Изобретение относится к огнеупорной промышленности, а именно к способам изготовления периклазовых клинкеров для производства огнеупорных материалов.
Важнейшим показателем качества огнеупорных изделий, наряду с другими, является плотность. Зависит она, в первую очередь, от качества исходных материалов: кажущейся плотности и открытой пористости, а затем уже от технологии формовки сырца изделий и температуры обжига, т.е. чем выше плотность исходных материалов, тем выше плотность огнеупора. Чем ниже плотность огнеупорных изделий и выше их пористость, тем, как правило, меньше их шлакоустойчивость. Из уровня техники известны различные технические решения, направленные на получение плотного периклазового клинкера.
Известен способ изготовления периклазового клинкера, включающий флотационное обогащение магнезита, помол, брикетирование и обжиг. Для получения высокоплотного и крупнокристаллического клинкера перед брикетированием 50-100% материала подвергают механохимической активации до достижения удельной поверхности 6 м2/г. Активирование проводят высокоэнергонапряженным диспергированием в режиме истирания с ускорением мелющих тел более 7g (RU 93000676, 06.01.1993).
Недостатком указанного способа является его высокая энергоемкость за счет флотационного обогащения магнезита и его механохимической активации. Брикетирование материала с такой высокой активностью будет крайне затруднительным без использования связующих добавок.
Из уровня техники известен способ изготовления клинкера, включающий измельчение исходного карбонатного сырья (природного магнезита) до фракционного состава, характеризуемого содержанием частиц размером свыше 63 мкм не более 20%, частиц размером 40-63 мкм 10-30%, частиц размером менее 40 мкм не менее 50%, подготовку пресс-массы, брикетирование и обжиг при температуре 1750-2200°С. Экспериментально установлено, что при спекании высокочистого карбонатного сырья (природного магнезита), содержащего, как правило, примесей не более 2%, по заявляемому способу получается периклазовый клинкер с плотностью не менее 0,85 от теоретической (RU 2068822 от 27.06.1991, C04B 35/03).
Основным недостатком способа является низкая плотность периклазового клинкера, полученного из высокочистого природного магнезита, которая фактически составила 3,09 г/см3. Огнеупоры, полученные с использованием данного периклазового клинкера, будут иметь низкоплотную структуру и высокую пористость. Одним из приемов повышения плотности периклазового клинкера является увеличение температуры обжига и в указанном аналоге эта температура может достигать 2200°С, что влечет за собой значительное увеличение удельного расхода топлива.
Наиболее близким по технической сущности к заявляемому является способ изготовления плотного периклазового клинкера, включающий измельчение природного магнезита до мелкого зерна (до среднего диаметра Фишера менее 10 микрон). Затем полученный материал кальцинируется при температуре от 1,500° до 1,800°F (600-1000°С). Кальцинированный магнезит дробится до мелкого зерна размером менее 2 микрон (или менее 1 микрона) по среднему диаметру Фишера. Затем обожженный материал формуется (брикетируется) и сформованные изделия (брикеты) обжигаются намертво при температуре более 3,000°F (1700°С) (US 3712599 от 23.01.1973, F27B 19/04).
Известно, что помол является довольно энергоемким технологическим процессом, особенно при условии получения тонкодисперсных порошков. Поэтому клинкер, произведенный по данному способу, получается дорогостоящим из-за помола сначала сырого (природного) магнезита до среднего диаметра Фишера менее 10 микрон, а затем помола, полученного из магнезита кальцинированного порошка до среднего диаметра Фишера менее 2 микрон.
Технический результат заключается в повышении плотности периклазового клинкера до показателя более 3,20 г/см3 за счет получения при кальцинирующем обжиге равномерно прокаленного кальцинированного магнезита и его помола до определенной дисперсности.
В контексте настоящего изобретения понятия «кальцинирующий обжиг» и «кальцинация» - тождественны.
Указанный технический результат достигается тем, что в способе изготовления периклазового клинкера, содержащего 90-98% MgO, включающем кальцинацию природного магнезита, помол кальцинированного магнезита, его брикетирование, обжиг брикета, согласно изобретению помол осуществляют до получения внешней удельной поверхности не менее 2,0 м2/г и получения массовой доли частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%, для чего кальцинацию осуществляют путем равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, а для помола используют кальцинированный магнезит фракции не более 8 мм.
Кальцинированный магнезит получают с изменением массы при прокаливании в пределах 0,5-2,5%.
При необходимости, в процессе помола вводят регулирующую химический состав добавку кальцитов с содержанием CaO>53,0% в количестве 0,5-1,5% от общей массы кальцинированного магнезита или доломита с содержанием CaO>30% в количестве 0,9-2,7% от общей массы кальцинированного магнезита.
При необходимости, в процессе помола вводят активирующую спекание добавку в количестве 0,5-1,5% от общей массы кальцинированного магнезита.
В отдельных случаях, для улучшения размолоспособности, в процессе помола кальцинированный магнезит подвергают электронейтрализации с помощью электромагнитного воздействия на мелющие тела, или интенсификации путем введения химических добавок на основе модифицированных полиметиленнафталинсульфонатов в количестве 0,02-0,04% от общей массы кальцинированного магнезита или других ПАВ из группы анионных, в частности триэтаноламина в том же количестве, лигносульфонатов технических в количестве не более 5% от общей массы кальцинированного магнезита.
Отличительной особенностью заявляемого изобретения является то, что помол кальцинированного магнезита осуществляют до получения внешней удельной поверхности не менее 2,0 м2/г и получения массовой доли частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%, для чего кальцинацию осуществляют путем равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита с получением равномерно прокаленного кальцинированного магнезита, а для помола используют данный кальцинированный магнезит фракции не более 8 мм.
Экспериментально обнаружено, что именно заявляемый фракционный состав молотого кальцинированного магнезита обеспечивает получение более плотного брикета при формовании, кажущаяся плотность которого составляет более 2,20 г/см3, и, соответственно, получение после обжига данного брикета более плотного периклазового клинкера. При этом не требуется увеличения температуры при последующем обжиге брикета и, соответственно, увеличения расхода теплоносителя.
При прессовании молотого кальцинированного магнезита, у которого удельная поверхность составляет менее 2,0 м2/г, а массовая доля частиц менее 20 мкм - менее 90%, из которых частиц менее 5 мкм - менее 45%, кажущаяся плотность отформованного брикета составляет менее 2,20 г/см3. При последующем обжиге такого брикета кажущаяся плотность полученного периклазового клинкера не достигает необходимого уровня и составляет менее 3,20 г/см3.
Таким образом, повышение плотности периклазового клинкера (более 3,20 г/см3) достигается за счет заявляемой внешней удельной поверхности и высокой дисперсности измельчаемого (молотого) кальцинированного магнезита.
Экспериментально установлено, что получение молотого кальцинированного магнезита до необходимой удельной поверхности и дисперсности обеспечивается за счет того, что кальцинацию осуществляют путем равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита с получением равномерно прокаленного кальцинированного магнезита, а для помола используют полученный кальцинированный магнезит фракции не более 8 мм. В качестве фракции не более 8 мм можно использовать, в частности, следующие фракции: 8-0 мм, 6-0 мм, 4-0 мм, 2-0 мм, 1-0 мм.
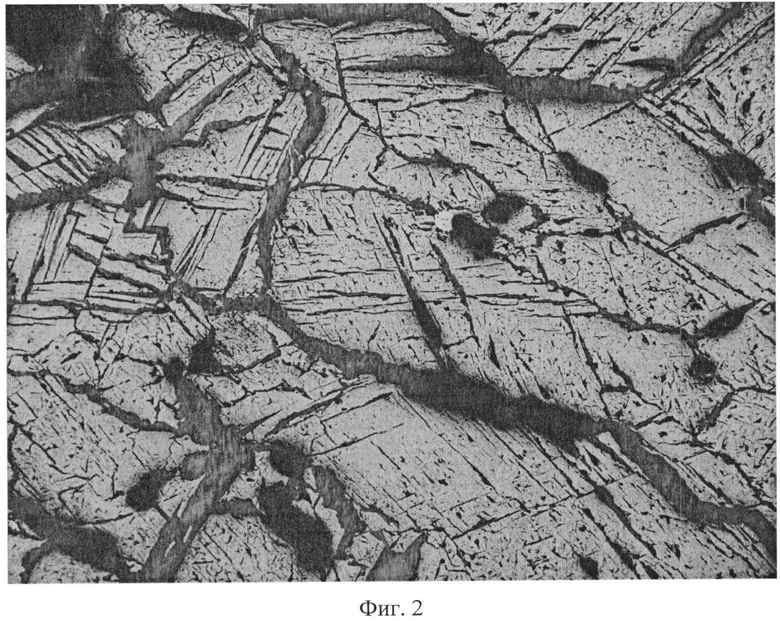
При неравномерном распределении температуры кальцинирующего обжига в объеме природного магнезита получают декарбонизированный магнезит, представляющий собой смесь зерен различной степени обжига. Кристаллическая структура этих зерен представляет ряд: карбонат магния (фиг. 1) - кальцинированный магнезит (фиг. 2) - слабообожженный спеченный периклаз (фиг. 3). Такая структурная «разномастность» декарбонизированного магнезита обусловлена воздействием на магнезит температуры разной интенсивности в процессе кальцинации. Соответственно, измельчаются зерна данного декарбонизированного магнезита по-разному в силу присущих им различных физико-химических свойств. Зерна кальцинированного магнезита, содержание которых в общей массе декарбонизированного магнезита составляет не более 65-70%, очень мягкие и измельчаются в первую очередь, зерна карбоната магния и слабообожженного спеченного периклаза гораздо тверже, поэтому измельчаются медленней. Все это отрицательным образом отражается на качестве помола и дисперсности молотого порошка.
Равномерное распределение температуры кальцинирующего обжига в объеме природного магнезита способствует получению частиц кальцинированного магнезита в виде энергетически нестабильных «зачатков» MgO рыхлой микропористой структуры неправильной формы (фиг. 2). Содержание указанных частиц во всей массе кальцинированного магнезита составляет не менее 95%. Зерна слабообожженного спеченного периклаза, структурно представляющие собой кристаллы периклаза округлой формы, и частицы неразложившегося карбоната магния присутствуют в минимальном количестве - не более 5%. Размолоспособность такого равномерно прокаленного кальцинированного магнезита намного лучше, чем декарбонизированного магнезита, представляющего смесь зерен различной степени обжига, ввиду переходного состояния кристалла: от кристалла магнезита до кристалла периклаза. Данное состояние кристаллов кальцинированного магнезита нестабильно, т.е. каждая частица (молекула) стремится занять свой энергетический минимум, в нашем случае энергетический минимум - это кристалл периклаза. На основании выше перечисленного кальцинированный магнезит, полученный равномерным («мягким») кальцинирующим обжигом, гораздо легче подвергается измельчению (помолу) и последующему обжигу изготовленного из него брикета.
Для равномерного процесса кальцинации в печи должна поддерживаться температура выше температуры, необходимой для начала процесса декарбонизации магнезита. Декарбонизация магнезита начинается от внешней поверхности куска к центру. В нашем случае, для достижения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, были внесены конструктивные изменения во вращающуюся печь: заменена горелка типа «труба в трубе» на регулируемую горелку как по длине факела, так и по его форме (шар, овал). Также печь оборудовали приводом с частотным преобразователем (для изменения скорости вращения печи) и изменили дизайн футеровки: новая футеровка выполнена с теплоизоляционной подложкой. Кроме того, возможно использование и других печей, в частности специализированной многоподовой печи, с возможностью регулирования температуры на каждом поду. Неравномерность температуры кальцинирующего обжига отрицательно скажется на качестве кальцинированного магнезита: такой продукт будет представлен смесью зерен различной микроструктуры.
Использование для помола кальцинированного магнезита фракции не более 8 мм обусловлено тем, что материал такой крупности более равномерно прокален и представляет собой равномерно прокаленный кальцинированный магнезит. Также с увеличением крупности зерен кальцинированного магнезита его размолоспособность уменьшается и указанный размер зерен не более 8 мм обеспечивает высокую размолоспособность материала. Кальцинированный магнезит размером более 8 мм измельчается хуже в силу наличия в материале большего количества неравномерно прокаленных частиц, т.е. частиц с различной микроструктурой, которая описана выше.
Молотый кальцинированный магнезит формуют (прессуют) в виде брикетов. После прессования брикет рассевается на фракции более и менее 15 мм. Фракция брикета более 15 мм (крупная фракция) является целевой и предназначается для последующего обжига. Фракция брикета менее 15 мм (мелкая фракция) дробится и возвращается на повторное прессование.
При помоле равномерно прокаленного кальцинированного магнезита фракции не более 8 мм обеспечивается необходимая удельная поверхность и дисперсность молотого порошка, а именно внешняя удельная поверхность не менее 2,0 м2/г и массовая доля частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%.
В процессе множества экспериментов установили, что в равномерно прокаленном кальцинированном магнезите изменение массы при прокаливании должно находиться в пределах 0,5-2,5%. Если в кальцинированном магнезите изменение массы при прокаливании составляет менее 0,5%, значит в нем содержится большее количество (более 5%) пережога, фактически это зерна слабоспеченного периклаза. Если в кальцинированном магнезите изменение массы при прокаливании составляет более 2,5%, значит в нем содержится большее количество (более 5%) недожога, фактически это зерна карбоната магния.
В отдельных случаях изготовления периклазового клинкера, содержащего 90-98% MgO, в процессе помола к кальцинированному магнезиту вводят различные добавки.
При необходимости, которая определяется химическим составом используемого природного магнезита и назначением клинкера, на стадии помола вводят регулирующую химический состав минеральную добавку - кальциты с содержанием CaO>53,0% в количестве 0,5-1,5% от общей массы кальцинированного магнезита или доломит с содержанием CaO>30% в количестве 0,9-2,7% от общей массы кальцинированного магнезита. Добавка кальцитов или доломита необходима для того, чтобы в готовом периклазовом клинкере, полученном заявляемым способом, соотношение CaO/SiO2 составило более 2. При обжиге брикета из молотого кальцинированного магнезита с соотношением CaO/SiO2 менее 2 помимо периклаза образуются неогнеупорные соединения монтичеллит и мервинит (Тплавл. менее 1580°С), реже - двухкальциевый силикат и форстерит. При обжиге брикета из молотого кальцинированного магнезита с соотношением CaO/SiO2 более 2 образуются огнеупорные фазы (Тплавл. более 1580°С): трехкальциевый и двухкальциевый силикаты. Преимущество периклазового клинкера с соотношением CaO/SiO2 более 2 заключается и в его высокой термической прочности по сравнению с периклазовым клинкером, у которого данное соотношение составляет менее 2.
Добавка кальцитов с содержанием CaO>53,0% в количестве менее 0,5% от общей массы кальцинированного магнезита или доломита с содержанием CaO>30% в количестве менее 0,9% от общей массы кальцинированного магнезита является не достаточной для образования в процессе обжига высокоогнеупорных силикатов. Поэтому в готовом периклазовом клинкере присутствуют легкоплавкие фазы.
Добавка кальцитов с содержанием CaO>53,0% в количестве более 1,5% от общей массы кальцинированного магнезита или доломита с содержанием CaO>30% в количестве более 2,7% от общей массы кальцинированного магнезита является излишней и приводит к образованию свободного CaO в периклазовом клинкере, что крайне нежелательно при дальнейшем использовании его для изготовления огнеупорных материалов, т.к. присутствие свободной извести в периклазовых изделиях повышает их склонность к гидратации, которая может вызвать разрушение изделий.
Необходимость введения в процессе помола активирующей спекание добавки объясняется тем, что кальцинированный магнезит с содержанием Mg≥96% является трудноспекаемым, поэтому на стадии помола к нему добавляют активирующую спекание добавку в количестве 0,5-1,5% от общей массы кальцинированного магнезита. В контексте настоящего изобретения в качестве спекающей добавки могут быть использованы, например, рутиловый концентрат (TiO2), оксид хрома (Cr2O3), бадделеитовый концентрат (ZrO2).
Указанные пределы дозировки спекающей добавки получены экспериментальным путем и являются оптимальными. В процессе последующего обжига брикета спекающая добавка внедряется в кристаллическую решетку материала, повышает ее энергетический уровень, что улучшает твердофазное спекание кальцинированного магнезита с высоким содержанием оксида магния. Данная добавка не ухудшает технические характеристики огнеупоров.
В некоторых случаях, для улучшения размолоспособности, в процессе помола кальцинированный магнезит подвергают электронейтрализации с помощью электромагнитного воздействия на мелющие тела или интенсификации путем введения химических добавок на основе модифицированных полиметиленнафталинсульфонатов в количестве 0,02-0,04%) от общей массы кальцинированного магнезита или других ПАВ из группы анионных, в частности триэтаноламин в том же количестве, лигносульфонаты технические в количестве не более 5% от общей массы кальцинированного магнезита. Химические добавки также выполняют функцию временной связки, при спекании они полностью выгорают. Дозировка химических добавок в заявленном количестве является оптимальной. Меньшее ее количество не способствует формированию более плотной укладки частиц молотого материала при прессовании, большее количество - не оказывает дополнительного положительного влияния на процесс помола и не ведет к увеличению плотности отформованного брикета.
В настоящем изобретении представлены чертежи, где на фиг. 1 - кристаллическая структура зерен карбоната магния, на фиг. 2 - кристаллическая структура зерен кальцинированного магнезита, на фиг. 3 - кристаллическая структура зерен слабообожженного периклаза.
Далее приведены конкретные примеры осуществления изобретения, не исключающие другие варианты в пределах формулы изобретения.
Химический состав природного магнезита и полученного из него кальцинированного магнезита представлен в таблице 1.
Пример 1. Кальцинацию природного магнезита фракции <40 мм производили в модернизированной вращающейся печи при температуре 900-1050°С, с целью обеспечения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, исключающего его недожог или пережог. Для помола выделяли кальцинированный магнезит фр. 8-0 мм. Помол производили в шаровой мельнице. Внешняя удельная поверхность полученного молотого кальцинированного магнезита равнялась 2,06 м2/г, содержание частиц менее 20 мкм составило 91%, из которых зерен менее 5 мкм - 45,3%. Брикетирование молотого кальцинированного магнезита осуществляли на валковых прессах. Кажущаяся плотность отформованного брикета равнялась 2,25 г/см3. Отформованный брикет обжигали в шахтной печи, при температуре 1800°С. Свойства полученного периклазового клинкера представлены в таблице 2. Полученный клинкер имеет плотную структуру, кажущуюся плотность - 3,25 г/см3 и минимальное содержание примесных оксидов, что делает возможным его использование для производства высокочистых огнеупорных материалов ответственного назначения.
Пример 2. Кальцинацию природного магнезита фракции <40 мм производили в модернизированной вращающейся печи, при температуре 900-1050°С, с целью обеспечения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, исключающего его недожог или пережог. Для помола выделяли кальцинированный магнезит фр. 8-0 мм. Помол производили в шаровой мельнице, к кальцинированному магнезиту в мельницу подшихтовывали мраморную крошку с содержанием CaO - 54,2%, в количестве 0,8%. При помоле материал подвергали электронейтрализации. Внешняя удельная поверхность полученного молотого кальцинированного магнезита равнялась 2,13 м2/г, содержание частиц менее 20 мкм составило 91,3%, из которых зерен менее 5 мкм - 45,9%. Брикетирование молотого кальцинированного магнезита осуществляли на валковых прессах. Кажущаяся плотность отформованного брикета равнялась 2,27 г/см3. Отформованный брикет обжигали в шахтной печи, при температуре 1800°С. Свойства полученного периклазового клинкера представлены в таблице 2. Полученный клинкер имеет плотную структуру, кажущуюся плотность - 3,26 г/см3 и минимальное содержание примесных оксидов, что делает возможным его использование для производства высокочистых огнеупорных материалов ответственного назначения.
Пример 3. Кальцинацию природного магнезита фракции <40 мм производили в модернизированной вращающейся печи при температуре 900-1050°С, с целью обеспечения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, исключающего его недожог или пережог. Для помола использовали кальцинированный магнезит фр. 6-0 мм. Помол полученного кальцинированного магнезита производили в шаровой мельнице, к кальцинированному магнезиту в мельницу подшихтовывали рутиловый концентрат в количестве 1,0%. Дополнительно в мельницу к материалу вводили химическую добавку на основе модифицированных полиметиленнафталинсульфонатов в количестве 0,04%. Внешняя удельная поверхность полученного молотого кальцинированного магнезита равнялась 2,38 м2/г, содержание частиц менее 20 мкм составило 92,5%, из которых зерен менее 5 мкм - 46,3%. Брикетирование молотого кальцинированного магнезита осуществляли на валковых прессах. Кажущаяся плотность отформованного брикета равнялась 2,29 г/см3. Отформованный брикет обжигали в шахтной печи, при температуре 1800°С. Кажущаяся плотность полученного клинкера равнялась 3,40 г/см3.
Пример 4. Кальцинировали природный магнезит фракции <20 мм в той же печи, что и в предыдущих примерах, с целью обеспечения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита. Для помола выделяли кальцинированный магнезит фр. 2-0 мм. Помол производили в шаровой мельнице. При помоле дополнительно в мельницу к материалу вводили триэтаноламин в количестве 0,02%. Внешняя удельная поверхность полученного молотого кальцинированного магнезита равнялась 2,21 м2/г, содержание частиц менее 20 мкм составило 90,5%, из которых зерен менее 5 мкм - 47,0%. Брикетирование молотого кальцинированного магнезита осуществляли на валковых прессах. Кажущаяся плотность отформованного брикета равнялась 2,30 г/см3. Отформованный брикет обжигали в шахтной печи, при температуре 1800°С. Кажущаяся плотность периклазового клинкера равнялась 3,35 г/см3.
Пример 5. Кальцинировали природный магнезит фракции <8 мм в той же печи, что и в предыдущих примерах, с целью обеспечения равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита. Для помола выделяли кальцинированный магнезит фр. 1-0 мм. Помол производили в шаровой мельнице. Внешняя удельная поверхность полученного молотого кальцинированного магнезита равнялась 2,29 м2/г, содержание частиц менее 20 мкм составило 92,9%, из которых зерен менее 5 мкм - 47,5%. Брикетирование молотого кальцинированного магнезита осуществляли на валковых прессах. Кажущаяся плотность отформованного брикета равнялась 2,31 г/см3. Отформованный брикет обжигали в шахтной печи, при температуре 1800°С. Кажущаяся плотность периклазового клинкера равнялась 3,37 г/см3.
Свойства периклазовых клинкеров представлены в таблице 2.
Таким образом, разработана оптимальная технология, обеспечивающая получение молотого кальцинированного магнезита с необходимой внешней удельной поверхностью не менее 2,0 м2/г и получение заданной дисперсности, а именно массовой доли частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%, и, соответственно, позволяющая изготавливать периклазовый клинкер плотностью более 3,20 г/см3.
При обжиге брикета плотностью более 2,20 г/см3, отпрессованного из кальцинированного магнезита, полученного в соответствии с заявляемым изобретением, не потребуется увеличения температуры последующего обжига брикета и, как следствие, увеличения расхода теплоносителя, поскольку представленной температуры последующего обжига брикета достаточно для твердофазного спекания материала, измельченного (молотого) до заявляемой дисперсности.
Периклазовый клинкер плотностью более 3,20 г/см3 является качественным материалом для производства огнеупорных изделий, которые используются для футеровки тепловых агрегатов. Огнеупоры, произведенные из высокоплотного периклазового клинкера, позволяют значительно увеличить срок службы футеровки теплового агрегата, т.к. обладают стабильностью свойств: низкой открытой пористостью и высокой плотностью, незначительными изменениями геометрических размеров в процессе нагрева и эксплуатации и, следовательно, повышенными служебными характеристиками.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗОИЗВЕСТКОВОЖЕЛЕЗИСТОГО КЛИНКЕРА | 2004 |
|
RU2276120C2 |
| ПЕРИКЛАЗОВЫЙ КЛИНКЕР | 1996 |
|
RU2085537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗОВЫХ ПОРОШКОВ | 1993 |
|
RU2077519C1 |
| КАЛЬЦИНИРОВАННЫЙ ОКСИД МАГНИЯ | 1996 |
|
RU2159752C2 |
| ОГНЕУПОРНАЯ ЗАПРАВОЧНАЯ МАССА | 2022 |
|
RU2805678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО МАТЕРИАЛА | 2006 |
|
RU2337082C2 |
| Способ получения плотного периклазового клинкера | 1986 |
|
SU1337368A1 |
| Способ изготовления спеченного периклазового клинкера | 1985 |
|
SU1235858A1 |
| Способ получения огнеупорного клинкера | 1973 |
|
SU492504A1 |
| СТАЛЕПЛАВИЛЬНЫЙ ФЛЮС И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2296800C2 |


Изобретение относится к огнеупорной промышленности, а именно к способам изготовления периклазовых клинкеров для производства огнеупорных материалов. Способ изготовления периклазового клинкера, содержащего 90-98% MgO, включает кальцинацию природного магнезита при температуре 900-1050оС, помол кальцинированного магнезита, его брикетирование и обжиг брикета. Согласно изобретению, помол осуществляют до получения внешней удельной поверхности не менее 2,0 м2/г и массовой доли частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%. Кальцинацию осуществляют путем равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, обеспечиваемого изменениями в конструкции вращающейся печи, а для помола используют кальцинированный магнезит фракции не более 8 мм. Технический результат изобретения - повышение плотности клинкера. 10 з.п. ф-лы, 3 ил., 2 табл.
1. Способ изготовления периклазового клинкера, содержащего 90-98% MgO, включающий кальцинацию природного магнезита, помол кальцинированного магнезита, его брикетирование, обжиг брикета, отличающийся тем, что помол осуществляют до получения внешней удельной поверхности не менее 2,0 м2/г и получения массовой доли частиц менее 20 мкм в количестве не менее 90%, из которых частиц менее 5 мкм не менее 45%, для чего кальцинацию осуществляют путем равномерного распределения температуры кальцинирующего обжига в объеме природного магнезита, а для помола используют кальцинированный магнезит фракции не более 8 мм.
2. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что получают кальцинированный магнезит с изменением массы при прокаливании в пределах 0,5-2,5%.
3. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в процессе помола вводят регулирующую химический состав добавку кальцитов с содержанием CaO>53,0% в количестве 0,5-1,5% от общей массы кальцинированного магнезита.
4. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в процессе помола вводят регулирующую химический состав добавку доломита с содержанием CaO>30% в количестве 0,9-2,7% от общей массы кальцинированного магнезита.
5. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в качестве активирующей спекание добавки вводят рутиловый концентрат (TiO2) в количестве 0,5-1,5% от общей массы кальцинированного магнезита.
6. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в качестве активирующей спекание добавки вводят оксид хрома (Cr2O3) в количестве 0,5-1,5% от общей массы кальцинированного магнезита.
7. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в качестве активирующей спекание добавки вводят бадделеитовый концентрат (ZrO2) в количестве 0,5-1,5% от общей массы кальцинированного магнезита.
8. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что в процессе помола кальцинированный магнезит подвергают электронейтрализации с помощью электромагнитного воздействия на мелющие тела.
9. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что процесс помола кальцинированного магнезита интенсифицируют путем введения химических добавок на основе модифицированных полиметиленнафталинсульфонатов в количестве 0,02-0,04% от общей массы кальцинированного магнезита.
10. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что процесс помола кальцинированного магнезита интенсифицируют путем введения ПАВ из группы анионных, в частности триэтаноламин в количестве 0,02-0,04% от общей массы кальцинированного магнезита.
11. Способ изготовления периклазового клинкера по п. 1, отличающийся тем, что процесс помола кальцинированного магнезита интенсифицируют путем введения лигносульфонатов технических в количестве не более 5% от общей массы кальцинированного магнезита.
| US 3712599 A, 23.01.1973 | |||
| RU 94028306 A1, 20.05.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗОИЗВЕСТКОВОЖЕЛЕЗИСТОГО КЛИНКЕРА | 2004 |
|
RU2276120C2 |
| Способ получения плотного периклазового клинкера | 1986 |
|
SU1337368A1 |
| US 4585743 A, 29.04.1986 | |||

