(54) ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ТРЕХВАЛКОВОГО РАСКАТНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Технологический инструмент для винтовой раскатки труб | 1977 |
|
SU596304A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| Способ винтовой раскатки труб в трехвалковом стане | 1977 |
|
SU685371A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
Изобретение относится к основному технологическому оборудованию для производства труб способом горячей прокатки на станах с косорасположенными валками, а именно на трехвалковых раскатных станах.
Известен технологический инструмент трехвалкового стана винтовой прокатки, включающий установленные на угол подачи и угол раскатки валки, каждый из которых составлен из конического участка захвата, гребня и калибрующего участка, причем угол наклона образующей участка захвата одного из валков выполнен на 3-15% меньше, .а угол наклона образующей гребня и его высота на 5-20% больше, чем у других валков 1.
Такой инструмент предназначен для улучшения проработки структуры сплошного металла.
Известен технологический инструмент для раскатки труб, включающий длинную оправку и расположенные вокруг нее три валка, рабочая поверхность каждого из которых составлена из входного конуса, калибрующего участка, выходного конуса и одного или двух гребней 2.
Такой инструмент обеспечивает дробное обжатие стенки, но при прокатке концов наблюдается интенсивное поперечное течение металла, приводящее к появлению концевых дефектов.
Наиболее близким техническим рещением к изобретению является технологический инструмент, включающий три валка одинаковой формы и размеров, расположенные под углом 120° друг относительно друга в плоскости, перпендикулярной оси прокатки, и состоящие из входного конуса, гребня, калибровочного участка и выходного конуса 3.
Недостатком такого технологического инструмента является то, что при прокатке концевых участков вследствие больших частных деформаций по стенке гильзы-трубы, определяемых в основном высотой гребня валка, наблюдается интенсивное течение металла в поперечном направлении, приводящее к появлению концевых дефектов на прокатываемых трубах. Это ограничивает максимально возможную скорость прокатки труб в трехвалковом раскатном стане.
Цель изобретения - снижение концевых дефектов на прокатываемых трубах и увеличение скорости процесса прокатки.
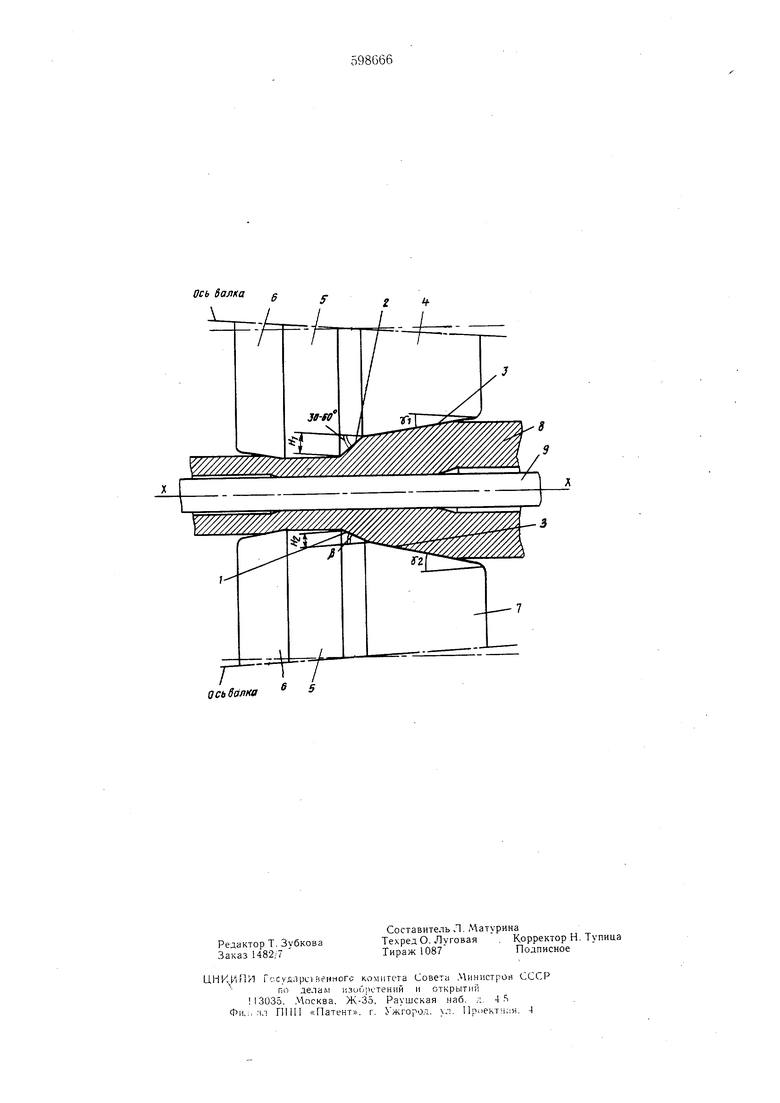
Это достигается тем, что у технологического инструмента трехвалкового рчскатного стана, содержащего три валка, установленные на углы подачи и раскатки, расположенные через 120 вокруг оси прокатки и имеющие бочки, составленные по длине из входного конуса, гребня, калибровочного участка и выходного конуса, высота гребня двух валков в 1,5-2 раза меньше высоты гребня третьего и наклон образующей 1,2-1,7 угла наклона образующей предыдущего. Углы конусности участка входного конуса валков определяются из условия равенства между собой длин зон обжатия гильзы по стенке во входном конусе каждого из валков. Это позволит вести прокатку в трехвалковом раскатном стане без смещения оси гильзы относительно оси прокатки, которое может привести к понижению точности прокатываемых труб. Угол наклона образующей гребня валка с больщим по высоте гребнем определяется с учетом кинематических условий в очаге дефор.мацин, а также условий захвата металла валками в осевом направлении. Использование в трехвалковом раскатном стане валков различной калибровки приводит (при неизменной суммарной деформации гильзы-трубы в трехвалковом раскатном стане) к следующему перераспределению частных дефор.маций по длине очага деформаций. Уменьшение высоты гребня на двух валках по сравнению с высотой гребня третьего валка снижает величину частных деформаций по стенке гильзы-трубы на участке гребня валков и уменьшает его сопротивление осевому перемещению деформируемого металла. Увеличение угла наклона образующей входного конуса относительно оси валка на двух валках по сравнению с третьим способствует повышению частных деформаций по стенке гильзы на этом участке BaviKOB и увеличению контактного давления металла на валки и сил контактного трения, осевые составляющие которых способствуют преодолению сопротивления со стороны гребня. Следствием описанного перераспределения частных деформаций по длине очага деформации является увеличение осевой и соответствующее уменьшение поперечной деформации металла, что приводит к сокрашению концевых дефектов на прокатываемых трубах и увеличению скорости процесса прокатки. На чертеже показан разрез очага деформации. Технологический инструмент включает три валка, один из которых имеет гребень 1 высотой, в 1,5-2 меньщей высоты гребня 2 другого валка, углы наклона образующей 3 входного конуса 4 каждого из валков отличаются друг от друга в 1,2-1,7 раза, т. е. на 2-5°, при этом угол наклона образующей большего по высоте гребня 2 к оси валка составляет 30- 60° Валок с большим по высоте гребнем состоит из входного конуса 4 с уг.пом конусности .: гребня 2 высотой Н i и углом конусности 30-60°, калибрующего участка 5 и выходного конуса 6. Валок, с меньшим по высоте гребне.м состоит из входного конуса 7 с угло.м конусности 2, гребня 1 высотой Н и углом конусности /, калибрующего участка 5 выходного конуса 6. Процесс прокатки при использовании предлагаемого инструмента осуществляется следующим образом. Под действием осевых составляющих сил трения, действующих на контакте металла с валком, гильза 8 с введенной в нее оправкой 9 движется в направлении прокатки (ось X-X), совпадающем с осью заготовки. На участке входного конуса валков осуществляется редуцирование гильзы и частичное обжатие стенки. Участки гребня 1 и 2 валков осуществляю7 основную деформацию по стенке и диаметру гильзы. На калибровочном участке 5 и выходном конусе 6 окончательно формируется стенка и диаметр трубы. Предлагаемый технологический инструмент дает возможность повысить возможную скорость прокатки на 8-12% (в зависимости от размеров труб и калибровки валков) за счет сокращения концевых дефектов на трубах и обеспечения преимущественного истечения металла заготовки в осевом направлении. Кроме того, прокатка с использованием предлагаемого инструмента позволяет сократить концевые дефекты на трубах и повысить производительность установки. Формула изобретения Технологический инструмент трехвалкового раскатного стана, содержащий три валка, установленные на углы подачи и раскатки, расположенные через 120° вокруг оси прокатки и имеющие бочки, составленные по длине из входного конуса, гребня, калибровочного участка и выходного конуса, отличающийся тем, что, с целью снижения концевых дефектов труб путем ограничения течения металла в поперечном направлении, высота гребня двух валков в 1,5-2 раза меньше высоты гребня третьего и наклон образующей входного конуса одного валка составляет 1,2-1,7 угла наклона образующей предыдущего. Источники информации, принятые во внимание при экспертизе: 1.Заявка № 2342640/02, В 21 В 19/02, по которой принято положительное решение о выдаче авторского свидетельства. 2.Патент ПНР № 29122, кл. 7а, 15, 1940. 3.Патент ЧССР ° 77021, кл. 7а, 15, 1948.
Ось валка g
6 5
ось валка
