Область техники, к которой относится изобретение
Настоящее изобретение относится к элементу с углубленными участками, имеющему большое количество малоразмерных углубленных участков, выполненных на его поверхности с использованием алмазоподобного углеродного покрытия (DLC, diamond like carbon), и к способу его изготовления.
Уровень техники
Вал глубокой печати и офсетная печатная форма глубокого травления представляют собой элементы с углубленными участками, которые имеют на своей поверхности область печати, в которой сформировано большое количество малоразмерных углубленных участков, и область пробелов, в которой углубленные участки не сформированы. Что касается вала глубокой печати, например, описанного в патентном документе 1, известна технология, в которой в качестве твердого покрытия ячеек глубокой печати используется алмазоподобное углеродное покрытие (DLC).
С другой стороны, в качестве элемента с углубленными участками, имеющего на своей поверхности область печати, в которой сформировано большое количество малоразмерных углубленных участков, и область пробелов, в которой углубленные участки не сформированы, известен наносящий цилиндр, равномерно наносящий на объект адгезив, в частности адгезив для сухого ламинирования, используемый в качестве материала для упаковки пищевых продуктов, напитков, лекарственных веществ и т.п.
Кроме того, в качестве элемента с углубленными участками, имеющего на своей поверхности область печати, в которой сформировано большое количество малоразмерных углубленных участков, и область пробелов, в которой углубленные участки не сформированы, вал глубокой печати или его аналог используется при нанесении проводящей пасты для трафаретной печати, например функциональной краски, в том числе краски, содержащей серебряную пасту, при производстве электронных компонентов, таких как печатная плата, керамический электронный компонент, фронтальный фильтр плазменной индикаторной панели (PDP, plasma display panel), или материал для электромагнитного экранирования прозрачного для света окна.
Такие элементы с углубленными участками, как вал глубокой печати, офсетная печатная форма глубокого травления и наносящий вал, используются так, что режущая кромка ракеля удерживается в горизонтальном положении в контакте с его поверхностью, чтобы соскребать вязкий материал, например излишнюю краску или адгезив, с его поверхности.
Однако при использовании DLC в качестве твердого покрытия поверхности вследствие низкого коэффициента трения DLC возникает проблема, когда краску с области пробелов не удается хорошо соскребать ракелем, и это приводит к так называемому вуалированию.
Документы предшествующего уровня техники:
Патентная документация:
Патентный документ 1: заявка Японии JP 2007-130996 А.
Патентный документ 2: заявка Японии JP 2009-093170 А.
Раскрытие изобретения
Задачи, решаемые изобретением
Настоящее изобретение направлено на устранение указанных выше недостатков существующего уровня техники и целью настоящего изобретения является создание элемента с углубленными участками, который решает проблему вуалирования, и способа его изготовления.
Средства решения задачи
Для решения указанной задачи в соответствии с настоящим изобретением создан элемент с углубленными участками, содержащий: область печати, на поверхности которой сформировано большое количество углубленных участков; и область пробелов, на поверхности которой углубленные участки не сформированы, причем поверхность вводится в контакт с вязким материалом таким образом, что вязкий материал скапливается в углубленных участках, избыточный вязкий материал счищается с поверхности посредством установки ракеля, горизонтально выступающего от поверхности, и относительного перемещения ракеля, в котором элемент с углубленными участками дополнительно содержит: элемент подложки, имеющий область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы; и покрытие DLC, сформированное таким образом, что покрывает область печати и область пробелов; и поверхность снабжена множеством следов шлифования, которые выполнены путем шлифования покрытия DLC, и образуют угол наклона, отличающийся от 0° и 90°, относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности.
DLC обладает низким фрикционным сопротивлением и высоким показателем скольжения, поэтому краска на поверхности элемента с углубленными участками без изображения (без ячейки), то есть краска в области пробела, не может хорошо соскребаться, и возникает проблема вуалирования. Проблему вуалирования можно решить путем шлифования поверхности, чтобы сделать ее более шероховатой для увеличения фрикционного сопротивления.
Кроме того, целесообразно, чтобы множество следов шлифования имело первый угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и второй угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и чтобы следы шлифования под первым углом и следы шлифования под вторым углом пересекались между собой.
Предпочтительно, чтобы глубина множества следов шлифования была равна или больше чем 0,05 мкм и меньше чем 0,3 мкм. Кроме того, предпочтительно, чтобы шлифование выполнялось наждачной бумагой, и предпочтительно - с размером зерна, например, от №1000 до №3000.
Целесообразно, чтобы среднеарифметическое отклонение Sa профиля поверхности в области пробелов элемента с углубленными участками составляло от 0,005 мкм до 0,10 мкм. В этом случае среднеарифметическое отклонение Sa профиля является пространственным расширением среднеарифметического двумерного отклонения профиля Ra и представляет собой объем, ограниченный формой криволинейной поверхности и средней плоскостью, разделенный на измеряемые области. Когда средняя плоскость является плоскостью xy, вертикальным направлением является ось z и измеряемый профиль криволинейной поверхности - это z=f(x, y), a среднеарифметическое отклонение Sa профиля поверхности определяется следующим образом.
[Уравнение 1]
В уравнении 1: Lx - измеренная длина в направлении x, a Ly - измеренная длина в направлении y. Они определяются с помощью бесконтактного измерения профиля поверхности с использованием лазерного излучения или пучка электронов.
Угол наклона следов шлифования относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности, предпочтительно составляет от 10° до 80° и наиболее предпочтительно составляет от 30° до 60°.
Целесообразно, чтобы глубина углубленных участков составляла от 1 мкм до 50 мкм, но предпочтительная глубина составляет от 5 мкм до 15 мкм, и еще более предпочтительная глубина составляет от 5 до 10 мкм. Причиной является то, что количество краски, агдезива, функционального материала или аналогичного вещества, наносимого на углубленные участки, может быть небольшим.
В качестве первого аспекта элемента подложки предпочтительно, чтобы элемент подложки содержал материал цилиндрической или плоской пластинчатой подложки и металлический слой, выполненный на поверхности цилиндрического или плоского пластинчатого материала подложки, и имел большое количество углубленных участков, сформированных на его поверхности. В соответствии с первым аспектом элемента подложки целесообразно, чтобы углубленные участки были сформированы путем вытравливания, а в качестве материала подложки предпочтительным является алюминий, железо или композитный материал, например смола, армированная углеродным волокном. Кроме того, в соответствии с первым аспектом элемента подложки в качестве металлического слоя предпочтительно использовать медь и/или никель. В частности, это подходит для формирования элемента подложки путем нанесения медного покрытия на поверхность материала подложки, нанесения светочувствительного материала на медное покрытие, экспонирования и проявления, а затем вытравливания медного покрытия для формирования углубленных участков и нанесения на его поверхность подстилающего металлического слоя покрытия, такого как никелевое покрытие или хромовое покрытие.
В качестве второго аспекта элемента подложки предпочтительно, чтобы элемент подложки содержал материал цилиндрической или плоской пластинчатой подложки и металлический слой, выполненный на поверхности цилиндрического или плоского пластинчатого материала подложки, и слой изображения, сформированный путем экспонирования и проявления светочувствительного материала, нанесенного на металлический слой. В соответствии со вторым аспектом элемента подложки углубленные участки не формируются посредством вытравливания, а получаются путем формирования изображения из светочувствительного материала, нанесенного на металлический слой. В качестве материала подложки предпочтительным является алюминий, железо или композитный материал, например, смола, армированная углеродным волокном. Кроме того, в соответствии со вторым аспектом элемента подложки в качестве металлического слоя предпочтительно использовать медь и/или никель. В частности, углубленные участки формируются на никелевом покрытии путем нанесения медного покрытия на поверхность материала подложки, нанесения никелевого покрытия на медное покрытие, нанесения светочувствительного материала на никелевое покрытие, экспонирования и проявления.
Предпочтительно также, чтобы материал подложки содержал амортизирующий слой, выполненный из резины или смолы, обладающей амортизирующими свойствами. Иначе говоря, материал подложки может быть сформирован на амортизирующем слое, выполненном из резины или смолы, обладающей амортизирующими свойствами. В качестве амортизирующего слоя может использоваться синтетическая резина, например силиконовая резина или упругая синтетическая смола, например полиуретан или полистирол. Поскольку амортизирующий слой достаточно толстый, чтобы обладать амортизирующими свойствами, то есть упругостью, толщина амортизирующего слоя особо не ограничена. Например, достаточной является толщина от 1 см до 5 см. Примеры материала подложки, содержащего амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами, включают в себя пластину для глубокой печати, описанную в патентном документе 2.
Предпочтительно, чтобы толщина покрытия DLC составляла от 0,1 мкм до нескольких десятков микрометров. Точнее, предпочтительной является толщина от 0,1 мкм до 20 мкм и более предпочтительной - от 0,1 мкм до 5 мкм. При формировании покрытия DLC предпочтительно формировать тонкую пленку способом химического осаждения из паровой или газовой фазы (CVD, chemical vapor deposition) или напыления.
Предпочтительно элемент с углубленным участком является валом глубокой печати. Причина в том, что при этом решается проблема вуалирования и пригодность к печати улучшается для упрощения печати. Вал глубокой печати как элемент с углубленными участками, в соответствии с настоящим изобретением, должным образом используется для печати на упаковках и, кроме того, должным образом используется, например, для нанесения функциональной краски, включая краску, содержащую серебряную пасту при изготовлении электронных компонентов.
Предпочтительно элемент с углубленным участком является офсетной печатной формой глубокого травления. Причина в том, что при этом решается проблема вуалирования и пригодность к печати улучшается для упрощения печати.
Возможно также, чтобы элемент с углубленным участком являлся наносящим цилиндром. Наносящий цилиндр целесообразно использовать в качестве, например, наносящего цилиндра для равномерного нанесения на объект адгезива, в частности адгезива для сухого ламинирования, используемого в материалах для упаковки пищевых продуктов, напитков, лекарственных веществ и т.п.
В соответствии с настоящим изобретением обеспечено изделие, изготовленное с использованием элемента с углубленными участками.
В соответствии с настоящим изобретением обеспечен способ изготовления элемента с углубленными участками, содержащего область печати, на поверхности которой сформировано большое количество углубленных участков и область пробелов, на поверхности которой углубленные участки не сформированы, причем указанная поверхность вводится в контакт с вязким материалом таким образом, что вязкий материал скапливается в углубленных участках, избыточный вязкий материал счищается с поверхности путем установки ракеля, горизонтально выступающего от поверхности, и относительного перемещения ракеля, включающий в себя этапы: изготовление элемента подложки, имеющего область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы; формирование покрытия DLC, выполненного таким образом, что оно покрывает область печати и область пробелов; и формирование множества следов шлифования, которые образуют угол наклона, отличающийся от 0° и 90°, относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности.
Кроме того, целесообразно, чтобы этап формирования множества следов шлифования включал в себя формирование множества следов шлифования, имеющих первый угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и второй угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, так что следы шлифования под первым углом и следы шлифования под вторым углом пересекаются между собой.
Предпочтительно, чтобы глубина множества следов шлифования составляла от 0,05 мкм до 0,3 мкм. Кроме того, предпочтительно, чтобы шлифование выполнялось наждачной бумагой, и предпочтительно - с размером зерна, например, от №1000 до №3000.
Предпочтительно, чтобы среднеарифметическое отклонение Sa профиля поверхности в области пробелов элемента с углубленными участками составляло от 0,005 мкм до 0,10 мкм.
Целесообразно, чтобы глубина углубленных участков составляла от 1 мкм до 50 мкм, но более предпочтительно - от 5 мкм до 15 мкм, и еще более предпочтительно - от 5 мкм до 10 мкм. Причиной является то, что количество краски, адгезива, функционального материала, и т.п., наносимого на углубленные участки, может быть небольшим.
Целесообразно, чтобы первый аспект изготовления элемента подложки включал в себя следующие этапы: подготовка материала цилиндрической или плоской пластинчатой подложки, создание металлического слоя на поверхности материала цилиндрической или плоской пластинчатой подложки и формирование путем вытравливания большого количества углубленных участков на поверхности металлического слоя. В соответствии с первым аспектом изготовления элемента подложки целесообразно, чтобы углубленные участки были сформированы путем вытравливания, а в качестве материала подложки предпочтительным является алюминий, железо или композитный материал, например смола, армированная углеродным волокном. Кроме того, в соответствии с первым аспектом изготовления элемента подложки, в качестве металлического слоя предпочтительно использовать медь и/или никель. В частности, это подходит для формирования элемента подложки путем нанесения медного покрытия на поверхность материала подложки, нанесения светочувствительного материала на медное покрытие, выполнения экспонирования и проявления, а затем вытравливания медного покрытия для формирования углубленных участков, и нанесения на его поверхность подстилающего металлического слоя покрытия, такого как никелевое покрытие или хромовое покрытие.
Предпочтительно, чтобы второй аспект изготовления элемента подложки включал в себя следующие этапы: подготовка материала цилиндрической или плоской пластинчатой подложки; создание металлического слоя на поверхности цилиндрического или плоского пластинчатого материала подложки; и формирование слоя изображения путем экспонирования и проявления светочувствительного материала, нанесенного на металлический слой. В соответствии со вторым аспектом изготовления элемента подложки углубленные участки не формируются посредством вытравливания, а получаются путем формирования изображения на светочувствительном материале, нанесенном на металлический слой. В качестве материала подложки предпочтительным является алюминий, железо или композитный материал, например смола, армированная углеродным волокном. Кроме того, в соответствии со вторым аспектом изготовления элемента подложки в качестве металлического слоя предпочтительно использовать медь и/или никель. В частности, углубленные участки формируются на никелевом покрытии путем нанесения медного покрытия на поверхность материала подложки, нанесения никелевого покрытия на медное покрытие, нанесения светочувствительного материала на никелевое покрытие, экспонирования и проявления.
Предпочтительно также, чтобы материал подложки содержал амортизирующий слой, выполненный из резины или смолы, обладающей амортизирующими свойствами. Иначе говоря, материал подложки может быть сформирован на амортизирующем слое, выполненном из резины или смолы, обладающей амортизирующими свойствами. В качестве амортизирующего слоя может использоваться синтетическая резина, например, силиконовая резина или упругая синтетическая смола, например, полиуретан или полистирол. Поскольку амортизирующий слой достаточно толстый, чтобы обладать амортизирующими свойствами, то есть упругостью, толщина амортизирующего слоя особо не ограничена. Например, достаточной является толщина от 1 см до 5 см. Примеры материала подложки, содержащего амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами, включают в себя пластину глубокой печати, описанную в патентном документе 2.
Предпочтительно, чтобы толщина покрытия DLC составляла от 0,1 мкм до нескольких десятков микрометров. Точнее, предпочтительной является толщина от 0,1 мкм до 20 мкм и более предпочтительной - от 0,1 мкм до 5 мкм. При формировании покрытия DLC предпочтительно формировать тонкую пленку способом CVD или напыления.
Результат изобретения:
Настоящее изобретения позволяет получить значительный эффект - обеспечение элемента с углубленными участками, который решает проблему вуалирования, и способа его изготовления.
Краткое описание чертежей
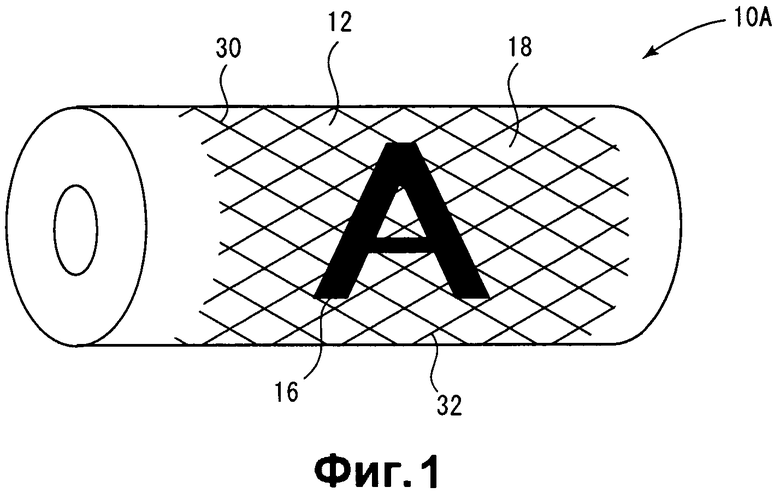
На фиг.1 приведено схематичное изображение типичного элемента с углубленными участками в соответствии с настоящим изобретением.
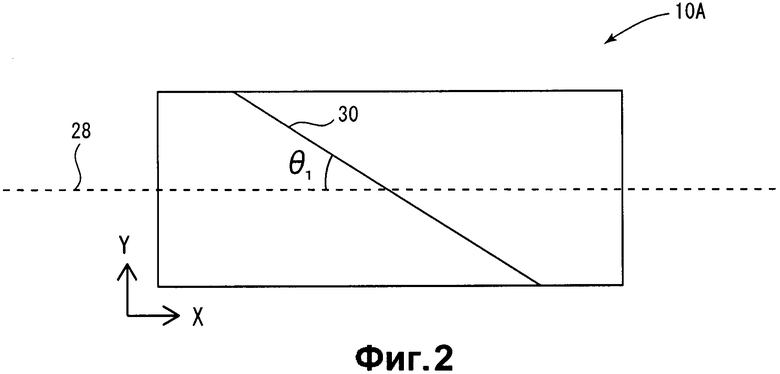
На фиг.2 приведена поясняющая схема, изображающая типичный след шлифования на элементе с углубленными участками.
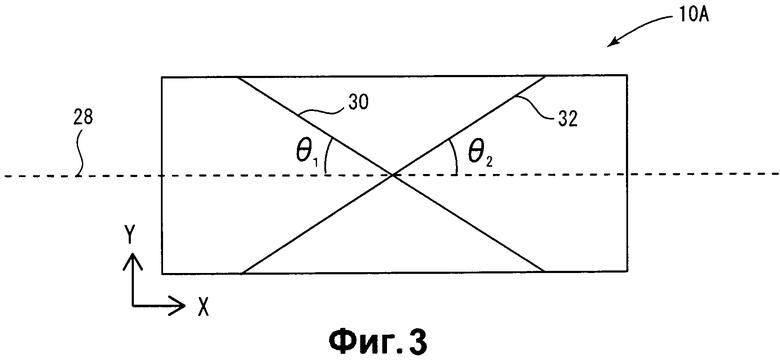
На фиг.3 приведена поясняющая схема, изображающая другой типичный след шлифования на элементе с углубленными участками.
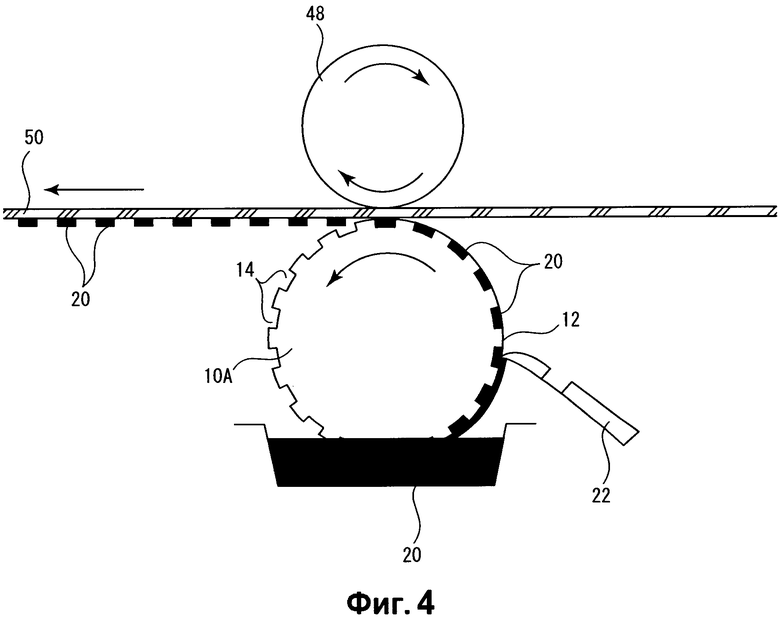
На фиг.4 приведена поясняющая схема, изображающая типичную глубокую печать.
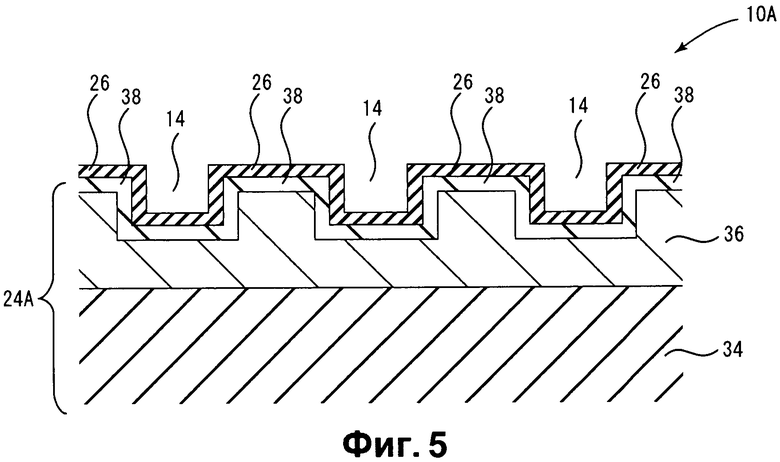
На фиг.5 представлен вид в разрезе элемента с углубленными участками согласно одному варианту осуществления настоящего изобретения.
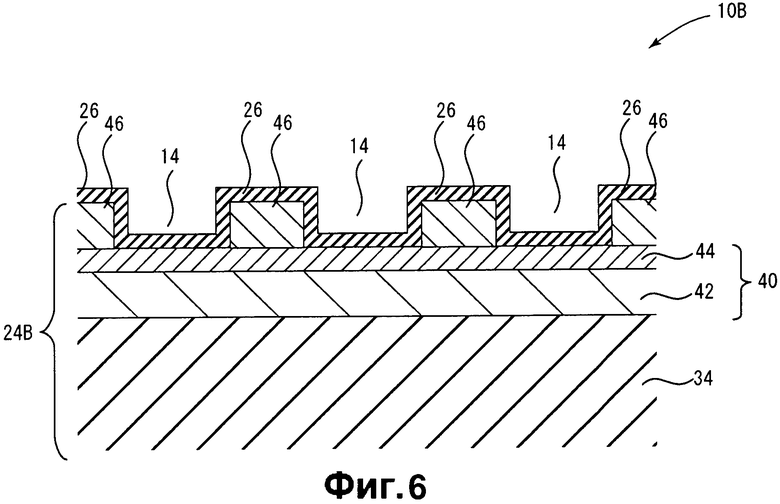
На фиг.6 представлен вид в разрезе элемента с углубленными участками согласно другому варианту осуществления настоящего изобретения.
Осуществление изобретения
Варианты осуществления настоящего изобретения описаны ниже, но эти варианты осуществления являются лишь примерами вариантов осуществления. Понятно, что без отступления от технических принципов настоящего изобретения могут быть выполнены его различные модификации.
На фигурах ссылочный символ 10А обозначает элемент с углубленными участками в соответствии с настоящим изобретением. На фигурах представлены примеры, на которых элемент 10А с углубленными участками представляет собой цилиндр глубокой печати для глубокой печати (фиг.1).
Описание дано со ссылками на фиг. с 1 по 5. Элемент 10А с углубленными участками имеет на поверхности 12 область 16 печати, в которой сформировано большое количество углубленных участков 14 (ячеек глубокой печати в случае цилиндра глубокой печати), и область 18 пробелов, в которой углубленные участки 14 не сформированы, то есть область гладкой поверхности без углубленных участков 14 (фиг.1). При приведении поверхности 12 в контакт с вязким материалом 20 (краска в иллюстрируемом примере), вязкий материал 20 скапливается в углубленных участках 14. Путем установки ракеля 22 в положение горизонтального выступания от поверхности 12 и относительного перемещения ракеля 22 (в примере, показанном на фиг.4, элемент 10A с углубленными участками, который представляет собой вал глубокой печати, вращается), излишек вязкого материала 20 счищается с поверхности 12 элемента с углубленными участками. Элемент 10A с углубленными участками содержит элемент 24A подложки, имеющий на поверхности 12 область 16 печати, в которой сформировано большое количество углубленных участков 14, и область 18 пробелов, в которой углубленные участки 14 не сформированы, и покрытие 26 DLC, сформированное таким образом, чтобы покрывать область 16 печати и область 18 пробелов. Путем шлифования покрытия 26 DLC сформировано множество следов шлифования 30 и 32, которые образуют углы наклона, отличающиеся от 0° и 90°, относительно воображаемого продолжения 28 ракеля 22, горизонтально выступающего от поверхности 12.
Следует отметить, что на фиг.4 ссылочные символы 48 и 50 обозначают, соответственно, печатный цилиндр и объект для печатания, например бумажную или пластиковую пленку.
Воображаемое продолжение 28 ракеля 22, горизонтально выступающее от поверхности 12, является линией, параллельной направлению оси Х (направление ширины), когда ось Х и ось Y взяты, как показано на фиг.2 и фиг.3 относительно плоской поверхности элемента 10А с углубленными участками. Благодаря этому формируется множество следов шлифования 30 и 32, которые образуют углы наклона, отличающиеся от 0° и 90°, относительно опорной линии, параллельной направлению оси Х на поверхности печатной формы.
Как показано на фиг.2, следы шлифования 30 и 32 могут образовывать лишь один первый угол 91, соответствующий углу наклона, отличающемуся от 0° и 90° (30° в примере, показанном на фиг.2 и фиг.3), относительно воображаемого продолжения 28 ракеля 22, но целесообразно, чтобы следы шлифования 30 и 32 также имели второй угол θ2, соответствующий углу наклона, отличающемуся от 0° и 90° (30° в примерах, показанных на фиг.2 и фиг.3), относительно воображаемого продолжения 28 ракеля 22, и чтобы следы шлифования 30 под первым углом 91 и следы шлифования 32 под вторым углом 92 пересекались между собой. На фиг.1 показан пример, в котором выполнено такое пересечение.
При изготовлении элемента 10A с углубленными участками, путем изготовления элемента 24А подложки, имеющего на поверхности 12 область 16 печати, в которой сформировано большое количество углубленных участков 14, и область 18 пробелов, в которой углубленные участки 14 не сформированы, формирования покрытия 26 DLC таким образом, чтобы оно покрывало область 16 печати и область 18 пробелов, и шлифования покрытия 26 DLC, может быть сформировано множество следов шлифования 30 и 32, которые образуют углы наклона, отличающиеся от 0° и 90°, относительно воображаемого продолжения 28 ракеля 22, горизонтально выступающего от указанной поверхности.
Кроме того, элемент подложки, на котором выполнено покрытие DLC, может иметь, например, структуру, показанную на фиг.5 или фиг.6.
На фиг.5 элемент 24A подложки представляет собой элемент подложки, содержащий материал 34 цилиндрической или плоской пластинчатой подложки, и металлический слой 36 (медное покрытие в показанном примере), выполненный на поверхности материала 34 цилиндрической или плоской пластинчатой подложки (цилиндрического алюминиевого вала в показанном примере), и имеющий большое количество углубленных участков, сформированных на его поверхности. Металлический слой 36, кроме того, имеет выполненный на нем слой 38 никелевого покрытия. Покрытие 26 DLC сформировано на слое 38 никелевого покрытия для образования элемента 10A с углубленными участками. Следует отметить, что в показанном примере случай, в котором в качестве подстилающего металлического слоя сформирован слой 38 никелевого покрытия, является иллюстративным, и в качестве подстилающего металлического слоя может также использоваться хромовое покрытие.
Элемент 24A подложки изготовлен путем подготовки материала 34 цилиндрической или плоской пластинчатой подложки (цилиндрического алюминиевого вала в показанном примере), выполнения металлического слоя 36 (медного покрытия в показанном примере) на поверхности материала 34 подложки цилиндрической или плоской формы, нанесения светочувствительного материала на поверхность металлического слоя 36, выполнения экспонирования и проявления, а затем - формирования путем вытравливания большого количества углубленных участков на поверхности металлического слоя 36 и нанесения никелевого покрытия для формирования слоя 38 никелевого покрытия. Следует отметить, что в показанном примере случай, в котором в качестве подстилающего металлического слоя сформирован слой 38 никелевого покрытия, является иллюстративным и в качестве подстилающего металлического слоя может также использоваться хромовое покрытие.
Кроме того, элемент 24В подложки, показанный на фиг.6, представляет собой элемент подложки, содержащий материал 34 цилиндрической или плоской пластинчатой подложки, металлический слой 40 (слой 42 медного покрытия и слой 44 никелевого покрытия в показанном примере), выполненный на поверхности материала 34 подложки цилиндрической или плоской формы (цилиндрического алюминиевого вала в показанном примере), и слой 46 изображения, образованный путем экспонирования и проявления светочувствительного материала, нанесенного на металлический слой 40. Покрытие 26 DLC сформировано на слое 46 изображения и слое 44 никелевого покрытия для образования элемента 10В с углубленными участками.
В элементе 24В подложки углубленные участки не формируются посредством вытравливания, а получаются путем формирования изображения из светочувствительного материала, нанесенного на металлический слой 40.
Элемент 24В подложки изготовлен путем подготовки материала 34 цилиндрической или плоской пластинчатой подложки (цилиндрического алюминиевого вала в показанном примере), создания металлического слоя 40 (слоя 42 медного покрытия и слоя 44 никелевого покрытия в показанном примере) на поверхности материала 34 цилиндрической или плоской пластинчатой подложки, нанесения светочувствительного материала на металлический слой 40, экспонирования и проявления для образования слоя 46 изображения.
Следует отметить, что в элементе 24A подложки и элементе 24B подложки материал 34 цилиндрической или плоской пластинчатой подложки может содержать амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами. Иначе говоря, материал подложки может быть сформирован на амортизирующем слое, выполненном из резины или смолы, обладающей амортизирующими свойствами. В качестве амортизирующего слоя может использоваться синтетическая резина, например силиконовая резина, или упругая синтетическая смола, например полиуретан или полистирол. Поскольку амортизирующий слой достаточно толстый, чтобы обладать амортизирующими свойствами, то есть упругостью, толщина амортизирующего слоя особо не ограничена. Например, достаточной является толщина от 1 см до 5 см. Примеры материала подложки, содержащего амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами, включают в себя пластину глубокой печати, описанную в патентном документе 2.
Кроме того, описание, приведенное выше, касается случаев, в которых элемент 10A с углубленными участками и элемент 10B с углубленными участками представляют собой валы глубокой печати, но в случае офсетной печатной формы глубокого травления, может использоваться материал цилиндрической или плоской пластинчатой подложки. Кроме того, в качестве функционального материала может выступать такой функциональный материал, как функциональная краска. Кроме того, в случае наносящего цилиндра вязкий материал является адгезивом или его аналогом. Иначе говоря, любая пластина, использующая ракель, входит в понятие элемента с углубленными участками в соответствии с настоящим изобретением.
Примеры
Далее настоящее изобретение описано более подробно на примерах. Понятно, что примеры являются лишь иллюстративными и не могут толковаться как имеющие ограничительный характер.
Пример 1
Был подготовлен материал подложки печатной формы (алюминиевый полый вал), имеющий окружность 600 мм и длину 1100 мм. Линия Boomerang Line (автоматическое лазерное оборудование для производства валов глубокой печати, изготавливаемое компанией THINK LABORATORY Co., Ltd.) использовалась для выполнения этапов формирования слоя медного покрытия и слоя никелевого покрытия, описанных ниже. Сначала материал подложки печатной формы (алюминиевый полый вал) помещался в ванну для электроосаждения меди, и весь полый вал погружался в раствор для электроосаждения для формирования слоя медного покрытия толщиной 80 мкм при плотности тока 20 А/дм2 и напряжении 6,0 B. На осажденной поверхности не образовывались пятна и поры и получался однородный слой медного покрытия. Поверхность слоя медного покрытия полировалась на полировальном станке с четырьмя головками (полировальный станок, изготовленный компанией THINK LABORATORY Co., Ltd.) для доведения поверхности слоя медного покрытия до состояния однородной полированной поверхности. Затем сформированный указанным способом слой медного покрытия использовался как материал подложки и на его поверхность (с помощью установки фонтанного покрытия) наносилась светочувствительная пленка (термостойкая TSER2104 E4 (изготовленная компанией THINK LABORATORY Co., Ltd.)) и выполнялась сушка. Толщина полученной светочувствительной пленки, измеренная с помощью пленочного толщиномера (F20, изготовленный компанией Fillmetrics, Inc. и продаваемый компанией Matsushita Techno Trading Co., Ltd.), составила 4 мкм. Затем выполнялось лазерное экспонирование и изображение проявлялось. Для вышеупомянутого лазерного экспонирования использовался лазер Laser Stream FX и заранее заданное экспонирование изображения выполнялось с условиями экспонирования 500 мДж/см2. Далее для вышеупомянутого проявления использовался проявитель TLD (выпускаемый компанией THINK LABORATORY Co., Ltd.) с коэффициентом разбавления проявителя (неразведенный раствор: вода) 1:7 и проявление выполнялось при температуре 24°C в течение 90 секунд для формирования заранее заданного изображения, образованного фоторезистом. Затем упомянутое сформированное изображение, образованное фоторезистом, использовалось как маска для вытравливания медной поверхности. В качестве агрессивной жидкости использовался жидкий хлорид меди и вытравливание выполнялось путем распыления при температуре 35°C в течение 100 секунд. Глубина вытравливания составила 15 мкм. Затем для удаления слоя фоторезиста в течение 180 секунд использовался гидроксид натрия с коэффициентом разбавления 20 г/л при температуре 40°C. Затем материал подложки печатной формы помещался в ванну электроосаждения никеля и погружался наполовину в раствор для электроосаждения для формирования слоя никелевого покрытия толщиной 2 мкм при плотности тока 2 А/дм2 и напряжении 7,0B. На осажденной поверхности не образовывались пятна и поры и получался однородный слой никелевого покрытия.
Пленка покрытия DLC формировалась способом CVD на поверхностях слоя никелевого покрытия и изображения, образованного фоторезистом. Промежуточный слой, имеющий толщину 0,1 мкм, формировался в атмосфере газообразного аргона/водорода с использованием гексаметилдисилоксана в качестве газа-источника при температуре образования пленки от 80°C до 120°C, в течение периода времени образования пленки 60 минут. Затем формировался слой DLC толщиной 2 мкм с использованием толуола в качестве газа-источника при температуре образования пленки от 80°C до 120°C в течение периода времени образования пленки 90 минут.
Поверхность элемента цилиндра, полученная таким способом, подвергалась возвратно-поступательному шлифованию на шлифовальной машине с использованием наждачной бумаги, имеющей размер зерна №2000 (изготовленной компанией 3М), под углом 30° в течение 2 минут для образования следов шлифования, имеющих первый угол, равный 30° по часовой стрелке относительно воображаемого продолжения ракеля, как показано на фиг.3. Аналогичным образом следы шлифования, имеющие второй угол, равный 30° против часовой стрелки относительно воображаемого продолжения ракеля, формировались таким образом, что следы шлифования под первым углом и следы шлифования под вторым углом пересекались между собой. При наблюдении следов шлифования в оптический интерференционный микроскоп каждый из следов шлифования имел глубину 0,2 мкм, и среднеарифметическое отклонение Sa профиля поверхности в области пробелов составило 0,03.
Элемент с углубленными участками, полученными таким образом, использовался для выполнения печати на упаковках способом глубокой печати. Получалась прекрасная упаковка без вуалирования.
Пример 2
Был подготовлен материал подложки печатной формы (алюминиевый полый вал), имеющий окружность 600 мм и длину 1100 мм. Линия Boomerang Line (автоматическое лазерное оборудование для производства цилиндров глубокой печати, изготавливаемое компанией THINK LABORATORY Co., Ltd.) использовалась для выполнения этапов формирования слоя медного покрытия и слоя никелевого покрытия, описанных ниже. Сначала материал подложки печатной формы (алюминиевый полый вал) помещался в ванну для электроосаждения меди и весь полый вал погружался в раствор для электроосаждения для формирования слоя медного покрытия толщиной 80 мкм при плотности тока 20 А/дм2 и напряжении 6,0 B. На осажденной поверхности не образовывались пятна и поры и получался однородный слой медного покрытия. Поверхность слоя медного покрытия полировалась на полировальном станке с четырьмя головками (полировальный станок, изготовленный компанией THINK LABORATORY Co., Ltd.) для доведения поверхности слоя медного покрытия до состояния однородной полированной поверхности. Затем материал подложки печатной формы помещался в ванну для электроосаждения никеля и погружался наполовину в раствор для электроосаждения для формирования слоя никелевого покрытия толщиной 2 мкм при плотности тока 2 А/дм2 и напряжении 7,0 В. На осажденной поверхности не образовывались пятна и поры и получался однородный слой никелевого покрытия. При использовании сформированного указанным способом слоя никелевого покрытия в качестве материала подложки, на его поверхность (с помощью установки фонтанного покрытия) наносилась светочувствительная пленка (термостойкая: TSER-NS (изготовленная компанией THINK LABORATORY Co., Ltd.)) и выполнялась сушка. Толщина полученной светочувствительной пленки, измеренная с помощью пленочного толщиномера (F20, изготовленный компанией Fillmetrics, Inc. и продаваемый компанией Matsushita Techno Trading Co., Ltd.), составила 7 мкм. Затем выполнялось лазерное экспонирование и изображение проявлялось. Для вышеупомянутого лазерного экспонирования использовался лазер Laser Stream FX и экспонирование заранее заданного изображения выполнялось с условиями экспонирования 300 мДж/см2. Далее для вышеупомянутого проявления использовался проявитель TLD (выпускаемый компанией THINK LABORATORY Co., Ltd.) с коэффициентом разбавления проявителя (неразведенный раствор: вода) 1:7 и проявление выполнялось при температуре 24°C в течение 90 секунд для формирования заранее заданного изображения, образованного фоторезистом.
Пленка покрытия DLC формировалась способом CVD на поверхностях слоя никелевого покрытия и изображения, образованного фоторезистом. Промежуточный слой, имеющий толщину 0,1 мкм, формировался в атмосфере газообразного аргона/водорода с использованием гексаметилдисилоксана в качестве газа-источника при температуре образования пленки от 80°C до 120°C, в течение периода времени образования пленки 60 минут. Затем формировался слой DLC толщиной 2 мкм с использованием толуола в качестве газа-источника при температуре образования пленки от 80°C до 120°C в течение периода времени образования пленки 90 минут.
Поверхность элемента цилиндра, полученная таким способом, подвергалась возвратно-поступательному шлифованию на шлифовальной машине с использованием наждачной бумаги, имеющей размер зерна №2000 (изготовленной компанией 3М), под углом 30° в течение 2 минут для образования следов шлифования, имеющих первый угол, равный 30° по часовой стрелке относительно воображаемого продолжения ракеля, как показано на фиг.3. Аналогичным образом, следы шлифования, имеющие второй угол, равный 30° против часовой стрелки относительно воображаемого продолжения ракеля, формировались таким образом, что следы шлифования под первым углом и следы шлифования под вторым углом пересекались между собой. При наблюдении следов шлифования в оптический интерференционный микроскоп каждый из следов шлифования имел глубину 0,2 мкм и среднеарифметическое отклонение Sa профиля поверхности в области пробелов составило 0,03.
Элемент с углубленными участками, полученными таким образом, использовался для нанесения рисунка проводников электродов краской, содержащей серебряную пасту, с использованием способа глубокой печати. Получался прекрасный рисунок проводников электродов без вуалирования.
Обозначения, используемые на чертежах:
10A, 10B: элемент с углубленным участком, 12: поверхность, 14: углубленный участок, 16: область печати, 18: область пробелов, 20: вязкий материал, 22: ракель, 24А, 24В: элемент подложки, 26: покрытие DLC, 28: воображаемое продолжение, 30, 32: след шлифования, 34: материал цилиндрической или плоской пластинчатой подложки, 36, 40: металлический слой, 38: слой никелевого покрытия, 42: слой медного покрытия, 44: слой никелевого покрытия, 46: слой изображения, 48: печатный цилиндр, 50: объект печатания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ С МАСКОЙ ДЛЯ ТРАВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА С РИСУНКОМ. | 2012 |
|
RU2562923C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ОСНОВЫ ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ И МАТЕРИАЛ ОСНОВЫ ЭТОГО ТИПА | 2005 |
|
RU2375735C2 |
| Способ получения матрицы для изготовления линзовых растров | 1989 |
|
SU1675836A1 |
| ЭЛЕКТРОФОТОГРАФИЧЕСКИЙ СВЕТОЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ, РАБОЧИЙ КАРТРИДЖ И ЭЛЕКТРОФОТОГРАФИЧЕСКОЕ УСТРОЙСТВО | 2007 |
|
RU2416813C2 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕТОЧУВСТВИТЕЛЬНОГО | 1968 |
|
SU221589A1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ОСНОВЫ ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ И МАТЕРИАЛ ОСНОВЫ ЭТОГО ТИПА | 2005 |
|
RU2384415C2 |
| КАРТРИДЖ И БЛОК | 2012 |
|
RU2593437C2 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1997 |
|
RU2145111C1 |
| Адгезионно-противоореольный слой для изготовления фотополимерных печатных форм | 1975 |
|
SU595697A1 |
Предложен печатающий элемент с углубленными участками, который решает проблему вуалирования, и способ его изготовления. Печатающий элемент с углубленными участками содержит область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы, причем поверхность вводится в контакт с вязким материалом таким образом, что вязкий материал скапливается в углубленных участках, избыточный вязкий материал счищается с поверхности путем установки ракеля, горизонтально выступающего от поверхности, и относительного перемещения ракеля. Печатающий элемент с углубленными участками, кроме того, содержит элемент подложки, имеющий область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы, и покрытие DLC, сформированное таким образом, чтобы покрывать область печати и область пробелов. Поверхность имеет множество следов шлифования, которые выполнены путем шлифования покрытия DLC и образуют угол наклона, отличающийся от 0° и 90°, относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности. 2 н. и 21 з.п. ф-лы, 6 ил.
1. Печатающий элемент с углубленными участками, содержащий:
область печати, на поверхности которой сформировано большое количество углубленных участков, и
область пробелов, на поверхности которой углубленные участки не сформированы,
поверхность, вводимую в контакт с вязким материалом таким образом, что вязкий материал скапливается в углубленных участках,
избыточный вязкий материал, счищаемый с поверхности посредством применения ракеля, горизонтально выступающего от поверхности, и относительного перемещения ракеля,
причем элемент с углубленными участками дополнительно содержит
элемент подложки, имеющий область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы, и
покрытие DLC, сформированное таким образом, чтобы покрывать область печати и область пробелов, а
поверхность снабжена множеством следов шлифования, которые выполнены путем шлифования покрытия DLC и образуют угол наклона, отличающийся от 0° и 90°, относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности.
2. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что множество следов шлифования имеет первый угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и второй угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и следы шлифования под первым углом и следы шлифования под вторым углом пересекаются между собой.
3. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что глубина множества следов шлифования составляет от 0,05 мкм до 0,3 мкм.
4. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что среднеарифметическое отклонение Sa профиля поверхности элемента с углубленными участками в области пробелов составляет от 0,005 мкм до 0,10 мкм.
5. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что глубина множества углубленных участков составляет от 1 мкм до 50 мкм.
6. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что элемент подложки содержит материал цилиндрической или плоской пластинчатой подложки и металлический слой, выполненный на поверхности материала цилиндрической или плоской пластинчатой подложки и имеющий большое количество углубленных участков, сформированных на его поверхности.
7. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что элемент подложки содержит материал цилиндрической или плоской пластинчатой подложки, металлический слой, выполненный на поверхности материала цилиндрической или плоской пластинчатой подложки, и слой изображения, сформированный путем экспонирования и проявления светочувствительного материала, нанесенного на металлический слой.
8. Печатающий элемент с углубленными участками по п. 6, отличающийся тем, что металлический слой выполнен из меди или никеля.
9. Печатающий элемент с углубленными участками по п. 6, отличающийся тем, что материал подложки содержит амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами.
10. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что толщина покрытия DLC составляет от 0,1 мкм до нескольких десятков микрометров.
11. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что элемент с углубленными участками содержит вал глубокой печати.
12. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что элемент с углубленными участками содержит офсетную печатную форму глубокого травления.
13. Печатающий элемент с углубленными участками по п. 1, отличающийся тем, что элемент с углубленными участками содержит наносящий цилиндр.
14. Способ изготовления печатающего элемента с углубленными участками, содержащего
область печати, на поверхности которой сформировано большое количество углубленных участков, и
область пробелов, на поверхности которой углубленные участки не сформированы,
поверхность, вводимую в контакт с вязким материалом таким образом, что вязкий материал скапливается в углубленных участках,
избыточный вязкий материал, счищаемый с поверхности посредством применения ракеля, горизонтально выступающего от поверхности, и относительного перемещения ракеля,
включающий в себя следующие этапы:
изготавливают элемент подложки, имеющий область печати, на поверхности которой сформировано большое количество углубленных участков, и область пробелов, на поверхности которой углубленные участки не сформированы;
формируют покрытие DLC таким образом, чтобы покрыть область печати и область пробелов; и
формируют множество следов шлифования путем шлифования покрытия DLC, причем множество следов шлифования образует угол наклона, отличающийся от 0° и 90°, относительно воображаемого продолжения ракеля, горизонтально выступающего от поверхности.
15. Способ по п. 14, отличающийся тем, что этап формирования множества следов шлифования включает в себя формирование множества следов шлифования, имеющих первый угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, и второй угол, соответствующий углу наклона, отличающемуся от 0° и 90°, относительно воображаемого продолжения ракеля, так что следы шлифования под первым углом и следы шлифования под вторым углом пересекаются между собой.
16. Способ по п. 14, отличающийся тем, что глубина множества следов шлифования составляет от 0,05 мкм до 0,3 мкм.
17. Способ по п. 14, отличающийся тем, что среднеарифметическое отклонение Sa профиля поверхности в области пробелов элемента с углубленными участками составляет от 0,005 мкм до 0,10 мкм.
18. Способ по п. 14, отличающийся тем, что глубина углубленных участков составляет от 1 мкм до 50 мкм.
19. Способ по п. 14, отличающийся тем, что этап изготовления элемента подложки включает в себя следующие этапы:
подготавливают материал цилиндрической или плоской пластинчатой подложки;
создают металлический слой на поверхности материала цилиндрической или плоской пластинчатой подложки; и
формируют путем вытравливания большое количество углубленных участков на поверхности металлического слоя.
20. Способ по п. 14, отличающийся тем, что этап изготовления элемента подложки включает в себя следующие этапы:
подготавливают материал цилиндрической или плоской пластинчатой подложки;
создают металлический слой на поверхности материала цилиндрической или плоской пластинчатой подложки; и
формируют слой изображения путем экспонирования и проявления светочувствительного материала, нанесенного на металлический слой.
21. Способ по п. 19, отличающийся тем, что металлический слой выполнен из меди или никеля.
22. Способ по п. 19, отличающийся тем, что материал подложки содержит амортизирующий слой, сформированный из резины или смолы, обладающей амортизирующими свойствами.
23. Способ по п. 14, отличающийся тем, что толщина покрытия DLC составляет от 0,1 мкм до нескольких десятков микрометров.
| JP2000010300 A, 14.01.2000 | |||
| ПЕЧАТНЫЕ СЕКЦИИ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2004 |
|
RU2349459C2 |
| WO 2004069539 A2, 19.08.2004 | |||

