Область настоящего изобретения относится к области турбомашин и, в частности, к области, относящейся к продолжительности срока службы деталей турбомашин, которые подвергаются воздействию высоких температур.
Детали горячих частей турбомашины, в частности лопатки турбины, при эксплуатации попадают в условия экстремально высоких температур и была разработана защита для предоставления им возможности сопротивляться этим экстремальным условиям. К ней относятся нанесение на их внешнюю поверхность покрытия, называемого термическим барьером, который защищает металл, на котором оно образовано. Термический барьер в основном состоит из керамического слоя порядка сотни микрон, который наносится перпендикулярно поверхности металлического слоя. Подслой из алюминия, в несколько десятков микрон, расположенный между керамикой и металлической подложкой, дополняет термический барьер, обеспечивая связь между этими двумя составляющими, а также защиту металла лопатки от окисления.
Недостаток керамики заключается в очень небольшом термическом расширении, тогда как подложка, которая образует лопатку, выполнена из металла типа сверхсплава, который имеет высокий коэффициент расширения. Разницу при расширении компенсируют выполнением керамики колончатой формы, колонны могут отодвигаться друг от друга для адаптации к новой ширине подложки.
Одним из последствий этого является то, что кислород, который присутствует в газе, циркулирующем в тракте турбомашины, вступает в контакт с алюминием подслоя и постепенно окисляет его. Также было отмечено старение термического барьера, которое зависит от толщины образовавшегося слоя окиси алюминия. Начиная с некоторого уровня повреждения подслой из алюминия больше не выполняет своей функции эластичности, возникают отслаивания и происходит осыпание термического барьера. Металл подложки, таким образом, больше не является защищенным, и лопатка подвержена риску быстрого разрушения.
Таким образом, важно знать уровень повреждения термического барьера и предотвратить возникновение осыпания. Были разработаны многочисленные методики для распознавания состояния термического барьера и умения, если это возможно, поддерживать лопатку в рабочем состоянии. Среди них известны визуальный осмотр, при котором можно обнаружить повреждение только тогда, когда осыпание уже произошло, инфракрасная термография или еще пьезоспектроскопия. Инфрокрасная термография в настоящий момент используется, как в случае согласно заявке на патент ЕР 1494020, только для обнаружения отслаивания в подслое алюминия, которое предшествует осыпанию, за счет того, что оно изменяет локальные термические свойства продукта. Но она работает только в том случае, когда дефект уже появился. Пьезоспектроскопия измеряет нагрузку, возникающую на границе между керамическим термическим барьером и подслоем из алюминия. Пока термический барьер плотно прилегает к детали, измеряют нагрузку на этой границе и говорят, что барьер неповрежденный, тогда как отсутствие нагрузки означает возникновение трещины на этой границе.
Существующие способы, которые функционируют только для обнаружения дефекта, не позволяют ни предвидеть оставшийся срок службы детали, ни воздействовать на нее до того, как повреждение станет слишком значительным.
Целью настоящего изобретения является устранение этих недостатков благодаря способу измерения старения термического барьера, который не зависит от предварительного появления дефекта.
Для этих целей объектом изобретения является способ оценки повреждения термического барьера, нанесенного на деталь, выполненную на металлической подложке, причем упомянутый термический барьер включает в себя подслой из алюминия и слой из керамического материала с колончатой структурой, ориентированной перпендикулярно упомянутой подложке, причем подслой расположен между упомянутой подложкой и упомянутым керамическим слоем, причем упомянутая деталь предназначена при использовании быть установленной в контакте с газовой средой, окисляющей и вызывающей упомянутое повреждение в результате окисления упомянутого подслоя, причем повреждение определяют толщиной окисленного металла, присутствующего в упомянутом подслое, отличающегося тем, что он содержит первый этап эталонирования, включающий в себя следующие подэтапы:
- выбор определенного количества эталонных деталей, выполненных на упомянутой подложке и покрытых упомянутым термическим барьером, причем упомянутые детали претерпели повреждения в результате выставления в течение разной продолжительности времени в условия окисления, воспроизводящие упомянутое использование,
- выставление в течение заданного времени упомянутых эталонных деталей под электромагнитное излучение,
- измерение температуры, полученной на поверхности, по истечении заданного времени для каждой эталонной детали,
- построение эталонной кривой, связывающей увеличение измеренной температуры с претерпеваемым повреждением,
и второй этап измерения повреждения термического барьера на упомянутой детали, содержащий следующие подэтапы:
- выставление под упомянутое излучение исследуемой детали в течение упомянутого времени,
- измерение температуры, полученной на поверхности, по истечении упомянутого времени,
- нанесение на эталонную кривую увеличение температуры, измеренное по истечении упомянутого времени, и
- выявление повреждения на основании упомянутой эталонной кривой.
Повышение температуры под действием применяемого излучения в течение заданного времени является показателем толщины слоя окиси алюминия, которая образовалась при последовательных повреждениях, возникающих на исследуемой детали. При помощи эталонирования, выполненного на образцах, повреждение которых априори известно, можно определить повреждение, возникшее на термическом барьере детали только при показании увеличения наблюдаемой температуры.
Предпочтительным образом излучение представляет собой оптическое излучение в видимом диапазоне. Для этого диапазона частот керамический слой является прозрачным и средство нагревания действует непосредственно на уровне слоя окиси алюминия. Сквозь его толщину и вследствие его изоляционных свойств рассеивание тепла осуществляется в большей или меньшей степени в направлении подложки и, таким образом, в большей или меньшей степени тепло направляется к поверхности исследуемой детали.
Предпочтительно излучение обеспечивается посредством освещения, по меньшей мере, одной галогенной лампой. Так, например, размещают лампу с большой мощностью излучения по всему видимому диапазону.
Предпочтительным образом, измерение температуры поверхности осуществляют камерой, работающей в инфракрасном диапазоне.
Настоящее изобретение раскрывает, в частности, применение вышеописанного способа измерения повреждения лопатки турбины турбомашины.
Настоящее изобретение, другие его цели, детали, признаки и преимущества будут более понятны из нижеследующего объяснительного детального описания одного или нескольких вариантов воплощения изобретения, приведенных в рамках исключительно иллюстративных и неограничительных примеров, со ссылкой на прилагаемые схематичные чертежи, на которых:
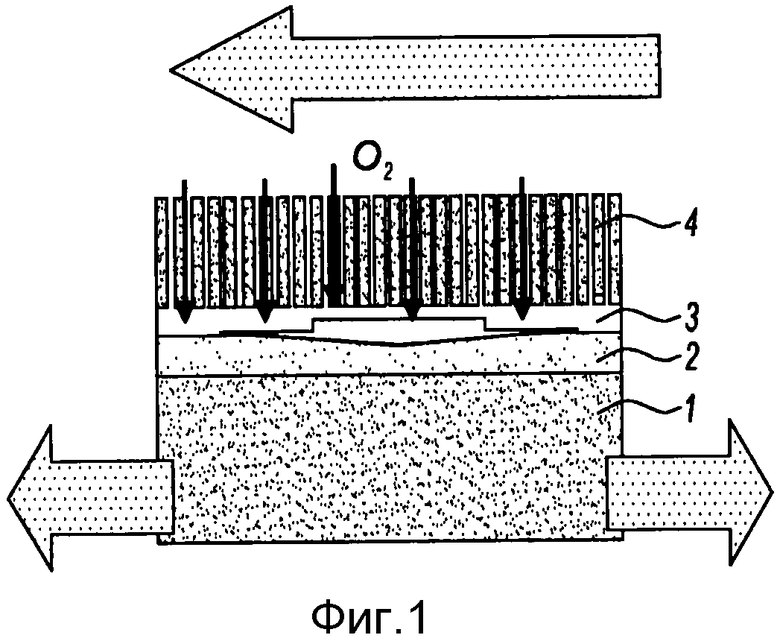
Фиг. 1 показывает схематичный вид физического состава термического барьера для лопатки турбины;
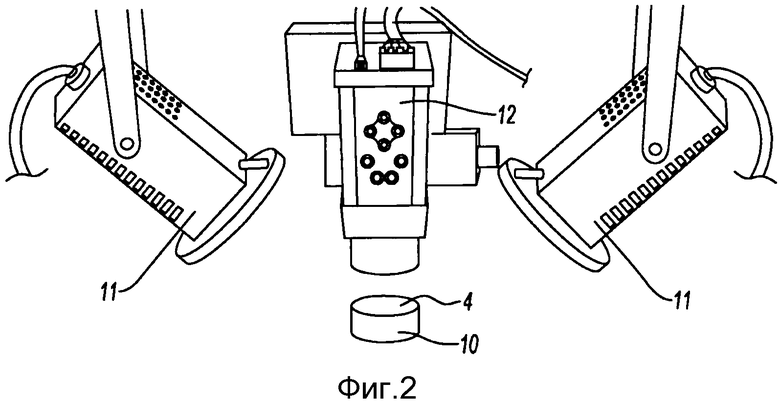
Фиг. 2 показывает вид экспериментального монтажа для осуществления способа согласно настоящему изобретению по оценке повреждения термического барьера;
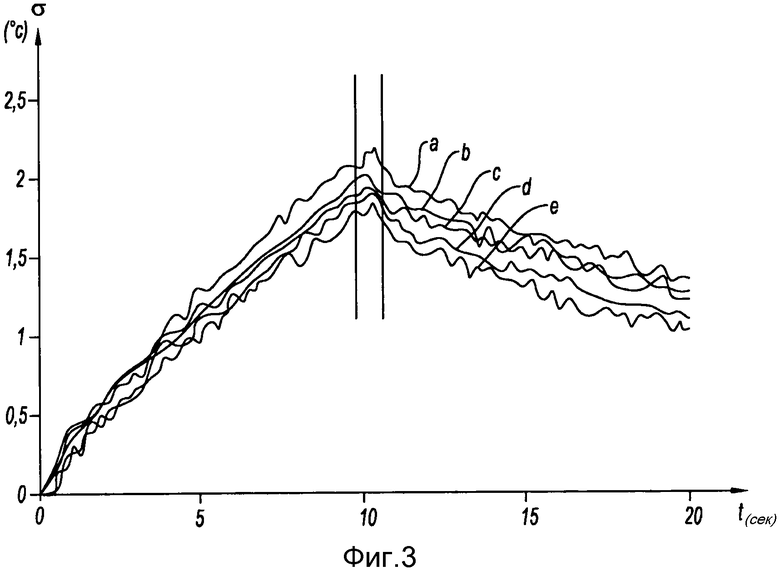
Фиг. 3 представляет собой чертеж, показывающий изменение, в зависимости от времени, температуры поверхности нескольких образцов при осуществлении способа согласно настоящему изобретению;
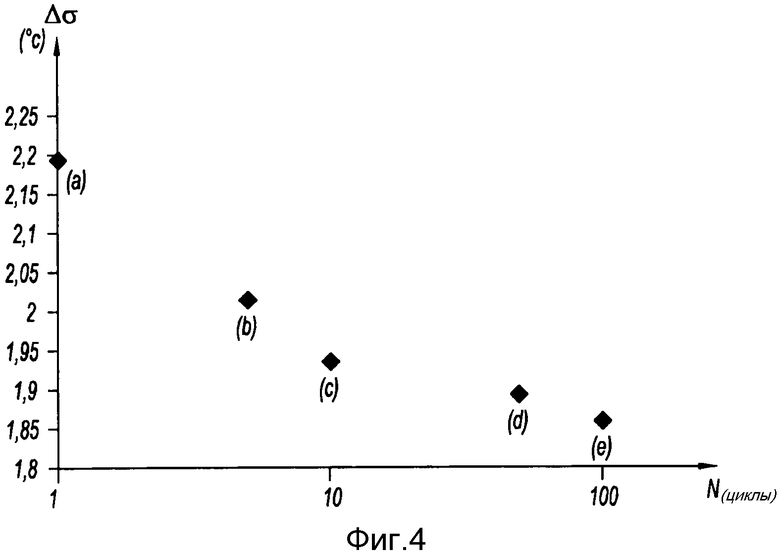
Фиг. 4 представляет собой чертеж, показывающий отношение между максимально достигнутой температурой при осуществлении способа согласно настоящему изобретению и повреждениями, предварительно претерпеваемыми исследуемыми деталями.
На фиг. 1 показан в разрезе состав термического барьера, нанесенного на поверхность лопатки турбины. Металл, из которого выполнена лопатка, обычно сверхсплав на основе никеля, образует подложку 1, на которой нанесен слой 2 алюминия, находящийся в промежуточном положении между подложкой и керамическим слоем 4. Функция алюминиевого слоя заключается в придании узлу некоторой гибкости, позволяющей ему поглощать существующую разницу расширения между подложкой 1 с сильным расширением и керамикой 4 с малым расширением.
Керамика 4 является колончатой структурой, что позволяет боковые перемещения за счет появления щелей между колоннами. Но одним из последствий этого является то, что алюминий вступает в контакт с кислородом, переносимым газами, циркулирующими в тракте турбомашины. Слой 2 алюминия, таким образом, трансформируется на заданной толщине в слой 3 окиси алюминия. Толщина слоя окиси алюминия зависит от времени, проведенного при высоких температурах, что является индикатором повреждения, претерпеваемого термическим барьером. Настоящее изобретение состоит в технологии измерения толщины упомянутого слоя 3 окиси алюминия.
Далее на фиг. 2 показаны приборы, которые могут быть использованы для анализа повреждений, возникших на термическом барьере во время его срока службы при помощи способа согласно настоящему изобретению.
Деталь 10, покрытая термическим барьером, таким, как он показан на фиг.1, повреждение на котором мы собираемся измерить, расположена напротив нагревательной системы 11, представленной здесь в виде двух прожекторов с галогенными лампами. Средство 12 измерения температуры на поверхности детали 10 расположено напротив нее, с ним соединено средство регистрации (не представлено) изменения измеряемой температуры. При осуществленном экспериментальном исследовании, но данная конфигурация не является обязательной, средство 12 измерения представлено в виде тепловизионной камеры с неохлаждаемой болометрической матрицей, которая имеет рабочую частоту 50 Гц и разрешение 320×240.
На фиг. 3 показано изменение температуры θ поверхности детали 10, измеренной устройством, показанным на фиг.2, при нагревании в течение эталонного времени (обычно 10 секунд), затем при следующем за ним охлаждении. Это изменение показано на фигуре для пяти образцов со ссылочными обозначениями от «а» до «е», которые имеют одинаковую цилиндрическую форму и которые покрыты термическим барьером, аналогичным тому, который хотят оценивать на работающих лопатках. Эти пять образцов подвергают различному старению, соответствующему 0, 5, 10, 50 или 100 стандартным циклам старения для представленных пяти кривых. Один цикл старения соответствует периодам нагревания, следующими за периодами охлаждения, которые считаются показателями повреждений, претерпеваемых деталями турбомашины во время полета.
Количество циклов, испытываемых различными образцами 10, представляет, таким образом, определенное количество часов работы лопатки турбины, снабженной оцениваемым термическим барьером. Кривая «а», которая выше всех из пяти, соответствует образцу 10, имеющему наименьшее старение, тогда как кривая «е», ниже всех, соответствует образцу с максимальным повреждением. Пять кривых расположены одна над другой в порядке меньшего старения.
Фиг. 4 показывает на графике значение максимального нагрева Δθ, измеренное средством 12 измерения по окончанию периода, отведенного для проведения оценки образцов 10, в зависимости от количества выдержанных циклов старения. Было отмечено равномерное уменьшение и, как следствие, взаимно однозначная связь между наблюдаемым максимальным значением температуры и количеством циклов, претерпеваемых деталью. Повышение температуры и только единственное связано с количеством претерпеваемых циклов, и наоборот, количество циклов может быть связано с повышением температуры.
Далее будет рассмотрено осуществление способа оценки повреждения термического барьера согласно настоящему изобретению с приборами, представленными на фиг. 2, и с учетом образцов 10, описанных выше, в качестве экспериментальной модели.
Процесс начинается с установки инфракрасной камеры 12 и включения средств 11 нагревания. Нагревание образцов 10 поддерживается в течение заданного времени, например, десятка секунд, затем прекращается, образцы охлаждаются естественным образом, как показано на фиг.3. В течение всего этого времени температура поверхности образца измеряется инфракрасной камерой 12. Анализируя зарегистрированные записи, измеряют точно значение максимальной температуры, достигаемой на образце 10, которую наносят на диаграмму (см. фиг. 4), показывающей максимальное повышение, достигаемое в зависимости от количества циклов старения, предварительно претерпеваемых рассматриваемым образцом 10.
При помощи пяти исследованных образцов, которые имеют разное старение, заявляемый способ заключается в построении кривой на фиг.4, то есть существующего соотношения между максимальным нагреванием, наблюдаемым в течение заданного времени нагревания, и предварительно претерпеваемым старением. Этот сбор информации может, очевидно, быть выполнен для большего количества образцов и при большем количестве циклов старения образцов для получения кривой максимального нагревания в зависимости от повреждения, которая будет более точной и из которой лучше видны пределы погрешности.
На основании этой кривой, таким образом, возможно, нагревая лопатку, состояние повреждения которой мы хотим узнать, теми же средствами 11 в течение времени нагрева, равном времени, используемом для построения этой кривой, измерить максимально достигаемую температуру. Повреждение, которое она претерпела, получается очень просто путем нанесения измеренного значения на кривую на фиг. 4 и выводя на абсциссе количество претерпеваемых циклов. Зная количество циклов легко вывести оставшийся срок службы детали для того, чтобы или оставить ее в эксплуатации дальше на заданный период времени, или отправить ее в ремонт для восстановления термического барьера.
Преимущество, привносимое настоящим изобретением, заключается в лучшем использовании лопаток с направлением в ремонт только действительно поврежденных лопаток и в оптимальном использовании лопаток, находящихся в эксплуатации. Результатом является увеличение среднего времени между отказами MTBF (или Mean Time Between Failures) и/или среднего времени между капитальными ремонтами (или Time Between Overhaul), что приводит к заметному сокращению полной стоимости владения турбомашиной.
Принцип способа, предлагаемого настоящим изобретением, основывается на измерении толщины окиси алюминия благодаря свойству керамики, используемой для термического барьера лопаток, быть прозрачной для видимого света. Фотоны видимого света, испускаемые галогенными лампами, проходят сквозь керамический слой 4, чтобы достичь слоя 3 окиси алюминия и нагреть его. Окись алюминия является изолирующим материалом, при этом полученная теплота имеет тенденцию рассеиваться предпочтительно больше со стороны керамического слоя 4, чем внутри слоя 2 алюминия и подложки 1. Это рассеивание осуществляется, таким образом, по-разному в зависимости от толщины слоя окиси алюминия, существующего в термическом барьере, и, таким образом, в зависимости от старения, которому лопатка подверглась ранее. Чем значительнее претерпеваемое старение, тем больше толщина слоя окиси алюминия и больший тепловой поток направляется к керамическому слою; следствием этого являются более высокие температуры на поверхности детали. Измерение температуры на поверхности лопатки тепловизионной камерой 12 дает, таким образом, точную меру предварительного претерпеваемого старения.
Этот способ анализа повреждения был раскрыт с применением видимого света и с использованием свойства прозрачности керамики при этой длине волны. Также он может быть применен для лучей, испускаемых с волнами другой длины после адаптации формы рисунка на фиг.4. В случае, когда керамика не является прозрачной для выбранной длины волны, рассеивание полученной температуры будет происходить иначе за счет влияния, оказываемого окисью алюминия и его изолирующими свойствами; форма кривой на фиг. 4 будет иметь другой вид. Тем не менее, присутствие более или менее значительного слоя окиси алюминия между керамикой и подложкой покажет разницу в изменении температуры на поверхности детали; таким образом, для специалиста в данной области техники представляется возможным после соответствующих экспериментальных испытаний, с адаптацией в случае необходимости, проанализировать изменение температуры поверхности и благодаря этому обнаружить повреждение, которое претерпел термический барьер.
Способ оценки повреждения термического барьера, нанесенного на деталь, выполненную на металлической подложке, причем упомянутый термический барьер включает в себя подслой из алюминия и слой из керамического материала с колончатой структурой, причем упомянутый подслой расположен между упомянутой подложкой и упомянутым керамическим слоем. Способ содержит первый этап эталонирования, включающий в себя выбор определенного количества эталонных деталей, претерпевших повреждения различной степени, выставление их в течение заданного времени под излучение, измерение температуры, полученной на поверхности, по истечении заданного времени и построение эталонной кривой, связывающей увеличение измеренной температуры с повреждением, и второй этап измерения повреждения термического барьера на упомянутой детали, включающий в себя выставление под упомянутое излучение в течение упомянутого периода времени, измерение полученной температуры и нанесение на эталонную кривую увеличения температуры и выявление повреждения на основе упомянутой кривой. Технический результат изобретения - повышение эффективности данного способа. 4 з.п. ф-лы, 4 ил.
1. Способ оценки повреждения термического барьера, нанесенного на деталь, выполненную на металлической подложке (1), причем упомянутый термический барьер включает в себя подслой (2) из алюминия и слой (4) из керамического материала с колончатой структурой, ориентированной перпендикулярно упомянутой подложке, причем упомянутый подслой (2) расположен между упомянутой подложкой (1) и упомянутым керамическим слоем (4), причем повреждение определяют толщиной окисленного металла, присутствующего в упомянутом подслое, отличающийся тем, что он содержит первый этап эталонирования, включающий в себя следующие подэтапы:
- выбор определенного количества эталонных деталей (10), выполненных на упомянутой подложке (1) и покрытых упомянутым термическим барьером, причем упомянутые детали претерпели повреждения в результате выставления в течение разной продолжительности времени в условия окисления, воспроизводящие упомянутое использование,
- выставление в течение заданного времени упомянутых эталонных деталей под электромагнитное излучение,
- измерение температуры, полученной на поверхности, по истечении упомянутого времени для каждой эталонной детали (10),
- построение эталонной кривой, связывающей увеличение измеренной температуры с претерпеваемым повреждением,
и второй этап измерения повреждения термического барьера на упомянутой детали, содержащий следующие подэтапы:
- выставление под упомянутое излучение исследуемой детали в течение упомянутого заданного времени,
- измерение температуры, полученной на поверхности, по истечении упомянутого времени,
- нанесение на эталонную кривую увеличения температуры, измеренной по истечении упомянутого времени, и
- выявление повреждения на основании упомянутой эталонной кривой.
2. Способ по п. 1, в котором излучение является оптическим излучением в видимом диапазоне.
3. Способ по п. 2, в котором излучение обеспечивают освещением, по меньшей мере, одной галогенной лампой (11).
4. Способ по п. 1, в котором измерение температуры поверхности осуществляют камерой, работающей в инфракрасном диапазоне (12).
5. Способ по п. 1, применяемый к лопатке турбины турбомашины.
| Релейный усилитель | 1987 |
|
SU1494020A1 |
| Способ брикетирования металлической стружки | 1979 |
|
SU783043A1 |
| EP1852697A1,07.11.2007 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 1992 |
|
RU2009269C1 |
| RU2008118065A,20.12.2009 | |||
| ДЕТАЛЬ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116377C1 |

