Притязания на приоритет
Настоящая заявка притязает на приоритет заявки USSN 61/262594, поданной 19 ноября 2009 г.
Область техники, к которой относится изобретение
Настоящее описание относится к внутренним герметизирующим слоям для пневматических шин и, в частности, к внутренним герметизирующим слоям из динамически вулканизованной смеси на основе изобутилена, а также способу их изготовления для формирования элемента шины.
Уровень техники
Внутренние герметизирующие (газонепроницаемые) слои пневматических шин имеют решающее значение для эксплуатационного качества шин в целом. Использование материалов, имеющих более низкую воздухопроницаемость, позволяет снизить давление на внутренний герметизирующий слой, что в свою очередь повышает кпд по топливу. Это обеспечивает новейшая технология с использованием динамически вулканизованных смесей (ДВС, англ. DVA). Пленка из ДВС, полученная экструзией с раздувкой, представляет технологию изготовления внутреннего герметизирующего слоя шины, т.е. динамически вулканизованной смеси эластомера на основе изобутилена и термопласта. Пример использования такой технологии описан Тrасеу и Tsou в "Dynamically Vulcanized Alloy Innerliners" ("Внутренние герметизирующие слои из динамически вулканизованных смесей") в Rubber World (1 сентября 2007 г.). Для изготовления исходного материала в ДВС следует добавить пластификатор в количестве 10-20 мас.%.
Хотя пластификатор необходим для образования ДВС, он представляет собой проблему при осуществлении большей части последующих стадий изготовления шины. В процессе формирования пленки пластификатор дымится, при хранении он образует белесоватый налет на поверхности пленки из ДВС, во время вулканизации он покрывает вулканизационное оборудование, и, если его полностью не удалить из внутреннего герметизирующего слоя, способность внутреннего герметизирующего слоя удерживать давление снижается. Хороший результат мог бы дать способ уменьшения содержания или удаления пластификатора из ДВС до использования их для изготовления шины.
К публикациям, имеющим отношение к настоящему изобретению, относятся US 2008-0275187; US 2007-0106024; US 7226962; US 5407627 и WO 2009-048472.
Раскрытие изобретения
Первая особенность изобретения касается способа изготовления непрерывного отрезка эластомерного (высокоэластичного) материала для внутреннего герметизирующего слоя пневматической шины, включающего обеспечение непрерывного отрезка эластомерного материала, содержащего пластификатор и какой-либо эластомер; нагревание непрерывного отрезка эластомерного материала в течение времени пребывания в условиях воздействия нагревания (времени воздействия) при температуре, которая не превышает температуру воспламенения пластификатора более чем на 15, или 10, или 5, или 0°С; и охлаждение этого отрезка для формирования термообработанного непрерывного отрезка эластомерного материала, содержание пластификатора в котором меньше, чем в непрерывном отрезке эластомерного материала. В некоторых вариантах осуществления изобретения термообработанный непрерывный отрезок эластомерного материала или слоистый материал, содержащий термообработанный непрерывный отрезок, может быть разрезан для формирования элемента внутреннего герметизирующего слоя пневматической шины и сращивания концов этого элемента герметизирующего слоя для формирования внутреннего герметизирующего слоя пневматической шины, и при этом стадия удаления пластификатора с поверхности в основном отсутствует. В других вариантах осуществления изобретения термообработанный непрерывный отрезок эластомерного материала или слоистый материал, включающий термообработанный непрерывный отрезок, затем разрезают, причем этот отрезок имеет вид рукава, для формирования внутреннего герметизирующего слоя пневматической шины в виде рукава и внедрения этого внутреннего герметизирующего слоя в виде рукава в шину.
В некоторых вариантах осуществления изобретения желательно, чтобы непрерывный отрезок эластомерного материала содержал по меньшей мере один эластомер и, более того, чтобы этот эластомер или все эластомеры до стадии нагревания были по меньшей мере частично вулканизованы. Вулканизацию можно осуществлять в виде динамической вулканизации и, возможно, в присутствии технологической смолы и других компонентов, указанных ниже.
Следующая особенность изобретения касается способа изготовления непрерывного отрезка эластомерного материала для внутреннего герметизирующего слоя пневматической шины, включающего обеспечение непрерывного отрезка эластомерного материала, содержащего пластификатор и какой-либо эластомер; разрезание непрерывного отрезка эластомерного материала для формирования элемента внутреннего герметизирующего слоя пневматической шины; нагревание элемента внутреннего герметизирующего слоя пневматической шины в течение времени воздействия при температуре, которая выше температуры воспламенения пластификатора не более чем на 15, или 10, или 5, или 0°С; и охлаждение элемента внутреннего герметизирующего слоя пневматической шины для формирования термообработанного внутреннего герметизирующего слоя пневматической шины, содержание пластификатора в котором меньше, чем содержание пластификатора в непрерывном отрезке эластомерного материала. В некоторых вариантах осуществления изобретения концы элемента термообработанного внутреннего герметизирующего слоя пневматической шины сращивают для формирования внутреннего герметизирующего слоя пневматической шины, и при этом стадия удаления внешнего пластификатора в основном отсутствует. В других вариантах осуществления изобретения обеспечивают термообработанный внутренний герметизирующий слой пневматической шины или слоистый материал, содержащий термообработанный внутренний герметизирующий слой пневматической шины, причем этот внутренний герметизирующий слой имеет вид рукава, и внедряют этот внутренний герметизирующий слой в виде рукава в шину.
При всех указанных здесь особенностях изобретения воздухопроницаемость термообработанного непрерывного отрезка эластомерного материала по меньшей мере на 10, или 30, или 50, или 100, или 200% ниже, чем воздухопроницаемость непрерывного отрезка эластомерного материала. Кроме того, при любой особенности изобретения в настоящем описании содержание пластификатора в термообработанном непрерывном отрезке эластомерного материала по меньшей мере на 10, или 20, или 30, или 40, или 50, или 60, или 70, или 80, или 90% меньше, чем содержание пластификатора в непрерывном отрезке эластомерного материала. Этот отрезок и композиции, входящие в его состав, могут быть описаны с помощью многих других наглядных примеров изобретения, дополнительно раскрытых ниже.
Для описания предпочтительных вариантов композиций, внутренних герметизирующих слоев, шин, включающих внутренние герметизирующие слои, а также описанных здесь способов их обработки и изготовления раскрытые здесь различные описательные элементы и области числовых значений можно объединить с другими элементами и областями числовых значений; более того, для описания предпочтительных вариантов осуществления изобретения любой верхний числовой предел для какого-либо элемента можно объединить с любым нижним числовым пределом для того же элемента. В этом смысле выражение "в интервале значений от Х до Y" означает включение в этот интервал значений "X" и "Y".
Краткое описание фигур
Фиг.1 - схематическое представление варианта осуществления предлагаемого в настоящем изобретении способа в многозонной печи, в котором непрерывный отрезок (лист или рукав) эластомерного материала проходит через печь и нагревается;
фиг.2 - схематическое представление варианта осуществления предлагаемого в настоящем изобретении способа в многозонной печи, в котором непрерывный отрезок (лист или рукав) эластомерного материала проходит через печь и нагревается, с изображением дополнительной экструзионной покрывающей головки для нанесения слоя другого материала на термообработанный отрезок с целью формирования слоистого материала;
фиг.3 - графическое изображение данных, приведенных в таблице 1.
Осуществление изобретения
Настоящее описание касается изготовления листов или рукавов эластомерного материала, которые могут использоваться для внутренних герметизирующих слоев, в первую очередь, для пневматических шин. Желательно, чтобы в этом способе отсутствовали определенные стадии очистки поверхности таких листов и рукавов, таким образом упрощая и улучшая способ изготовления шин. Стадии очистки, которые могут включать удаление пластификаторов с поверхности и (или) технологических масел с листов или рукавов, часто необходимы, чтобы сделать возможной укладку этих листов или рукавов в виде внутреннего герметизирующего слоя. Очистка исключает вероятность нежелательного образования дыма и газов на стадиях нагревания при изготовлении шин и (или) обеспечивает также более удобное соединение (сращивание) концов рукавов или листов эластомерного материала или соединение с другими элементами шин.
Используемая здесь новая схема нумерации групп периодической системы элементов такая же, какая описана в Hawley's Condensed Chemical Dictionary (Краткий справочник по химии); John Wiley & Sons, Inc. 1997. Если нет специальной оговорки, то все значения молекулярной массы являются средними значениями.
Термин "полимер" можно использовать по отношению к гомополимерам, сополимерам, продуктам сополимеризации (с регулярным чередованием звеньев), терполимерам и т.д. Аналогично, сополимером можно назвать полимер, содержащий по меньшей мере два мономера, возможно, с другими мономерами. Если указано, что полимер включает какой-либо мономер, то этот мономер присутствует в полимере в виде полимеризованного мономера или в виде производного мономера. Однако для упрощения ссылки для краткости записи используется выражение "содержащий (соответствующий) мономер" или подобное. Аналогично, если компоненты катализатора характеризуются как включающие нейтральные устойчивые формы компонентов, то специалисту в данной области техники понятно, что активной формой компонента является та форма, которая взаимодействует с мономерами с образованием полимеров.
Термин "изоолефин" относится к любому олефиновому мономеру, имеющему два замещения у одного атома углерода. Полимер "на основе изобутилена" представляет собой полимер, содержащий по меньшей мере 20 мас.% мономеров изобутилена по весу полимера.
Используемый здесь термин "эластомер" или эластомеры относится к любому полимеру или смеси полимеров, соответствующих определению ASTM D1566.
Термин "алкил" относится к группе парафиновых углеводородов, которые могут быть получены из алкана путем отрыва из структурной формулы одного или нескольких атомов водорода, например, такой как метильная группа (-СН3) или этильная группа (-СН2СН3) и т.д.
Термин "арил" относится к группе углеводородов, которая образует циклическую (кольцевую) структуру, характерную для ароматических соединений, например, таких как бензол, нафталин, фенантрен, антрацен и т.д., и обычно имеет в структуре чередующуюся двойную связь ("ненасыщенность"). Таким образом, арильная группа представляет собой группу, полученную из ароматического соединения путем отрыва из структурной формулы одного или нескольких атомов водорода, например, такую как фенил или -C6H5.
Термин "замещенная", или "функционализированная", или "функциональная группа" относится по меньшей мере к одной группе атомов водорода в углеводородной составляющей, замещенной по меньшей мере одним заместителем, выбранным из группы, включающей, например, галоген (хлор, бром, фтор или иод), аминогруппу, нитрогруппу, сульфокси (сульфонат или алкилсульфонат), тиол, алкилтиол и окси (НО-); прямой или разветвленной алкильной цепочке, имеющей 1-20 атомов углерода, которая включает метил, этил, пропил, трет-бутил, изопропил, изобутил и т.д.; алкокси, прямой или разветвленной цепочке алкокси, которая имеет 1-20 атомов углерода и включает, например, метокси, этокси, пропокси, изопропокси, бутокси, изобутокси, вторичный бутокси, третичный бутокси, пентилокси, изопентилокси, гексилокси, гептилокси, октилокси, нонилокси и децилокси; галогеналкилу, что означает прямую или разветвленную алкильную цепочку, имеющую 1-20 атомов углерода, которая замещена по меньшей мере одним галогеном и включает, например, хлорметил, бромметил, фторметил, иодметил и т.д.
Описанный здесь основной способ удаления пластификатора из эластомерных материалов осуществляется путем теплового воздействия для воспламенения, выпаривания, сублимирования и (или) окисления пластификатора по меньшей мере с поверхности эластомерного материала, используемого во внутреннем герметизирующем слое. Таким образом, раскрытым в первой особенности изобретения является способ изготовления непрерывного отрезка эластомерного материала для внутреннего герметизирующего слоя пневматической шины, включающий изготовление непрерывного отрезка эластомерного материала, содержащего пластификатор и какой-либо эластомер; нагревание непрерывного отрезка эластомерного материала в течение времени воздействия при температуре, которая выше температуры воспламенения пластификатора не более чем на 15, или 10, или 5, или 0°С; и охлаждение этого отрезка для формирования термообработанного непрерывного отрезка эластомерного материала, содержание пластификатора в котором меньше содержания пластификатора в непрерывном отрезке эластомерного материала. В частном варианте осуществления изобретения нагревают по меньшей мере одну поверхность отрезка, а в еще одном частном варианте осуществления изобретения нагревают все поверхности.
"Непрерывный отрезок" эластомерного материала может быть любой желаемой конфигурации и формы, например в виде линии (узкий и длинный), удлиненный, трубчатый, конический, продолговатый, а также возможно смешение этих форм. Термин "непрерывный" означает, что отрезок материала, содержащий на всем протяжении какой-либо эластомер, имеет такую форму, что его можно перемещать над каким-либо устройством для нагревания или через него, а затем охлаждать; в то время как часть отрезка нагревается, ранее нагретая часть охлаждается и т.д.; причем нагретая и охлажденная части являются частями того же "отрезка". В некоторых вариантах осуществления изобретения отрезок имеет форму непрерывной трубы или "рукава" или непрерывного (сплошного) в основном плоского листа. Примером непрерывного отрезка эластомерного материала является лист шириной 20 дюймов со средней толщиной 300 мкм, который имеет длину 20-60 футов. В частном варианте осуществления изобретения эластомер этого отрезка по меньшей мере частично вулканизован, а в другом варианте осуществления изобретения - полностью вулканизован, что означает, что он вулканизован в той степени, в какой он должен быть вулканизован при введении в пневматическую шину. В некоторых вариантах осуществления изобретения непрерывный отрезок эластомерного материала имеет среднюю толщину в пределах от 10, или 20, или 40, или 50 мкм до 200, или 250, или 300, или 400, или 500 мкм. Непрерывный отрезок эластомерного материала можно формировать любыми подходящими способами, и в некоторых вариантах осуществления изобретения он формируется путем отливки или экструзии с раздувкой, предпочтительно путем экструзии с раздувкой.
В некоторых вариантах осуществления изобретения по меньшей мере одну поверхность непрерывного отрезка эластомерного материала нагревают при температуре, которая не более чем на 15, или 10, или 5, или 0°С выше температуры деструкции (или плавления) содержащегося в отрезке компонента с самой высокой температурой деструкции (или плавления). Еще в одном частном варианте осуществления изобретения по меньшей мере одну поверхность непрерывного отрезка эластомерного материала нагревают до температуры менее 250, или 220, или 200, или 190, или 185, или 180, или 170, или 160°С. В еще одном частном варианте осуществления изобретения по меньшей мере одну поверхность непрерывного отрезка эластомерного материала нагревают до температуры в диапазоне от 60, или 80, или 100, или 120°С до 160 или 170, или 180, или 185, или 190, или 200, или 220, или 250°С. Желательно измерять эти температуры с точностью до ±3 или 2°С и приводить в соответствие с температурой среды, застойной или подвижной, окружающей этот отрезок, предпочтительно в пределах фута от поверхности отрезка.
В некоторых вариантах осуществления изобретения этот способ можно характеризовать по количеству пластификатора, оставшегося после его удаления в непрерывном отрезке эластомерного материала. В частном варианте осуществления изобретения содержание пластификатора в термообработанном непрерывном отрезке эластомерного материала по меньшей мере на 10, или 20, или 30, или 40, или 50, или 60, или 70, или 80, или 90% меньше содержания пластификатора в непрерывном отрезке эластомерного материала. В другом варианте осуществления изобретения воздухопроницаемость термообработанного непрерывного отрезка эластомерного материала по меньшей мере на 10, или 20, или 40, или 80, или 100, или 200% ниже, чем воздухопроницаемость непрерывного отрезка эластомерного материала.
Желательно, чтобы коэффициент пенетрации для термообработанного непрерывного отрезка эластомерного материала и (или) внутренних герметизирующих слоев составлял менее 60, или 50, или 40 см3·мм/м2·сутки. В другом варианте осуществления изобретения термообработанный непрерывный отрезок эластомерного материала и (или) внутренние герметизирующие слои имеют коэффициент проницаемости менее 1,000, или 0,500, или 0,100, или 0,080 см3·мм/м2·сутки·мм рт.ст.
Описанные здесь способы могут дополнительно включать разрезание термообработанного непрерывного отрезка эластомерного материала или слоистого материала, включающего термообработанный непрерывный отрезок эластомерного материала, для формирования элемента внутреннего герметизирующего слоя пневматической шины и сращивание концов элемента внутреннего герметизирующего слоя пневматической шины для формирования внутреннего герметизирующего слоя пневматической шины, при котором стадия удаления пластификатора с поверхности в основном отсутствует. Хотя такая стадия, осуществляемая после нагревания для удаления пластификатора, может потребоваться, в некоторых вариантах осуществления изобретения непрерывный отрезок эластомерного материала можно сначала разрезать, затем нагревать элементы внутреннего герметизирующего слоя пневматической шины для формирования термообработанных внутренних герметизирующих слоев пневматических шин. Затем такие термообработанные внутренние герметизирующие слои пневматических шин могут использоваться в качестве элементов в шинах.
В некоторых вариантах осуществления изобретения создают слоистый материал, включающий термообработанный непрерывный отрезок эластомерного материала и какой-то другой материал, например термопласт, эластомер, адгезив или их комбинацию. В частном варианте осуществления изобретения слоистый материал создают из термообработанного отрезка эластомерного материала и по меньшей мере одного слоя адгезива. Слоистый материал может быть создан из уже имеющегося слоя материала, или его можно создать любым другим способом, например путем нанесения покрытия экструзией с образованием слоя материала непосредственно на термообработанном отрезке. Адгезив может содержать любой полимер с полярными группами, и в частном варианте осуществления изобретения его выбирают из группы, включающей сополимеры стирола, эпоксидированные сополимеры стирола, сополимеры на основе изобутилена, эпоксидированные сополимеры на основе изобутилена, малеинизированные сополимеры стирола, малеинизированные сополимеры на основе изобутилена и их соединения. Полярные функциональные группы увеличивают степень полярности полимера, с которым они связаны, и наряду с другими включают такие составляющие, как сульфаты, фосфаты, гидроксиды, карбоксилаты, эпоксиды, акрилаты, ацетаты, малеинаты и т.п. В некоторых вариантах осуществления изобретения полярные функциональные группы исключают галогены.
Стадию нагревания непрерывного отрезка эластомерного материала можно осуществлять с использованием любых желаемых устройств для нагревания, способных передавать тепло по меньшей мере к одной поверхности, желательно, ко всем поверхностям отрезка, для воспламенения, сублимирования, выпаривания, и (или) окисления по меньшей мере части пластификатора. В некоторых вариантах осуществления изобретения во время нагревания образуется какой-либо продукт, обычно продукт окисления, который отводят от непрерывного отрезка эластомерного материала для последующей очистки или удаления. Этот продукт может образоваться в виде дыма или каких-либо других газообразных выбросов от нагревания, которые могут отводиться через вытяжные шкафы и другие устройства с отрицательным давлением, соответственно, для очистки, хранения и (или) удаления. В некоторых вариантах осуществления изобретения непрерывный отрезок эластомерного материала нагревают путем контакта с одним или несколькими нагретыми каландрами, конвективным теплом, потоком (-ами) нагретого воздуха, СВЧ-излучением, УФ-излучением, ИК-излучением или путем комбинации этих способов.
На стадии нагревания непрерывный отрезок эластомерного материала желательно подвергать воздействию кислорода. В частном варианте осуществления изобретения над непрерывным отрезком эластомерного материала во время его нагревания продувают постоянный или в основном постоянный поток газа, например воздуха, смеси азота и кислорода или другого газа с окислителем. Нагревание осуществляется в течение времени воздействия, достаточного для удаления из отрезка требуемой части пластификатора. В некоторых вариантах осуществления изобретения время пребывания составляет по меньшей мере 30 секунд или 1, или 2, или 5, или 10 минут, а в других частных вариантах осуществления изобретения находится в пределах от 30 секунд или 1, или 2, или 5, или 10 минут до 8, или 10, или 15, или 20, или 30, или 60 минут.
Во время нагревания отрезка желательно избегать сужения, прогибов и других деформаций, вызванных напряжением. В некоторых вариантах осуществления изобретения во время нагревания непрерывного отрезка эластомерного материала в нем поддерживают натяжение от менее 5,0, или 4,0, или 3,0, или 2,0, или 1,0, или 0,5 г/см·мкм (стандартное для средней толщины листа в микрометрах). В частных вариантах осуществления изобретения натяжение находится в пределах от 0,05, или 0,1, или 0,2 до 0,5, или 1,0, или 2,0, или 3,0, или 4,0, или 5,0 г/см·мкм. В некоторых других вариантах осуществления изобретения, с натяжением или без натяжения, непрерывный отрезок эластомерного материала для поддержания веса отрезка может быть полностью оперт, например, на плоский конвейер, в основном являющийся горизонтальным. В частном варианте осуществления изобретения по меньшей мере нагреваемая часть отрезка поддерживается опорой, несмотря на натяжение или отсутствие натяжения.
Нагревательные устройства, которые используются для нагревания непрерывного отрезка эластомерного материала, могут быть любого вида. В частном варианте осуществления изобретения нагреваемую часть отрезка эластомерного материала пропускают через печь, желательно конвекционную печь, обеспечивая равномерное нагревание на всем протяжении печи или зональных секций нагревания. В других частных вариантах осуществления изобретения, в которых также имеются или используются исключительно каландры, эти каландры выполнены перфорированными, чтобы обеспечить прохождение через них кислорода или другого окислителя и воздействие кислорода на лицевую по отношению к каландру поверхность листа.
В некоторых вариантах осуществления изобретения после нагревания желательно обеспечить охлаждение листа до температуры ниже 200, или 180, или 160, или 140, или 120, или 100, или 80°С, при котором термообработанный непрерывный отрезок эластомерного материала можно скатать в рулон для транспортировки, хранения или можно транспортировать его к тем же или другим нагревательным устройствам и повторить стадию нагревания. Нагревание можно осуществлять только в одну стадию или в две, или три, или четыре, или более стадий. В частном варианте осуществления изобретения непрерывный отрезок эластомерного материала имеет вид рулона, который раскатывают, когда нагревают по меньшей мере часть раскатанного участка непрерывного отрезка эластомерного материала.
В частном варианте осуществления изобретения непрерывный в основном плоский лист имеет вид рулона, который раскатывают через печь, так что по меньшей мере часть по меньшей мере одной поверхности листа нагревается в течение времени воздействия, затем нагретую часть изначально непрерывного в основном плоского листа транспортируют из печи для охлаждения и скатывания в рулон.
В любом случае в предпочтительных вариантах осуществления изобретения непрерывный отрезок эластомерного материала по существу не контактирует с растворителем на какой-либо стадии или в какой-либо период времени между стадиями, начиная с изготовления непрерывного отрезка эластомерного материала, например, путем отливки или экструзии с раздувкой или другими способами, до изготовления шины. Выражение "по существу/в основном" означает, что контакт с растворителем отсутствует и может иметь место разве что по незначительным причинам, например чтобы очистить небольшую поверхность отрезка для прикрепления его к направляющей для протягивания непрерывного отрезка через печь и т.п. Растворителем является любое соединение или состав, которые способны растворять пластификатор, например, такие как ацетон, простой эфир, вода, этанол, метанол, диметилформамид, тетрагидрофуран, сульфолан, толуол, бензол, диоксан, хлороформ, метиленхлорид и их комбинации. Растворителем могут быть не только жидкости при комнатной температуре, однако в частном варианте осуществления изобретения растворитель представляет собой жидкость при комнатной температуре (20°С).
Описанными здесь способами из состава эластомерного материала в виде листа, трубы или в другом виде, который используется в качестве внутреннего герметизирующего слоя, удаляют по меньшей мере часть пластификатора. Например, в некоторых вариантах осуществления изобретения пластификатор присутствует в непрерывном отрезке эластомерного материала в количестве от 1, или 2, или 3, или 4, или 6 мас.% до 10, или 15, или 20, или 25, или 30 мас.% по весу непрерывного отрезка эластомерного материала, тогда как термообработанный непрерывный отрезок эластомерного материала содержит менее 10, или 8, или 6, или 4, или 2, или 1, или 0,5 мас.% пластификатора по весу термообработанного непрерывного отрезка эластомерного материала.
Непрерывный отрезок эластомерного материала в виде рукава или листа содержит (или в основном состоит из) по меньшей мере один эластомер на основе изобутилена или галогенированный эластомер на основе изобутилена и пластификатор. В этом контексте выражение "в основном состоящий из" означает, что отрезок содержит в качестве единственного эластомера эластомер на основе изобутилена или его галогенированную разновидность и только в незначительных количествах другие компоненты, в таком объеме, что они не изменяют конечные свойства вулканизата. В некоторых вариантах осуществления изобретения эластомер присутствует в композиции с нижеописанным термопластом в весовом соотношении эластомера и термопласта 55:45-80:20; предпочтительно 60:40-75:25; наиболее предпочтительно 65:35-75:25.
Эластомеры на основе изобутилена можно характеризовать как статистические сополимеры звена, полученного из изоолефинов С4-С7, например звена, полученного из изобутилена, и по меньшей мере еще одного способного к полимеризации звена, например полиолефина. В частном варианте осуществления изобретения галогенированный сополимер на основе изобутилена представляет собой бутилэластомер (бутилкаучук) или разветвленный бутилэластомер, главным образом, бромированные разновидности этих эластомеров. Подходящие ненасыщенные эластомеры на основе изобутилена, например, гомополимеры и сополимеры олефинов или изоолефинов, а также эластомеры других типов, пригодные для изготовления непрерывных отрезков эластомерного материала, хорошо известны, некоторые из них описаны в настоящей заявке.
В одном варианте осуществления изобретения изоолефин составляет порядка 70-99,5 мас.% по весу всей смеси мономеров, а в другом варианте осуществления изобретения - 85-99,5 мас.%. В одном варианте осуществления изобретения полиолефиновый компонент присутствует в смеси мономеров в количестве от 30 до 0,5 мас.%, а в другом варианте осуществления изобретения - в количестве от 15 до 0,5 мас.%. Еще в одном варианте осуществления изобретения полиолефин составляет от 8 до 0,5 мас.% смеси мономеров. Изоолефин предпочтительно представляет собой смесь С4-С12, не ограничивающими примерами которой являются такие соединения, как изобутилен, изобутен, 2-метил-1-бутен, 3-метил-1-бутен, 2-метил-2-бутен, 1-бутен, 2-бутен, метилвиниловый эфир, инден, винилтриметилсилан, гексен и 4-метил-1-пентен. Полиолефин - это С4-С14-полиолефин, например изопрен, бутадиен, 2,3-диметил-1,3-бутадиен, мирцен, 6,6-диметил-фульвен, гексадиен, циклопентадиен и пиперилен, а также другие мономеры, известные в данной области техники. Другие полимеризуемые мономеры, например стирол, замещенные стиролы и дихлорстирол, также пригодны для гомополимеризации или сополимеризации с получением бутилэластомеров.
Примером эластомера на основе изобутилена является так называемый бутилкаучук или бутилэластомер, содержащий мономеры изобутилена и мономеры изопрена. Галогенированный бутилэластомер получают путем галогенирования бутилэластомера. Галогенирование может осуществляться любыми способами и в настоящей заявке не ограничивается процессом галогенирования. В частном варианте осуществления изобретения бутилэластомер галогенируют в растворителе гексане при температуре от 4 до 60°С, используя в качестве галогенирующего агента бром (Вr2) или хлор (Сl2). К промышленным модификациям галогенированного бутилэластомера, наряду с другими, относятся бромбутилкаучук Bromobutyl 2222 и Bromobutyl 2255 компании Эксонмобил Кемикл Компани (ExxonMobil Chemical Company).
Другой подходящей модификацией галогенированного бутилэластомера является галогенированный, разветвленный или "звездообразно-разветвленный" бутилэластомер. В частном варианте осуществления изобретения звездообразно-разветвленный бутилэластомер (ЗРБ, англ. SBB) представляет собой композицию, включающую бутилэластомер и полидиен или блок-сополимер. Полидиены, блок-сополимер или разветвляющие агенты (ниже "полидиены") обычно являются катионоактивными и присутствуют во время полимеризации бутилэластомера или галогенированного бутилэластомера или могут быть смешаны с бутилэластомером для образования ЗРБ.
Разветвляющим агентом или полидиеном может быть любой подходящий разветвляющий агент. Используемый в данном случае разветвленный или "звездообразно-разветвленный" бутилэластомер предпочтительно является галогенированным. В частном варианте осуществления изобретения галогенированный звездообразно-разветвленный бутилэластомер (ГЗРБ, англ. HSBB) содержит бутилэластомер, или галогенированный, или негалогенированный, и полидиен или блок-сополимер, или галогенированный, или негалогенированный. Полидиен и блок-сополимер или разветвляющие агенты (ниже именуемые "полидиены") обычно являются катионоактивными и присутствуют во время полимеризации для получения бутилкаучука или галогенированного бутилэластомера или могут быть смешаны с бутилкаучуком или галогенированным бутилэластомером для образования ГЗРБ. Промышленной модификацией ГЗРБ является бромбутилкаучук Bromobutyl 6222 компании Эксонмобил Кемикл Компани (ExxonMobil Chemical Company).
Эластомер на основе изобутилена также может включать функциональные сополимеры, в которых по меньшей мере несколько алкильных замещающих групп, присутствующих в звеньях стирольного мономера, содержат бензильный галоген, например, бромированные стирольные или бромированные алкилстирольные группы, или другую функциональную группу, дополнительно описанную ниже. Предпочтительные стирольные мономеры в сополимере изоолефина включают стирол, метилстирол, хлорстирол, метоксистирол, инден и производные индена, а также их комбинации. В частном варианте осуществления изобретения эластомером является сополимер стирола. Сополимеры могут представлять собой статистические эластомерные сополимеры изомоноолефинов C4-C7, таких как изобутилен, и сомономера параалкилстирола, например параметилстирола, содержащие по меньшей мере 80% или же по меньшей мере 90 мас.% параизомера, и по выбору включают функционализированные сополимеры, в которых по меньшей мере одна или несколько алкильных замещающих групп, присутствующих в звеньях стирольного мономера, содержат бензильный галоген или какую-либо другую функциональную группу. Можно назвать их функционализированный поли(сополимер изобутилена и алкилстирола) ("FIMS"), содержащий описанные здесь функциональные группы.
В другом варианте осуществления изобретения сополимером может быть статистический эластомерный сополимер этилена или С3-С6 -α-олефина и сомономера паралкилстирола, например, параметилстирола, содержащий по меньшей мере 80%, или же по меньшей мере 90% мас.% параизомера, и по выбору включают функционализированные сополимеры, в которых по меньшей мере одна или несколько алкильных замещающих групп, присутствующих в звеньях стирольного мономера, содержат бензильный галоген или какую-либо другую функциональную группу. Типичные материалы можно характеризовать как сополимеры, содержащие нижеуказанные звенья мономеров, беспорядочно расположенные вдоль полимерной цепи (1) и (2):
в которой R и R1 - независимый водород, низший алкил, например C1-C7 алкил, и первичный или вторичный галоидные алкилы, а Х - функциональная группа, например галоген. В частном варианте осуществления изобретения R и R1 - водород. В некоторых вариантах осуществления изобретения количество функционализированной структуры (2) составляет от 0,1 или 0,4 до 1 или 5 мол.%.
Функциональной группой Х может быть галоген или какая-либо другая функциональная группа, которая может быть введена путем нуклеофильного замещения бензильного галогена другими группами, такими как карбоновые кислоты, соли карбоновой кислоты, сложные эфиры карбоновой кислоты, амиды и имиды, гидроксильная группа (гидрокси), алкоксид, феноксид, тиолат, простой тиоэфир, ксантогенат, цианид, цианат, аминогруппа и их смеси. Эти функционализированные сополимеры изомоноолефинов, способ их получения, способы функционализации и вулканизации более подробно раскрыты в US 5162445, включенном здесь в виде ссылки. В еще одном варианте осуществления изобретения функциональные группы выбирают так, чтобы, когда компоненты полимера смешивают при высоких температурах, он мог вступать в реакцию или образовывать полярные связи с функциональными группами, присутствующими в полимерной матрице требуемой композиции, например кислотой, функциональными аминогруппами или гидроксильными группами. В частном варианте осуществления изобретения эластомер представляет собой галогенированный поли(сополимер изобутилена и параметилстирола), а в еще одном частном варианте осуществления изобретения - бромированный поли(сополимер изобутилена и параметилстирола) ("BIMS").
В некоторых вариантах осуществления изобретения функционализированные материалы представляют собой эластомерные статистические сополимеры изобутилена и параметилстирола, содержащие от 0,5 до 20 мол.% параметилстирола, в котором до 60, или 50, или 20, или 10 мол.% метальных замещающих групп, присутствующих в бензильном кольце, содержат атом брома или хлора, например атом брома (пара(бромметилстирол)), а также их разновидности, функционализированные кислотой или сложным эфиром. Иными словами, функционализированные звенья, полученные из параметилстирола, составляют от 4, или 5, или 6 до 9, или 11, или 13, или 15, или 17 мас.% по весу эластомера.
В некоторых вариантах осуществления изобретения непрерывный отрезок эластомерного материала содержит (или в основном состоит из) эластомер на основе изобутилена и термопласт и, в частности, представляет собой по меньшей мере частично вулканизованную смесь. Соединение эластомера и термопласта часто называют "композиция термопластичного эластомера (термоэластопласта)". В частном варианте осуществления изобретения эластомер и термопласт подвергают динамической вулканизации, получая ДВС. Используемое в данном контексте выражение "состоящий в основном из" означает, что смесь включает только заявленный эластомер и заявленный термопласт и лишь незначительное количество других добавок, не влияющих на свойства полученного из нее вулканизата.
Подходящей термопластической или технической смолой (эти термины используются как взаимозаменяемые) по определению является любой термопластичный полимер, сополимер или их смесь, имеющая модуль Юнга более 500 МПа и точку плавления предпочтительно 170°С-270°С, в том числе, наряду с другими, одна или несколько из нижеперечисленных: а) полиамидные смолы: Найлон 6 (N6), Найлон 66 (N66), Найлон 46 (N46), Найлон 11 (N11), Найлон 12 (N12), Найлон 610 (N610), Найлон 612 (N612), сополимер Найлон 6 и 66 (N6/66), Найлон 6, 66 и 610 (N6/66/610), Найлон MXD6 (смешанный D6) (MXD6), Найлон 6Т (N6T), сополимер Найлон 6 и 6Т, сополимер Найлон 66 и полипропилена (ПП) (66/РР), сополимер Найлон 66 и полифениленсульфида (66/ PPS); б) полиэфирные смолы: полибутилентерефталат (ПБТФ, англ. РВТ), полиэтилентерефталат (ПЭТФ, англ. PET), полиэтиленизофталат (ПЭИ, англ. PEI), сополимер ПЭТФ и ПЭИ, полиакрилат (ПАР, англ. PAR), полибутиленнафталат (ПБН, англ. PBN), жидкий кристаллический сложный полиэфир, сополимер полиоксиалкилендиимид, сополимер дикарбоновой кислоты и полибутираттерефталата, а также другие ароматические полиэфиры; в) полинитрильные смолы: полиакрилонитрил (ПАН, англ. PAN), полиметакрилонитрил, сополимеры акрилонитрила и стирола (АС, англ. AS), сополимеры метакрилонитрила и стирола, сополимеры метакрилонитрила, стирола и бутадиена; г) полиметакрилатные смолы: полиметилметакрилат, полиэтилакрилат; д) поливиниловые смолы, например винилацетат (англ. EVA), поливиниловый спирт (англ. PVA), сополимер винилового спирта и этилена (англ. EVOA), поливинилиденхлорид (ПВДХ, англ. PVDC), поливинилхлорид (ПВХ, англ. PVC), сополимер поливинила и поливинилидена, сополимер поливинилиденхлорида и метакрилата; е) целлюлозные смолы: ацетат целлюлозы, ацетобутират целлюлозы; ж) фторсодержащие смолы: поливинилиденфторид (ПВДФ, англ. PVDF), поливинилфторид (ПВФ, англ. PVF), полихлортрифторэтилен (ПХТФЭ, англ. PCTFE), сополимер этилена и тетрафторэтилена (ЭТФЭ, англ. ETFE); з) ароматические полиимиды; и) полисульфоны; к) полиацетали; л) полиактоны; м) полифениленоксид и полифениленсульфид; н) стиролмалеиновый агидрид; о) ароматические поликетоны; и п) включая смеси любых и всех а) - о), а также включая смеси любых технических смол, иллюстративных или приведенных в качестве примера в а) - о). В настоящем описании данное определение технологической смолы исключает полимеры олефинов, такие как полиэтилен и полипропилен. Предпочтительные технологические смолы включают полиамидные смолы и их смеси; в частности, предпочтительные смолы включают Найлон 6, сополимер Найлон 6 и 66, Найлон 11, Найлон 12, Найлон 610, Найлон 612 и их смеси.
В смеси с галогенированным эластомером на основе изобутилена можно использовать другие эластомеры (или "вторичный эластомер"). Как правило, вторичные эластомеры, используемые в непрерывных отрезках эластомерного материала, включают, например, натуральный каучук (НК), каучуки с высоким содержанием диенов, изопреновый каучук (ИК), эпоксидированный натуральный каучук, бутадиенстирольный каучук (БСК), полибутадиен (БК) (в том числе БК с высоким содержанием цис-звеньев и БК с низким содержанием цис-звеньев), бутадиен(акрило)нитрильный каучук (БНК), гидрированный БНК, гидрированный бутадиенстирольный каучук (БСК), олефиновые каучуки, например этилен-пропиленовые каучуки (в том числе тройной этиленпропилендиеновый каучук ЭПДК и двойной сополимер этилена с пропиленом ЭПК), модифицированные малеиновой кислотой этилен-пропиленовые каучуки (М-ЭПК), бутилкаучук (ИИК), сополимеры изобутилена и ароматического винила или диенового сомономера, акриловые каучуки (АК), иономеры, прочие галогенсодержащие каучуки (например, хлоропреновые каучуки (ХК), эпихлоргидриновые каучуки (англ. CHR), хлорсульфонированные полиэтилены (англ. CSM), хлорированные полиэтилены (англ. СМ), модифицированные малеиновой кислотой хлорированные полиэтилены (англ. М-СМ), силиконовые каучуки (например, метивинилсиликоновые каучуки, диметилсиликоновые каучуки, метилфенилвинилсиликоновые каучуки), серосодержащие каучуки (например, полисульфидные каучуки), фторкаучуки (например, винилиденфторидные каучуки, фторсодержащие каучуки на основе простого винилового эфира, тетрафторэтилен-пропиленовые каучуки, фторсодержащие силиконовые каучуки, фторсодержащие фосфагеновые каучуки), термопластичные каучуки (термоэластопласты) (например, стиролсодержащие каучуки, олефиновые каучуки, полиэфироуретановые каучуки, уретановые каучуки или полиамидные каучуки), а также их смеси.
Вторичный эластомер, диспергированный в термопластичной матрице в виде небольших частиц, как отмечалось, может быть, по усмотрению, частично, большей частью или полностью отвержденным, сшитым или вулканизованным, как указано в отношении эластомера на основе изобутилена или галогенированного эластомера на основе изобутилена. Такое сшивание (образование трехмерной структуры) может быть завершено в ходе диспергирования вторичного эластомера в полиамидной матрице при использовании того же способа динамической вулканизации, который применяли для галогенированного эластомера в качестве компонента.
К другим сходным сополимерам относятся сополимеры, имеющие структуру термопластичной смолы и каучукоподобного полимера или одного из них или структуру сополимера, имеющего эпоксидную группу, карбонильную группу, галогенную группу, аминогруппу, малеинизирующую группу, оксазолиновую группу, гидроксильную группу и т.д., способные вступать в реакцию с термопластичной смолой или каучукоподобным полимером. Вторичный эластомер может быть выбран на основе типа в виде смеси термопластичной смолы и каучукоподобного полимера. Подходящие вторичные эластомеры выбирают из группы, включающей привитые эластомеры с малеиновым ангидридом в качестве привитого компонента, например привитой АБС (акрилонитрилбутадиенстирол) с малеиновым ангидридом в качестве привитого компонента, ЭПДК (тройной этиленпропилендиеновый каучук), СЭБС (этиленстиролный и бутадиенстирольный) и т.п., а также малеинизированные этиленовые сополимерные эластомеры, например малеинизированный этиленпропилен (ЭПК), этиленбутилен, этиленгексен, этиленоктен, этилендецен, этиленпропилендиен (ЭПДК), этиленвинилацетат, этиленметилакрилат, этиленэтилакрилат, этилен-акриловая кислота и т.п., и их смеси. Кроме того, к потенциально подходящим эластомерам относятся привитой сополимер ЭПДК и стирола, ЭПДК и акрилонитрила, а также их модифицированные малеиновой кислотой типы; сополимер стирола и малеиновой кислоты; реакционноспособная термопластичная феноксисмола; и их смеси.
Количество вторичного эластомера, функционализированного или нефункционализированного, если таковой присутствует, обычно составляет менее 20 мас.%, предпочтительно менее 10 мас.%; как правило, 0,5-20 мас.%; например, 5-15 мас.%; например, 7,5-12,5 мас.%.
Описанные здесь композиции могут содержать один или несколько компонентов-наполнителей, таких как карбонат кальция, глина, слюда, диоксид кремния и силикаты, тальк, диоксид титана, крахмал, и другие органические наполнители, такие как древесная мука и углеродная сажа. К подходящим наполнителям относятся углеродная сажа, например газовая канальная сажа, печная сажа, термическая сажа, ацетиленовая сажа, ламповая сажа, модифицированная углеродная сажа, например углеродная сажа, обработанная или покрытая диоксидом кремния, и т.п. Предпочтительно используют активную углеродную сажу. Наполнитель может также включать другие усиливающие или не усиливающие материалы, такие как диоксид кремния, глина, карбонат кальция, тальк, диоксид титана и т.п. Содержание наполнителя может составлять от 0 до 30 мас.% эластомера, присутствующего в композиции.
В композиции может также присутствовать слоистая, интеркалированная (включенная в виде прослойки) или диспергированная глина. Такие виды глины, называемые также наноглины, хорошо известны. Разбухающие слоистые глины, подходящие для задач, поставленных в настоящем описании, включают натуральные или синтетические филлосиликаты, в частности смектические глины, такие как монтмориллонит, нонтронит, бейделлит, волконскоит, лапонит, гекторит, сапонит, соконит, магадит, кеньяит, стевенсит и т.п., а также вермикулит, галлуазит, оксиды алюмината, гидроталькит и т.п. Эти слоистые глины обычно включают частицы, содержащие множество силикатных пластинок, обычно имеющих толщину 4-20 Å в одном варианте осуществления изобретения и 8-12 Å в другом варианте осуществления изобретения, связанных вместе и содержащих способные к обмену катионы, например Na+, Са+2, К+ или Mg+2, находящиеся на поверхностях промежуточных слоев.
Слоистую глину можно интеркалировать и расслаивать (ламинировать) путем обработки органическими молекулами (агентами, вызывающими набухание), способными подвергаться ионообменным реакциям с катионами, находящимися на поверхностях промежуточных слоев слоистого силиката. К подходящим агентам, вызывающим набухание, относятся катионогенные поверхностно-активные вещества, такие как аммоний, алкиламины или алкиламмоний (первичный, вторичный, третичный и четвертичный), фосфоний или сульфониевые производные алифатических, ароматических или арилалифатических аминов, фосфины и сульфиды.
Количество слоистой, интеркалированной или диспергированной глины, если таковая имеется, включенной в описанные здесь композиции, должно быть достаточным для улучшения механических или защитных свойств композиции, например предела прочности при растяжении или воздухопроницаемости и проницаемости кислорода. Количество обычно может составлять от 0,5 до 15 мас.% в одном варианте осуществления изобретения, или 1-10 мас.% в другом варианте осуществления изобретения, или 1-5 мас.% в еще одном варианте осуществления изобретения, в расчете на содержание полимера в композиции.
Используемый здесь термин "технологическое масло" означает как технологические масла, полученные из нефти, так и синтетические пластификаторы. Технологическое масло или масло-пластификатор может присутствовать в воздухонепроницаемых композициях. Такие масла в основном используются для улучшения переработки композиции в процессе изготовления слоя, например смешивания, каландрования и т.д. Подходящие масла-пластификаторы, в частности, для компонента (-ов) эластомера включают сложные эфиры алифатической кислоты или углеводородные масла-пластификаторы, такие как вазелиновое (парафиновое) или нафтеновое нефтяные масла. Предпочтительным маслом-пластификатором для использования в стандартных композициях для внутреннего герметизирующего слоя, не содержащих ДВС и техническую смолу, является вазелиновое нефтяное масло; к подходящим углеводородным маслам-пластификаторам, используемым в таких внутренних герметизирующих слоях, относятся масла, имеющие ниже указанные основные характеристики.
Обычно технологическое масло можно выбирать из группы, включающей вазелиновые (парафиновые) масла, ароматические масла, нафтеновые масла и полибутеновые масла. Полибутеновое технологическое масло представляет собой низкомолекулярный (менее 15000 Мн) гомополимер или сополимер полученных из олефинов звеньев, имеющих от 3 до 8 атомов углерода, более предпочтительно 4-6 атомов углерода. В другом варианте осуществления изобретения полибутеновое масло - это гомополимер или сополимер рафината С4. Технологические масла для каучуков (мягчитель с фирменным названием "раббер ойл") также имеют маркировки ASTM (Американское общество по испытанию материалов) в зависимости от того, относятся ли они к классу вазелиновых, нафтеновых или ароматических углеводородных технологических масел. Используемое технологическое масло должно быть того типа, который обычно используется вместе с каким-либо типом каучукового компонента, и химик-специалист в области каучуков определяет, какой тип масла следует использовать с определенным каучуком в каждом конкретном случае. В композиции термоэластопласта содержание масла может составлять от 0, или 0,5, или 1 мас.% до 20, или 40 мас.% всей композиции; предпочтительно масло не включают в состав, чтобы обеспечить максимальную непроницаемость композиции.
Минимизация различий в вязкости каучукового компонента и технологической смолы во время смешивания и (или) переработки улучшает равномерность перемешивания и морфологию (структуру) тонкодисперсной смеси, иными словами, мелких диспергированных частиц вулканизованного каучука, что существенно улучшает механические свойства, а также требуемую характеристику проницаемости смеси. Однако вследствие активации потока и сдвига для некоторых каучуков типична характеристика уменьшения вязкости. Ввиду более низкой вязкости FIMS при высоких скоростях сдвига и температурах, если для компонента марки Найлон следует выбирать такую же вязкость, как у каучука, то для дополнительного снижения вязкости необходимо использовать либо марки низкомолекулярного Найлон с более низкой вязкостью, либо марки компонента Найлон в смеси с пластификатором, или комбинацию этих двух вариантов.
В некоторых вариантах осуществления изобретения пластификатор смешивают со смесью эластомера на основе изобутилена и термопласта, К подходящим пластификаторам относятся имеющиеся в продаже пластификаторы разных торговых марок, в том числе, SunmideTM (поставки компании Сэнва Кемикл Индастри Ко., Лтд. /Sanwa Chemical Industry Co., Ltd./) и Uni-Rez™ (поставки компании Аризона Кемикл /Arizona Chemical/). Такие материалы обычно имеют молекулярную массу менее 20000 дальтон; например, 1000-18000 дальтон; предпочтительно 3000-17000 дальтон, и имеют температуру воспламенения более 250°С, температуру хрупкости менее -20°С и температуру размягчения примерно менее 180°С.
Кроме того, подходящие низкомолекулярные амиды при температуре 200°С показывают вязкость менее 15 Паскаль-секунда (Па·с); или же 0,05-12 Па·с; предпочтительно 0,2-10 Па·с. На рынке имеются подходящие продукты, охватывающие все вышеуказанные пределы вязкости, в том числе: продукты торговой марки Sunmide, имеющие вязкость в пределах от 0,25 Па·с до 0,60 Па·с, измеренную при 190°С; и 0,4 Па·с-15 Па·с, измеренную при 200°С; а также продукты торговой марки Uni-Rez 2611-2722, причем специально включающие марки 2614, имеющие вязкость 1,1, марку 2633, имеющую вязкость 4,3, и марку 2653, имеющую вязкость 7,5; все значения измерены при температуре 200°С.
Типичные пластификаторы могут быть выбраны из группы, включающей фталатные пластификаторы, пластификаторы на основе эфира адипиновой кислоты, фосфатные пластификаторы, пластификаторы на основе эфира гликолевой кислоты, сульфамидные (сульфонамидные) пластификаторы, пластификаторы на основе эфира тримеллитовой кислоты и полимерные пластификаторы, в частности низкомолекулярные пластификаторы марки Найлон. Предпочтительные пластификаторы выбирают из группы, включающей фталатные пластификаторы, пластификаторы на основе эфира адипиновой кислоты и сульфамидные пластификаторы. К подходящим пластификаторам относятся, например, дибутилфталат, дициклогексилфталат, диэтилфталат, диизодецилфталат, диметилфталат, ди(2-этилгексил)фталат, дифенилфталат, диундецилфталат, смешанный диалкилфталат, бутилбензилфталат, бензилфталат, ди(2-этилгексил)адипат, смешанный диалкиладипат, трибутоксиэтилфосфат, трибутилфосфат, трикрезилфосфат, трифенилфосфат, крезилдифенилфосфат, 2-этилгексилдифенилфосфат, изодецилдифенилфосфат, бутилфталилбутилгликолят, метилфталилэтилгликолят и смешанный алкилтримеллитат. Сульфамидные пластификаторы, такие как алкил- или арилсульфамиды, включают предпочтительную группу пластификаторов для полиамидов, в том числе, например, н-бутилбензилсульфамид, н-циклогексил-пара-толуолсульфамид, орто-, пара-толуолсульфамид, н-этил-орто, пара-толуолсульфамид и н-этил-орто-толуолсульфамид. В другом варианте осуществления изобретения технологические масла, такие как нафтеновое, ароматическое нефтяное или парафиновое (вазелиновое) масло для наполнения, могут присутствовать в пределах 1-5 на 100 частей каучука. В еще одном варианте осуществления изобретения нафтеновое масло, алифатическое углеводородное масло, парафиновое и другие ароматические нефтяные масла в композиции в основном отсутствуют. Выражение "в основном отсутствуют" означает, что нафтеновое масло, алифатическое углеводородное масло, парафиновое, минеральное и другие ароматические нефтяные масла, если вообще присутствуют в композиции, то в пределах не более 2 на 100 частей. В любом случае пластификаторы могут присутствовать с эластомером в непрерывном отрезке эластомерного материала в пределах от 0,5, или 1, или 2, или 3, или 4, или 5 до 10 или 15, или 20 мас.% по весу композиции, в которую они добавлены при составлении смеси, или по весу непрерывного отрезка эластомерного материала.
Что касается упоминаемых здесь эластомеров, термины "отвержденный", "вулканизованный" или "сшитый (структурированный)" имеют отношение к химической реакции, включающей образование связей, например, в процессе удлинения цепи, или поперечных связей (мостиков) между полимерными цепями, включая полимер или эластомер, до такой степени, что эластомер, подвергающийся такому процессу, может в результате реакции структурирования приобрести функциональные качества (характеристики), необходимые при использовании шины. Обычно эластомерные композиции, используемые для получения описанных здесь непрерывных отрезков эластомерного материала, если не полностью, то по меньшей мере частично, являются "сшитыми" до их нагревания с целью удаления пластификатора и до компоновки в шину. Образование трехмерной структуры (сшивание) или вулканизация осуществляются путем введения вулканизующих веществ и (или) ускорителей; смесь таких веществ в целом обычно называют вулканизующей "группой". К вулканизующим веществам относятся те вышеописанные компоненты, которые облегчают или оказывают влияние на вулканизацию эластомеров, и, как правило, включают металлы, оксиды металлов, ускорители, серу, пероксиды и другие вещества, общеизвестные в данной области техники. Сшивающие агенты и вулканизующие вещества включают по меньшей мере одно из ниже перечисленных веществ, например серу, оксид цинка и жирные кислоты, а также их смеси. Можно использовать также пероксидсодержащие вулканизующие группы. Обычно полимерные композиции можно сшивать путем добавления вулканизующих веществ, например серы, оксидов металлов (т.е. оксида цинка), металлоорганических соединений, инициаторов радикалоцепной полимеризации и т.д., и нагревания композиции или смеси.
Обычно термин "динамическая вулканизация" используется для обозначения способа вулканизации, в котором термопластическую или техническую смолу и по меньшей мере один способный к вулканизации эластомер смешивают в условиях большого сдвигающего усилия и высокой температуры в присутствии вулканизующего вещества или вулканизующей группы для эластомера (-ов). В результате эластомер оказывается одновременно сшитым и диспергированным в виде частиц, предпочтительно в виде микрогеля, в смоле, которая образует прочную (сплошную) матрицу. Полученная композиция известна в данной области техники как "динамически вулканизованная смесь" или ДВС. Динамическая вулканизация обычно осуществляется путем смешивания компонентов при температуре, которая около или выше температуры вулканизации эластомера и около или выше температуры плавления смолы, с использованием такого оборудования, как вальцы (вальцовые мельницы), смесители Бенбери (Banbury), смесители непрерывного действия, пластикаторы или экструдеры-смесители (например, двухшнековые экструдеры).
Вулканизующее (-ие) вещество (-а), с использованием или без использования по меньшей мере одного ускорителя, в данной области техники часто называют вулканизующей "группой" для эластомера (-ов). Использование вулканизующей группы обусловлено тем, что, как правило, для положительного результата используются несколько вулканизующих веществ, в частности, если используется смесь эластомера с высоким содержанием звеньев диена и менее реакционноспособного эластомера. Более того, свойства вулканизующей группы могут быть адаптированы для способа смешивания, так чтобы удовлетворять условиям для требуемых непрерывных отрезков эластомерного материала. Например, для определения чувствительности присутствующего в композиции конкретного эластомера (-ов) к вулканизации, эластомер (-ы) и вулканизующую группу можно смешивать способами, известными специалистам в данной области техники, например на вальцах, в смесителе Бенбери или в экструдере-смесителе. Образец этой смеси, часто называемый ускоренно полученной смесью, можно вулканизовать в статическом режиме, например, в виде тонкого листа, с использованием пресс-формы, которую подвергают воздействию тепла и давления в прессе. Затем образцы ускоренно полученных тонких листов, вулканизованные в течение постепенно увеличивающихся периодов времени и (или) при высоких температурах, испытывают на механические (деформационно-прочностные) свойства и (или) на плотность полимерной сетки для определения степени вулканизации. (Подробное описание имеется в "American Society for Testing and Materials" ("Американское общество по испытанию материалов"). Standard (Стандарт) ASTM D412.)
Или же степень вулканизации ускоренно полученной смеси можно измерить с помощью пластометра с осциллирующим диском (подробно описанным в "Американское общество по испытанию материалов", Стандарт ASTM D2084). После этого можно скорректировать общую продолжительность и температуру способа динамической вулканизации, так чтобы присутствующие в композиции вулканизующиеся эластомеры имели степень вулканизации, достаточную для обеспечения требуемых свойств термопластичной смеси, частью которой они являются, например, для обеспечения непроницаемого барьера для воздуха и текучей среды, такого как внутренний герметизирующий слой в шине.
Специалистам в данной области техники будет очевидно, что способный к вулканизации эластомер, например галогенированный изобутиленовый эластомер, такой как FIMS или BIMS (или смесь этих эластомеров), вулканизуется по меньшей мере до 50% максимальной степени вулканизации ("частичная" вулканизация), на которую он способен на основе вулканизующей группы, продолжительности и температуры вулканизации, причем, как правило, степень вулканизации такого эластомера превышает 50% максимальной степени. Так как второй эластомер также может представлять собой эластомер, способный к вулканизации, то, когда этот второй эластомер вулканизуется, например, в соответствии с описанной здесь технологией динамической вулканизации, обычно он также вулканизуется по меньшей мере до 50% максимальной степени вулканизации, на которую он способен на основе его вулканизующей группы, а также продолжительности и температуры обработки. Эти два эластомера можно также вулканизовать по-разному. В любом случае один эластомер вулканизован лишь частично, если степень вулканизации составляет менее 90, или 80, или 70, или 60, или 50%. Или же, как здесь рассматривалось, этот второй эластомер может быть также привитым, сшитым и (или) соединенным с полиамидной смолой, с использованием или без использования вулканизующих групп, так что степень его вулканизации не является каким-либо пределом при условии его достаточного диспергирования в виде достаточно мелких частиц, чтобы обеспечить свойства, требуемые для области применения этой композиции.
Вулканизующая группа может быть диспергирована в соответствующей концентрации в эластомерном компоненте, причем эластомерный компонент может содержать один или несколько наполнителей, удлинителей и (или) пластификаторов, например путем смешивания эластомера и компонентов вулканизующей группы на стадии способа, предшествующей добавлению эластомерсодержащей композиции к термопласту с применением смесительного оборудования, широко используемого для этой цели в каучуковой промышленности, например, вальцы для эластомера, смеситель Бенбери, экструдер-смеситель и т.п. Такое смешивание обычно называют ускорением получения композиции эластомера. В частном варианте осуществления изобретения обычно присутствует по меньшей мере одно вулканизующее вещество в пределах 0,1-15 на 100 частей каучука; или же 0,5-10 на 100 частей каучука. В данной области техники хорошо известно, что вулканизующие вещества и ускорители можно смешивать.
Предпочтительные полимерные компоненты в качестве способного к вулканизации компонента (-ов) включают галогенированные изобутиленсодержащие сополимеры, например галогенированный бутилкаучук, такой как хлорбутилкаучук или бромбутилкаучук и бромированный поли(сополимер изобутилена и параметилстирола) (сополимер BIMS), а также термопластичный полимер, такой как Найлон или смесь разных полимеров марки Найлон. В частности, рекомендуется, чтобы описанные здесь динамически вулканизованные смеси включали галогенированный эластомерный компонент (-ы) в виде диспергированных, частично или полностью вулканизованных мелких частиц в матрице (непрерывной фазе) технологической смолы.
При прессовании или формовании раздувом (выдувном формовании) композиции термопластичного эластомера, получаемой в виде листа, тонкого слоя (пленки) или рукава (непрерывного отрезка эластомерного материала) с помощью Т-образной экструзионной головки для экструзии листов, прямой или поперечной экструзионной головки, цилиндрической прессформы для накачивания и охлаждения под давлением и т.д. на конце одночервячного экструдера (шприц-машины) или при каландровании можно использовать эту композицию в качестве слоя, предотвращающего проникновение воздуха, например внутреннего герметизирующего слоя пневматической шины, и в качестве элемента или слоя (пленки) для рукава и т.д. Описанные здесь композиции термопластичного эластомера (термоэластопласта) можно сматывать в стренги (пучки), гранулировать, затем формовать с использованием одночервячной шприц-машины, обычно применяемой для смолы.
Лист или трубчатое формованное изделие, полученные таким образом, можно эффективно использовать для внутреннего герметизирующего слоя пневматической шины, или камеры рукава, или чехла рукава с низкой газопроницаемостью. Более того, такое свойство, как низкая проницаемость композиции, делает ее пригодной для использования с другими текучими средами помимо газов, например такими жидкостями, как вода, гидравлическая жидкость, тормозная жидкость, жидкий теплоноситель и т.д., при условии, что слой, находящийся в непосредственном контакте с текучей средой, обладает соответствующей стойкостью к транспортируемой текучей среде.
Примеры
Первую серию экспериментов проводили с использованием нижеперечисленных материалов и методик, данные по которым обобщены в таблице 1 и на фиг.3. Непрерывный отрезок эластомерного материала, который использовали в этом примере, представлял собой непрерывный, в основном, плоский лист из ДВС, содержащей 63 части найлон 6 и 66 (UBE 5033В) на 100 частей каучука и 100 частей бромированного поли(сополимера изобутилена с параметилстиролом) на 100 частей каучука (0,75 мол.% Вr, 5 мас.% параметилстирола в сополимере), с 27 частями бутилбензилсульфонамида ("ББСА") на 100 частей каучука, с 10 частями малеинизированного этиленэтилакрилата на 100 частей каучука, 2,5 частями талька SG2000 на 100 частей каучука и менее чем с 1 частью каждого из следующих веществ на 100 частей каучука: Irganox™ 1098, Tinuvin™ 622LD, йодид меди, оксид цинка, стеарат цинка и стеариновая кислота.
Использовали печь длиной 60 футов и с температурой 180°С; ширина непрерывного листа составляла 20 дюймов (510 мм), а средняя толщина - 217 мкм. В частности, для нагревания непрерывного листа ДВС применяли следующую методику:
1. Установить заданные значения для печи на 180°С. Печь имеет длину 60 футов; канальная печь с потоком горячего воздуха, верхним и нижним обогревом. Таким образом, имеются шесть заданных значений.
2. Использовать направляющую для заправки конвейера через направляющие валики, печь и затем к перемоточному устройству.
3. Установить рулон ДВС на размоточное устройство.
4. Протереть конец поверхности листа ДВС ацетоном, соединить внахлест (срастить) и закрепить направляющую на листе ДВС.
5. Пропускать лист ДВС со скоростью, указанной в таблице 1.
6. Перемотать лист ДВС с натяжением менее 1 фунт/дюйм.
7. Снять образец с верха рулона на перемоточном устройстве.
8. Полученные данные зарегистрированы в таблице 1.
Остаточный ББСА определяли методом конфокальной рамановской микроскопии. Все спектры были получены с применением лазера 785 нм и объектива 40х (с 40-кратным увеличением), 0,6 NA Plan Fluor air objective. Образец пленки помещали под объектив, и поверхность находилась в фокусе, когда картина интерференционных полос (интерферограмма) лазера давала минимальный размер пятна. Мнимый фокус опускали приблизительно на 10 мкм ниже поверхности для сбора спектральных данных. Получили 100 спектров, каждый из которых расположен сбоку на расстоянии в один микрон. Для каждого зарегистрированного спектра обеспечили два сбора данных в течение 5 секунд и усреднили их, так что космические лучи удалось удалить из данных. После сбора данных из каждого спектра вычитали полином второго порядка для устранения смещения и выравнивания основной (базовой) линии. Спектры с уровнями флуоресценции, которые делают данные неразборчивыми, не включены в среднее значение. Предполагается, что это - обоснованный шаг, так как ни один из четырех вышеуказанных компонентов не показывает заметной флуоресценции. В аналогичных условиях были также получены чистые спектры компонентов бромированного поли(сополимера изобутилена и параметилстирола), найлон 6 и 66, AR201 (малеинизированный этиленэтилакрилат) и ББСА; при более коротком сборе данных получили только один спектр, и глубина проникновения в материал не имела значения. Для подбора чистых спектров компонентов для каждого из 100 спектров пленки (каждый спектр пленки подбирали независимо) использовали наиболее распространенный линейный метод наименьших квадратов в рамках программного обеспечения WitecTM Project. Часть спектра, используемая для анализа методом наименьших квадратов, составляла 680-1800 см-1. Выходные данные анализа методом наименьших квадратов в программном обеспечении были преобразованы в процентную концентрацию путем суммирования 4 выходных величин на основе программного обеспечения и деления каждой отдельной величины на общую сумму. В результате получали набор из четырех выходных данных, представляющих собой процентную концентрацию каждого отдельного компонента в каждой из 100 точек сбора данных. Для этих 100 точек сбора данных находили среднее значение и сообщали этот результат.
Вторую серию экспериментов осуществляли с использованием непрерывного отрезка эластомерного материала, имеющего тот же состав, какой указан выше, и пропускаемого через печь, как изображено на фиг.1. Три образца, образцы А, Б и В, пропускали по порядку в указанных ниже режимах и обобщали данные в таблице 2; при этом "контрольным" образцом служила пленка до термообработки:
Режим 1:
- Образцы выдавливали из пленки с использованием кольцевой экструзионной головки 3,5 дюйма, пропуская при температуре 160°С.
- Образец 1 с очень маленьким сужением (шейкой) (5 мм).
- В пленке осталось около 3-4% ББСА.
- Пленка обладает определенной собственной клейкостью.
Режим 2:
- Повышение температуры до 180°С.
- Небольшое уменьшение натяжения.
- ББСА составляет только около 7%.
- Пленка Б оказывается темнее и прочнее, чем А.
Режим 3:
- Такой же, как режим 2, при скорости 4 фута в минуту.
Различные характеристики образцов А, Б и В по отношению к контрольному образцу были определены и обобщены в таблицах 3 и 4.
По возможности для определения физических свойств ДВС проводили стандартные испытания в соответствии с АСТМ (см. таблицу 1). Механические (деформационно-прочностные) свойства (предел прочности при растяжении, относительное удлинение при разрыве, величины модуля, энергия разрушения) определяли при температуре помещения с использованием разрывной машины марки "Инстрон 4204". Измерения предела прочности при растяжении (прочности на разрыв) проводили при температуре окружающей среды при ширине образцов (имеющих форму собачьей кости) 0,16 дюймов (0,41 см) и длине 0,75 дюймов (1,91 см) (между двумя концами). Толщину образцов изменяли и измеряли вручную с использованием толщиномера компании Маар Федерал Инк. (Mahr Federal Inc.) Образцы растягивали со скоростью направляющей головки 20 дюймов/мин (51 см/мин) и регистрировали данные испытаний механических свойств. Записывали средний показатель механических свойств по меньшей мере трех образцов. Твердость по Шору замеряли при температуре помещения с использованием твердомера Цвика (Zwick) через 15 секунд после индентирования (погружения индентора). Вязкость LCR измеряли с использованием капиллярного вискозиметра Dynisco при соотношении L/D (длина/диаметр), равном 30/1, при температуре 220°С и 1200 л/сек. Температуру плавления измеряли путем дифференциальной сканирующей калориметрии при 107 мин.
Испытание на проницаемость проводили в соответствии с приведенным ниже описанием. Все образцы получали путем прямого прессования в пресс-форме с постепенным охлаждением, чтобы обеспечить получение бездефектных подкладок. Для образцов эластомера использовали пресс для компрессионного (прямого) прессования и вулканизации. При использовании дорнового пресса обычная толщина подкладки, полученной путем компрессионного прессования, составляет примерно 0,38 мм; затем из вулканизованных в форме подкладок вырубали диски диаметром 2 дюйма для испытания на проницаемость. До измерения эти диски выдерживали (доводили до кондиционного состояния) в течение ночи в вакуумной печи при 60°С. Измерения проницаемости кислорода проводили с использованием прибора для определения проницаемости Мосоn OX-TRAN 2/61 при температуре 40°С по принципу, описанному R.A. Pasternak и др. в Journal of Polymer Science, 8: часть А-2 467 (1970). Подготовленные таким образом диски закрепляли на шаблоне и уплотняли вакуумной консистентной смазкой. С одной стороны диска поддерживали постоянный поток кислорода со скоростью 10 мл/мин, тогда как с другой стороны диска поддерживали постоянный поток азота со скоростью 10 мл/мин. С помощью датчика кислорода на стороне азота можно было со временем наблюдать повышение концентрации кислорода на стороне азота. Время, необходимое для проникновения кислорода через диск или для достижения постоянного значения концентрации кислорода на стороне азота, записывается и используется для определения проницаемости газообразного кислорода.
После описания отрезков эластомерного материала и способа их обработки, а также способов формирования герметизирующего слоя пневматической шины и шины здесь описаны следующие варианты осуществления настоящего изобретения.
1. Способ изготовления непрерывного отрезка эластомерного материала для герметизирующего слоя пневматической шины, включающий:
обеспечение непрерывного отрезка эластомерного материала, содержащего пластификатор и эластомер;
нагревание непрерывного отрезка эластомерного материала в течение времени воздействия при температуре, которая не более чем на 15, или 10, или 5, или 0°С выше температуры воспламенения (вспышки) пластификатора; и
охлаждение отрезка для образования термообработанного непрерывного отрезка эластомерного материала, содержание пластификатора в котором меньше содержания пластификатора в непрерывном отрезке эластомерного материала.
2. Способ изготовления пневматической шины, включающий способ по варианту 1 осуществления изобретения, дополнительно включающий:
разрезание термообработанного непрерывного отрезка эластомерного материала или слоистого материала, включающего этот термообработанный непрерывный отрезок, для формирования элемента внутреннего герметизирующего слоя пневматической шины и сращивание концов элемента внутреннего герметизирующего слоя пневматической шины для формирования внутреннего герметизирующего слоя пневматической шины, при котором стадия удаления пластификатора с поверхности в основном отсутствует.
3. Способ по варианту 1 или 2 осуществления изобретения, в котором содержание пластификатора в термообработанном непрерывном отрезке эластомерного материала по меньшей мере на 10, или 20, или 30, или 40, или 50, или 60, или 70, или 80, или 90% ниже, чем содержание пластификатора в непрерывном отрезке эластомерного материала.
4. Способ изготовления пневматической шины, включающий способ по варианту 1 осуществления изобретения и дополнительно включающий:
разрезание термообработанного непрерывного отрезка эластомерного материала или слоистого материала, включающего этот термообработанный непрерывный отрезок, причем этот отрезок имеет вид рукава, для формирования внутреннего герметизирующего слоя пневматической шины в виде рукава и введение этого внутреннего герметизирующего слоя пневматической шины в виде рукава в шину.
5. Способ изготовления непрерывного отрезка эластомерного материала для внутреннего герметизирующего слоя пневматической шины, включающий:
обеспечение непрерывного отрезка эластомерного материала, содержащего пластификатор и эластомер;
разрезание непрерывного отрезка эластомерного материала для формирования элемента внутреннего герметизирующего слоя пневматической шины;
нагревание элемента внутреннего герметизирующего слоя пневматической шины в течение времени воздействия при температуре, которая не более чем на 15, или 10, или 5, или 0°С выше температуры воспламенения пластификатора; и
охлаждение элемента внутреннего герметизирующего слоя пневматической шины для формирования термообработанного внутреннего герметизирующего слоя пневматической шины, содержание пластификатора в котором меньше содержания пластификатора в непрерывном отрезке эластомерного материала.
6. Способ изготовления пневматической шины, включающий способ по варианту 5 осуществления изобретения и дополнительно включающий:
сращивание (взаимное соединение) концов элемента термообработанного внутреннего герметизирующего слоя пневматической шины для формирования внутреннего герметизирующего слоя пневматической шины, при котором стадия удаления пластификатора с поверхности в основном отсутствует.
7. Способ изготовления пневматической шины, включающий способ по варианту 5 осуществления изобретения и дополнительно включающий:
обеспечение термообработанного внутреннего герметизирующего слоя пневматической шины или слоистого материала, включающего термообработанный внутренний герметизирующий слой пневматической шины, причем этот внутренний герметизирующий слой имеет вид рукава, и внедрение этого внутреннего герметизирующего слоя пневматической шины в виде рукава в шину.
8. Способ по одному из предыдущих вариантов осуществления изобретения, в котором воздухопроницаемость термообработанного непрерывного отрезка эластомерного материала по меньшей мере на 10, или 30, или 50, или 100, или 200% ниже, чем воздухопроницаемость непрерывного отрезка эластомерного материала.
9. Способ по одному из предыдущих вариантов осуществления изобретения, в котором формируют слоистый материал, включающий термообработанный непрерывный отрезок эластомерного материала и по меньшей мере один слой связующего вещества (адгезива).
10. Способ по варианту 9 осуществления изобретения, в котором связующее вещество содержит полимер с функциональными полярными группами и в частном варианте осуществления изобретения выбирается из группы, включающей сополимеры стирола, эпоксидированные сополимеры стирола, сополимеры на основе изобутилена, малеинизированные сополимеры стирола, малеинизированные сополимеры на основе изобутилена и их соединения.
11. Способ по одному из предыдущих вариантов осуществления изобретения, в котором коэффициент пенетрации для термообработанного отрезка эластомерного материала и (или) элемента внутреннего герметизирующего слоя пневматической шины или внутреннего герметизирующего слоя составляет менее 60, или 50, или 40 см3·мм/м2·сутки или в котором коэффициент проницаемости составляет менее 1,000, или 0,500, или 0,100, или 0,080 см3·мм/м2·сутки·мм рт.ст.
12. Способ по одному из предыдущих вариантов осуществления изобретения, в котором непрерывный отрезок эластомерного материала подвергают воздействию кислорода на стадии нагревания.
13. Способ по одному из предыдущих вариантов осуществления изобретения, в котором в процессе нагревания образуется изделие, которое получают из непрерывного отрезка эластомерного материала для дополнительной обработки или утилизации.
14. Способ по одному из предыдущих вариантов осуществления изобретения, в котором непрерывный отрезок эластомерного материала содержит эластомер на основе изобутилена.
15. Способ по одному из предыдущих вариантов осуществления изобретения, в котором непрерывный отрезок эластомерного материала содержит (в основном состоит из) динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола).
16. Способ по одному из предыдущих вариантов осуществления изобретения, в котором над непрерывным отрезком эластомерного материала во время нагревания продувают постоянный или в основном постоянный поток газа.
17. Способ по одному из предыдущих вариантов осуществления изобретения, в котором непрерывный отрезок эластомерного материала свернут в рулон, который разматывают, когда нагревают по меньшей мере часть размотанного участка непрерывного отрезка эластомерного материала.
18. Способ по варианту 17 осуществления изобретения, в котором в непрерывном отрезке эластомерного материала в процессе нагревания поддерживают натяжение менее 5,0, или 4,0, или 3,0, или 2,0, или 1,0, или 0,5 (г/см·мкм).
19. Способ по одному из предыдущих вариантов осуществления изобретения, в котором пластификатор выбирают из группы, включающей алкил- или арилсульфонамиды, алкил- или арилфталаты, алкил- или арилфосфаты, адипаты (адипинаты), эфиры гликолевой кислоты, вазелиновое (минеральное) масло, полиолефиновые масла, парафиновые масла и их соединения.
20. Способ по одному из предыдущих вариантов осуществления изобретения, в котором пластификатором является алкил- или арилсульфонамид.
21. Способ по одному из предыдущих вариантов осуществления изобретения, в котором пластификатор присутствует в непрерывном отрезке эластомерного материала в пределах от 1, или 2, или 3, или 4, или 6 мас.% до 10, или 15, или 20, или 25, или 30 мас.% по весу непрерывного отрезка эластомерного материала.
22. Способ по одному из предыдущих вариантов осуществления изобретения, в котором термообработанный непрерывный отрезок эластомерного материала содержит менее 10, или 8, или 6, или 4, или 2, или 1, или 0,5 мас.% пластификатора по весу термообработанного непрерывного отрезка эластомерного материала.
23. Способ по одному из предыдущих вариантов осуществления изобретения, в котором непрерывный отрезок эластомерного материала не контактирует с растворителем.
24. Способ по одному из предыдущих вариантов осуществления изобретения, в котором время пребывания (в печи) составляет от 30 секунд или 1, или 2, или 5 минут до 8, или 10, или 15, или 20, или 30, или 60 минут.
25. Внутренний герметизирующий слой пневматической шины, изготовленный способом по одному из предыдущих вариантов осуществления изобретения.
26. Пневматическую шину, изготовленную способом по одному из предыдущих вариантов осуществления изобретения.
27. Способ изготовления непрерывного листа эластомерного материала для внутреннего герметизирующего слоя пневматической шины, включающий:
обеспечение непрерывного в основном плоского листа, имеющего среднюю толщину в пределах от 10, или 20, или 40, или 50 мкм до 200, или 250, или 300, или 400, или 500 мкм и содержащего (или в основном состоящего из) динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также пластификатор - алкил- или арилсульфонамид в количестве по меньшей мере 10 мас.% по весу непрерывного в основном плоского листа;
нагревание в присутствии текучей кислородсодержащей среды по меньшей мере одной поверхности непрерывного в основном плоского листа в течение по меньшей мере 30 секунд при температуре в диапазоне от 60°С до 190, или 185, или 180, или 170, или 160 либо 180, или 200, или 220, или 250°С, в то время как натяжение непрерывного отрезка эластомерного материала составляет менее 5,0, или 4,0, или 3,0, или 2,0, или 1,0, или 0,5 г/см·мкм;
извлечение (вытягивание) продукта реакции, образовавшегося во время нагревания; и
охлаждение непрерывного листа для формирования термообработанного непрерывного в основном плоского листа, содержание пластификатора в котором меньше содержания пластификатора в непрерывном в основном плоском листе.
28. Способ по варианту 27 осуществления изобретения, в котором лист нагревают путем конвективного теплообмена с горячим воздухом.
29. Способ по вариантам 27 и 28 осуществления изобретения, в котором непрерывный в основном плоский лист имеет вид рулона, который разматывают и пропускают через печь, так что по меньшей мере часть по меньшей мере одной поверхности листа нагревается в течение времени пребывания в печи; затем нагретую часть вначале непрерывного в основном плоского листа транспортируют из печи, чтобы охладить и свернуть в рулон.
30. Способ изготовления пневматической шины, включающий способ по вариантам 27-29 осуществления изобретения и дополнительно включающий:
разрезание термообработанного непрерывного в основном плоского листа для формирования элемента внутреннего герметизирующего слоя пневматической шины и сращивание концов элемента внутреннего герметизирующего слоя пневматической шины для формирования внутреннего герметизирующего слоя пневматической шины, при котором стадия удаления пластификатора с поверхности в основном отсутствует.
31. Пневматическую шину, включающую внутренний герметизирующий слой пневматической шины, в основном состоящий из динамически вулканизованной смеси технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также из пластификатора - алкил- или арилсульфонамида в количестве менее 10, или 8, или 6, или 4, или 2, или 1, или 0,5 мас.% по весу внутреннего герметизирующего слоя.
32. Пневматическую шину по варианту 31 осуществления изобретения, в которой внутренний герметизирующий слой имеет среднюю толщину в пределах от 10, или 20, или 40, или 50 мкм до 200, или 250, или 300, или 400, или 500 мкм.
33. Пневматическую шину по варианту 31 осуществления изобретения, в которой технической смолой является Найлон.
34. Пневматическую шину по варианту 31 осуществления изобретения, в которой функционализированным поли(сополимером изобутилена и алкилстирола) является бронированный поли(сополимер изобутилена и пара-метилстирола).
Кроме того, в настоящей заявке раскрыто использование внутреннего герметизирующего слоя пневматической шины при изготовлении шины, причем внутренний герметизирующий слой содержит (или в основном состоит из) динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также пластификатор - алкил- или арилсуфонамид в количестве менее 10, или 8, или 6, или 4, или 2, или 1, или 0,5 мас.% по весу внутреннего герметизирующего слоя. Компоненты внутреннего герметизирующего слоя могут быть дополнительно раскрыты, включая способ его изготовления, описанный в настоящей заявке.
В настоящей заявке раскрыто также использование непрерывного отрезка эластомерного материала при изготовлении шины, причем отрезок содержит (или в основном состоит из) динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также пластификатор - алкил- или арилсуфонамид в количестве по меньшей мере 10 мас.% по весу отрезка. Компоненты отрезка могут быть дополнительно раскрыты, включая его последующую термообработку и разрезание, описанные в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТУРИРОВАННЫЕ ВНУТРЕННИЕ ПРОКЛАДКИ ДЛЯ ШИН И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2558350C2 |
| СТАБИЛИЗИРОВАННЫЕ КОМПОЗИЦИИ НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДИНАМИЧЕСКОЙ ВУЛКАНИЗАЦИИ ДЛЯ ИСПОЛЬЗОВАНИЯ В БАРЬЕРНЫХ ИЗДЕЛИЯХ ДЛЯ ТЕКУЧИХ СРЕД | 2008 |
|
RU2495064C2 |
| ОРИЕНТИРОВАННАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ ПЛЕНКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2301816C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ С УМЕРЕННОЙ СТЕПЕНЬЮ ВУЛКАНИЗАЦИИ | 2003 |
|
RU2323233C2 |
| ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ СМЕСИ И СПОСОБЫ ИХ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2424257C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| КОНСТРУКЦИЯ, ВКЛЮЧАЮЩАЯ СОЕДИНИТЕЛЬНЫЙ СЛОЙ | 2006 |
|
RU2401743C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2406739C2 |
| СЛОИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ ТЕРМОПЛАСТИЧНОЙ ПОЛИМЕРНОЙ КОМПОЗИЦИИ, ХАРАКТЕРИЗУЮЩЕЙСЯ МАЛОЙ ВОЗДУХОПРОНИЦАЕМОСТЬЮ, И ПНЕВМАТИЧЕСКАЯ ШИНА, ИСПОЛЬЗУЮЩАЯ ЕГО В КАЧЕСТВЕ ВНУТРЕННЕГО СЛОЯ | 2006 |
|
RU2412055C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СОЕДИНИТЕЛЬНЫЙ СЛОЙ | 2005 |
|
RU2406609C2 |
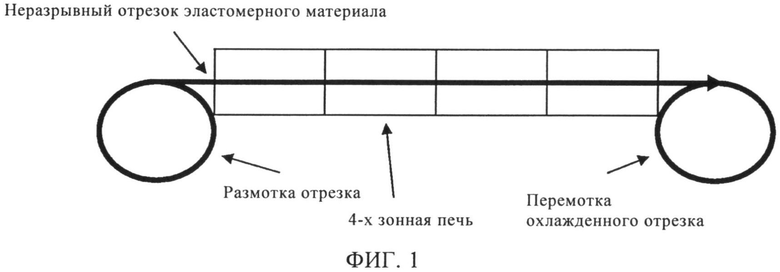
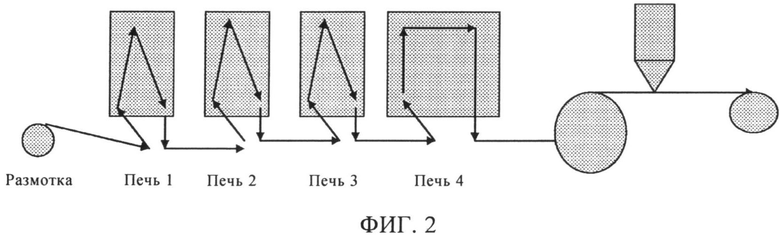
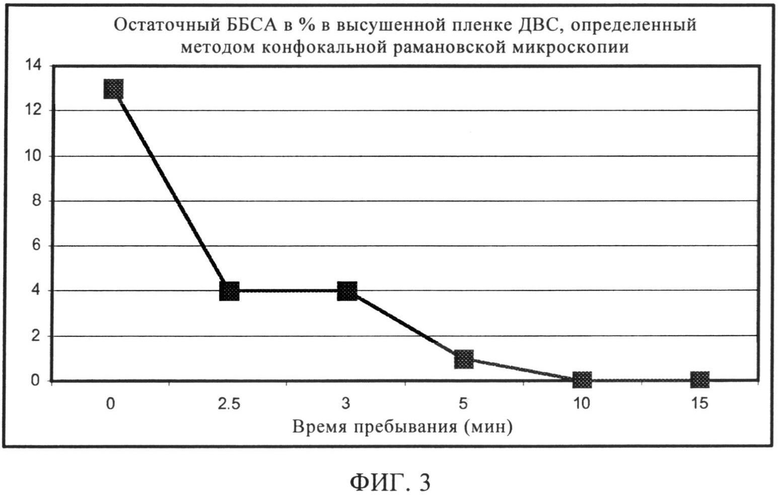
Изобретение относится к способу изготовления непрерывного листа эластомерного материала для внутреннего герметизирующего слоя пневматических шин и к способу изготовления пневматической шины включающего такой лист эластомерного материала. Техническим результатом изобретения является снижение воздухопроницаемости материала. Технический результат достигается способом изготовления непрерывного плоского листа эластомерного материала для внутреннего герметизирующего слоя пневматической шины, в котором обеспечивают непрерывный лист, имеющий среднюю толщину в пределах от 10 до 500 мкм и содержащий динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также пластификатор алкил- или арилсульфонамид в количестве по меньшей мере 10 мас. % по весу непрерывного плоского листа. Затем нагревают в присутствии текучей кислородсодержащей среды поверхность непрерывного плоского листа в течение по меньшей мере 30 секунд при температуре в диапазоне от 60°C до 250°C, в то время как натяжение непрерывного отрезка эластомерного материала составляет менее 5,0 г/см·мкм. После этого извлекают продукт реакции, образовавшийся во время нагревания. Затем охлаждают непрерывный лист для формирования термообработанного непрерывного плоского листа, содержание пластификатора в котором меньше, чем в упомянутом непрерывном плоском листе. 2 н. и 5 з.п. ф-лы, 3 ил., 4 табл.
1. Способ изготовления непрерывного листа эластомерного материала для внутреннего герметизирующего слоя пневматической шины, в котором:
обеспечивают непрерывный в основном плоский лист, имеющий среднюю толщину в пределах от 10 до 500 мкм и содержащий динамически вулканизованную смесь технологической смолы и функционализированного поли(сополимера изобутилена и алкилстирола), а также пластификатор алкил- или арилсульфонамид в количестве по меньшей мере 10 мас. % по весу непрерывного в основном плоского листа;
нагревают в присутствии текучей кислородсодержащей среды по меньшей мере одну поверхность непрерывного в основном плоского листа в течение по меньшей мере 30 секунд при температуре в диапазоне от 60°C до 250°C, в то время как натяжение непрерывного отрезка эластомерного материала составляет менее 5,0 г/см·мкм;
извлекают продукт реакции, образовавшийся во время нагревания; и
охлаждают непрерывный лист для формирования термообработанного непрерывного в основном плоского листа, содержание пластификатора в котором меньше, чем в упомянутом непрерывном в основном плоском листе.
2. Способ по п. 1, в котором лист нагревают путем конвективного теплообмена с горячим воздухом.
3. Способ по п. 1, в котором лист нагревают посредством контакта с одним или несколькими нагретыми каландровыми валками, конвекционным теплом, потоком (-ами) нагретого воздуха, микроволновым излучением, ультрафиолетовым излучением, инфракрасным излучением или посредством комбинации этих методов.
4. Способ по п. 1 или 2, в котором непрерывный в основном плоский лист имеет вид рулона, который разматывают и пропускают через печь, так что по меньшей мере часть по меньшей мере одной поверхности листа нагревается в течение времени воздействия, а затем нагретую часть изначально непрерывного в основном плоского листа транспортируют из печи, чтобы охладить и свернуть в рулон.
5. Способ по п. 1, в котором содержание пластификатора в термообработанном непрерывном отрезке эластомерного материала по меньшей мере на 10% ниже, чем в непрерывном отрезке эластомерного материала.
6. Способ по п. 1, в котором пластификатор присутствует в непрерывном в основном плоском листе в количестве от 1 до 30 мас. % по весу непрерывного в основном плоского листа.
7. Способ изготовления пневматической шины, который включает способ по п. 1 и дополнительно включает разрезание термообработанного непрерывного в основном плоского листа для формирования элемента внутреннего герметизирующего слоя пневматической шины и сращивание концов этого элемента внутреннего герметизирующего слоя для формирования внутреннего герметизирующего слоя пневматической шины, по существу опуская стадию удаления пластификатора с поверхности.
| EP 1995275 A1, 26.11.2008 | |||
| WO 2008004998 A1, 10.01.2008 | |||
| WO 2007081323 A1, 19.07.2007 | |||
| WO 2007070063 A1, 21.06.2007 | |||
| Захватно-срезающее устройство лесозаготовительной машины | 1973 |
|
SU451425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011532C1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1987 |
|
SU1407842A2 |

