Изобретение относится к способу изготовления материала основы для трафаретной печати, содержащего следующие компоненты: трафаретную сетку, резистивный слой из резистивного материала и защитную пленку; причем этот способ заключается в сборке материала основы из упомянутых компонентов.
Способ этого типа известен из выложенной патентной заявки Нидерландов №1025774, поданной на имя заявителя. Согласно этому известному способу первый резистивный слой из светочувствительного резистивного материала наносят на одну сторону защитной пленки, далее этот резистивный слой высушивают. Затем наносят дополнительный резистивный слой на этот первый резистивный слой, после чего трафаретную сетку вдавливают в дополнительный резистивный слой, и при этом та сторона дополнительного резистивного слоя на защитной пленке, которая обращена к трафаретной сетке, все еще влажная. Согласно альтернативному способу, описанному в упомянутой заявке, трафаретную сетку вжимают непосредственно в резистивный слой после нанесения этого резистивного слоя на соответствующую сторону защитной пленки; и также та сторона резистивного слоя, на которую нанесена трафаретная сетка, должна быть влажной. Таким образом, этот известный материал основы содержит трафаретную сетку, на одной стороне которой обеспечен резистивный слой с защитной пленкой. Защитная пленка предназначена для защиты резистивного слоя во время хранения, транспортировки и, если это желательно, при сворачивании и разворачивании материала основы. Результат этого известного способа заключается в том, что поверхность резистивного слоя на стороне защитной пленки имеет гладкость, более лучшую, чем у известного материала основы, который реализует компания Gallus Ferd. Rusch AG под торговым названием “Screeny Siebdruckplatten”.
Если материал основы используется для трафаретной печати, то прежде всего с материала основы удаляют защитную пленку. Резистивный слой затем экспонируют в соответствии с определенным рисунком, проявляют и, если это надлежит сделать, отверждают (нагреванием). Неэкспонированные, неотвержденные части резистивного слоя удаляют, в результате чего трафаретная сетка не закрыта в сформированных таким образом участках. Приготовленный таким образом материал основы выполняет функцию трафарета в трафаретной печати. Во время трафаретной печати: сторона трафарета с резистом обращена к отпечатываемой подложке. Не имеющая покрытия сторона трафарета контактирует с ракелем.
В настоящее время для некоторых видов трафаретной печати существует необходимость в обеспечении материала основы, который имеет покрытие и защищен на одной стороне, и в котором впадины трафаретной сетки имеют высокий уровень заполнения резистивного материала.
Также было обнаружено, что при использовании материала основы согласно упомянутой патентной заявке Нидерландов на основе применения выполненной гальванопластикой из никеля трафаретной сетки: после проявления и отверждения слоя фоторезиста могут иметь место случайные слабые места лишь с умеренным сцеплением с трафаретной сеткой. Эти слабые места в материале основы могут отрицательно сказываться на качестве печатания при осуществлении трафаретной печати. Возникновение этих единичных слабых мест происходит, в частности, в местах, в которых резистивный слой имеет меньшее проникновение в трафаретную сетку, например - в результате включений воздуха, обусловленных капиллярным действием впадин трафаретной сетки и так называемых «проколов».
Поэтому цель изобретения заключается в создании способа и устройства изготовления материала основы для трафаретной печати, который будет иметь покрытие, будет защищен на одной стороне и содержать в качестве своих компонентов: трафаретную сетку, слой резистивного материала и защитную пленку, что позволяет достигнуть высокого уровня заполнения резистивного материала во впадинах трафаретной сетки.
Другая цель изобретения заключается в создании способа и устройства изготовления материала основы для трафаретной печати, который будет иметь покрытие, будет защищен на одной стороне, и содержать в качестве своих компонентов: трафаретную сетку, слой резистивного материала и защитную пленку, в результате чего будет снижена частота появления слабых мест.
Для этого согласно изобретению упомянутый способ отличается тем, что включает в себя по меньшей мере следующие этапы:
а) нанесение первого резистивного слоя на одну сторону трафаретной сетки; и
b) затем нанесение защитной пленки на первый резистивный слой на трафаретной сетке.
В соответствии со способом согласно настоящему изобретению: на трафаретную сетку наносят предварительное покрытие на одну ее сторону в виде первого резистивного слоя резистивного материала, который предпочтительно является светочувствительным резистивным материалом; после этого трафаретную сетку, которая предпочтительно является выполненной гальванопластикой трафаретной сеткой и которая имеет упомянутый резистивный слой, ламинируют с защитной пленкой таким образом, что трафаретная сетка, резист и пленка становятся связанными друг с другом. При необходимости резистивный слой может присутствовать на защитной пленке. Защитная пленка также может быть выполнена в виде пленки клеящего материала - быть пленкой со слоем клея, на основной поверхности. Нанесение резиста во впадины трафаретной сетки, т.е. выполнение предварительного покрытия на трафаретной сетке, обеспечивает хорошее протекание резиста во впадины трафаретной сетки и проникновение в них, в результате чего во впадинах трафаретной сетки будет достаточное количество резиста, с хорошим сцеплением с трафаретной сеткой. Уровень заполнения трафаретной сетки материала основы резистивным материалом согласно способу настоящего изобретения, поэтому будет повышенным по сравнению с материалом основы известного уровня техники. В уровне техники объем резиста в отверстиях трафаретной сетки значительно снижается из-за выполнения этапа высушивания и последующей усадки резиста; и, следовательно, материал основы имеет уровень заполнения (определяемый как соотношение толщины или высоты резистивного слоя во впадинах трафаретной сетки и толщины трафаретной сетки * 100%) порядка 50%. Материал основы, покрытый и защищенный на одной стороне согласно настоящему изобретению, может обеспечить повышенный уровень заполнения приблизительно по меньшей мере 60%, более предпочтительно - по меньшей мере 75% и наиболее предпочтительно - свыше 80%. Очевидно, что максимальным уровнем заполнения будет 100%. В результате при использовании материала основы согласно этому изобретению для трафаретной печати - после экспонирования, проявления и отверждения - обеспечивается высокое качество печати.
Кроме того, способ согласно изобретению дает преимущество в том, что, если какие-либо упомянутые проколы будут присутствовать в трафаретной сетке, и в этом случае в материале трафаретной сетки одна или несколько перемычек будут локально прерываться, то эти проколы аналогичным образом будут заполнены на этапе выполнения покрытия. Согласно способу упомянутой патентной заявки Нидерландов, если проколы этого типа присутствуют в трафаретной сетке, то могут образоваться локально тонкие и поэтому более уязвимые места в резистивном слое по сравнению с окружающими участками резиста, что подобным образом обусловит снижение качества печатания.
Также нужно отметить, что US-А-4302528 описывает способ изготовления материала основы для, помимо прочего, трафаретной печати, который содержит трафаретную сетку, имеющую на обеих основных поверхностях резистивный материал, защищенный слоями пленки. При этом материал трафаретной сетки в виде непрерывного полотна обеспечивают резистивным материалом на обеих сторонах погружением в жидкий светочувствительный резистивный материал или покрытием этим материалом. Затем материал трафаретной сетки, обеспеченный таким образом резистивным материалом, заключают между двумя пленками и пропускают через зону контакта, чтобы задать окончательную толщину материалу основы. Этот способ предназначен, помимо прочего, для уменьшения частоты возникновения пузырьков воздуха и/или морщин при осуществлении способа согласно US-А-4216287.
Но материал основы с покрытием резистивного материала на обеих сторонах имеет ряд недостатков. Например, во время этапа экспонирования во время предварительной обработки для формирования трафарета материал основы обычно экспонируют с одной стороны через маску в целях отверждения фоторезиста, и при этом неэкспонированные части, формирующие отпечатываемое изображение, затем можно удалить. Но в случае использования материала основы, покрытого резистом на обеих сторонах трафаретной сетки, нет определенности в том отношении, что резистивный материал на затененной стороне (той стороне, которая не повергается непосредственному экспонированию) трафаретной сетки будет экспонирован в достаточной степени и в нужном положении: во-первых, по причине затеняющего действия перемычек трафаретной сетки, и, во-вторых, из-за неизбежного рассеяния и отражения света этими перемычками. В случае недостаточного отверждения оно может обусловить частичное отшелушивание во время печатания в результате контакта с ракелем. Это приводит к загрязнению печатной краски или пасты резистивным материалом и/или к засорению впадин трафаретной сетки. Кроме того, точность отпечатываемого изображения при таковом отшелушивании нарушается. Рассеяние света перемычками может давать те же нежелательные последствия. Более того, резистивный слой на ракельной стороне трафарета не функционирует. Он изнашивается в контакте с ракелем и поэтому может загрязнять печатную пасту или краску и/или засорять впадины трафаретной сетки.
Эти недостатки технического решения US-А-4302528 устранены в способе согласно предлагаемому изобретению, направленному на изготовление материала основы с покрытием резистивным материалом, защищенного защитной пленкой только на одной стороне.
Как упомянуто выше, в способе согласно изобретению предпочтительно использовать светочувствительный резистивный материал. Можно также использовать материал, который можно обрабатывать излучением высокой энергии, например лазером, или механическими средствами, чтобы предварительно сформировать отпечатываемое изображение.
Этот способ обычно также включает в себя этап с) высушивания трафаретной сетки с резистивным слоем и защитной пленкой, полученных на этапе b). На этом этапе с) воду/растворитель удаляют с резиста (промежуточного) продукта, полученного на этапе b). Высушивание предпочтительно ускоряют, хотя возможно и высушивание на воздухе при температуре окружающей среды, но для этого требуется больше времени. Примеры ускоренного высушивания включают высушивание горячим воздухом, или инфракрасным излучением, или продувкой воздухом.
Для обеспечения хорошего проникновения резистивного слоя в трафаретную сетку (без выхода из впадин на другой стороне) нанесение первого резистивного слоя предпочтительно выполняют путем множества подэтапов нанесения частичных резистивных слоев, в результате чего первый резистивный слой состоит из множества подслоев. Таким образом, впадины в трафаретной сетке заполняют поэтапно, предпочтительно - с промежуточным высушиванием частичных резистивных слоев (за исключением последнего); и можно обеспечить очень высокий уровень заполнения свыше 75%, предпочтительно - свыше 80%. Причина этого заключается в том, что уменьшение объема усадки наносимого частичного слоя компенсируется нанесением последующего частичного слоя.
Резистивный слой предпочтительно наносят на трафаретную сетку под некоторым давлением, поэтому светочувствительный материал может втекать в отверстия в трафаретной сетке. Нанесение резистивного слоя на одну сторону трафаретной сетки предпочтительно выполняют при помощи ракельного устройства для нанесения покрытия.
Этап b) предпочтительно выполняют, пока резист или последний нанесенный резистивный слой находятся во влажном состоянии. В этом случае резист выполняет функцию клеящего вещества для связывания компонентов материала основы друг с другом.
Если в этом предпочтительном варианте способа согласно изобретению во время ламинирования присутствует только один резистивный слой (т.е. на одной стороне трафаретной сетки), то та сторона упомянутого резистивного слоя, которая обращена к другому компоненту, к защитной пленке, формируемого материала основы - влажная. Если резистивный слой присутствует на одной стороне трафаретной сетки и на защитной пленке, то влажной будет одна сторона по меньшей мере одного из этих резистивных слоев, которая обращена к другому резистивному слою во время ламинирования.
Если резистивный слой в трафаретной сетке состоит из множества частичных слоев, то после нанесения частичного слоя предпочтительно выполняют этап высушивания для высушивания данного частичного слоя; за исключением последнего частичного слоя, на который защитная пленка предпочтительно наносится непосредственно, при том условии, что нанесенный последним частичный слой или по меньшей мере его сторона, дальняя от материала трафаретной сетки, - еще влажные. Высушивание предпочтительно осуществляют при температуре, более низкой, чем температура отверждения резистивного материала. Эта температура гарантирует, что этап высушивания, т.е. данная температура высушивания, не скажется на экспонировании резистивного слоя с рисунком, соответствующим отпечатываемому изображению. Температуру высушивания выбирают в зависимости от используемого резиста, например - ниже 100°С, предпочтительно - около 50°С, для резиста на водной основе с приблизительным содержанием воды 55%. Температура, фактически равная или даже превышающая температуру отверждения, может использоваться при том условии, что время высушивания будет настолько коротким, что устранится возможность отверждения светочувствительного материала.
Фраза «резистивный слой является влажным» означает, что на соответствующей стороне резистивного слоя резист в этом состоянии вязкий, и поэтому резист все еще может быть деформируемым и, вследствие этого, может втекать во впадины между перемычками трафаретной сетки, при необходимости. Более того, эта характеристика обеспечивает хорошую связь между различными компонентами материала основы.
Для материала основы существуют различные соответствующие типы трафаретной сетки, такие как, необязательно, оцинкованный тканый пластмассовый материал, как тканая металлическая сетка, оцинкованный трикотажный или тканый материал из пластмассовых волокон или из металлической проволоки и трафаретные сетки, сформированные гальванопластикой. Трафаретные сетки, сформированные гальванопластикой, в частности, выполненные из никеля, предпочтительны, поскольку по причине гальванопластики они имеют присущую им очень плоскую поверхность, что является положительным фактором для обеспечения гладкости резистивного слоя в материале основы. В этом заключается отличие от тканого материала, в котором волокна или проволока пересекают друг друга.
Трафаретная сетка имеет количество меш от 70 до 500. Ограничений по форме впадин трафаретной сетки не имеется. Соответствующие примеры формы: круглая, квадратная или шестиугольная.
Как упоминалось вкратце выше, на одну сторону защитной пленки до этапа ламинирования можно нанести дополнительный резистивный слой. В этом случае, который предпочтителен с точки зрения хорошего сцепления компонентов друг с другом и заполнения впадин трафаретной сетки, та сторона дополнительного резистивного слоя на защитной пленке, которая вводится в контакт с первым резистивным слоем, по меньшей мере - влажная на этапе b) нанесения защитной пленки на первый резистивный слой на трафаретной сетке. Дополнительный резистивный слой можно также нанести на защитную пленку в несколько подэтапов.
Способ согласно изобретению предпочтительно выполняют непрерывно. При этом непрерывное полотно материала трафаретной сетки непрерывно подают и покрывают его первым резистивным слоем в один или в несколько этапов покрытия, в этом случае, если это желательно, один или несколько этапов высушивания можно выполнить между этапами нанесения покрытия, после чего защитную пленку (или ее дополнительный резистивный слой) ламинируют на непрерывное полотно материала трафаретной сетки, имеющее первый резистивный слой. Как упомянуто выше, при этом необходимо, чтобы по меньшей мере одна сторона одного из резистивных слоев была влажной. Непрерывное полотно материала трафаретной сетки в этом случае можно разматывать с подающей бобины, как и защитную пленку. После ламинирования и высушивания собранного таким образом материала основы его можно намотать снова.
Само ламинирование предпочтительно выполняют под некоторым давлением, чтобы удостовериться в том, что вязкий резистивный материал может деформироваться и вытекать в необходимых местах, и также для обеспечения хорошего сцепления между различными компонентами. Температура во время ламинирования может быть в пределах от комнатной температуры до 70°С.
В способе согласно изобретению предпочтительно использовать сжимаемый валик. Целесообразно использовать валик слегка сжимаемый, т.е. слегка деформируемый, чтобы он смог корректировать небольшие неровности контактной поверхности трафаретной сетки. Валик предпочтительно является резиновым роликом и выполнен из твердой резины с твердостью 70-90 по Шору, предпочтительно в сочетании с опорным роликом повышенной твердости, предпочтительно выполненным из металла.
В отношении толщины первого резистивного слоя и, если таковой есть, дополнительного резистивного слоя на защитной пленке ограничений не имеется, но эта толщина в некоторой степени зависит от вида конечного использования материала основы. Толщина резистивного слоя в материале основы обычно имеет значения от нескольких мкм до нескольких десятков мкм. Если резистивный слой имеется и на трафаретной сетке, и на защитной пленке, то резистивный материал этих слоев предпочтительно имеет одинаковый состав, и поэтому - те же соответствующие свойства, такие как скорость высыхания, вязкость и скорость отверждения и пр.
Эксперименты показали, что при осуществлении этого способа можно достичь значения Rz величиной в 10 мкм или менее. Это дает существенное улучшение печатания с использованием продукта, получаемого способом согласно настоящему изобретению.
Альтернативой использованию склеивающего эффекта влажного резиста является использование именно клея. В этом случае защитная пленка связывается с первым резистивным слоем клеем, который наносят на защитную пленку предпочтительно заранее.
Еще один вариант изобретения относится к материалу основы для трафаретной печати, который содержит трафаретную сетку, резистивный слой из резистивного материала и защитную пленку, причем трафаретная сетка содержит сеть перемычек, образующих впадины, при этом резистивный слой и защитная пленка предусмотрены на одной стороне трафаретной сетки, и уровень заполнения резистивного слоя между перемычками (определяемый как соотношение толщины или высоты резистивного слоя во впадинах трафаретной сетки и толщины трафаретной сетки * 100%) трафаретной сетки превышает 60%, более предпочтительно превышает 75% и наиболее предпочтительно превышает 80%. При рассматривании поперечного сечения материала основы в микроскоп видно, что непокрытая поверхность резиста во впадине трафаретной сетки более плоская, чем на материале известного уровня техники, поверхность которого в большей степени имеет форму вогнутого мениска.
В материале основы согласно изобретению расстояние от перемычек трафаретной сетки до поверхности резистивного слоя на стороне защитной пленки единообразное. Это расстояние определяется как кратчайшее расстояние между перемычками и упомянутой поверхностью резистивного слоя. В данном описании термин «единообразный» означает, что изменения этого расстояния незначительные, обычно менее ±5 мкм, предпочтительно менее ±2 мкм.
Поскольку способ согласно изобретению предусматривает нанесение резистивного материала в и на трафаретную сетку перед ламинированием, то глубина проникновения резистивного слоя между перемычками трафаретной сетки также более единообразная, чем в продукции известного уровня техники. Высота в этом случае измеряется расстоянием между самой глубокой точкой в резистивном слое перемычки трафаретной сетки и поверхностью резистивного слоя между двумя перемычками на свободной стороне трафаретной сетки, т.е. на стороне, обращенной от защитной пленки. Изменение толщины незначительное, предпочтительно - менее ±5 мкм.
Для создания защитной пленки соответствующими полимерными материалами являются следующие: полиэтилен, полипропилен, сложный полиэфир, поливинилхлорид, полиакрилат, полиэтилентерефталат, полиэтиленимин, полибензтиазол, хлорированный поливинилхлорид и др. В отношении толщины пленки ограничений не имеется, и эта толщина может составлять, например, от 25 до 500 мкм.
Резист, используемый для резистивного слоя, предпочтительно является светочувствительным резистом на основе органических растворителей или воды. Резист предпочтительно имеет содержание сухого вещества в пределах 30-60%. Размер частиц резиста предпочтительно менее 25 мкм, более предпочтительно - менее 10 мкм. Вязкость резиста предпочтительно составляет от 1000 до 4000 сП. Резист предпочтительно содержит составляющие, выбранные из группы, состоящей из отверждаемого ультрафиолетовым излучением полиакрилата, поливинилацетата, диазосоединения поливинилового спирта, алкида, эпоксидной смолы, меламина, бихромата и светочувствительного каучука на основе полисилоксана со стироловыми и бутадиеновыми заместителями (SBQ) на водной основе. Как упомянуто выше, предпочтительно использовать одинаковый резист для первого резистивного слоя на трафаретной сетке и для дополнительного резистивного слоя на защитной пленке, если таковые применяются.
Поверхностное натяжение резиста, наносимого на защитную пленку, предпочтительно меньше или равно поверхностному натяжению пленки, чтобы обеспечить целесообразную текучесть резиста на пленке при нанесении дополнительного резистивного слоя. Если желательно, поверхностное натяжение пленки можно (временно) повысить путем предварительной обработки в устройстве обработки коронным разрядом.
Изобретение также относится к устройству изготовления материала основы для трафаретной печати в виде непрерывного полотна, содержащего следующие компоненты: трафаретную сетку, слой резистивного материала и защитную пленку; причем устройство содержит: транспортерное средство для перемещения непрерывного полотна материала трафаретной сетки, средство нанесения покрытия, которое наносит резистивный материал на одну сторону двигающегося непрерывного полотна материала трафаретной сетки; подающее средство для подачи защитной пленки; соединяющее средство, которое вводит защитную пленку в контакт с резистивным материалом непрерывного полотна материала трафаретной сетки, имеющего слой резистивного материала; и высушивающее средство для высушивания обработанного непрерывного полотна материала трафаретной сетки. Согласно изобретению функция нанесения покрытия из материала трафаретной сетки в виде непрерывного полотна и функция соединения материала трафаретной сетки, покрытого резистивным материалом, объединены в одном устройстве. Высушивающее средство предназначено для высушивания частичных резистивных слоев, если таковые имеются, и для высушивания комбинированного материала основы, содержащего трафаретную сетку, резистивный слой и защитную пленку.
Транспортерное средство предпочтительно имеет разматывающее средство для разматывания непрерывного полотна материала трафаретной сетки с подающей бобины и также наматывающее средство для наматывания обработанного непрерывного полотна материала трафаретной сетки на бобину. В данном описании фраза «обработанное непрерывное полотно материала трафаретной сетки» означает непрерывное полотно материала трафаретной сетки, на которое нанесены первый резистивный слой или один, или более частичных резистивных слоев; или непрерывное полотно материала трафаретной сетки с резистивным слоем и защитной пленкой (т.е. материала основы). Благодаря использованию разматывающего средства и наматывающего средства это устройство целесообразно для изготовления длинных непрерывных полотен материала основы. Более того, эти средства позволяют использование данного устройства для нанесения резистивного слоя на одну сторону материала трафаретной сетки в несколько этапов. В этом случае на каждом этапе, кроме последнего, материал трафаретной сетки разматывают с подающей бобины, наносят на него покрытие, высушивают и наматывают на пустую бобину. Последнюю бобину затем переводят в положение разматывания, и, теперь пустую, подающую бобину переводят в наматывающее положение, после чего последующий подэтап можно выполнить в описываемом выше порядке. Либо материал с нанесенным на него покрытием можно разматывать в направлении, противоположном направлению происходившего перед этим наматывания бобины, наносить на него покрытие, высушивать и снова наматывать, при том условии, что средство высушивания и/или средство нанесения покрытия будут присутствовать в двух экземплярах, чтобы эти виды обработки можно было выполнить согласно надлежащему порядку. На последнем подэтапе высушивающее средство выключают или переводят в режим работы пониженной интенсивности. Затем защитную пленку наносят на влажный имеющий теперь покрытие материал трафаретной сетки, который затем наматывают. Полученный таким образом материал основы затем можно пропустить через высушивающее средство, с выключенным устройством для нанесения покрытия.
Примеры соответствующих устройств для нанесения покрытия включают: валик с нанесенным на него рисунком, ракель, шаблон или растр, так называемое устройство для нанесения покрытия через щелевую головку, устройство для скользящего нанесения покрытия, устройство для валкового нанесения покрытия (См. “Liquid film coating”, S.F. Ristler and P.M. Schweizer, Chapmann & Hall, London, 1997). Средство для нанесения покрытия предпочтительно представляет собой ракельное устройство нанесения покрытия.
Соединительное средство предпочтительно представляет собой узел, состоящий из валика и опорного валика. Опорный валик непосредственно контактирует с материалом трафаретной сетки (предпочтительно с выполненным гальванопластикой материалом трафаретной сетки). Защитная пленка контактирует с прижимным валиком, предпочтительно с резиновым прижимным валиком. Валик и опорный валик предпочтительно совместно выполнены таким образом, что пленка частично направляется на прижимной валик перед ее нанесением на покрытый материал трафаретной сетки.
В качестве альтернативы состоящую из защитной пленки и материала трафаретной сетки с резистивным слоем структуру можно пропустить по ролику с растягивающим усилием, при этом защитная пленка будет контактировать с упомянутым валиком. В этом случае опорный валик не нужен.
Высушивающее средство содержит, например, инфракрасные сушилки, хотя можно также использовать и другие высушивающие средства, излагаемые в подробном описании способа согласно изобретению.
Чтобы резистивный материал, который (еще) не высох, не вытекал из впадин в материале трафаретной сетки под действием силы тяжести, в предпочтительном осуществлении устройства согласно изобретению средства нанесения покрытия расположены вдоль вертикального сечения траектории движения непрерывного полотна материала трафаретной сетки.
Устройство может также содержать разрядное средство для удаления электростатического заряда на защитной пленке.
Изобретение далее поясняется со ссылкой на прилагаемые чертежи, на которых:
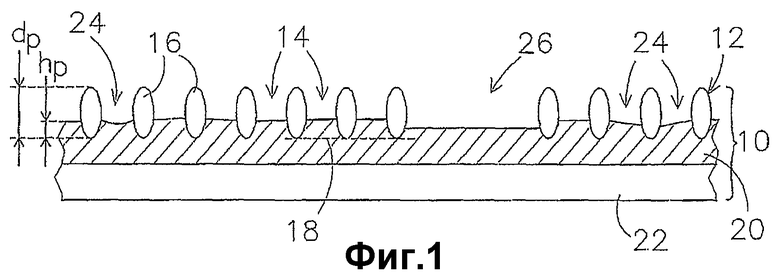
Фиг.1 - схематическое изображение поперечного сечения материала основы, полученного по способу из уровня техники;
Фиг.2 - первый вариант способа согласно изобретению;
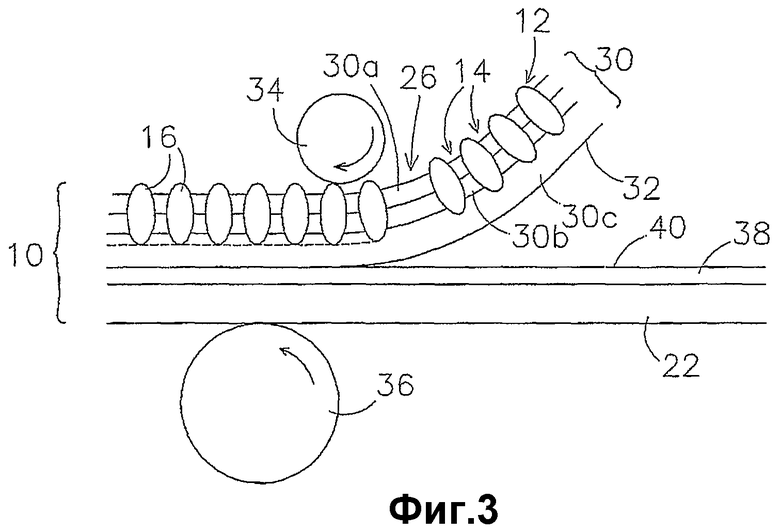
Фиг.3 - другой предпочтительный вариант способа согласно изобретению; и
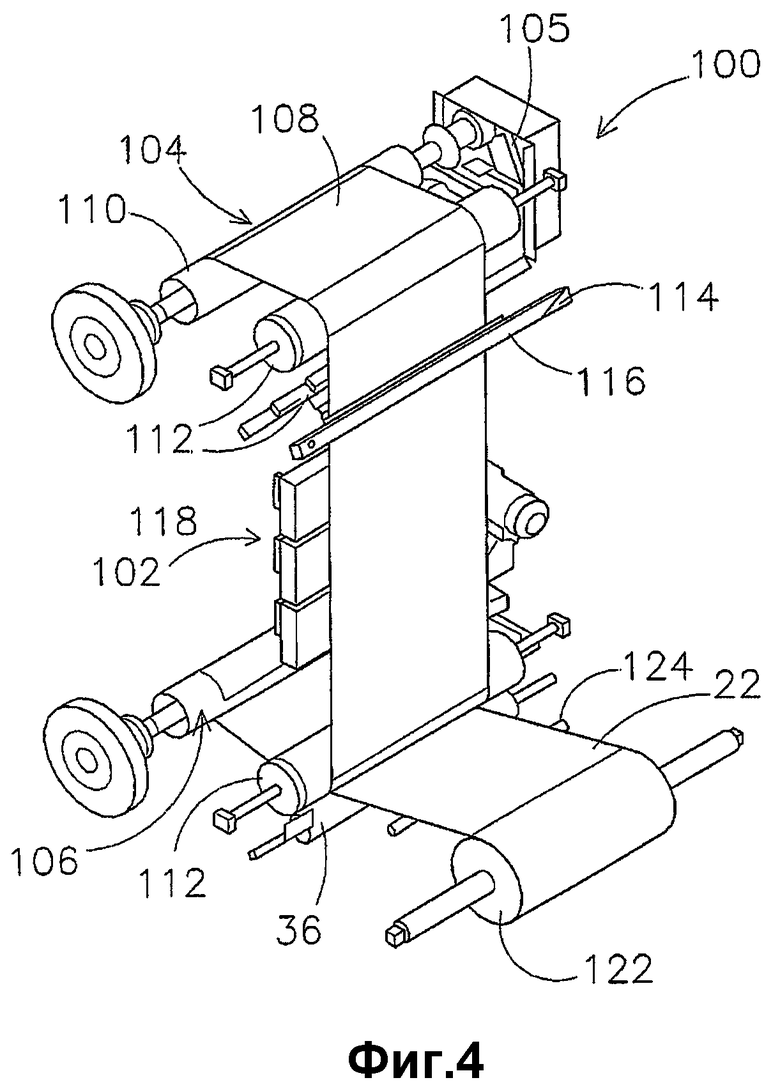
Фиг.4 - вариант устройства согласно изобретению.
На фиг.1 показан материал 10 основы из уровня техники. Этот материал 10 основы содержит материал 12 трафаретной сетки, имеющий впадины 14, отделенные друг от друга перемычками 16. Слой 20 светочувствительного материала находится на одной стороне 18 (указано пунктиром) трафаретной сетки 12, при этом слой 20 частично проникает во впадины 14 в трафаретной сетке 12. На другой стороне: резистивный слой 20 защищен защитной пленкой 22. По причине действия капиллярного эффекта имеются отдельные места, в которых, несмотря на хорошее распределение резиста по поверхности материала 12 трафаретной сетки, распределение во впадинах 14 трафаретной сетки материала 12 трафаретной сетки оставляет желать лучшего. Места этого типа указаны позицией 24 на фиг.1. Следовательно, во многих случаях в этих местах резист проник гораздо дальше в материал 12 трафаретной сетки. Причем также могут присутствовать так называемые проколы, т.е. в некоторых местах материала 12 трафаретной сетки перемычки могут отсутствовать. Прокол этого типа указан стрелкой 26 на фиг.1. Здесь также светочувствительный материал проник в меньшей степени в трафаретную сетку 12 и снизил сцепление с соседними перемычками 16. Меньшая глубина проникновения в трафаретную сетку в этих местах 24 и прокол 26 могут неблагоприятно сказаться на качестве печатания. Высота резистивного слоя 20 во впадинах 14 между перемычками, посчитанная со стороны 18, обозначена как hp, и толщина трафаретной сетки обозначена как dp.Соотношение hp/dp является уровнем заполнения и составляет менее 40%.
На фиг.2 показан вариант способа изготовления материала основы для трафаретной печати согласно изобретению. Согласно фиг.2 компоненты, соответствующие компонентам на фиг.1, имеют те же ссылочные позиции. Согласно изобретению материал 12 трафаретной сетки, имеющий перемычки 16, ограничивающие впадины 14 трафаретной сетки, сначала обеспечивают на одной стороне первым резистивным слоем под общей ссылочной позицией 30, причем этот материал, например, нанесен под давлением в несколько этапов, например тремя этапами, ракельным устройством для нанесения покрытия. Частичные слои обозначены как 30а, b и с, соответственно. Созданы по существу единообразные толщина и глубина проникновения резистивного слоя 30 в трафаретную сетку 12, несмотря на то, что в этом случае также имеется прокол 26. Если резистивный слой 30 создавать несколькими подэтапами, то риск включений воздуха будет снижен. Этап высушивания выполняют после нанесения частей 30а и 30b первого резистивного слоя. Затем наносят последний частичный резистивный слой 30 с резистивного материала, на который потом наносят защитную пленку 22 под небольшим давлением, пока этот частичный резистивный слой 30 с или по меньшей мере его свободная поверхность 32 еще влажные; в этом варианте давление прилагают прижимным валиком 34, поверхностью которого является твердая резина, и опорным валиком 36, выполненным из металла. После того, как эта структура высушена, будет получен материал основы с резистивным слоем и защитной пленкой на одной и той же стороне, с гладкой поверхностью резистивного слоя 30, имеющего единообразную глубину проникновения в трафаретную сетку 12. Эта глубина проникновения, или толщина, на этом чертеже обозначена как hi между поверхностью 42 контакта (соответствующей стороне 18 из уровня техники) перемычек 16 в резистивном слое 30 и свободной поверхностью резистивного слоя 30 между перемычками 16. Общая толщина резистивного слоя 30 обозначена как h. Толщина трафаретной сетки 12 обозначена как di. Уровень заполнения составляет более 80%.
На фиг.3 показан альтернативный способ, согласно которому защитная пленка 22 также имеет дополнительный резистивный слой 38 светочувствительного материала, перед ламинированием. В этом случае этап ламинирования выполняют, пока по меньшей мере одна сторона 32 и/или 40 по меньшей мере одного из резистивных слоев 30 и 38 влажная.
На фиг.4 показан вариант устройства 100 согласно изобретению. Устройство 100 имеет опору (не показана); транспортерный механизм для перемещения материала 12 трафаретной сетки в виде непрерывного полотна; средство для нанесения покрытия, которое наносит (частичный) слой 30, 30а-с резистивного материала на одну сторону материала трафаретной сетки; средство 102 высушивания, которое высушивает материал основы и/или материал трафаретной сетки, покрытый резистивным материалом; и соединительное средство для нанесения защитной пленки на материал трафаретной сетки с покрытием. Транспортерный механизм содержит верхнее наматывающее устройство 104 и нижнее наматывающее устройство 106. Каждое устройство может иметь специализированный привод 105, и поэтому устройство 104, 106 выполнено с возможностью и разматывания, и наматывания. В поясняемом варианте устройство 104 используется для разматывания непрерывного полотна 108 материала 12 трафаретной сетки с подающей бобины 110. Материал основы или материал трафаретной сетки с покрытием резиста наматывается на устройстве 106. Кроме того, транспортерный механизм имеет направляющие ролики 112, которые направляют непрерывное полотно материала через устройство 100. В поясняемом варианте средство для нанесения покрытия имеет ракельное устройство 114, содержащее ножевую раму 116 на покрываемой стороне материала в виде непрерывного полотна, и опорный нож 118 на другой стороне. Уровень резистивного материала в ножевой раме 116 по возможности сохраняют постоянным, чтобы наносить (частичный) резистивный слой единообразной толщины, предпочтительно ниже положения режущей кромки опорного ракеля 118. Высушивание материала трафаретной сетки с покрытием частичного резистивного слоя выполняют инфракрасными сушилками 102. Высушивание не выполняют или выполняют не полностью после нанесения последнего частичного резистивного слоя; и при этом защитная пленка 122 в виде непрерывного полотна, размотанная с подающей бобины 122, частично направляется по резиновому опорному валику 36 и затем вводится в контакт с влажным покрытым материалом трафаретной сетки. Направляющий ролик 112 в этом случае функционирует как валик (обозначен как 34 на фиг.2 и 3). Полученный таким образом материал 10 основы наматывают в устройстве 106 и потом высушивают. Разрядные средства 124 установлены сверху и снизу (для ясности показано только нижнее) траектории защитной пленки 22 от подающей бобины 122 к опорному валику 36.
Способ согласно изобретению обеспечивает очень единообразную глубину проникновения или уровень заполнения резистивным материалом, покрытым и защищенным на одной стороне, в трафаретной сетке и, в конечном счете, также обеспечивает очень гладкую поверхность резистивного слоя в материале основы.
Изобретение относится к области изготовления материалов основы для трафаретной печати. Материал (10) основы содержит трафаретную сетку (12), резистивный слой (30) из резистивного материала и защитную пленку (22). Способ согласно изобретению предусматривает сборку материала основы (10) из разных компонентов. В частности, способ включает, по меньшей мере, этапы нанесения первого резистивного слоя (30) на одной стороне трафаретной сетки (12) и последующее нанесение защитной пленки (22) на первый резистивный слой (30) на трафаретной сетке. Изобретение позволяет повысить качество материала. 3 н. и 22 з.п. ф-лы, 4 ил.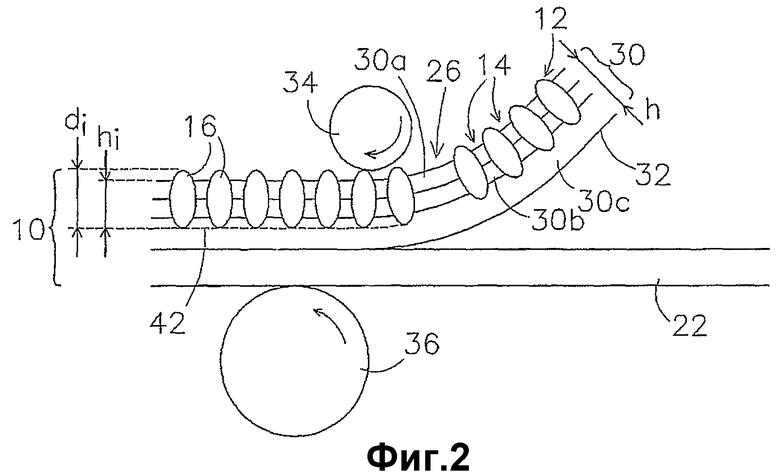
1. Способ изготовления материала основы (10) для трафаретной печати, компоненты которого содержат трафаретную сетку, резистивный слой резистивного материала и защитную пленку, причем способ включает сборку материала основы из компонентов, и способ по меньшей мере включает этапы:
a) нанесения первого резистивного слоя (30) только на одну сторону трафаретной сетки (12) и
b) затем нанесения защитной пленки (22) на первый резистивный слой (30) на трафаретной сетке (12).
2. Способ по п.1, в котором резистивный материал содержит светочувствительный резистивный материал.
3. Способ по п.1, который включает этап с) высушивания трафаретной сетки (12) с резистивным слоем (30) и защитной пленкой (22), полученных на этапе b).
4. Способ по п.1, в котором этап b) выполняют, пока первый резистивный слой (30) влажный.
5. Способ по п.1, в котором этап нанесения первого резистивного слоя (30) на трафаретную сетку (12) выполняют множеством подэтапов нанесения частичного резистивного слоя (30а, 30b, 30с).
6. Способ по п.5, в котором высушивают частичный резистивный слой (30а, 30b), нанесенный на каждом подэтапе, за исключением последнего подэтапа.
7. Способ по п.5, в котором этап b) выполняют, пока последний частичный резистивный слой (30с) влажный.
8. Способ по п.1, в котором резистивный слой (30) или частичный резистивный слой (30а-с) наносят на трафаретную сетку (12) при помощи ракельного устройства (114) для нанесения покрытия.
9. Способ по п.1, в котором защитную пленку (22) обеспечивают на одной стороне дополнительным резистивным слоем (38) и на этапе b) дополнительный резистивный слой (38) вводят в контакт с первым резистивным слоем (30).
10. Способ по п.9, в котором на этапе b) та сторона (40) дополнительного резистивного слоя (38), которую вводят в контакт с первым резистивным слоем (30), влажная.
11. Способ по п.1, который выполняют непрерывно.
12. Способ по п.1, в котором защитную пленку связывают с первым резистивным слоем (30) клеящим веществом.
13. Материал (10) основы для трафаретной печати, содержащий трафаретную сетку (12), резистивный слой (30) резистивного материала и защитную пленку (22), при этом трафаретная сетка (12) содержит сеть перемычек (16), которые ограничивают впадины (14), при этом резистивный слой (30) и защитная пленка (22) обеспечены только на одной стороне трафаретной сетки, и уровень заполнения резистивного слоя (30) между перемычками (14) трафаретной сетки (5) превышает 60%.
14. Материал основы по п.13, в котором уровень заполнения превышает 75%.
15. Материал основы по п.13, в котором уровень заполнения превышает 80%.
16. Материал основы по п.13, в котором глубина проникновения (hi) резистивного слоя (30) между перемычками (16) трафаретной сетки (5) единообразная.
17. Материал (10) основы по п.13, в котором расстояние от перемычек (16) трафаретной сетки (12) до поверхности (32) резистивного слоя (30) на стороне защитной пленки (22) единообразное.
18. Материал (10) основы по п.13, в котором поверхность резистивного слоя (30) на стороне, на которой находится защитная пленка (22), имеет значения Rz менее 10 мкм.
19. Материал (10) основы по п.13, в котором трафаретная сетка (12) является трафаретной сеткой, сформированной гальванопластикой.
20. Устройство (100) для изготовления материала (10) основы для трафаретной печати в виде непрерывного полотна, которое в качестве компонентов содержит трафаретную сетку (12), слой резистивного материала (30) и защитную пленку (22), причем устройство содержит транспортерное средство (104, 106) для перемещения непрерывного полотна (108) материала (12) трафаретной сетки, средство (114) для нанесения покрытия, которое наносит резистивный материал только на одну сторону двигающегося непрерывного полотна (108) материала трафаретной сетки, подающее средство (122) для подачи защитной пленки (22), соединительное средство (34, 36, 112) для введения защитной пленки (22) в контакт с резистивным материалом непрерывного полотна (108) материала (12) трафаретной сетки со слоем (30) резистивного материала и высушивающее средство (102), которое высушивает обработанное непрерывное полотно материала трафаретной сетки.
21. Устройство по п.20, в котором транспортерное средство содержит разматывающее средство (104) для разматывания непрерывного полотна материала трафаретной сетки с подающей бобины (110) и также наматывающее средство (106) для наматывания обработанного непрерывного полотна материала трафаретной сетки.
22. Устройство по п.20, в котором средство для нанесения покрытия содержит ракельное устройство (114) для нанесения покрытия.
23. Устройство по п.20, в котором соединительное средство содержит узел, состоящий из прижимного валика (36) и опорного валика (34, 112).
24. Устройство по п.20, в котором средства (114) для нанесения покрытия расположены вдоль вертикального сечения маршрута перемещения непрерывного полотна (108) материала (12) трафаретной сетки.
25. Устройство по п.20, которое также содержит разрядное средство (24) для удаления электростатического заряда на защитной пленке.
| US 4076535 А, 28.02.1978 | |||
| US 4649817 А, 17.03.1987 | |||
| US 4705608 А, 10.11.1987 | |||
| US 6092464 A, 25.07.2000 | |||
| US 4302528 A, 24.11.1981 | |||
| СПОСОБ ХРАНЕНИЯ НАВОЗА | 1999 |
|
RU2176630C2 |

