Изобретение относится к способу нанесения рукава на контейнер для размещения рукава вокруг контейнера. Изобретение также относится к системе для нанесения рукава на контейнер для размещения рукавов вокруг контейнеров.
Термоусаживаемые рукава могут использоваться для обеспечения этикеток на контейнерах для, например, идентификации содержимого контейнера.
Из EP 1587736 A1 является известным размещение рукавов вокруг контейнеров, имеющих кайму, посредством предварительного размещения нескольких рукавов в открытом положении. Отводящиеся штифты используются для удерживания рукава в вертикальном положении. Контейнер, подвешенный на тросах, может размещаться в открытый рукав. Затем рукав прикрепляется к контейнеру, используя тепло. Известный способ не подходит для высокоскоростного этикетирования.
EP 1016595 раскрывает предварительно образованные конические рукава. Образуются рукава, имеющие постоянное открытое положение. Контейнер размещается в рукава.
Проблема, связанная с известным способом, заключается в увеличении скорости, а в другом варианте осуществления - в увеличении надежности способа нанесения рукава. Целью настоящего изобретения является усовершенствование известного способа.
US 4048281 раскрывает машину, в которой бутылки, загруженные на зажимающие горлышко патроны, соединенные с бесконечной приводной кареткой, транспортируются вдоль нескольких оправок, размещенных ниже бутылок. Патроны имеют их центры, выставленные в совпадении с вертикальными центральными осями располагающихся ниже оправок. Каждая оправка обеспечена с кольцевым, охватывающим толкающим стержнем, который может побуждаться выполнять возвратно-поступательное движение. Пластиковая полоса сначала наматывается вокруг оправки, затем сваривается для образования рукава. Оправка и патрон затем перемещаются вместе, во время чего рукав толкается вверх посредством толкающего стержня в положение, в котором рукав размещается вокруг бутылки таким образом, что рукава могут прикрепляться к бутылкам в процессе термоусадки.
Недостаток известной машины заключается в том, что она является относительно сложной и имеет относительно низкую скорость обработки. Более того, посредством использования толкающего стержня для того, чтобы перемещать рукав на нижний конец бутылки, известная машина является менее подходящей для манипулирования контейнерами, выполненными из относительно гибкого материала, и для использования высокогибкого образующего рукав материала, например, относительно тонкого образующего рукав материала. Другой недостаток заключается в том, что машина является неподходящей или менее категорично для нанесения рукава на контейнеры с, в общем смысле, сужающейся формой (т.е. имеющие верхний конец, который шире, чем их нижний конец).
Аналогичная конструкция раскрыта в US 3767496 A. Этот документ раскрывает способ и устройство для нанесения рукава на бутылку, причем рукав поднимается и помещается телескопически на нижний конец бутылки посредством захватывания рукава и толкания захваченного рукава вверх, используя стержень. Так как механические средства захватывают рукав на его нижнем конце, требуется, чтобы материал рукава был относительно толстым и негибким. Это делает известные способ и устройство, неподходящими или менее категорично для использования тонких и гибких рукавов, и/или может уменьшать общую скорость нанесения рукава устройства для нанесения рукава. Устройства, раскрытые в JP 2007112465 A и WO 2009/000068 A2, имеют аналогичные недостатки.
Целью изобретения является обеспечение способа и системы, в которых, по меньшей мере, один из вышеприведенных и/или других недостатков был исключен или, по меньшей мере, уменьшен.
Дополнительной целью изобретения является обеспечение способа и системы, которые обеспечивают относительно быстрое и надежное расположение рукавов вокруг контейнеров, особенно (но не исключительно) в случае сужающихся контейнеров.
В соответствии с первым аспектом изобретения, обеспечен усовершенствованный способ нанесения рукава на контейнер для прикрепления рукава вокруг контейнера.
В соответствии с вариантами осуществления изобретения, способ содержит:
- подачу контейнера;
- размещение рукава из термоусаживаемой фольги вокруг контейнера посредством освобождения рукава с оправочного узла посредством выталкивания рукава по направлению к контейнеру;
в котором вытолкнутый рукав перемещается вверх в, по существу, противоположном направлении относительно гравитационной силы в положение вокруг контейнера.
Посредством выталкивания рукавов по направлению к проходящим контейнерам, или, более конкретно, выстреливания рукавов с оправочного узла по направлению к контейнерам и их скольжения на нижние концы контейнеров, рукава могут размещаться вокруг контейнера быстрым и надежным образом. Более того, расположение рукава вокруг контейнера посредством выталкивания (выстреливания) рукава с оправки обеспечивает возможность использования очень гибкого материала рукава, так как не требуется использовать конструктивные средства, которые захватывают рукав и тянут его по контейнеру.
В вариантах осуществления изобретения, рукава размещаются вокруг контейнера непосредственно с оправочного узла в результате кинетической энергии, прикладываемой к рукаву посредством его выталкивания с оправочного узла. В траектории от оправочного узла до контейнера, рукав не поддерживается какими-либо средствами. Кинетическая энергия, прикладываемая к рукаву, должна быть достаточной для обеспечения возможности, по меньшей мере, частичного направления рукава на нижний конец контейнера. В других вариантах осуществления, вспомогательное направление может быть обеспечено для приведения вытолкнутого рукава в его положение вокруг контейнера. Однако, непосредственное выталкивание является предпочтительным. Соответственно, рукав выстреливается на контейнер за один рабочий этап.
Выталкивание рукава с оправочного узла и перемещение рукава вверх по и вокруг контейнера обеспечивает возможность приближения рукава к контейнеру снизу. В некоторых вариантах осуществления, нанесение рукава на верхнюю часть контейнера заблокировано.
Предпочтительно, подаются рукава из термоусаживаемой фольги. Предпочтительно, подаются трубчатые рукава. Термоусаживаемые рукава могут содержать отпечатанную фольгу и образовывать этикетки, имеющие, например, информацию о продукте, которая подлежит размещению вокруг контейнера. Устройство подачи рукава может быть соединено с устройством подачи уплощенной трубчатой термоусаживаемой фольги, таким как рулон с намотанной фольгой.
Контейнер может содержать поверхность этикетирования, на которую подлежит прикреплению этикетка. Поверхность этикетирования может иметь коническую, трубчатую или другие формы. Рукав размещается вокруг контейнера и в последующей операции, такой как термоусадка, рукав может прикрепляться вокруг контейнера, создавая этикетированный контейнер. Нанесение рукава на контейнер представляет собой известный высокоскоростной, надежный способ как часть этикетирования контейнеров.
Способ может содержать непрерывное перемещение группы контейнеров и размещение рукавов на следующие друг за другом контейнеры, когда контейнеры перемещаются. Контейнерами можно манипулировать непрерывным образом, тем самым увеличивая скорость манипулирования системы для нанесения рукава.
Способ может включать стационарный оправочный узел, с которого рукава выталкиваются, когда контейнеры перемещаются около оправочного узла. Стационарная конструкция оправочного узла обеспечивает возможность выполнения и работы оправочного узла простым и надежным образом.
Контейнеры в настоящей заявке содержат все типы элементов, которые могут содержать текучие среды, жидкости, гранулы и т.д. Контейнеры содержат бутылки и пакеты. Многие контейнеры имеют отверстие, например съемную крышку, рядом с верхней стороной контейнера. Другие контейнеры имеют широкую верхнюю часть. Во многих применениях контейнер уже заполнен жидкостью или текучей средой до нанесения рукава и этикетирования. Посредством перемещения рукава по контейнеру вверх, является возможным размещать рукав на контейнер с нижней стороны, например, если нижняя сторона контейнера является самой узкой (имеет наименьшую максимальную окружность). Верхняя сторона, имеющая отверстие, может удерживаться вертикальной, например, предотвращая контакт содержащейся текучей среды/жидкости контейнера с отверстием/съемной крышкой.
Посредством нанесения рукава вертикально вверх, рукав выталкивается/выстреливается против гравитационной силы. В варианте осуществления, рукав имеет окружность отчасти больше, чем корпус контейнера, на который рукав подлежит размещению. В варианте осуществления, вытолкнутый рукав удерживается вокруг контейнера посредством обеспечения клея на рукаве или на контейнере.
В варианте осуществления, способ обеспечивает возможность непрерывной операции подачи рукавов и контейнеров. В варианте осуществления, обеспечен непрерывный способ, который обеспечивает возможность непрерывной подачи или рукавов и/или контейнеров для прикрепления рукавов. В варианте осуществления, подаваемые рукава и/или подаваемые контейнеры перемещаются. Способ, который содержит непрерывное перемещение рукавов и/или контейнеров, обеспечивает возможность работы на бόльших скоростях. Такое непрерывное перемещение представляет собой усовершенствование EP 1587736-A1. Перемещение может содержать поддерживание рукава/контейнера в вертикальном положении. В варианте осуществления, перемещение содержит поддерживание контейнера в подвешенном расположении.
В соответствии с вариантом осуществления, обеспечение рукава термоусаживаемой фольги содержит обеспечение уплощенной трубчатой фольги, открывание фольги и отрезание рукавов от фольги. Этот автоматизированный и непрерывный способ, например известный из WO 2011-031160 на имя настоящего заявителя, прямо включенный путем ссылки, обеспечивает возможность высокоскоростной подачи трубчатой фольги и отдельных рукавов. Это будет увеличивать скорость, с которой может выполняться способ этикетирования.
В варианте осуществления, за обеспечением и подачей рукава, посредством отрезания рукава от фольги, в соответствии с изобретением, непосредственно следует приведение рукава в заданное положение, в котором он будет прикрепляться к контейнеру. Это исключает дополнительные рабочие этапы для манипулирования отрезанным рукавом и/или получения заданного положения после подачи рукава. Соответственно, уменьшена сложность способа. Это будет уменьшать затраты, не только операционные, но также на конфигурацию. Более того, увеличивается надежность и уменьшается требуемая площадь для оборудования.
В варианте осуществления, контейнер и рукав, размещенный вокруг контейнера, транспортируются в печь термоусадки, и рукав термоусаживается вокруг контейнера для прикрепления рукава к контейнеру. Во время процесса термоусадки, контейнеры могут быть неподвижными или могут продолжать транспортироваться через печь. Для термоусадки, предпочтительно, используется пар. Контейнер и рукав, предпочтительно, удерживаются в вертикальном положении. Продольная ось рукава проходит в вертикальном направлении.
Другие варианты осуществления для усаживания и прикрепления рукава, могут включать пистолеты для прихватывания или станции для слабого присоединения рукава. В другом варианте осуществления, контейнер может смачиваться опрыскиванием, и рукав может прилипать. Также соединение статическим нагружением может использоваться для прикрепления рукава.
В варианте осуществления, пар применяется к рукаву с боковых сторон, при транспортировке рукава/контейнера через тепловую печь. Дополнительно тепло, конкретно пар, может направляться к рукаву/контейнеру с одной или более сторон, например с нижней стороны.
В варианте осуществления, способ содержит транспортировку, конкретно перемещение, подвешенных контейнеров с концом, на который подлежит нанесению рукав, проходящим вниз.
В варианте осуществления, сцепляется верхняя сторона контейнера, оставляя нижний конец свободным для нанесения рукава.
В варианте осуществления, контейнер перемещается, проходя оправку и обеспечивая возможность размещения рукава вокруг перемещаемого контейнера посредством выталкивания рукава вверх. Комбинация контейнера и рукава перемещается дальше по ходу.
В варианте осуществления, обеспечено вспомогательное поддерживание для направленного вверх поддерживания вытолкнутого рукава в его положении вокруг контейнера. Поддерживание преодолевает гравитационную силу.
В варианте осуществления, вытолкнутый рукав выстреливается на контейнер. Затем вытолкнутый рукав направляется в заданное положение относительно контейнера. Выталкивание рукава приводит рукав в, в общем смысле, заданное положение вокруг контейнера, при этом более конкретное направление обеспечивается для приведения рукава в его требуемое положение относительно контейнера в последующей операции.
Способ может содержать поддерживание вытолкнутого рукава, как только он достиг положения вокруг контейнера и/или до спадания рукава с контейнера вследствие силы тяжести. В варианте осуществления, поддерживающее устройство может содержать ленту для направленного вверх поддерживания вытолкнутого рукава в его положении вокруг контейнера. Лента может перемещаться вместе с рукавом, размещенным вокруг контейнера, при перемещении.
Поддерживание вытолкнутого рукава, размещенного вокруг контейнера, может содержать смещение рукава в заданное положение относительно контейнера, предпочтительно, смещение рукава вверх в подходящее положение для последующего прикрепления рукава к контейнеру. Например, когда контейнер с нанесенным рукавом перемещается в направлении печи, рукава могут направляться вдоль неподвижного или подвижного элемента (такого как лента). Перемещение элемента вдоль элемента может побуждать рукав перемещаться вверх или вниз в подходящее положение, в котором рукав может прикрепляться к контейнеру.
В варианте осуществления, лента перемещается с той же самой, но предпочтительно с большей скоростью, чем перемещаемые рукав и контейнер. Когда рукав выстреливается вверх на горизонтально перемещающийся контейнер, вертикально перемещающемуся рукаву придается горизонтальная составляющая скорости в результате перемещения контейнера, на котором он размещается. Это может вызвать отставание части, в частности нижнего конца рукава. Посредством обеспечения ленты, которая в частности сцепляется с нижним концом рукава, перемещающейся с большей скоростью, чем скорость транспортировки, перекошенное положение рукава может корректироваться.
В соответствии с вариантами осуществления изобретения, этап поддерживания вытолкнутого рукава в его положении вокруг контейнера содержит перемещение ленты ниже рукава, размещенного вокруг контейнера, при перемещении, при этом лента размещается таким образом, чтобы наклонять рукав в подходящее положение. Этот наклон может достигаться посредством перемещения ленты с большей скоростью, чем у перемещающегося контейнера, и/или посредством размещения ленты в наклонном положении. В некоторых вариантах осуществления, лента побуждает вытолкнутый рукав перемещаться в наклонное вперед косое положение для создания пространства между рукавом и следующим контейнером. Пространство может быть необходимым для обеспечения возможности выстреливания следующего рукава на следующий контейнер, даже когда пространство между контейнерами ограничено и/или скорость конвейера является высокой.
В варианте осуществления, направление рукава в требуемое положение относительно контейнера, и в итоге поддерживание рукава в положении вокруг, сохраняется до транспортировки контейнера с рукавом в печь термоусадки. Заданное положение сохраняется, пока не начнется термоусадка. Сборка контейнера и поддерживаемого рукава в заданном положении перемещается в тепловую печь для термоусадки и прикрепления рукава вокруг контейнера.
В варианте осуществления, способ дополнительно содержит глубокую вытяжку или термоформование упаковочных контейнеров, таких как чашки или тому подобное, на полосе упаковочного материала, в, по меньшей мере, одном продольном ряде. Контейнеры будут иметь кайму. Кайма контейнера может использоваться для удерживания положения контейнера.
В дополнительном аспекте, изобретение обеспечивает усовершенствованную систему для нанесения рукава на контейнер для размещения рукава вокруг контейнера. Термоусаживаемые рукава могут использоваться. Рукава подаются и контейнеры подаются. Рукава и контейнеры транспортируются в тепловую печь для прикрепления рукава вокруг контейнера.
В соответствии с вариантами осуществления изобретения, система может содержать:
- конвейер для транспортировки контейнеров, и
- устройство подачи рукава для размещения термоусаживаемых рукавов вокруг контейнеров, транспортируемых конвейером, при этом устройство подачи рукава содержит оправочный узел, и оправочный узел содержит выталкивающий узел для выталкивания рукава с оправочного узла,
причем выталкивающий узел выполнен с возможностью перемещения рукава вверх в, по существу, противоположном направлении относительно гравитационной силы в положение вокруг контейнера.
В варианте осуществления изобретения, выталкивающий узел выполнен с возможностью выстреливания рукава с оправочного узла по направлению к контейнеру, побуждая рукав скользить по контейнеру в положение, в котором рукав размещается вокруг контейнера. Расположение рукава вокруг контейнера может выполняться непосредственно с оправочного узла в результате кинетической энергии, прикладываемой к рукаву посредством выталкивающего узла.
В соответствии с вариантом осуществления, система для нанесения рукава на контейнер содержит устройство подачи рукава для подачи рукавов, выполненных из термоусаживаемой фольги. Рукава, предпочтительно, являются трубчатыми. Устройство подачи рукава может быть соединено с устройством подачи уплощенной трубчатой термоусаживаемой фольги, таким как рулон с намотанной фольгой. Устройство подачи рукава содержит оправку, по которой транспортируется рукав.
В варианте осуществления, устройство подачи рукава может содержать открывающий узел для открывания трубчатой фольги, режущий узел для отрезания рукавов от открытой трубчатой фольги и выталкивающий узел для выталкивания рукава с устройства подачи рукава. Устройство подачи рукава позволяет обеспечивать отдельно отрезанные рукава, подлежащие размещению вокруг контейнеров. В варианте осуществления, рукава отрезаются от уплощенной трубчатой фольги и выталкиваются и затем открываются посредством размещения рукава в заданное положение.
Система для нанесения рукава на контейнер также содержит конвейер для транспортировки контейнеров для непрерывной подачи контейнеров. Подаваемые контейнеры могут представлять собой отдельные контейнеры или могут представлять собой продукты, содержащие множество контейнеров. Контейнер может уже содержать продукт, такой как напиток или текучая среда, или молочный продукт, или орехи, или сладости. Контейнеры предусмотрены для удерживания порции и могут иметь крышку для открывания контейнера и обеспечения доступа к содержимому контейнера. Вариант осуществления содержит съемный укупорочный элемент для открывания контейнера. Контейнер может иметь окружность и может иметь другое поперечное сечение, например круглое, эллиптическое, квадратное или прямоугольное, и может проходить трубчатым или коническим образом. Контейнер также может иметь захваты или углубления.
В варианте осуществления, устройство подачи рукава может размещать рукав вокруг контейнера. В варианте осуществления, устройство подачи рукава содержит выталкивающий узел для выстреливания рукава с оправки на контейнер.
В соответствии с вариантом осуществления изобретения, выталкивающий узел выполнен с возможностью размещения рукава вверх вокруг контейнера. В противоположность известным способам, рукав выстреливается на дно или нижнюю часть контейнера, нежели чем на верхнюю часть контейнера. Это обеспечивает возможность ориентации контейнера с отверстием в качестве верхней части контейнера во время нанесения рукава. Это является особенно предпочтительным, когда контейнер уже заполнен во время нанесения рукава. Более того, в частности, самая слабая часть продукта - "укупорочный элемент" манипулируется без изменений скорости. Это приводит к минимальному риску повреждения укупорочного элемента.
Перевернутое вверх дном положение продукта означает, что выполняется контроль протекания продукта, когда укупорочные элементы находятся в контакте с системой ленточного конвейера. Риск повреждения возникает, когда продукты останавливаются, а конвейер по-прежнему находится в движении. Трение между лентой и укупорочным элементом продукта может повредить укупорочный элемент.
В варианте осуществления, система для нанесения рукава на контейнер представляет собой систему этикетирования, также содержащую печь термоусадки для прикрепления рукава к контейнеру. Печь для термоусадки представляет собой, в варианте осуществления, паровую печь, содержащую множество сопел и несколько ступеней прикрепления рукава к контейнеру.
В варианте осуществления, конвейер может транспортировать контейнеры и рукав, размещенный вокруг контейнера, в печь термоусадки. Контейнеры и рукава накапливаются на конвейере, собираются, и рукав прикрепляется к контейнеру при транспортировке через печь. Непрерывный высокоскоростной процесс может быть получен.
В соответствии с вариантом осуществления, система этикетирования дополнительно содержит поддерживающее устройство для рукава для размещения одного или более рукавов в заданном положении относительно одного или более контейнеров. Поддерживающее устройство обеспечивает возможность ориентации и размещения рукава относительно контейнера, например, посередине контейнера или выше. Поддерживающее устройство может представлять собой вспомогательное устройство для способствования размещению рукава относительно контейнера.
В настоящей заявке, заданное положение представляет собой положение, которое обеспечивает возможность прикрепления рукава в требуемом положении вокруг контейнера.
В варианте осуществления, конвейер предусмотрен для направления нижнего конца контейнера к выталкивающему узлу, когда контейнер проходит выталкивающий узел.
В варианте осуществления, выталкивающий узел предусмотрен для выталкивания вверх и для выталкивания рукава непосредственно на контейнеры. На одном рабочем этапе, рукав выстреливается и размещается на контейнере.
Для обеспечения непрерывного способа и для увеличения скорости манипулирования, выталкивающий узел предусмотрен для выталкивания рукава на контейнер, когда контейнер перемещается посредством конвейера.
В варианте осуществления, конвейер предусмотрен для транспортировки ряда контейнеров. Контейнеры будут транспортироваться с высокой скоростью, проходя точку, из которой рукава выстреливаются вверх на нижнюю часть контейнеров.
Предпочтительно, конвейер предусмотрен для транспортировки, по меньшей мере, двух соседних рядов контейнеров. В варианте осуществления, по меньшей мере, два устройства подачи рукава, каждое из которых содержит оправку и выталкивающий узел, направленные на конвейер, предусмотрены для размещения вверх рукава вокруг контейнеров. Это будет обеспечивать возможность, например манипулирования продуктами, содержащими контейнеры 2×2, 2×3, с высокими скоростями.
В варианте осуществления, конвейер содержит сцепляющий элемент для сцепления верхней стороны контейнеров. Это будет обеспечивать возможность размещения рукава на нижнюю сторону контейнера.
В варианте осуществления, система дополнительно содержит поддерживающее устройство для вытолкнутого рукава. Когда вытолкнутый рукав выстреливается вверх, гравитационная сила будет прикладывать силу в противоположном направлении, которая может перемещать рукав в противоположном направлении, снимая рукав с контейнера. Поддерживающее устройство для вытолкнутого рукава может предотвращать снятие рукава. Поддерживающее устройство для вытолкнутого рукава поддерживает рукав, размещенный вокруг контейнера.
В варианте осуществления, поддерживающее устройство для вытолкнутого рукава содержит пассивную пластину. Пластина может проходить вдоль, по меньшей мере, части конвейера. Пластина может быть предусмотрена для поддерживания части периферийного края рукава, размещенного вокруг контейнера. Пластина может размещаться под конвейером, в частности под требуемым положением рукава, для поддерживания рукава по направлению вверх против гравитационной силы.
В варианте осуществления, поддерживающее устройство для вытолкнутого рукава содержит ленту, предусмотренную для перемещения вместе с конвейером. Лента может перемещаться с большей скоростью, чем конвейер. Перекошенный рукав в результате ускорения рукава в горизонтальном направлении после выталкивания на контейнер, может корректироваться.
В варианте осуществления, лента содержит первую ленту, включающую в себя первую часть ленты и вторую часть ленты. Части ленты могут быть предусмотрены для последовательного поддерживания рукава на первой части ленты и второй части ленты. Первая часть ленты может проходить под наклоном, тогда как вторая часть ленты проходит горизонтально. Для обеспечения горизонтальной составляющей скорости первой части ленты, по существу, такой же, что и скорость контейнеров, скорость транспортировки первой части ленты (и второй части ленты) должна быть больше, чем скорость конвейера. Рядом с (сухой) первой лентой может быть предусмотрена вторая лента, например влажная лента, выполненная с возможностью транспортировки контейнеров с нанесенными рукавами через печь. Вторая лента проходит в, в общем смысле, горизонтальном направлении. Скорость второй ленты может быть, по существу, идентичной скорости конвейера. В вариантах осуществления изобретения, скорость транспортировки первой ленты, следовательно, больше, чем скорость транспортировки второй ленты.
Хотя в вышеприведенных вариантах осуществления горизонтальные и наклонные части ленты образованы одной единой лентой, эти части ленты могут быть образованы множеством отдельных лент в других вариантах осуществления.
Первая лента может быть выполнена с возможностью перемещения вытолкнутого рукава в наклонное вперед косое положение для создания пространства между контейнером с нанесенным рукавом и последующим контейнером. Это позволяет улучшить процесс обработки системы, особенно в случаях, в которых расстояние между следующими друг за другом контейнерами, подвешенными на конвейере, является относительно небольшим.
В варианте осуществления, поддерживающее устройство для вытолкнутого рукава проходит в печь термоусадки. Это будет позволять продолжать поддерживание рукава вплоть до начала термоусадки и прикрепления рукава к контейнеру.
В дополнительном варианте осуществления, устройство подачи контейнеров предусмотрено для подачи упаковочных контейнеров, таких как чашки или тому подобное, образованных посредством глубокой вытяжки или термоформования. В варианте осуществления, устройство подачи контейнеров содержит машину для формования, заполнения и укупорки для образования чашек и бутылок, синхронизированным образом на упаковочной полосе внутренней стороны, по меньшей мере, одного продольного ряда. В варианте осуществления, устройство подачи контейнеров содержит машину для формования, заполнения и укупорки для образования чашек и бутылок. Предпочтительно, образованы несколько соседних рядов. В варианте осуществления, контейнеры образованы в соответствии с заданной формой, например, контейнеров 2×2 или 2×3, в одной полосе упаковочного материала. Предпочтительно, контейнеры заполняются продуктом. Предпочтительно, контейнеры укупориваются. Способ и система в соответствии с изобретением обеспечивают возможность манипулирования заполненными контейнерами в вертикальном положении, тем самым предотвращая нарушение продукта, удерживаемого в контейнере.
В дополнительном варианте осуществления, контейнер, образующий поверхность размещения для этикетки, имеет коническую форму. Такие конические формы трудно этикетировать, так как во время термоусадки этикетка будет стремиться перемещаться к конической верхней части продукта. Используя поддерживающее устройство в соответствии с изобретением, этикетка удерживается в заданном положении во время термоусадки. Это будет предотвращать тенденцию этикетки перемещаться из ее требуемого положения высоты и будет уменьшать риск стягивания, и также может обеспечивать возможность применения способа нанесения рукава для контейнеров, имеющих сложные формы.
Для специалиста в данной области будет очевидным, что на чертежах показаны только предпочтительные варианты осуществления, и что другие варианты осуществления подпадают под объем изобретения. Хотя на чертежах будут показаны предпочтительные варианты осуществления, и изобретение было описано с прилагаемой формулой изобретения, для специалиста в данной области будет очевидным, что изобретение может охватывать другие признаки, прямо упомянутые в этом описании, а также неявные признаки. Для специалиста в данной области будет очевидным, что любой из этих явных или неявных признаков может комбинироваться с признаками, упомянутыми в этом описании или в формуле изобретения. Выделенные заявки, направленные на эти признаки, являются возможными.
Варианты осуществления теперь будут описываться со ссылкой на чертежи, на которых:
На Фиг. 1 показан схематичный общий вид (вид спереди) варианта системы и способа нанесения рукава на продукт,
На Фиг. 2 показан вид спереди первого варианта узла в соответствии с II на фиг. 1,
На Фиг. 3А и 3В показаны виды спереди второго и третьего варианта узла в соответствии с II на фиг. 1,
На Фиг. 4а и 4b показаны вид сверху и вид спереди, соответственно, четвертого варианта узла в соответствии с II на фиг. 1,
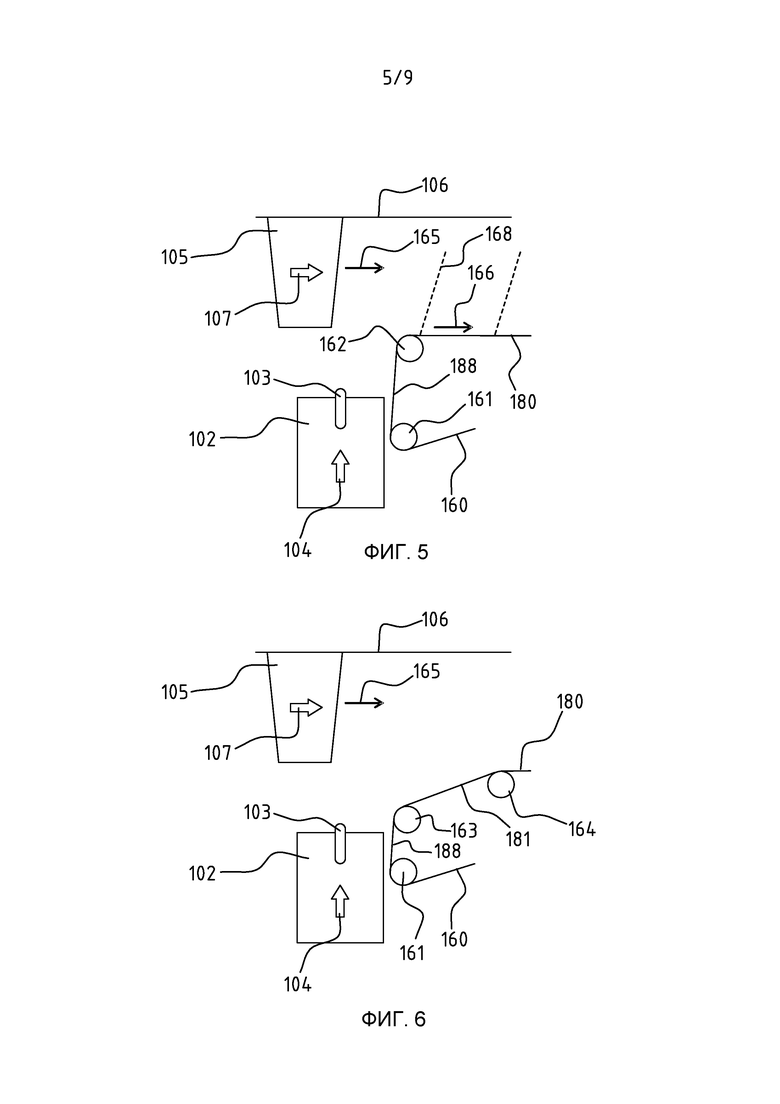
На Фиг. 5 показан вид спереди дополнительного варианта узла в соответствии с II на фиг. 1,
Фиг. 6 представляет собой вид спереди дополнительного варианта узла в соответствии с II на фиг. 1,
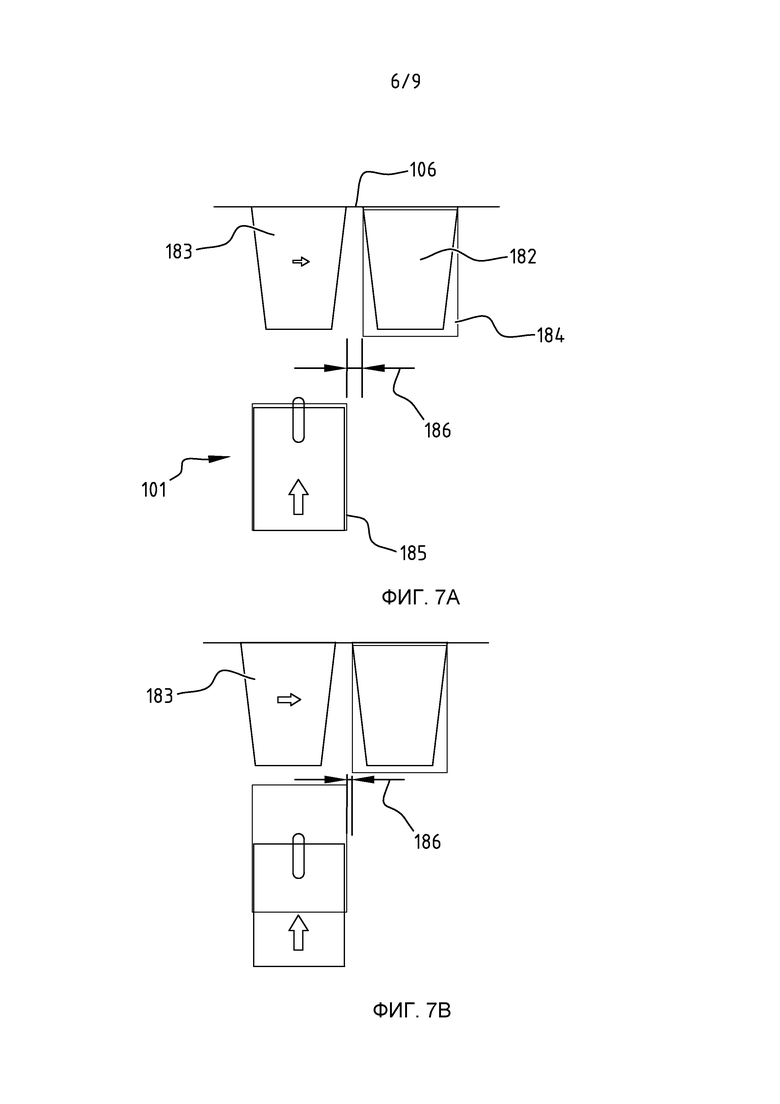
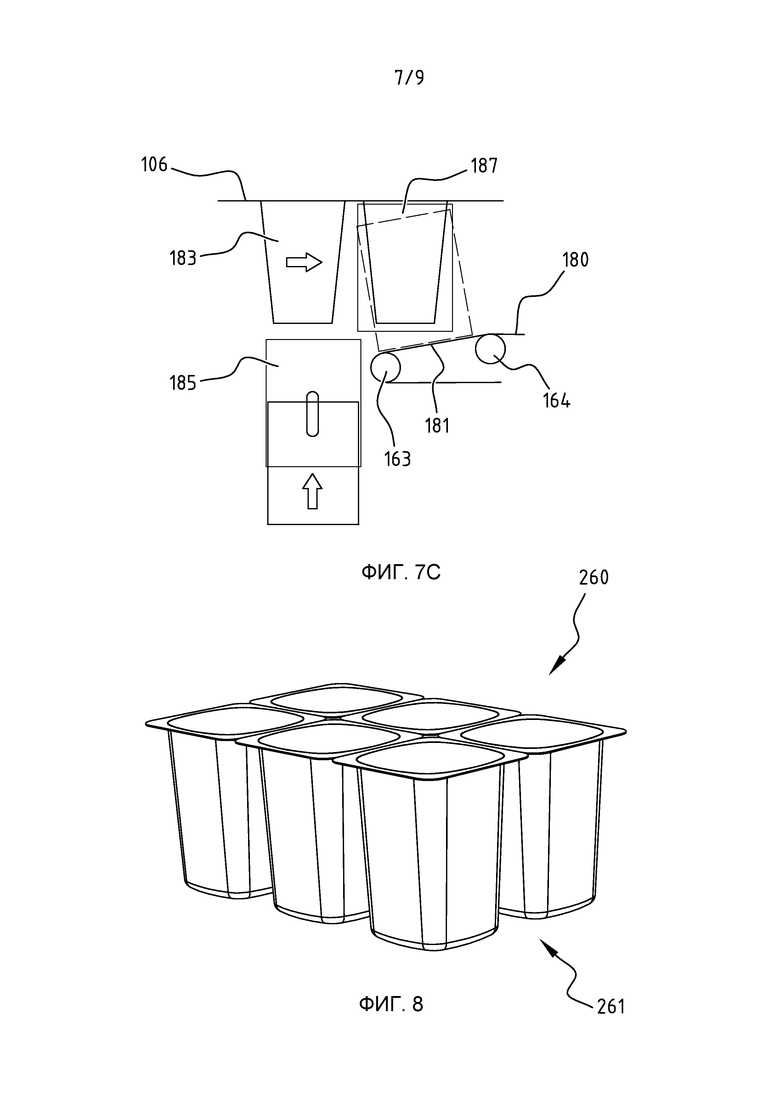
Фиг. 7А, 7В и 7С представляют собой схематичные изображения дополнительных вариантов настоящего изобретения;
На Фиг. 8 показан перспективный вид образованного термоформованием продукта, имеющего контейнеры 2×3;
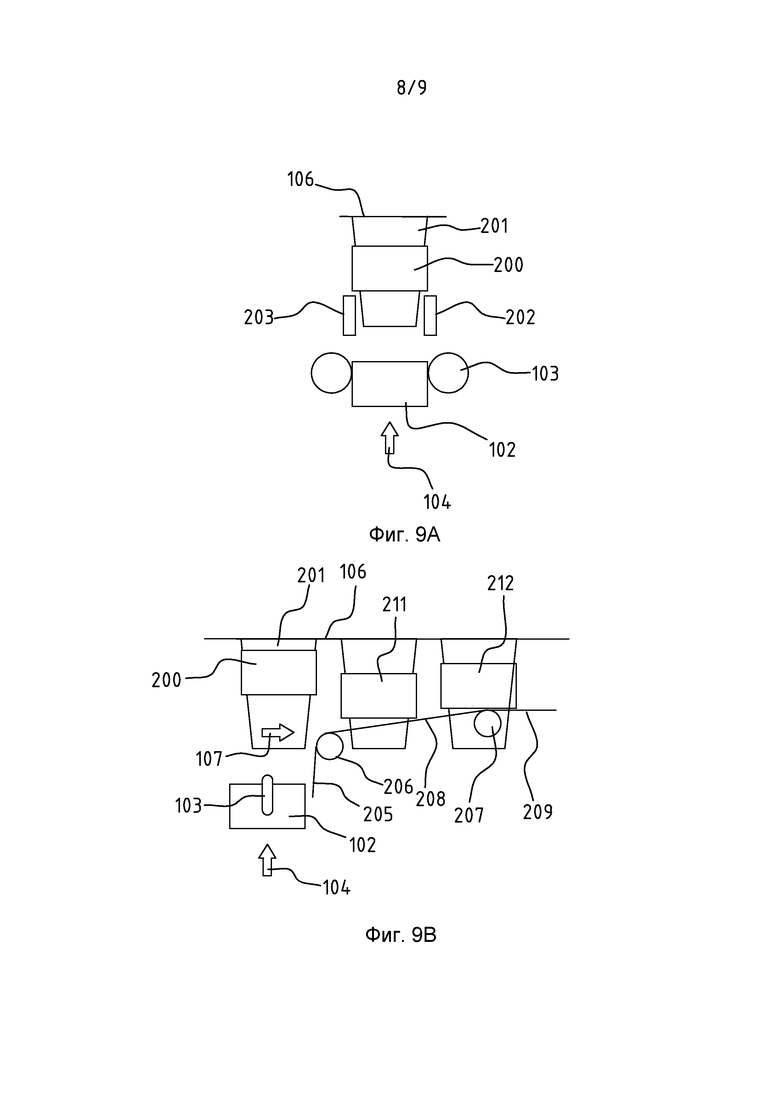
На Фиг. 9а и 9b показаны, соответственно, вид сбоку и вид спереди дополнительного варианта узла в соответствии с II на фиг. 1;
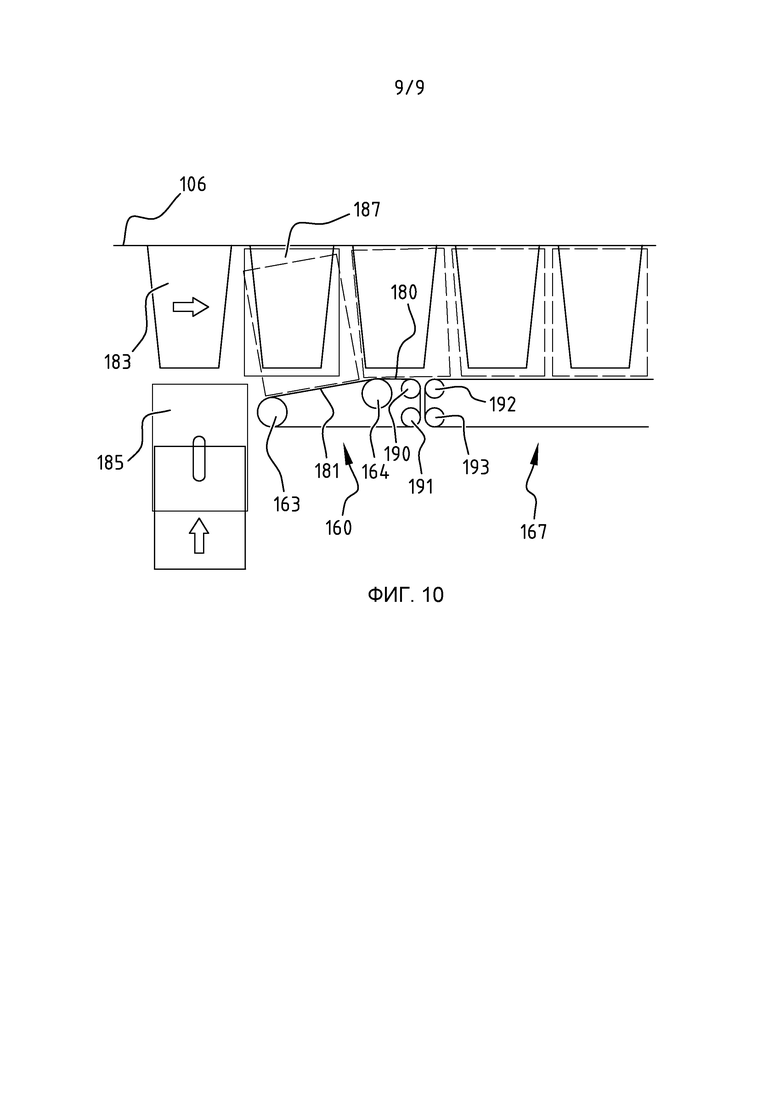
Фиг. 10 представляет собой схематичное изображение дополнительного варианта настоящего изобретения.
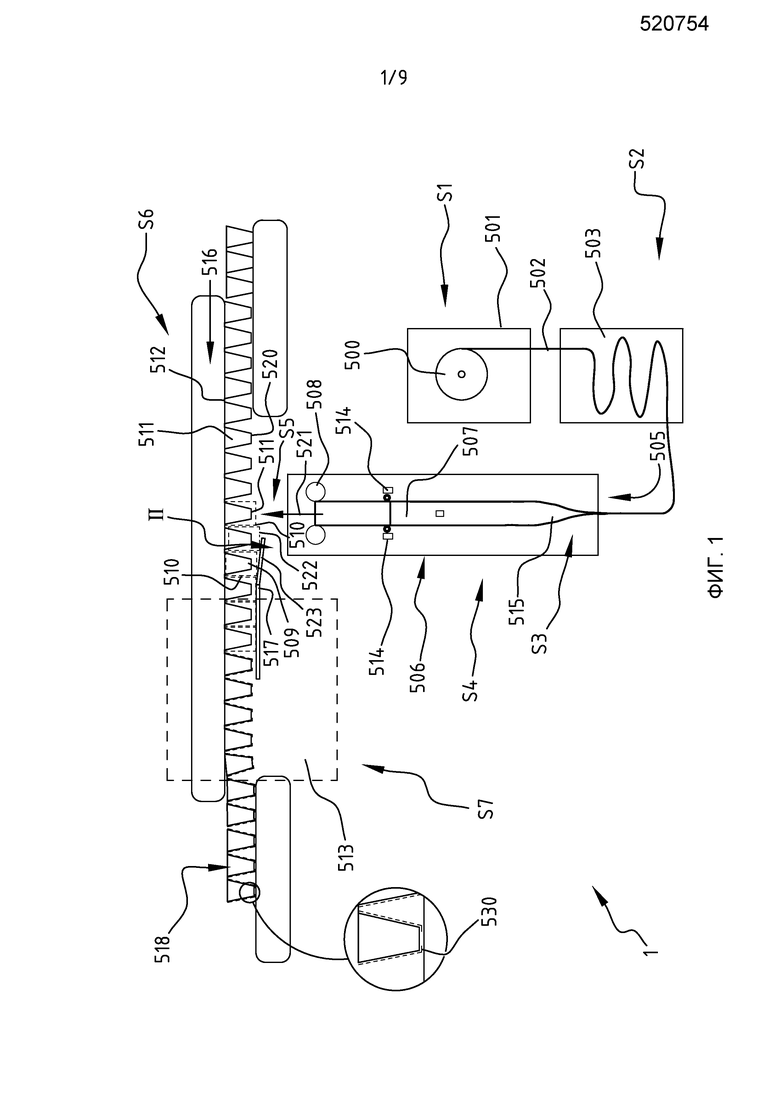
На Фиг. 1 схематично показана система 1 для нанесения рукава для нанесения рукава и этикетирования контейнеров. Изображение представляет собой вид спереди. Рулон 500 фольги обеспечен в накопителе 501 фольги. Фольга подается на этапе S1. В варианте осуществления, стыковочное устройство используется на этапе S1 для соединения последующих фольг с роликов для обеспечения непрерывной подачи фольги.
Рулон 500 обеспечивает термоусаживаемую фольгу 502. Фольга 502 является трубчатой. Рулон обеспечивает трубчатую фольгу в уплощенной форме. В варианте осуществления, изобретение ограничено одним или более свойствами фольги.
Фольга подается в буфер 503. Буфер 503 обеспечивает возможность накапливания S2 фольги, например, когда рулон 500 заменяется, для обеспечения непрерывной подачи 505 в расположенное ниже по потоку устройства, такие как показанный стационарный оправочный узел 506, содержащий оправку 507 и выталкивающий узел 508.
Когда уплощенная трубчатая фольга направляется вдоль оправки 507, фольга открывается S3 посредством наконечника 515 оправки 507. Оправочный узел 506 дополнительно содержит режущий узел 514 для отрезания рукавов S4 от подающейся открытой фольги. Выталкивающий узел 508 может содержать множество колес или роликов, предназначенных для придания рукавам ускорения таким образом, что они выталкиваются в направлении контейнера, расположенного над оправкой.
В этом варианте осуществления, контейнеры 511 имеют, в общем смысле, сужающуюся форму, т.е. рядом с верхним концом контейнер, по существу, имеет большее поперечное сечение, чем на нижнем конце контейнера. Контейнер может иметь форму усеченного конуса, как показано на фигурах. Однако, система и способ в соответствии с настоящим изобретением также могут применяться для имеющих другую форму контейнеров или чашек. Более того, контейнеры (также называемые "чашками") могут транспортироваться друг за другом, например в одном или более рядах контейнеров. В других вариантах осуществления, контейнеры могут быть объединены в несколько продуктов, при этом каждый продукт содержит более одного контейнера или чашки.
Более того, в соответствии с вариантами осуществления изобретения, контейнеры должны поддерживаться в вертикальном положении, причем относительно широкий верхний конец контейнера проходит над относительно небольшим нижним концом контейнера, например в случае образованных термоформованием пластиковых контейнеров или чашек для хранения пищевого продукта или аналогичного содержимого. Эти контейнеры или чашки не должны переворачиваться вверх дном и должны поддерживаться в вертикальном положении на протяжении всего процесса нанесения рукава.
Ссылаясь на фиг. 1, контейнер 511 может иметь отверстие рядом с верхней стороной, при этом нижняя сторона представляет собой меньший конец контейнера. В некоторых вариантах осуществления, контейнеры 511 имеют кайму (не показана на Фиг.1). Контейнеры могут заполняться содержимым, таким как пищевой продукт.
Верхний конец контейнера 511 сцепляется конвейером 512, например вакуумным конвейером, оставляя нижний конец 520 контейнера "свободно висящим". Варианты осуществления конвейера могут содержать тросы, поддерживающие верхнюю кайму контейнера для обеспечения показанного поддерживания.
Выталкивающий узел 508 в показанном варианте осуществления содержит два вращаемых колеса для физического сцепления отрезанного рукава, ускорения рукава и выталкивания рукава S5 с оправки на контейнер 511. Подходящий контроллер предусмотрен для управления узлами и для синхронизации выталкивания с перемещением контейнеров. Более конкретно, подходящий контроллер предусмотрен для синхронизации выталкивания, подачи контейнера, отрезания и других этапов способа.
В вариантах осуществления изобретения, контейнеры выровнены с выталкивающим узлом 508 в момент выталкивания рукава. Однако, в других вариантах осуществления, контейнер не выровнен, как будет рассматриваться в дальнейшем.
Контейнеры 511 непрерывно (т.е. без промежутков) перемещаются посредством конвейера 512 в направлении 516, в этом варианте осуществления также во время фактического выстреливания вверх 521 рукава на контейнер 511. Так как контейнеры 511 подаются непрерывным образом, они составляют ряд контейнеров. Хотя не показано на прилагаемых фигурах, ясно, что несколько рядов контейнеров могут подаваться рядом. В частности, это обеспечивает возможность подачи продуктов, содержащих несколько контейнеров, таких как контейнеры для йогурта. Контейнеры для йогурта могут быть образованы термоформованием из пластины, причем контейнеры 2×2, 2×3 или 2×4 образованы в одной пластине. Два ряда контейнеров подаются рядом на две оправки 507, расположенные рядом. Рукава выстреливаются на контейнеры.
Фольга 502 и получающиеся рукава 510 отрезаются и выстреливаются по направлению вверх на контейнеры 509. Узел рукава 510 и контейнера 511 перемещается S6 дальше в направлении 516 посредством конвейера 512.
Когда рукав 510 размещается вокруг контейнера 511, рукав 510 будет размещаться вокруг суженной поверхности контейнера. Контейнер 511 по-прежнему транспортируется в направлении 516. Рукав 510 впоследствии ускоряется в направлении 516. Почти мгновенно нижний край 522 рукава 510 будет поддерживаться посредством поддерживающего устройства 517 для рукава, здесь схематично показано в виде пассивной пластины 517. Пластина 517 будет поддерживать край 522 и впоследствии всю нижнюю сторону рукава. Она будет направлять рукав в требуемое положение относительно контейнера и впоследствии удерживать рукав в требуемом положении.
Пластина 517 может быть задана с такими размерами, чтобы иметь большую ширину, чем рукав, позволяющую пластине полностью поддерживать рукав. В других вариантах осуществления, пластина, имеющая меньшую ширину, может быть достаточной для поддерживания рукавов.
Конвейер 512 транспортирует вставленные в рукав контейнеры дальше по ходу, например в нагретую паровую печь 513. Фольга 502 представляет собой термоусаживаемую фольгу. Пар будет термоусаживать S7 рукав, и рукав прикрепляется к контейнеру, обеспечивая этикетированный контейнер 518. На последующем этапе может применяться процесс сушки.
Как схематично показано, поддерживающее устройство 517 для вытолкнутого рукава проходит в тепловую печь 513, поддерживая рукав в требуемом положении, вплоть до тех пор, пока рукав не прикрепится.
Преимущества системы, определенной в соответствии с фиг. 1, представляют собой высокую скорость, точность, надежность и уменьшенное пространство. Не только рукава обеспечиваются с высокой скоростью, используя выталкивающий узел 508, но также быстро выполняется термоусадка в печи 513, ограничивая фактическое нагревание контейнера 511, который уже может содержать продукт, такой как молочный продукт. Показанная система также обеспечивает возможность манипулирования тонкими фольгами менее 60 мкм.
Система в соответствии с фиг. 1 обеспечивает возможность нанесения рукава на контейнеры и этикетирования контейнеров.
Хотя будет ясно, что поддерживающее устройство для вытолкнутого рукава является вспомогательным поддерживающим устройством, не требующимся для изобретения, в некоторых вариантах осуществления изобретения, это поддерживающее устройство для вытолкнутого рукава является предпочтительным, например, для рукавов, которые размещаются без перекрывания снизу.
В вариантах осуществления без поддерживающего устройства для вытолкнутого рукава, рукав выполняется с возможностью сцепления с контейнером после выталкивания. Размер рукава может регулироваться относительно размера контейнера. В случае контейнера, имеющего суженную форму, в которой нижней конец имеет меньшее поперечное сечение, чем верхний конец, окружность рукава является достаточно большой для перемещения на нижний конец контейнера и достаточно маленькой для его фиксации, когда он перемещается дальше вверх. Размеры рукава, следовательно, выбираются таким образом, чтобы быть отчасти меньше, чем окружность контейнера на определенной высоте над дном суженного контейнера. В другом варианте осуществления, клей может применяться для (временного) прилипания рукава к контейнеру.
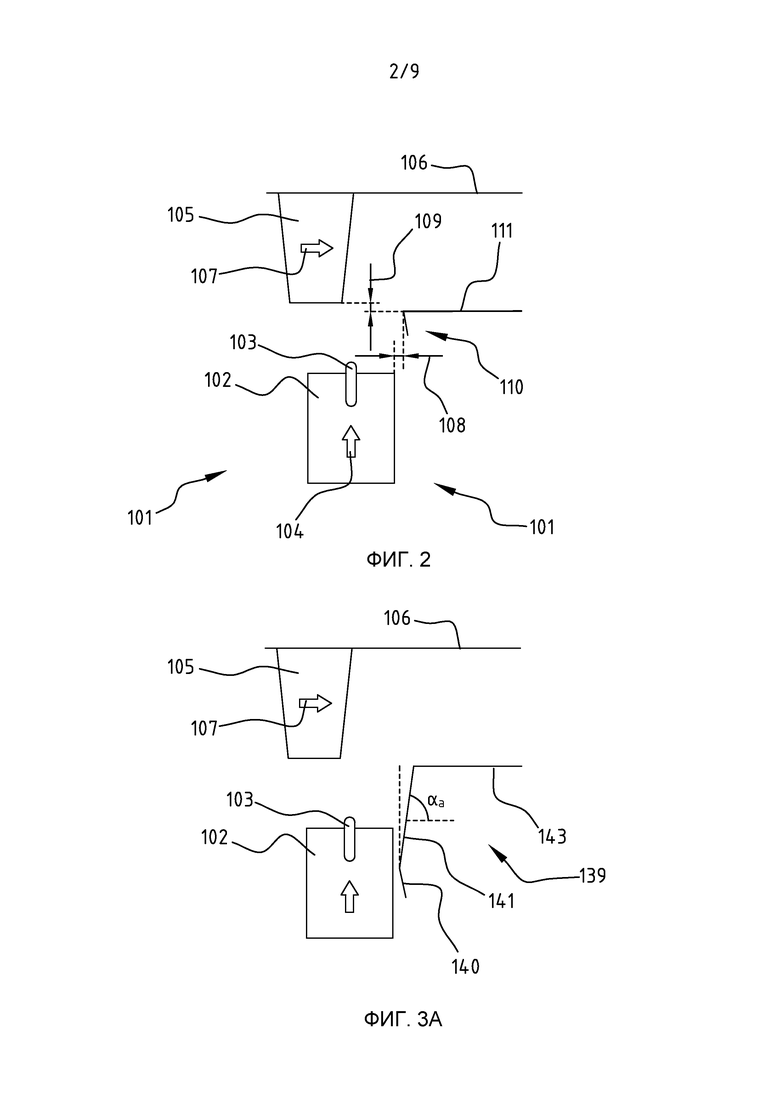
На Фиг. 2 показан узел в месте II на Фиг. 1. Оправочный узел 101 содержит стационарную оправку 102. Трубчатая фольга побуждается перемещаться вверх вдоль оправки 102 и отрезается с помощью режущих средств (не показаны) для обеспечения рукава подходящих размеров. Оправочный узел 101 дополнительно содержит несколько выталкивателей 103 (например, вращающихся колес) для ускорения рукава и выстреливания того же рукава вверх, побуждая рукав выталкиваться с оправочного узла 101. Рукав, освобожденный с оправки 102 и вытолкнутый с оправочного узла 101, перемещается против гравитационной силы в направлении контейнера 105, свисающего над оправочным узлом 101 с конвейера 106, перемещающего контейнер в направлении 107, и скользит по суженному концу контейнера 105.
Когда рукав выталкивается вверх с оправки 102, контейнер 105 перемещается над оправкой. Контейнер 105 будет стаскивать (перемещать) рукав в направлении 107. Рукава могут иметь тенденцию перемещаться вниз под действием силы тяжести после того, как они были выстрелены вверх и были размещены вокруг контейнеров. Для исключения ситуации, в которой рукава спадают с контейнеров до их прикрепления к контейнеру, например до того, как рукав был подвергнут тепловой обработке, рукава должны поддерживаться.
В вариантах осуществления изобретения такое поддерживание обеспечено посредством пластины, например пластины 517, показанной на фиг. 1, или пластины 111, показанной на фиг. 2. Пластина размещается на подходящей высоте ниже конвейера 106. Направляющий рабочий конец, например направляющий рабочий конец 523 (см. фиг. 1), может быть образован на расположенном ближе по ходу конце пластины 517 для обеспечения возможности правильного направления рукава вдоль пластины. Пластина 111 располагается на расстоянии 108 дальше по ходу относительно расположенного ближе по ходу конца оправки 102, как показано на фиг. 2. Расстояние 108 может варьироваться в зависимости от обстоятельств. Расстояние обеспечивает возможность для рукава выстреливаться вверх и достигать контейнера без взаимодействия с пластиной 111.
Расстояние может регулироваться для обеспечения возможности почти моментального поддерживания рукава после того, как рукав проскользнул вверх по контейнеру и снова стремится спадать вниз. В некоторых вариантах осуществления, длина 108 может быть отрицательной, например рабочий конец пластины 111 располагается дальше по ходу относительно расположенного ближе по ходу конца оправки, в зависимости от ориентации, размера, формы и свойств рукава.
В варианте осуществления фиг. 2, пластина 111 располагается на расстоянии 109 ниже нижнего конца 520 (см. Фиг. 1) контейнера. Это побуждает нижний конец рукава проходить ниже нижнего конца контейнера, когда контейнер входит в печь 513. Эта конструкция позволяет рукаву накладываться снизу на контейнер. Когда нижний край рукава поддерживается посредством пластины 111, этот нижний край проходит под нижним концом контейнера 105, и во время термоусадки этот проходящий участок будет термоусаживаться, покрывая нижнюю часть контейнера, как показано на фиг. 1. Например, этикетированный контейнер 518 фиг. 1 содержит наложенный снизу рукав 530. В других вариантах осуществления, однако, пластина может проходить в более высоком положении, например даже над нижним концом контейнера 520 для частичного поддерживания этикеток. Пример этой конструкции показан на фиг. 9А и 9В.
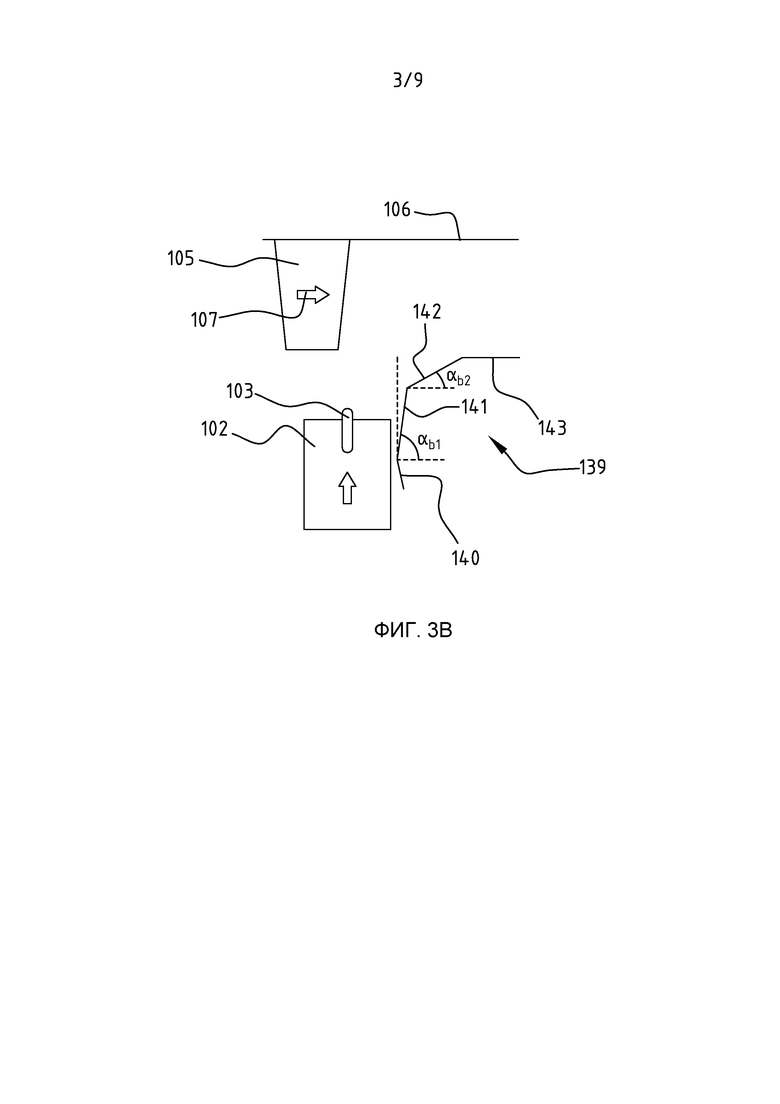
На Фиг. 3А и 3В показаны другие варианты осуществления поддерживающего устройства для вытолкнутого рукава. Части, аналогичные фиг. 2, имеют одинаковые или аналогичные ссылочные позиции. Поддерживающее устройство для вытолкнутого рукава содержит пластину 139, имеющую, по существу, горизонтальную часть 143 и одну часть (Фиг. 3А) или несколько частей (Фиг. 3В), проходящих под наклоном относительно горизонтальной части. Горизонтальная часть 143 поддерживает нижний край рукава и удерживает рукав в его требуемом положении вокруг контейнера. Горизонтальная часть 143 может проходить в тепловую печь 153.
В варианте осуществления фиг. 3А, первая наклонная часть 141 поддерживающего устройства 139 для вытолкнутого рукава проходит под углом (αа) относительно горизонтального направления. Эта часть поддерживающего устройства для рукава располагается под углом для того, чтобы позволить рукаву следовать до некоторой степени за перемещением контейнера, когда он транспортируется вдоль оправочного узла. Наклонная ориентация этой части поддерживающего устройства обеспечивает возможность некоторого допуска для рукава, когда он выстреливается вверх 104. Дополнительная наклонная часть или фланец 140 имеет другую функцию, аналогичную функции рабочего конца 110 в варианте осуществления фиг. 2. Часть 140 обеспечена для исключения застревания рукава во время перемещения фольги в положение выталкивания (на верхней части оправки) и дальше.
Часть 141 поддерживающего устройства 139 для вытолкнутого рукава проходит под подходящим углом (αа) относительно горизонтального направления для обеспечения правильного поддерживания для рукавов. Подходящий угол зависит, среди прочего, от размеров и формы чашек, скорости конвейера, материала рукава и т.д.
В варианте осуществления фиг. 3В, поддерживающее устройство 143 содержит первую наклонную часть 141 и вторую наклонную часть 142, при этом каждая проходит под разным углом (αb1>αb2) относительно горизонтального направления (т.е. направления, параллельного относительно направления перемещения контейнеров). В дополнительных вариантах осуществления, поддерживающее устройство 139 может содержать более двух наклонных частей и/или может быть криволинейным для достижения требуемого эффекта.
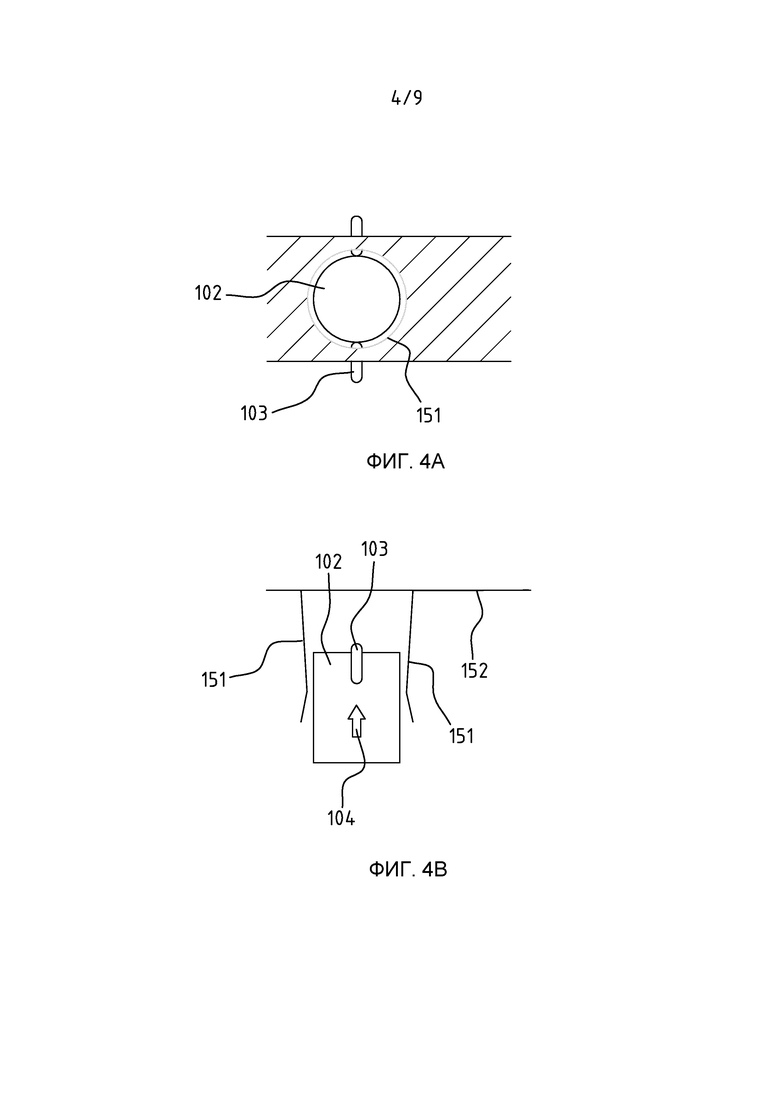
На Фиг. 4а и 4b показаны дополнительные варианты осуществления для поддерживающего устройства для вытолкнутого рукава. На фиг. 4а схематично показан вид сверху поддерживающего устройства для вытолкнутого рукава, тогда как на фиг. 4b показан вид спереди, аналогичный видам на фиг. 2 и 3. В этих вариантах осуществления, поддерживающее устройство для вытолкнутого рукава содержит пластину 152, по существу, выполняющую аналогичную функцию, что и пластина фиг. 1. Пластина 152 в соответствии с настоящим вариантом осуществления проходит как ближе по ходу, так и дальше по ходу относительно оправки 102. Пластина содержит центральное отверстие, имеющее такие размеры и расположенное таким образом, чтобы обеспечивать возможность прохождения вытолкнутого рукава через пластину. На нижней стороне пластины 152 обеспечена проходящая вниз трубчатая часть 151. Трубчатая часть 151 частично окружает оправку 102 и может обеспечивать направление для рукава после выталкивания вверх по направлению к контейнеру (не показано на фиг. 4а, 4b).
На Фиг. 5 показан дополнительный вариант осуществления поддерживающего устройства для вытолкнутого рукава. Здесь поддерживающее устройство для вытолкнутого рукава содержит подвижную ленту 160, направляемую на нескольких роликах 161, 162. Подвижная лента 160 приводится в движение посредством подходящего приводного механизма (не показанного явным образом на фигурах). В показанном примере, рукав имеет больший размер относительно суженного контейнера таким образом, что рукав также может прикрепляться (например, посредством подходящего процесса термоусадки) вокруг нижней части контейнера или даже вокруг дна контейнера. В варианте осуществления, показанном на фиг. 5, ширина ленты 160 больше, чем ширина рукава, для того, чтобы обеспечивать полное поддерживание для рукава.
Ссылаясь на фиг. 5, лента 160 перемещается со скоростью V2 166. Конвейер 106 перемещает контейнеры со скоростью V1 165. Лента 160 будет обеспечивать аналогичное поддерживание, что и пластина 111 в соответствии с фиг. 2. Лента 160, предпочтительно, перемещается со скоростью (v2) 166, которая больше, чем скорость (v1) 165 конвейера. В вариантах осуществления изобретения, горизонтальная составляющая (v2,X) скорости (быстроты) скорости (v2) наклонной части 141 ленты выбирается таким образом, чтобы быть, по существу, такой же, что и скорость (v1) конвейера. Для достижения этого скорость (v2) ленты должна быть больше, чем скорость конвейера.
Другая причина для выбора скорости ленты, большей, чем скорость конвейера, заключается в том, что высокая скорость может использоваться для наклона контейнеров по направлению вперед при перемещении посредством конвейера. Когда рукав выстреливается вверх 104 на контейнер 105, он будет ускоряться в боковом направлении, т.е. в направлении 107. Это может приводить к перекошенному положению рукава, как показано с помощью рукава 168, изображенного пунктирными линиями. Когда нижняя сторона рукава сцепляется посредством ленты 160, перемещающейся с более высокой скоростью, рукав может наклоняться вперед, вызывая корректировку положения рукава в требуемое вертикальное направление.
На Фиг. 5 показано, что элемент поддерживающего устройства для вытолкнутого рукава может содержать ленту 160 с, по существу, горизонтальной частью 180 ленты для поддерживания рукава. Из аналогичных соображений, рассмотренных во взаимосвязи с вариантом осуществления фиг. 3А, лента 160 также может иметь часть 188, размещенную таким образом, чтобы проходить под углом относительно вертикального направления.
В варианте осуществления фиг. 6, лента 160 направляется вдоль роликов 161, 163, 164 и обеспечена, между горизонтальной частью 180 ленты для поддерживания рукава и наклонной частью 188, с дополнительной наклонной частью 181 ленты для поддерживания рукава. Эта часть 181 ленты образует поддерживающий уклон для рукавов. После выстреливания рукава на контейнер снизу, рукав спадает вниз и уклон, образованный наклонной частью 181 ленты, будет обеспечивать поддерживание. Так как эта часть 181 ленты располагается под углом и лента перемещается быстрее, чем конвейер, рукав незначительно наклоняется. Наклон может создавать проем для обеспечения большего пространства для выстреливания следующего рукава на следующий контейнер.
На фиг. 7А-7С, показаны разные рабочие условия для системы для нанесения рукава. Ссылаясь на фиг. 7А, когда конвейер 106 перемещается с относительно низкой скоростью, интервал времени между следующими друг за другом контейнерами 182, 183, проходящими оправку, является достаточно большим для обеспечения возможности выстреливания и размещения рукава вокруг контейнера, когда контейнер полностью прошел оправку 102 оправочного узла.
Ссылаясь на фиг. 7В, когда скорость конвейера увеличивается и/или когда расстояние между следующими друг за другом контейнерами уменьшается (например, когда множество контейнеров является частью одного продукта, как показано на фиг. 8), контроллер должен управлять системой таким образом, чтобы выстреливать рукав раньше для обеспечения возможности своевременного достижения рукавом контейнера, т.е. до поступления дополнительного контейнера. В ситуации, показанной на фиг. 7В, рукав уже был частично освобожден с оправочного узла, когда поступает следующий контейнер.
Хотя первый контейнер уже прошел оправку, доступное пространство (см. расстояние 186) является минимальным. Если скорость конвейера дополнительно увеличилась бы, рукав для второго контейнера блокировался бы или его расположение на контейнер, по меньшей мере, затруднялось бы (фигура 7С). Это может вызвать заклинивание системы. Для исключения этой ситуации, рукав или рукав в комбинации с контейнером перемещается в положение, показанное на фиг. 7С пунктирными линиями.
На фиг. 10 показан дополнительный вариант осуществления настоящего изобретения. Этот вариант осуществления соответствует вариантам осуществления, описанным во взаимосвязи с фиг. 7С, за исключением того, что устройство содержит первую ленту 160 и отдельную вторую ленту 167. Первая лента направляется вдоль роликов 163, 164, 190, 191 и содержит первую часть 181 ленты, проходящую под углом относительно направления транспортировки конвейера, и вторую часть 180 ленты, проходящую параллельно относительно направления транспортировки конвейера (т.е. в этом случае вторая часть ленты проходит горизонтально). Вторая лента 167 направляется вдоль нескольких роликов, из которых два ролика 192, 193 показаны на фигуре. Вторая лента 167 также проходит параллельно относительно направления транспортировки конвейера (т.е. горизонтально). Скорость первой ленты 160 выбирается таким образом, чтобы быть больше, чем скорость конвейера 106, и скорость второй ленты 167 выбирается таким образом, чтобы быть такой же или почти такой же, как скорость конвейера. Вторая лента 167 предназначена для транспортировки вставленных в рукав контейнеров в положение, находящееся посередине нагретой паровой печи 513. В этом положении рукава могут усаживаться вокруг контейнеров.
В соответствии с дополнительными вариантами осуществления настоящего изобретения, рукав и, возможно, также контейнер, наклоняются. Благодаря наличию наклонной части 181 ленты и/или относительно высокой скорости ленты, рукав может наклоняться до такой степени, что рукав, и, возможно, также связанный контейнер, обеспечивает достаточное пространство для обеспечения возможности выстреливания следующего рукава на следующий контейнер. Этот вариант осуществления обеспечивает дополнительное увеличение скорости конвейера и тем самым увеличение производительности нанесения рукава системы для нанесения рукава.
В варианте осуществления, показанном на фиг. 5, 6 и 7, нижняя часть рукава может поддерживаться посредством элемента поддерживающего устройства для вытолкнутого рукава (например, ленты или пластины), проходящего снизу нижней части контейнера. В других вариантах осуществления, например в вариантах осуществления фиг. 9А и 9В, в которых обеспечены частичные рукава, рукав подлежит прикреплению в более высоком положении. В этих вариантах осуществления, два или более элементов поддерживающего устройства для вытолкнутого рукава требуются для правильного поддерживания рукава.
На фиг. 9А и 9В схематично показано поддерживающее устройство для вытолкнутого рукава на виде сбоку и виде спереди, соответственно. Рукав 200 выталкивается посредством выталкивателей 103 выталкивающего узла с оправки 102 оправочного узла по направлению 104 вверх таким образом, чтобы размещаться на контейнер 201. Элементы 202, 203 поддерживающего устройства для вытолкнутого рукава поддерживающего устройства для вытолкнутого рукава располагаются на противоположных сторонах вдоль пути транспортировки контейнеров 201, перемещающихся посредством конвейера 106 в направлении 107.
В этом примере, рукава подлежат расположению, в общем смысле, посередине контейнера. Здесь лента 205, направляемая на роликах 206, 207, обеспечивает направление для рукава 200.
Непосредственно после выталкивания, рукав 200 размещается на контейнер 201. В результате гравитационной силы, рукав имеет возможность "спадать обратно" вниз. Спадающий рукав 211 захватывается лентой 205. Часть 208 ленты, проходящая между роликами 206, 207, будет поддерживать рукав и направлять рукав вверх. Часть 209 ленты поддерживает рукав 212 в его требуемом положении, отчасти посередине контейнера. Рукав впоследствии усаживается в требуемом положении.
Продукт 511, 201 контейнера представляет собой в предпочтительном варианте осуществления изобретения образованный термоформованием продукт, образованный из пластикового листа, например используя глубокую вытяжку. Термоформование может быть частью оборудования для нанесения рукава/этикетирования в соответствии с изобретением, в частности частью устройства подачи контейнеров. На фиг. 8 показан перспективный вид образованного термоформованием продукта, подходящего для контейнерного йогурта. Контейнеры 261 2×3 являются частью продукта 260.
Хотя в иллюстративных вариантах осуществления показаны исключительно конические контейнеры, очевидно, что изобретение не ограничено на таких контейнерах. Другие формы, виды, размеры контейнеров могут использоваться в комбинации с изобретением.
В пределах объема настоящего изобретения является возможным множество вариантов осуществления. Элементы, раскрытые относительно любого варианта осуществления, упомянутого выше, могут комбинироваться с или заменяться элементами из других вариантов осуществления.
Изобретение относится к системе и способу нанесения рукава на контейнер. Рукава (102, 168, 200, 510) термоусаживаемой фольги размещаются вокруг контейнера (105, 201, 511). Рукава подаются посредством выталкивания рукава с устройства подачи рукава. Контейнеры подаются с устройства подачи контейнеров. Устройство подачи рукава размещает рукав вокруг контейнера посредством перемещения рукава вверх вокруг контейнера. Печь термоусадки предусмотрена для прикрепления рукава к контейнеру. Конвейер транспортирует контейнеры. 2 н. и 42 з.п. ф-лы, 10 ил.
1. Способ нанесения рукава на контейнер для размещения по меньшей мере одного рукава вокруг по меньшей мере одного контейнера, при этом способ содержит:
- подачу контейнера;
- размещение рукава из термоусаживаемой фольги вокруг контейнера посредством освобождения рукава с оправочного узла посредством выталкивания рукава по направлению к контейнеру, при этом выталкивание вынуждает рукав перемещаться без поддерживания из положения на оправке оправочного узла в положение, в котором рукав размещается вокруг контейнера;
причем вытолкнутый рукав перемещается вверх в, по существу, противоположном направлении относительно гравитационной силы в положение вокруг контейнера.
2. Способ по п. 1, в котором выталкивание рукава содержит выстреливание рукава с оправочного узла по направлению к контейнеру и скольжение рукава по контейнеру.
3. Способ по п. 1, в котором рукава размещаются вокруг контейнера непосредственно с оправочного узла в результате кинетической энергии, прикладываемой к рукаву посредством выталкивания рукава с оправочного узла.
4. Способ по п. 1, содержащий множество колес или роликов, предназначенных для придания рукавам ускорения таким образом, что они выталкиваются в направлении контейнера.
5. Способ по п. 1, причем способ содержит непрерывное перемещение группы контейнеров и размещение рукавов на следующие друг за другом контейнеры, когда контейнеры перемещаются.
6. Способ по п. 1, в котором оправочный узел является стационарным оправочным узлом.
7. Способ по п. 1, в котором подача контейнеров содержит транспортировку подвешенных контейнеров с концом, на который подлежит нанесению рукав, проходящим вниз.
8. Способ по п. 1, причем способ дополнительно содержит поддерживание вытолкнутого рукава, как только он достиг положения вокруг контейнера и/или до спадания рукава с контейнера вследствие силы тяжести.
9. Способ по п. 8, в котором поддерживание вытолкнутого рукава, размещенного вокруг контейнера, содержит смещение рукава в заданное положение относительно контейнера, предпочтительно смещение рукава вверх или вниз в подходящее положение, для последующего прикрепления рукава к контейнеру.
10. Способ по п. 1, в котором поддерживание вытолкнутого рукава в его положении вокруг контейнера содержит перемещение ленты ниже рукава, размещенного вокруг контейнера, при перемещении, при этом лента размещается таким образом, чтобы наклонять рукав в подходящее положение.
11. Способ по п. 10, в котором лента перемещается с большей скоростью, чем перемещающийся контейнер.
12. Способ по п. 11, в котором ленты перемещает вытолкнутый рукав в наклонное вперед косое положение для создания пространства между рукавом и последующим контейнером.
13. Способ по п. 12, содержащий размещение дополнительного рукава вокруг последующего контейнера после наклона предыдущего рукава в наклонное положение и наклона предыдущего рукава обратно в вертикальное положение, как только на последующий контейнер был нанесен рукав.
14. Способ по п. 1, содержащий поддерживание рукава последовательно на первой части ленты и второй части ленты, при этом первая и вторая части ленты проходят под наклоном и горизонтально соответственно.
15. Способ по п. 14, содержащий поддерживание рукава на первой ленте и второй ленте, при этом первая лента содержит первую часть ленты и вторую часть ленты, причем скорость первой ленты больше, чем скорость конвейера, и/или скорость второй ленты, по существу, является такой же, что и скорость конвейера.
16. Способ по п. 14, содержащий поддерживание рукава на первой ленте и второй ленте, при этом первая лента содержит первую часть ленты и вторая лента содержит вторую часть ленты, причем скорость первой ленты больше, чем скорость конвейера, и/или скорость второй ленты, по существу, является такой же, что и скорость конвейера, если требуется дополнительно содержащий поддерживание контейнера на третьей ленте, после поддерживания контейнера на второй ленте.
17. Способ по п. 1, в котором выталкивание рукава с оправочного узла содержит обеспечение уплощенной трубчатой фольги, открывание фольги на оправке и отрезание рукавов от фольги.
18. Способ по п. 1, содержащий транспортировку контейнера и рукава, размещенного вокруг контейнера, в печь термоусадки и термоусадку рукава вокруг контейнера для прикрепления рукава к контейнеру.
19. Способ по п. 18, содержащий поддерживание вытолкнутого рукава в его положении вокруг контейнера до тех пор, пока контейнер и рукав не будут находиться в тепловой печи.
20. Способ по п. 1, в котором размещение рукава содержит:
- скольжение на корпус указанного по меньшей мере одного контейнера термоусаживаемой этикетки в форме кольцевой полосы; и
- побуждение этикетки прилипать к указанному контейнеру.
21. Способ по п. 1, в котором подача контейнеров содержит глубокую вытяжку или термоформование упаковочных контейнеров, таких как чашки или тому подобное, на полосе упаковочного материала, получая контейнеры в по меньшей мере одном продольном ряду и имеющие кайму.
22. Способ по п. 1, в котором подача контейнеров содержит подачу образованных термоформованием контейнеров, имеющих суженную поверхность, например поверхность с формой усеченного конуса, вокруг которой подлежит размещению рукав.
23. Способ по п. 1, в котором контейнер является частью продукта, содержащего несколько контейнеров в форме по меньшей мере два на по меньшей мере два контейнера.
24. Система для нанесения рукава на контейнер для размещения рукавов вокруг контейнеров, содержащая:
- конвейер для транспортировки контейнеров, и
- устройство подачи рукава для размещения термоусаживаемых рукавов вокруг контейнеров, транспортируемых конвейером, при этом устройство подачи рукава содержит оправочный узел и оправочный узел содержит выталкивающий узел для выталкивания рукава с оправочного узла, при этом выталкивающий узел выполнен с возможностью перемещения рукава вверх в, по существу, противоположном направлении относительно гравитационной силы в положение вокруг контейнера, при этом выталкивающий узел вынуждает рукав перемещаться без поддерживания из положения на оправке оправочного узла в положение, в котором рукав размещается вокруг контейнера.
25. Система по п. 24, в которой оправочный узел выполнен с возможностью выстреливания рукава с оправочного узла по направлению к контейнеру, побуждая рукав скользить по контейнеру в положение, в котором рукав размещается вокруг контейнера.
26. Система по п. 24, в которой выталкивающий узел выполнен с возможностью размещения рукава вокруг контейнера непосредственно с оправочного узла в результате кинетической энергии, прикладываемой к рукаву посредством выталкивающего узла.
27. Система по п. 24, в которой выталкивающий узел содержит два вращаемых колеса для физического сцепления отрезанного рукава, ускоряя рукав и выталкивая рукав из оправки на контейнер.
28. Система по п. 24, в которой выталкивающий узел предусмотрен для выталкивания рукава при непрерывном перемещении контейнера посредством конвейера.
29. Система по п. 24, в которой оправочный узел является стационарным оправочным узлом.
30. Система по п. 24, в которой конвейер предусмотрен для транспортировки по меньшей мере двух соседних рядов контейнеров, в которой по меньшей мере два устройства подачи рукава, каждое из которых содержит оправочный узел и выталкивающий узел, направленные на конвейер, предусмотрены для размещения вверх рукава вокруг контейнеров.
31. Система по п. 24, причем система дополнительно содержит поддерживающее устройство для вытолкнутого рукава для поддерживания рукава, размещенного вокруг контейнера.
32. Система по п. 31, в которой поддерживающее устройство для вытолкнутого рукава содержит пластину, проходящую вдоль по меньшей мере части конвейера, причем пластина предусмотрена для поддерживания части окружного края рукава, размещенного вокруг контейнера.
33. Система по п. 31, в которой поддерживающее устройство для вытолкнутого рукава содержит ленту, предусмотренную для перемещения ниже конвейера, при этом лента предпочтительно выполнена с возможностью наклона рукава, размещенного вокруг контейнера, в подходящее положение.
34. Система по п. 33, в которой скорость ленты и скорость конвейера управляются таким образом, что лента перемещается с большей скоростью, чем конвейер.
35. Система по п. 24, в которой лента содержит первую часть ленты и вторую часть ленты, предусмотренные для последовательного поддерживания рукава на первой части ленты и второй части ленты соответственно, причем первая и вторая части ленты проходят под наклоном и горизонтально относительно конвейера соответственно.
36. Система по п. 35, содержащая первую ленту, содержащую первую часть ленты и вторую часть ленты, и вторую ленту, причем скорость первой ленты больше, чем скорость конвейера, и скорость второй ленты, по существу, является такой же, что и скорость конвейера.
37. Система по п. 36, содержащая первую ленту и вторую ленту, при этом первая лента содержит первую часть ленты и вторая лента содержит вторую часть ленты, причем скорость первой ленты больше, чем скорость конвейера, и скорость второй ленты, по существу, является такой же, что и скорость конвейера, если требуется дополнительно содержащая третью ленту, предусмотренную для поддерживания контейнера после поддерживания на второй ленте.
38. Система по п. 24, в которой лента выполнена с возможностью перемещения вытолкнутого рукава в наклонное вперед косое положение для создания пространства между рукавом и последующим контейнером.
39. Система по п. 38, в которой лента выполнена с возможностью перемещения рукава обратно в вертикальное положение, например вертикальное положение, как только на последующий контейнер был нанесен рукав.
40. Система по п. 24, в которой устройство подачи рукава является соединяемым с устройством подачи уплощенной трубчатой термоусаживаемой фольги, при этом устройство подачи рукава содержит открывающий узел для открывания трубчатой фольги и режущий узел для отрезания рукавов от открытой трубчатой фольги.
41. Система по п. 24, причем система дополнительно содержит печь термоусадки для прикрепления рукава к контейнеру и в которой конвейер предусмотрен для транспортировки контейнера и рукава, размещенного вокруг контейнера, в печь термоусадки.
42. Система по п. 24, в которой поддерживающее устройство для вытолкнутого рукава проходит в печь термоусадки.
43. Система по п. 24, причем система дополнительно содержит устройство подачи контейнеров, предусмотренное для подачи упаковочных контейнеров, таких как чашки или тому подобное, образованных посредством глубокой вытяжки или термоформования синхронизированным образом на полосе упаковочного материала, получая контейнеры в по меньшей мере одном продольном ряду и имеющие кайму.
44. Система по п. 24, причем система дополнительно содержит устройство подачи контейнеров, предусмотренное для подачи контейнеров, имеющих кайму или кольцевой выступ.
| US 3767496 A, 23.10.1973 | |||
| JP 2007112465 A, 10.05.2007 | |||
| WO 2009000668 A2, 31.12.2008. |

