Изобретение относится к области обработки металлов давлением, а точнее к прокатному производству, и может быть использовано в двухвалковых рабочих клетях станов винтовой прокатки со станиной закрытого типа для получения труб и круглого проката.
Двухвалковые клети винтовой прокатки со станиной закрытого типа обладают более высокой жесткостью по сравнению с аналогичными клетями со станиной открытого типа, что позволяет получать на них более точный прокат, то есть прокат с более узким полем допусков. Однако такие клети более сложны в техническом обслуживании, в частности, на операцию перевалки (замена изношенных валков на новые) затрачивается значительное количество рабочего времени, что снижает годовую производительность прокатного агрегата в целом.
Известен способ перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа, описанный в патенте РФ №2129052, МКИ В21В 19/04, заявл. 18.03.98 г., опубл. 20.04.99 г.
Этот способ включает поворот рабочих валков в сборе с подушками, траверсами и кассетами вместе со станиной, клети в вертикальной плоскости на 90° и извлечение рабочих валков в сборе с траверсами из станины клети вверх, то есть в направлении, перпендикулярном оси прокатки.
Практическая реализация указанного способа в конструкции рабочей клети, приведенной на чертежах, прилагаемых к указанному патенту, показывает, что данный способ перевалки обладает существенным недостатком, а именно - значительными затратами рабочего времени на перевалку, что связано с использованием ручного труда на ряде операции, а именно:
- необходимо освободить весь крепеж станины клети к опорной раме;
- повернуть станину относительно опорной рамы с помощью неуказанных грузоподъемных устройств с применением ручного труда, так как специальных совмещенных с клетью устройств патентом не предусматривается;
- после поворота станины клети необходимо вручную отсоединить траверсы с рабочими валками от кассет, причем валки при этом необходимо вывешивать с помощью электромостового крана;
- все операции повторяются в обратной последовательности по установке новых валков в сборе с траверсами.
Указанные особенности перевалки являются причиной значительных потерь рабочего времени на перевалку и, как следствие, снижения годовой производительности всего прокатного агрегата в целом.
Известен также способ перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа по патенту США №4387584, М. кл. 72-100, заявл. 20.10.81 г., опубл. 14.06.83 г., включающий поочередное перемещение кассет с рабочими валками на транспортную каретку и выведение их за пределы габаритов станины клети в направлении, перпендикулярном оси прокатки. При установке новых кассет с рабочими валками все операции повторяются в обратной последовательности.
Недостаток известного способа перевалки клети заключается в значительных затратах рабочего времени на перевалку, что вызвано большим количеством последовательных операций. Указанный недостаток приводит к снижению годовой производительности прокатного стана в целом.
Из известных способов перевалки двухвалковых клетей винтовой прокатки со станиной закрытого типа наиболее близким по технической сущности является способ, описанный в патенте ФРГ №3225447, МКИ В21В 19/02, заявл. 07.07.82 г., опубл. 27.01.83 г.
Этот способ перевалки двухвалковых клетей винтовой прокатки со станиной закрытого типа включает поочередное перемещение кассеты с валками на рельсы опорной плиты и выведение их за пределы габаритов станины клети в направлении, перпендикулярном оси прокатки. На кассетах валков установлены ролики, взаимодействующие с рельсами опорной плиты. Установка новых кассет с валками осуществляется в обратной последовательности.
Недостаток известного способа перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа заключается в значительных потерях рабочего времени, вызванных необходимостью выполнения ряда последовательных операций при перевалке, а именно:
- перемещение нижней кассеты с валком до взаимодействия ее роликов с рельсами опорной плиты;
- выведение нижней кассеты с валком за пределы габаритов станины клети;
- разведение направляющих дисков для свободного перемещения верхней кассеты с валком;
- перемещение верхней кассеты с валком до взаимодействия ее роликов с рельсами опорной плиты;
- выведение верхней кассеты с валком за пределы габаритов станины клети;
- установка новых кассет с валками в обратной последовательности.
Значительные потери рабочего времени снижают годовую производительность агрегата в целом.
Задача настоящего изобретения состоит в создании способа перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа, позволяющего сократить потери рабочего времени на перевалку.
Поставленная задача достигается тем, что в способе перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа, включающем перемещение кассет с валками в горизонтальной плоскости и выведение их за пределы габаритов станины клети и установка в обратной последовательности новых кассет с валками согласно изобретению перемещение кассет с валками в горизонтальной плоскости осуществляют в крайнее разведенное положение от оси прокатки, а выведение их за пределы габаритов станины клети осуществляют одновременно под углом α=0-45° к оси прокатки, по обе стороны от нее.
Такое выполнение способа перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа позволит сократить потери рабочего времени, а следовательно, повысить годовую производительность агрегата в целом.
Это достигается за счет того, что все операции по замене старых кассет с изношенными валками на новые можно вести одновременно для двух кассет с рабочими валками под углом α=0-45° к оси прокатки, а также за счет сокращения количества операций. При угле α=0° рабочая клеть конструктивно проще, так как не требуются специальные механизмы поворота кассеты с валком в горизонтальной плоскости относительно оси прокатки. Другие значения угла "α" можно выбрать при проектировании всего комплекса оборудования стана винтовой прокатки, конструкция которых регламентируется технологической схемой процесса, расположением главного привода, затратами минимального времени на перевалку. При угле α>45° увеличиваются длина и поперечные габариты клети за счет увеличения хода нажимных винтов механизмов радиального перемещения кассет с рабочими валками и, как следствие, уменьшается жесткость клети, что нежелательно.
Для пояснения изобретения ниже описан пример осуществления способа со ссылками на прилагаемые чертежи, на которых:
на фиг.1 изображен общий вид двухвалковой клети винтовой прокатки со станиной закрытого типа (валки разведены в положение "б");
на фиг.2 - то же, разрез А-А на фиг.1 (валки выдвинуты из клети);
на фиг.3 - то же, вид по стрелке Б на фиг.2.
Способ перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа осуществляется следующим образом. Кассеты 1, 2 с рабочими валками 3, 4 из рабочего положения "а" (на фиг.1 показано пунктирной линией) перемещают от оси прокатки в крайнее разведенное положение "б" на расстояние ΔL. Известными средствами, например гидропневмоприводом, цепным, реечным, канатным и др. кассеты 1, 2 с рабочими валками 3, 4 одновременно выводят в горизонтальной плоскости за пределы габаритов станины 5 под углом α=0-45°, что позволяет обойти примыкающее к рабочей клети оборудование по обе стороны от оси прокатки "в".
Установка новых кассет с рабочими валками осуществляется в обратной последовательности.
Указанные операции по перевалке производят одновременно для двух кассет с рабочими валками.
Предложенный способ перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа по сравнению с известными позволяет значительно сократить потери рабочего времени за счет уменьшения количества операций и за счет возможности одновременной перевалки сразу двух кассет с рабочими валками.
Сокращение времени на перевалку позволит увеличить годовую производительность агрегата в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2357816C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ С ТРЕХВАЛКОВОЙ СХЕМЫ НА ДВУХВАЛКОВУЮ И ОБРАТНО | 2014 |
|
RU2569622C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2014 |
|
RU2558811C1 |
| СПОСОБ ПЕРЕВАЛКИ ТРЕХВАЛКОВЫХ КЛЕТЕЙ МНОГОКЛЕТЕВОГО СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ И МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2367532C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
Изобретение относится к прокатному производству, а точнее к способу перевалки двухвалковых рабочих клетей станов винтовой прокатки со станиной закрытого типа для получения труб и круглого проката. Способ осуществляется следующим образом. Кассеты с рабочими валками из рабочего положения "а" перемещают от оси прокатки в крайнее разведенное положение "б" на расстояние ΔL. Известными средствами кассеты с рабочими валками выводят в горизонтальной плоскости за пределы габаритов станины под углом α=0-45° к оси прокатки, что позволяет обойти примыкающее к рабочей клети оборудование. Установка новых кассет с рабочими валками осуществляется в обратной последовательности. Операции по перевалке производят одновременно для двух кассет с рабочими валками. Обеспечивается сокращение потери рабочего времени на перевалку и увеличение годовой производительности агрегата в целом. 3 ил.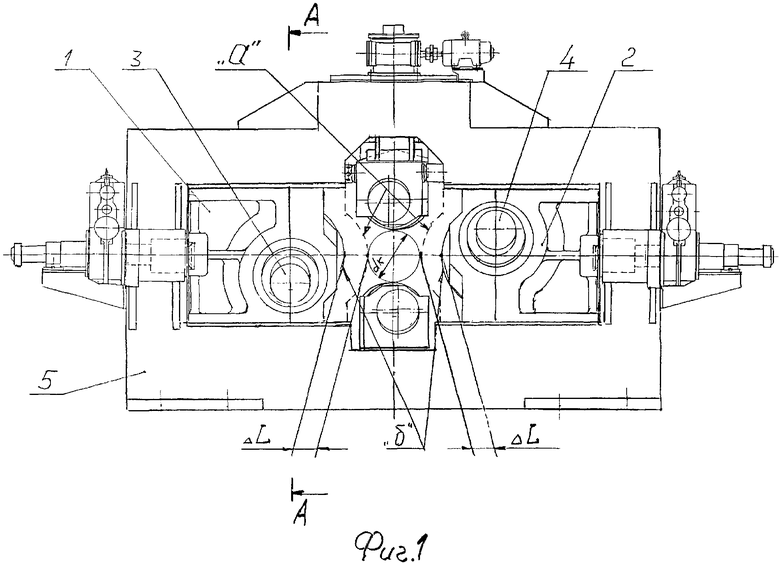
Способ перевалки двухвалковой клети винтовой прокатки со станиной закрытого типа, включающий перемещение кассет с валками в горизонтальной плоскости, выведение их за пределы габаритов станины клети и установку в обратной последовательности новых кассет с валками, отличающийся тем, что перемещение кассет с валками в горизонтальной плоскости осуществляют в крайнее разведенное положение от оси прокатки, а выведение их за пределы габаритов станины клети осуществляют одновременно под углом α=0-45° к оси прокатки, по обе стороны от нее.
| DE 3225447 A1, 27.01.1983 | |||
| RU 2004137814 A, 10.06.2005 | |||
| РАБОЧАЯ КЛЕТЬ | 1998 |
|
RU2129052C1 |
| WO 2005089972 A1, 29.09.2005 | |||
| Буровое долото | 1988 |
|
SU1701888A1 |
| JP 2005262279 A, 29.09.2005. | |||

