшовную внутреннюю прокладку для шины (предпочтительно в форме пленки, полученной экструзией с раздувом), характеризующуюся в значительной степени равномерным калибром, при этом бесшовную внутреннюю прокладку для шины получают в форме рукава, причем бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы, (ii) подвергают бесшовную внутреннюю прокладку для шины неравномерному растяжению по крайней мере в одном радиальном или аксиальном направлении (предпочтительно на нагретом раздвижном барабане) и (iii) получают контурированную внутреннюю прокладку для шины.
7. Способ изготовления пневматической шины, который включает способ по п.п.4-6.
8. Способ увеличения диаметра бесшовной внутренней прокладки для шины, который заключается в том, что бесшовную внутреннюю прокладку для шины растягивают радиально, при этом бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы.
Примеры
В указанном примере в качестве внутренней прокладки для шины использовали литую контурированную внутреннюю прокладку DVA, включающую найлон 6/66 (UBE 5033 В, 63 части/100 частей каучука), бромированный сополимер изобутилена и пара-метилстирола (100 частей/100 частей каучука, 0,75 мол.% Br, содержание пара-метилстирола в сополимере составляло 5 мас.%), бутилбензилсульфонамид (BBSA, 27 частей/100 частей каучука), малеинированный этиленэтилакрилат (10 частей/100 частей каучука), тальк SG2000 (2,5 части/100 частей каучука), а также Irganox™ 1098, Tinuvin™ 622LD, иодид меди, оксид цинка, стеарат цинка и стеариновую кислоту, каждый в количестве менее 1 части/100 частей каучука.
Толщину образцов изменяли и измеряли вручную с использованием калиброметра для измерения толщины фирмы Mahr Federal Inc. Калибр (в мкм) измеряли по толщине контурированного листа (в дюймах), данные приведены в обобщенном виде на фиг.3. На фиг.3 показано распределение калибра для контурированной пленки DVA по сравнению с пленкой с неизменным калибром.
Указанные контурированные внутренние прокладки DVA можно сравнить со стандартными внутренними прокладками, характеризующимися в значительной степени равномерным калибром. Можно использовать следующие методы испытаний: испытание деформационно-прочностных свойств, механических свойств при растяжении, твердости по шкале Шора и испытание на проницаемость. Ожидалось, что контурированные внутренние прокладки DVA характеризуются улучшенной воздухонепроницаемостью, а также улучшенными или неизмененными механическими свойствами по сравнению по крайней мере с номинальными свойствами, приведенными в табл.1 ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАБИЛИЗИРОВАННЫЕ КОМПОЗИЦИИ НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДИНАМИЧЕСКОЙ ВУЛКАНИЗАЦИИ ДЛЯ ИСПОЛЬЗОВАНИЯ В БАРЬЕРНЫХ ИЗДЕЛИЯХ ДЛЯ ТЕКУЧИХ СРЕД | 2008 |
|
RU2495064C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2406739C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2010 |
|
RU2572993C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СОЕДИНИТЕЛЬНЫЙ СЛОЙ | 2005 |
|
RU2406609C2 |
| ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ СМЕСИ И СПОСОБЫ ИХ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2424257C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ С УМЕРЕННОЙ СТЕПЕНЬЮ ВУЛКАНИЗАЦИИ | 2003 |
|
RU2323233C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СОЕДИНИТЕЛЬНЫЙ СЛОЙ | 2006 |
|
RU2379187C1 |
| ОРИЕНТИРОВАННАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ ПЛЕНКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2301816C2 |
| НАНОКОМПОЗИТЫ С НИЗКОЙ ПРОНИЦАЕМОСТЬЮ | 2002 |
|
RU2299222C2 |
Изобретение относится к автомобильной промышленности и касается конструкции и способа получения внутренней прокладки. Внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы, при этом внутренняя прокладка контурирована. Технический результат - улучшение герметизирующих свойств шины. 4 н. и 18 з.п. ф-лы, 3 ил., 1 табл.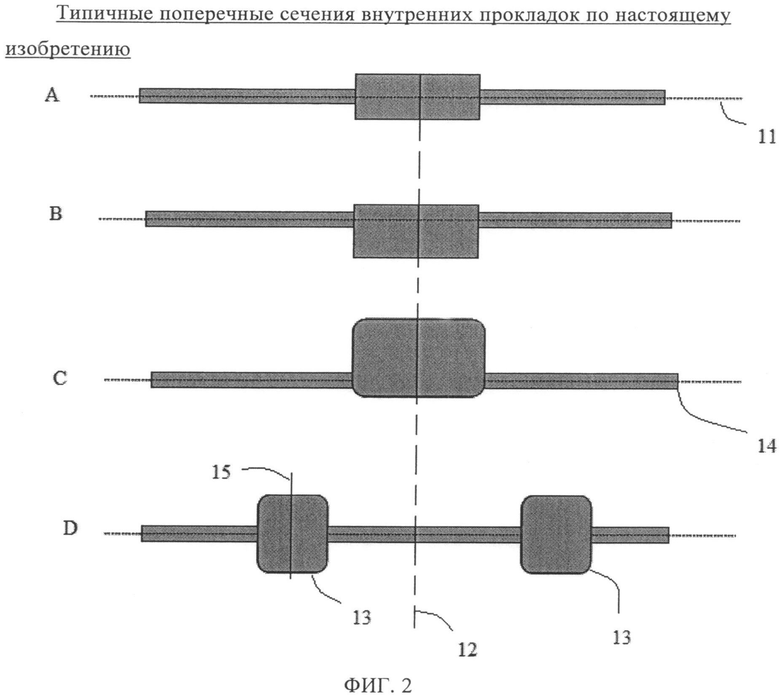
1. Внутренняя прокладка для шины, включающая динамически вулканизованную смесь эластомера и конструкционной смолы, при этом внутренняя прокладка контурирована.
2. Внутренняя прокладка для шины по п.1, характеризующаяся центральной линией и противоположными краями, где калибр внутренней прокладки для шины у центральной линии больше по сравнению с калибром у края.
3. Внутренняя прокладка для шины по п.1 или 2, где соотношение калибр у центральной линии/калибр у края внутренней прокладки для шины составляет приблизительно 2,5:1,0.
4. Внутренняя прокладка для шины по п.1 или 2, где внутренняя прокладка для шины включает пару плечевых зон, причем калибр в каждой плечевой зоне больше по сравнению с калибром у центральной линии внутренней прокладки, при этом ширина центральной части между плечевыми зонами составляет от 25% до 40% ширины внутренней прокладки, а ширина каждой плечевой зоны составляет от 10% до 25% ширины внутренней прокладки.
5. Внутренняя прокладка для шины по п.4, где соотношение калибр в плечевой зоне/калибр у центральной линии внутренней прокладки составляет приблизительно 2,5:1,0.
6. Внутренняя прокладка для шины по п.2, где толщина у края составляет величину в диапазоне от приблизительно 10 мкм до 500 мкм.
7. Внутренняя прокладка для шины по п.1, где эластомером является функционализированный сополимер изобутилена и алкилстирола, а конструкционной смолой является найлон.
8. Шина, включающая внутреннюю прокладку для шины по п.1.
9. Способ изготовления внутренней прокладки для шины, который заключается в том, что:
получают контурированную внутреннюю прокладку для шины, при этом внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы.
10. Способ по п.9, где внутренней прокладкой для шины является пленка, полученная методом полива.
11. Способ по п.9, который дополнительно включает:
1) экструзию динамически вулканизованной смеси и
2) каландрование экструдированной динамически вулканизованной смеси, при этом получают внутреннюю прокладку для шины.
12. Способ по п.9, где внутренней прокладкой для шины является неравномерно растянутый рукав.
13. Способ по п.9, который дополнительно включает:
1) изготовление бесшовной внутренней прокладки для шины, характеризующейся в значительной степени равномерным калибром, при этом бесшовную внутреннюю прокладку для шины получают в форме рукава,
причем бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы,
2) растяжение бесшовной внутренней прокладки для шины, по крайней мере, в одном из направлений, радиальном или аксиальном, и
3) изготовление контурированной внутренней прокладки для шины.
14. Способ по п.13, где бесшовной внутренней прокладкой для шины является пленка, полученная экструзией с раздувом.
15. Способ по п.13, где растяжение на стадии (2) проводят на нагреваемом раздвижном барабане.
16. Способ по п.9, где внутренняя прокладка имеет центральную линию и противоположные края, при этом калибр у центральной линии больше по сравнению с калибром у края.
17. Способ по п.16, где контурированная внутренняя прокладка для шины характеризуется соотношением толщина у центральной линии/толщина у края приблизительно 2,5:1,0.
18. Способ по п.9, где плечевая зона внутренней прокладки для шины удалена от центральной линии на расстояние, равное от 40% до 60% максимальной ширины брокера, при этом калибр внутренней прокладки для шины в плечевой зоне больше по сравнению с калибром у центральной линии.
19. Способ по п.18, где внутренняя прокладка для шины характеризуется соотношением толщина в плечевой зоне/толщина у центральной линии приблизительно 2,5:1,0.
20. Способ по п.9, где толщина у края внутренней прокладки для шины составляет величину в диапазоне от приблизительно 10 мкм до 500 мкм.
21. Способ по п.9, где эластомером является функционализированный сополимер изобутилена и алкилстирола, а конструкционной смолой является найлон.
22. Способ увеличения диаметра бесшовной внутренней прокладки для шины, который заключается в том, что бесшовную внутреннюю прокладку для шины растягивают в радиальном направлении, при этом бесшовная внутренняя прокладка для шины включает динамически вулканизованную смесь эластомера и конструкционной смолы.
| Устройство для автоматического управления сбросом осадка из отстойников | 1978 |
|
SU722850A1 |
| GB 1486782 A, 21.07.1996 | |||
| US 6482282 B1, 19.11.2002 | |||
| US 4171237 A, 16.10.1979 | |||

