Изобретение относится к обработке металлов давлением, в частности к конструкции прокатных клетей, например, клетей поперечно-винтовой прокатки.
Известна рабочая клеть трубопрокатного стана, включающая станину, кассеты с рабочими валками и дополнительные кассеты, установленные в подвижных опорах, катки которых размещены в дугообразных направляющих, выполненных на станине клети 1J.
Недостатком данной клети является ее низкая жесткость из за наличия дополнительных степеней свободы у кассет с рабочими валками подвижных не только в осевом направлении, но и относительно дугообразных направляющих.
Наиболее близким по технической сущности к заявляемому устройству является клеть косовалкового стана, включающая
станину с тремя, расположенными через 120° гнездами для размещения дополнительного барабана соосно с одним из трех других, барабаны с рабочими валками, установленные в гнездах и опоры для направляющего инструмента 2.
Недостатком данной рабочей клети является низкая жесткость конструкции вследствии отсутствия возможности фиксации барабанов в направляющих станинах в непосредственной близости к очагу деформации, например, на уровне оси валка, как это имеет место в лучших отечественных и зарубежных образцах аналогичного оборудования, имеющего постоянную или двух - или трехвалковую схему прокатки. Другим недостатком конструкции является расположение направляющего инструмента под углом к оси калибра, что существенно снижает его нагрузочные возможности к воспVJ
сл ю
4 00
оо
риятию радиальных усилий прокатки. Низкая жесткость рабочей клети приводит к ухудшению качества прокатки, снижению точности его геометрических размеров, к уменьшению срока службы оборудования из-за низкой долговечности.
Целью изобретения является повышение жесткости рабочей клети при сохранении обеспечения возможности качественной прокатки, как двумя, так и тремя валками.
Поставленная цель достигается тем, что рабочая клеть стана винтовой прокатки, включающая станину с тремя расположенными через 120° гнездами для размещения барабанов и дополнительным гнездом для размещения дополнительного барабана, расположенным соосно с одним из трех других барабанов, приводные рабочие валки, установленные в барабанах, нажимное устройство, механизм разворота валка на угол подачи для каждого барабана и опоры для установки направляющего инструмента, согласно изобретению снабжена съемным ци- линдрическим седлом с радиальными расточками, диаметр которого равен диаметру дополнительного барабана и сьемной цилиндрической кассетой под валок диаметр которого также равен диаметру дополнительного барабана, а каждый из барабанов, размещенных в гнездах соседних с дополнительным гнездом, выполнен в виде полого цилиндра с выемкой под съемную цилиндрическую кассету под валок, при этом опоры для установки направляющего инструмента выполнены заодно с телом каждого из упомянутых барабанов.
Кроме того, с целью повышения надежности рабочей клети по п. 1, нажимное устройство дополнительного барабана выполнено в виде размещенного в дополнительном гнезде рычажного механизма, орган управления которым вынесен за пределы объема дополнительного гнезда.
Сопоставительный анализ с прототипом показывает, что выявляемое устройство отличается формой выполнения барабанов и размещением опор для установки направляющего инструмента.
Таким образом, заявляемое устройство соответствует критерию изобретения Новизна.
Сравнение заявляемого решения с другими техническими решениями показывает, что такое конструктивное выполнение узлов барабанов в указанной связи с другими элементами клети в заявляемом устройстве, не известно, что позволяет сделать вывод о соответствии критерию Существенные отличия.
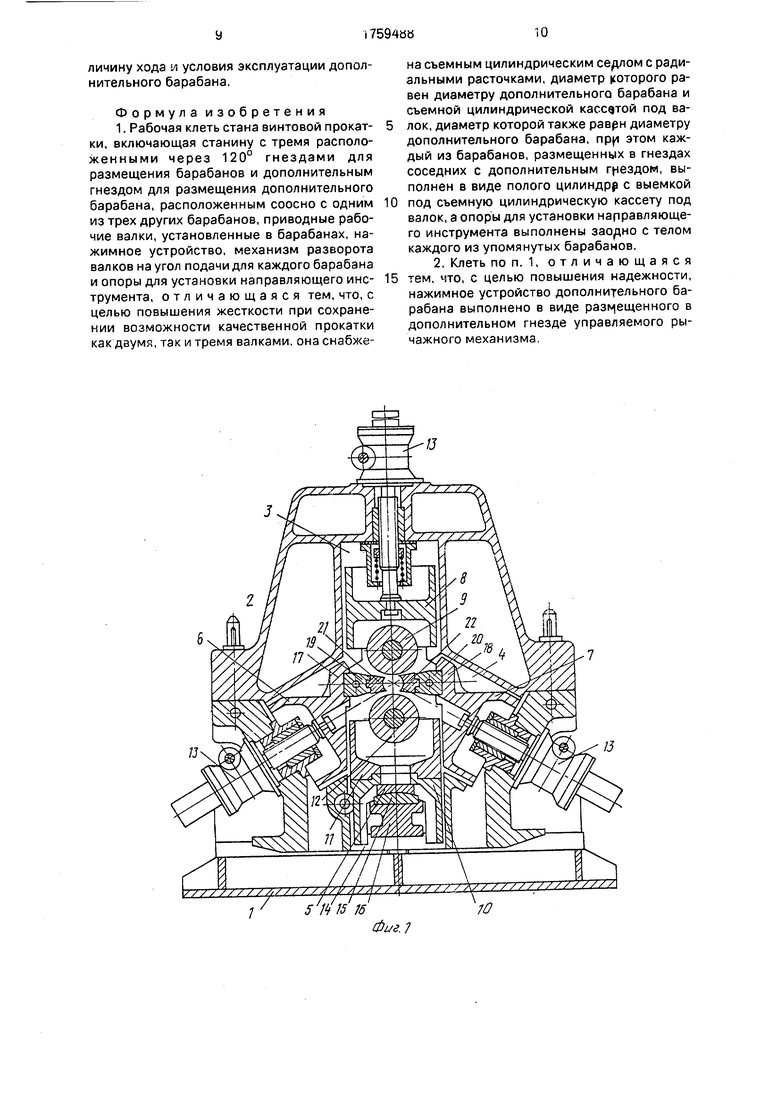
На фиг. 1 представлена рабочая клеть, настроенная на двухвалковую схему (в качестве примера направляющего инструмента представлены линейки); на фиг. 2 - то же,
настроенная на трехвалковую схему; на фиг. 3 - нажимное устройства дополнительного барабана. Предложенная клеть обеспечивает двух- и трехвалковую схему прокатки. Рабочая клеть (фиг. 1) содержит станину
0 1 стремя, расположенными через 120 гнездами 2, 3, 4 и дополнительным гнездом 5 в которых установлены барабаны б, 7 барабан 8 с рабочим валком 9 и дополнительный барабан 10 со съемной цилиндрической кас5 сетой 11 под валок 12.
Каждый из барабанов б, 7, 8 снабжен нажимным устройством 13 и механизмом разворота валка на угол подачи (на чертеже не показан), а нажимное устройство допол0 нительного барабана 10 выполнено в виде размещенного в дополнительном гнезде 5 рычажного механизма, состоящего из размещенной на основании дополнительного барабана 10 сферической пяты 14, сфериче5 ского выступа 15, рычага 16, шарнира и органа управления механизмом, который вынесен за пределы дополнительного гнезда 5.
Каждый из соседних с дополнительным
0 барабанов 6 и 7 имеет выемки на боковой поверхности, которые охватывают и жестко центрируют дополнительный барабан 10 со съемной цилиндрической кассетой 11 под валок 12. Кроме того, опоры 17, 18дляуста5 новки направляющего инструмента, выполнены заодно с телом каждого из барабанов 6 и 7. В опорах 17, 18 установлены линейко- держатели 19, 20 для крепления линеек 21, 22.
0 Рабочая клеть, настроенная на трехвалковую схему прокатки (фиг. 2) содержит станину 1 с тремя расположенными через 120° гнездами 2, 3, 4 и дополнительным гнездом
5,в которых установлены барабаны 6, 7, 8 с 5 рабочими валками 9, 22. 23 и дополнительный барабан 12 со съемным цилиндрическим седлом 24. Съемное цилиндрическое седло 24 имеет радиальные расточки, которые охватывают и жестко центрируют бара0 баны 6 и 8 в станине 1. Каждый из барабанов
6,7, 8 снабжен нажимным устройством 13 и механизмом разворота валка на угол подачи (на чертеже не показан), а нажимное устройство дополнительного барабана 12 выпол5 нено в виде размещенного в дополнительном гнезде 5 рычажного механизма, состоящего из размещенной на основании дополнительного барабана 12 сферической пяты 14, сферического выступа 15, рычага 16 и шарнира,
Нажимное устройство дополнительного барабана (фиг. 3) включает орган управления 25, рычаг 16, шарнир 26, сферический выступ 15 и сферическую пяту 14.
Как уже отмечалось, рабочая клеть мо- жет работать как с тремя приводными валками, например, для прокатки сплошного прутка или прошивки коротких гильз, так и с двумя приводными валками и с двумя направляющими линейками для получения длинномерных гильз малого диаметра. При работе по двухвалковой схеме в гнездо 3 устанавливается барабан 8 с рабочим валком 9, а в дополнительное гнездо 5 - допол- нительный барабан 10 со съемной цилиндрической кассетой 11 под валок 12, диаметр которой равен диаметру дополнительного барабана 10.
Осевое перемещение и разворот барабанов 8 и 10 обеспечивается с помощью нажимного устройства 13 и механизма разворота барабана на угол подачи - для барабана 8 и нажимного устройства рычажного типа и механизма разворота барабана на угол подачи - для дополнительного бараба- на 10. В гнезда 2 и 4 устанавливаются барабаны 6 и 7 на теле каждого из которых выполнены заодно с телом барабана опоры 17, 18 для установки направляющего инструмента (например, линеек 21, 22) на линей- кодержателях 19, 20.
Перемещение барабанов 2 и 4 в осевом направлении осуществляется с помощью соответствующих нажимных устройств 13. При этом выемки выполненные на боковой поверхности барабанов 2 и 4 плотно охватывают и жестко центрируют дополнительный барабан 10 со съемной цилиндрической кассетой 11 под валок 12, что обеспечивает высокую надежность по жесткости калибра, образованного валками и направляющим инструментом.
С целью осуществления процесса прокатки по трехвалковой схеме (фиг. 2) из гнезд 2 и 4 извлекаются батабаны с направ- ляющим инструментом и устанавливаются вместо них барабаны 6 и 8 с рабочими валками 22, 23 а в дополнительное гнездо 5 вместо цилиндрической съемной кассеты с валком, устанавливается съемное цилинд- рическое седло 24, диаметр которого равен диаметру дополнительного барабана 10.
Осевое перемещение и разворот барабанов 6, 7, 8 на угол подачи осуществляется посредством нажимных устройств и меха- низмов разворота барабанов на угол подачи.
Осевое перемещение дополнительного барабана 10 и расположенного на нем съемного цилиндрического седла 24 осуществляется с помощью нажимного устройства дополнительного барабана, в виде рычажного механизма, выполненного по п. 2 настоящего изобретения.
Обеспечение жесткости калибра образованного рабочими валками осуществляется за счет прижима съемного цилиндрического седла 24 к боковым поверхностям барабанов 6 и 8 по поверхности радиальных расточек выполненных на седле 24.
Для реализации осевого перемещения дополнительного барабана функционирует орган управления 25 нажимным устройством (фиг. 3) дополнительного барабана через рычаг 16 один из концов которого оперт на шарнир 26, таким образом, что осуществляется движение сферического выступа 15 выполненного на рычаге 16. При этом происходит осевое движение сферической пяты 14, верхнее основание которой жестко связано с основанием дополнительного барабана, а нижнее основание по сфере связано со сферическим выступом 15 рычага 16.
Снабжение клети съемным цилиндрическим седлом с радиальными расточками, диаметр которого равен диаметру дополнительного барабана и съемной цилиндрической кассетой под валок, диаметр которой также равен диаметру дополнительного барабана, обеспечивают универсальность и мобильность заявляемой клети с точки зрения возможности ее использования при реализации двух- и трехвалковой схем прокатки. При этом, жесткость калибра, образованного рабочими валками при трехвалковой схеме прокатки или рабочими валками и направляющим инструментом при двух валковой схеме прокатки обеспечивается в равной степени, т.к. пара барабанов размещенных в гнездах соседних с дополнительным гнездом, выполнены в виде полых цилиндров с выемкой под съемную цилиндрическую кассету под валок, при этом опоры для установки направляющего инструмента выполнены заодно с телом каждого из упомянутой пары барабанов. Следовательно, для осуществления возможности качественной прокатки по двухвалковой схеме, выемки, выполненные на двух соседних с дополнительным барабаном и съемной цилиндрической кассетой под валок, плотно охватывают и жестко центрируют дополнительный барабан и съемную цилиндрическую кассету под валок и удерживают их от радиальных перемещений, вибраций и технологических люфтов. При этом, вследствии равенства диаметра дополнительного барабана диаметру съемной цилиндрической кассеты под валок, охват
дополнительного барабана и съемной цилиндрической кассетыц под валок по поверхности выточек, выполненных на барабанах соседних с дополнительным барабаном может осуществляться одновременно, что исключает возможнсоть несоответствия оси дополнительного барабана с осью цилиндрической кассеты под валок, наличие конст- рукционных зазоров и перекосов и следовательно, повышает жесткость конструкционной связи дополнительного барабана и сьемной цилиндрической кассеты под валок. Рабочая клеть в данном случае, характеризуется как жесткая, обеспечивающая при своей эксплуатации получение изделий с заданными геометрическими размерами, которые являются основными критериями при определении качества прокатанных изделий.
Аналогичное функциональное значение имеет и съемное цилиндрическое седло с радиальными расточками, устанавливаемое на дополнительный барабан для осуществления прокатки по трехвалковой схеме. В данном случае прижим съемного цилиндрического седла к боковым поверхностям барабанов, соседних с дополнительным барабаном осуществляется по поверхности радиальных расточек выполненных на съемном цилиндрическом седле. В результате прижима одновременно компенсируются радиальные пермещения, выбрации и технологические люфты в конструкционных связях барабанов с рабочими валками, соседних с дополнительным барабаном, а также дополнительного барабана по съемным цилиндрическим седлом с радиальными расточками.
Таким образом, жесткость рабочей клети настроенной на двухвалковую схему прокатки и жесткость рабочей клети настроенной на трехвалковую схему прокатки равнозначны,что является гарантией сохранения обеспечения возможности качественной прокатки и двумя и тремя валками.
Выполнение нажимного устройства дополнительного барабана рабочей клети по п. 1 изобретения в виде размещенного в дополнительном гнезде рычажного механизма, орган управления которым вынесен за пределы объема дополнительного гнезда обеспечивает высокую надежность эксплуатации нажимного устройства дополнительного барабана.
Рычажный принцип исполнения рассматриваемого механизма обеспечивает простоту работы, технического обслуживания нажимного устройства дополнительного барабана, возможность перемещения
тела большой массы (в данном случае допо - нительного барабана со съемной цилиндри ческой кассетой под валок или со съемные цилиндрическим седлом) при приложении
со стороны органа управления механизмом силовых воздействий меньших статических силовых воздействий необходимых для перемещения тела, а также исключает возможность перемещения дополнительного
барабана, возникающего под воздействием усилия со стороны прокатываемого металла.
Надежность работы нажимного устройства дополнительного барабана определяется также выполнением сферического выступа с положительным радиусом сферы, сопрягающегося по сферической поверхности пяты, выполненной с отрицательным радиусом сферы. Сопряжение данного вида
обеспечивает гарантированный вынос окалины, смазочно-охлаждающих жидкостей и других инородных сред и предметов с поверхности контакта сферического выступа со сферической пятой, что исключает возможность стопорения сферического выступа по поверхности сопряжения со сферической пятой и нарушение нормального функционирования нажимного устройства дополнительного барабана.
Кроме того, применение сопрягающихся сферических элементов в виде пяты, жестко закрепленной с основанием дополнительного барабана и выступа, размещенного на рычаге отличается возможностью такого перемещения дополнительного барабана, при котором его ось совпадает с вертикальной осью рабочей клети. В данном случае повышается надежность нажимного устройства дополнительного барабана, т.к
исключается возможнсоть перекоса оси дополнительного барабана относительно оси дополнительного гнезда и вертикальнйо оси рабочей клети и, следовательно, исключаются перекосы и заклинивание дополнительного барабана в дополнительном гнезде рабочей клети.
Вынос органа управления рычажным механизмом за пределы объема дополнительного гнезда обеспечивает его удобное эксплуатационное обслуживание, отсутствие попадания на орган управления окалины, инородных сред, упрощает конструкцию механизма в целом, т.к. размещение органа
управления механизмом в дополнительном гнезде рабочей клети вызывает сложности по компоновке основных его элементов, при этом снижаются их функциональные возможности, загромождается пространство дополнительного гнезда, что уменьшает величину хода и условия эксплуатации дополнительного барабана.
Формула изобретения 1. Рабочая клеть стана винтовой прокатки, включающая станину с тремя расположенными через 120° гнездами для размещения барабанов и дополнительным гнездом для размещения дополнительного барабана, расположенным соосно с одним из трех других барабанов, приводные рабочие валки, установленные в барабанах, нажимное устройство, механизм разворота валков на угол подачи для каждого барабана и опоры для установки направляющего инструмента, отличающаяся тем, что, с целью повышения жесткости при сохранении возможности качественной прокатки как двумя, так и тремя валками, она снабже0
5
на съемным цилиндрическим седлом с радиальными расточками, диаметр которого равен диаметру дополнительного барабана и съемной цилиндрической кассетой под валок, диаметр которой также равен диаметру дополнительного барабана, при этом каждый из барабанов, размещенных в гнездах соседних с дополнительным гнездом, выполнен в виде полого цилиндрр с выемкой под съемную цилиндрическую кассету под валок, а опоры для установки направляющего инструмента выполнены заодно с телом каждого из упомянутых барабанов.
2. Клеть по п. 1, отличающаяся тем, что, с целью повышения надежности, нажимное устройство дополнительного барабана выполнено в виде размещенного в дополнительном гнезде управляемого рычажного механизма.


| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1975 |
|
SU605651A1 |
| КЛЕТЬ КОСОВАЛКОВОГО СТАНА | 1972 |
|
SU341544A1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |


Назначение: возможность качественной прокатки как двумя, так и тремя валками. Сущность изобретения в том, что клеть снабжена съемным цилиндрическим седлом с радиальными расточками, диаметр которого равен диаметру дополнительного барабана, и съемной цилиндрической кассетой под валок, диаметр которой равен диаметру дополнительного барабана. Каждый из барабанов, размещенных в гнездах, соседних с дополнительным гнездом, выполнен в виде полого цилиндра с выемкой под съемную цилиндрическую кассету под валок. При этом опоры для установки направляющего инструмента выполнены заодно с телом каждого из упомянутых барабанов. Нажимное устройство дополнительного барабана выполнено в виде размещенного в дополнительном гнезде управляемого рычажного механизма. 1 з.п. ф-лы, 3 ил.
7 j flW
JO
2 8Пф l
Фиг.З
25
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КЛЕТЬ КОСОВАЛКОВОГО СТАНА | 0 |
|
SU341544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
