Изобретение относится к расснаряжению (разборке) боеприпасов (снарядов или авиабомб) и предназначено для дальнейшего извлечения из них взрывчатых веществ (ВВ) на основе тротила для последующей их переработки в промышленные ВВ.
Известно устройство для отвинчивания взрывателей, содержащее раму, электродвигатель, блок из одиннадцати шестерен и полумуфт, рабочие механизмы для отвинчивания, размещенные в двух кассетах, каждая из которых включает корпус, с размещенными в нем пятью самозатягивающимися зажимными устройствами и пятью устройствами, фиксирующими от вращения взрыватели с помощью подпружиненных защелок (патент РФ №4373). Данная конструкция выбрана в качестве прототипа.
В данном изобретении отвинчивание взрывателя от снаряда происходит непрерывно по всей длине резьбы посредством зажимных устройств, на которые передается крутящий момент через систему шестерен и полумуфт от электродвигателя.
Недостатками такой конструкции являются повышенная опасность выполнения операции отвинчивания взрывателя, вследствие накапливающихся напряжений сдвига на витках резьбы, ведущих к ее срезу; наличие электропривода, что не отвечает требованиям безопасности во взрывоопасных производствах; использование ручного зажима и разжима боеприпаса.
Задачей изобретения является создание автоматизированного устройства, удовлетворяющего всем требованиям безопасности при дистанционном отвинчивании деталей боеприпасов с условием обеспечения уравновешенности механизма за счет взаимной компенсации паразитных радиальных усилий внутри него.
Указанная задача решается за счет того, что устройство для отвинчивания деталей боеприпасов, содержащее раму, устройство для зажима боеприпаса, привод вращения рабочего механизма, рабочий механизм для отвинчивания, согласно полезной модели, привод выполнен пневматическим и включает храповой механизм и четыре пневмоцилиндра, задние крышки которых имеют проушины с вертикальными осями вращения, находящимися в вершинах прямоугольника с соотношением длины большей стороны к длине меньшей стороны в пропорции 1:(0,955-0,975), при этом пневмоцилиндры, оси вращения которых находятся в противоположных вершинах прямоугольника на конце каждой его диагонали, подключены попарно в пневмосхему системы управления синхронно и в противофазе по рабочим ходам с обеспечением частичного перекрытия их рабочих ходов.
Зажим и разжим боеприпаса может обеспечиваться в автоматическом режиме.
Заявляемое устройство обеспечивает синхронную и попарную работу четырех пневмоцилиндров с обеспечением поворота храпового колеса практически на два шага венца и кратковременной остановки колеса за счет соответствующего перекрытия рабочих ходов парных пневмоцилиндров.
Наличие потребителей электроэнергии (электродвигатель) во взрывоопасных производствах является крайне нежелательным, взрывозащита должна гарантировать непопадание пыли взрывчатого вещества во внутренние полости оборудования, где возможно искрение контактов, местные перегревы, затирание пыли взрывчатого вещества в зазорах между их отдельными деталями. За счет устранения потенциально опасных потребителей электроэнергии повышается уровень безопасности при расснаряжении боеприпаса.
Проведенные патентные исследования показали соответствие заявляемого устройства критерию «новизна».
Данное устройство может быть изготовлено промышленным путем, поэтому оно соответствует критерию «промышленная применимость».
Сущность предлагаемого технического решения поясняется чертежами, где:
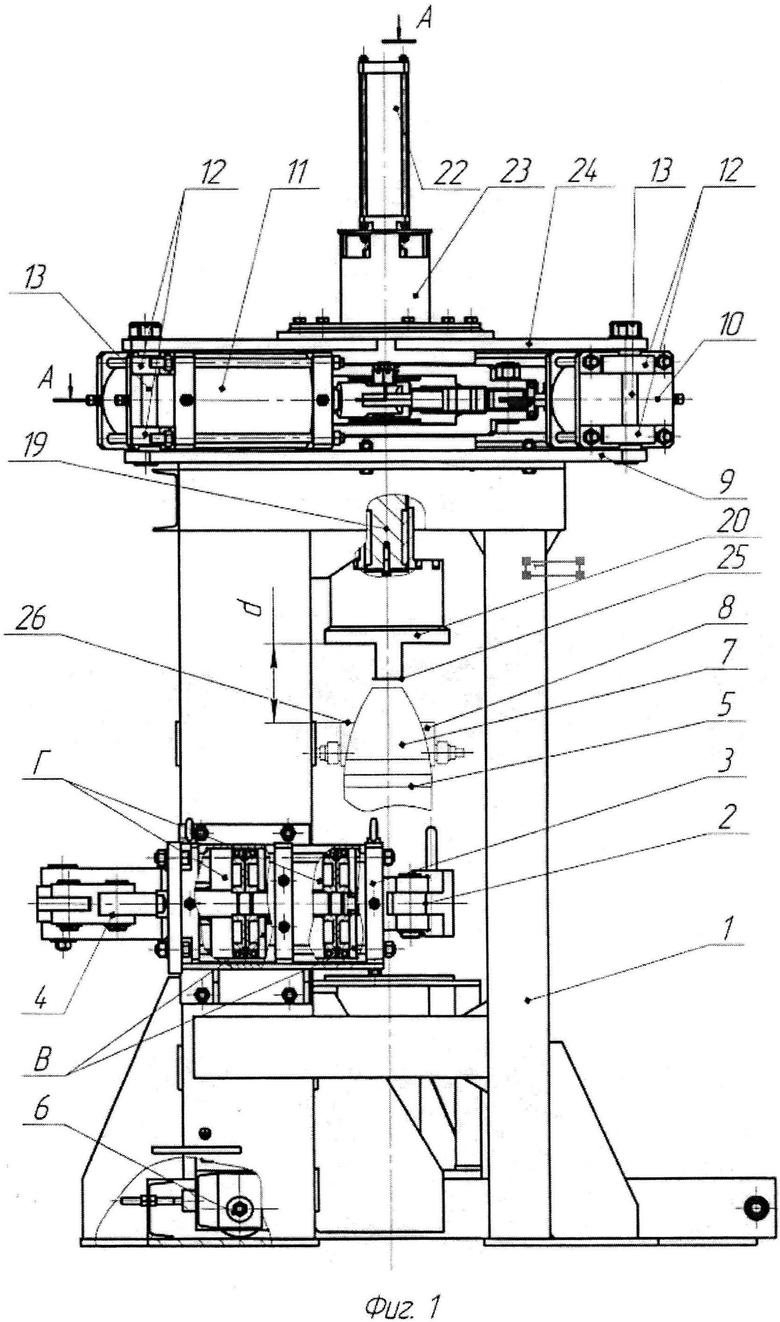
на фиг. 1 - общий вид устройства сбоку;
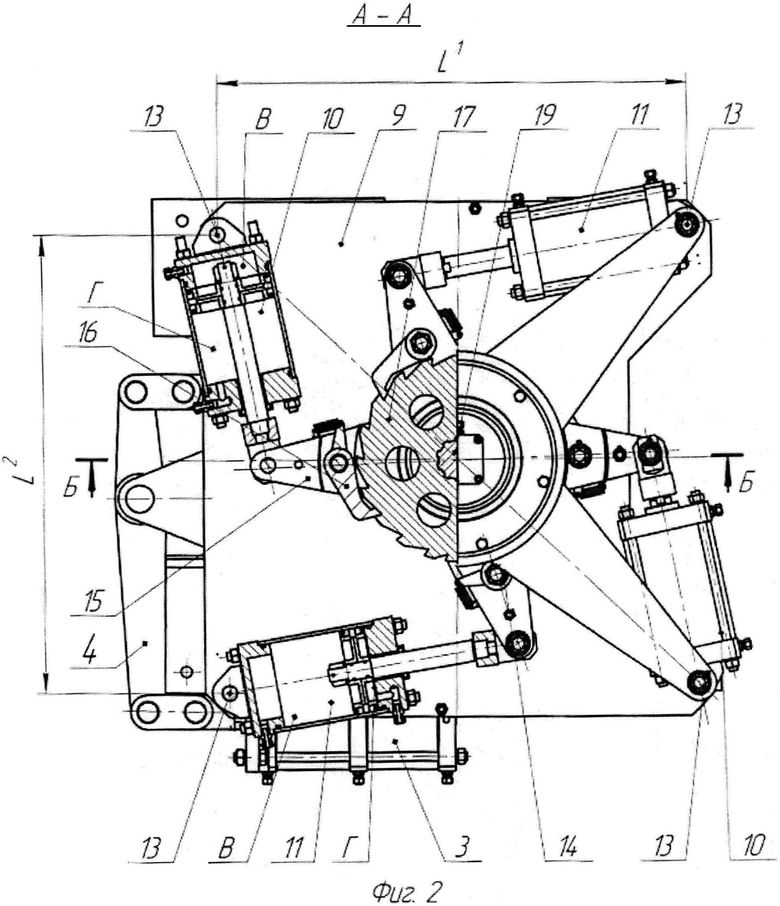
на фиг. 2 - общий вид устройства сверху с частичным разрезом по продольным осям пневмоцилиндров механизма вращения;
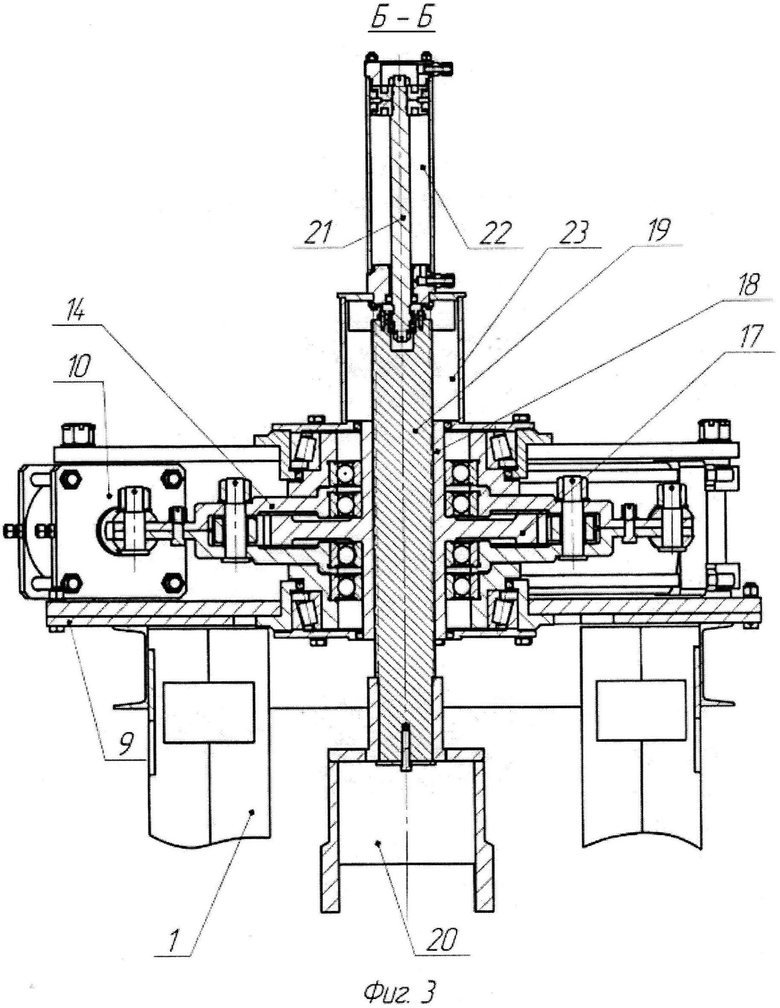
на фиг. 3 - поперечный разрез механизма вращения.
Устройство для отвинчивания деталей боеприпасов состоит из рамы 1, в нижней части которого находится зажим 2, снабженный пневмоцилиндром 3 зажима с системой рычагов 4, позволяющий надежно зажать вертикально установленный боеприпас 5. Боеприпас 5 устанавливается заранее общепринятым способом на тележке 6.
На отвинчиваемой части боеприпаса 7 устанавливается инструмент для отвинчивания (ключ) 8. На верхней части рамы 1 находится верхняя плита 9, которая является основанием механизма вращения, состоящего из четырех пневмоцилиндров 10, 11. На задних крышках пневмоцилиндров 10, 11 находятся проушины 12, через отверстия в которых проходят вертикальные оси вращения 13, находящиеся в вершинах прямоугольника с боковыми сторонами длинами, соотносящимися как L1:L2=1:(0,955-0,975). При этом пневмоцилиндры 10, 11, оси вращения которых находятся в противоположных углах прямоугольника на конце каждой его диагонали, попарно подключены в автоматическую систему управления, а сами пары указанных пневмоцилиндров подключены в противофазе, то есть когда первая пара поршней пневмоцилиндров 10 совершает рабочий ход, то поршни второй пары пневмоцилиндров 11 должны возвращаться в исходное положение, но из-за того, что оси вращения 13 находятся в углах прямоугольника, рабочие и холостые хода поршней парных пневмоцилиндров могут частично перекрывать друг друга. Кроме указанных пневмоцилиндров 10, 11 в механизм вращения входят внутренние и внешние водила 14, 15. Приблизительно на середине каждого из водил 14, 15 на своих осях вращения установлены подпружиненные собачки 16. Собачки 16 рабочими концами упираются во впадины храпового колеса 17, выполненного заодно целое с ведущей втулкой 18, имеющей внутренние шлицы, в которые вставлен ведущий вал 19. На нижнем конце ведущего вала 19 известным способом закреплен патрон 20, а на верхнем шарнирно установлен рабочий конец штока 21 пневмоцилиндра подъема 22, смонтированного в стакане 23 на верхней плите механизма вращения 24. Патрон 20 с рабочей стороны имеет вилку 25, которая позволяет ввести патрон своими концами в зацепление с рычагами 26 ключа 8, с обеспечением зазора «d» между ключом 8 и торцом патрона 20, большего на длину отвинчиваемой резьбы и дополнительно увеличенного на один-два его шага.
Устройство для отвинчивания деталей боеприпасов работает следующим образом.
Непосредственно перед отвинчиванием патрон 20 с помощью пневмоцилиндра 22 находится в верхнем положении, а общеизвестным способом боеприпас, предназначенный для отвинчивания, загружается на тележку 6, предварительно зажимается и подается в устройство на позицию отвинчивания. При этом пневмозажим устройства благодаря своему конструктивному исполнению гарантирует совпадение оси вращения патрона 20 с осью боеприпаса.
На отвинчиваемую часть боеприпаса 7 одевается ключ 8. Вилка 25 находится относительно рычагов 26 ключа 8 в произвольном положении. Во избежание столкновения вилки 25 с рычагами 26 в ручном управлении устройством производится дополнительная наладка положения вилки 25 патрона 20 во избежание столкновения вилки 25 с рычагами 26 при опускании патрона 20 в рабочее положение непосредственно перед началом отвинчивания.
Дальнейший процесс отвинчивания происходит автоматически и дистанционно. При этом система автоматического управления с помощью пневмораспределителей, не показанных на фиг. 1-3, в связи с их общеизвестностью, выполняет цикл отвинчивания в следующей последовательности:
1. Окончательный зажим боеприпаса пневмозажимом с помощью рычагов 4 подачей сжатого воздуха в левые полости «В» двойного пневмоцилиндра 3 и удаления сжатого воздуха из правых полостей «Г», и создания соответствующего осевого усилия на его штоке, передаваемого рычагами 4 на губки зажима.
2. Опускание патрона 20 до обеспечения заранее установленного зазора «d» между торцом патроном и рычагами ключа 26 подачей сжатого воздуха в верхнюю полость пневмоцилиндра 22 и удаление сжатого воздуха из его нижней полости.
3. Отвинчивание детали боеприпаса, которое осуществляется за счет подачи сжатого воздуха в наружные полости «В» пневмоцилиндров 10 на их рабочих ходах, и удаление сжатого воздуха из внутренних полостей «Г». В этом случае собачки 16, расположенные на их водилах 15, рабочими кромками упираются во впадины храпового колеса 17 и создают крутящий момент, проворачивая его на угол, определяемый одним шагом зубьев колеса.
При выполнении рабочих ходов поршней пневмоцилиндров 10 поршни пневмоцилиндров 11 выполняют холостой ход по их возврату в исходное положение за счет подачи сжатого воздуха в их полости «Г» и удаления сжатого воздуха из полостей «В». Благодаря тому, что стороны прямоугольника, в вершинах которого расположены оси вращения пневмоцилиндров 10 и 11, не равны друг другу и соотносятся между собой как L1:L2=1:(0,955-0,975), окончание рабочего хода поршней пневмоцилиндров 10 происходит, когда возврат поршней пневмоцилиндров 11 уже начался, в результате чего происходит частичное перекрытие фаз циклограммы работы устройства. При заданном соотношении сторон прямоугольника это перекрытие составляет 1,5-2,5° по углу поворота храпового колеса 17, когда на протяжении прохода этого угла поворота фактически рабочий ход выполняют все четыре пневмоцилиндра 10, 11. После окончания рабочего хода поршней пневмоцилиндров 10 и в начале их холостого хода заканчивается холостой ход поршней пневмоцилиндров 11 и на протяжении угла поворота храпового колеса 17, равного 1,5-2,5°, крутящий момент на нем отсутствует, а следовательно, ключ 8 вместе с отвинчиваемой деталью 7 имеет возможность свободного вертикального перемещения на высоту, равную шагу отвинчиваемой резьбы, деленному на количество зубьев храпового колеса 17. Дальнейший процесс отвинчивания продолжается до тех пор, пока отвинчиваемая деталь не будет вывернута из своего гнезда полностью и не поднимется относительно корпуса боеприпаса на высоту, равную длине резьбы, а ключ не коснется рычага пневмораспределителя, установленного на подачу сигнала в систему автоматического управления на прекращение процесса отвинчивания.
Прекращение процесса отвинчивания осуществляется после подачи сигнала по достижению отвинчиваемой детали необходимой высоты относительно корпуса боеприпаса. При этом подача сжатого воздуха в пневмоцилиндры 10, 11 прекращается и прекращается вращение храпового колеса 17. Одновременно по этому же сигналу подается сжатый воздух в нижнюю полость пневмоцилиндра 22, поршень которого вместе со штоком поднимется вверх, отводя патрон 20 устройства от ключа 8, а из верхней полости пневмоцилиндра 22 сжатый воздух удаляется.
Разжим боеприпаса в пневмозажиме производится автоматически после получения сигнала от пневмораспределителя, фиксирующего отвод патрона 20 от ключа 8 на величину полного хода поршня пневмоцилиндра 22 подачей сжатого воздуха в полости «Г» двойного пневмоцилиндра 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРШНЕВОЙ ГАЙКОВЕРТ | 2010 |
|
RU2444430C1 |
| ГАЙКОВЕРТ | 1993 |
|
RU2086401C1 |
| ПОРШНЕВОЙ ГАЙКОВЕРТ | 2013 |
|
RU2548870C2 |
| Пневматическое устройство для перемещения поддонов | 1990 |
|
SU1772433A1 |
| Устройство для маркировки изделий | 1986 |
|
SU1369888A1 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
| Пневматический гаечный ключ | 1941 |
|
SU68646A1 |
| АВТОМАТИЧЕСКОЕ ОРУЖИЕ С ВНУТРЕННИМ ПОРШНЕМ ДЛЯ БЕЗГИЛЬЗОВОГО ПАТРОНА | 2016 |
|
RU2669037C2 |
| Устройство для шаговой подачи полосового материала в рабочую зону пресса | 1975 |
|
SU590047A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ И ОТВИНЧИВАНИЯ ГАЕК ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2213823C2 |
Изобретение относится к расснаряжению боеприпасов, в частности к отвинчиванию деталей боеприпасов. Устройство для отвинчивания деталей боеприпасов состоит из рамы, устройства зажима боеприпаса, работающего в автоматическом режиме, рабочего механизма для отвинчивания и его привода. Привод выполнен в виде храпового механизма и четырех пневмоцилиндров. Задние крышки цилиндров имеют проушины с вертикальными осями вращения, находящимися в вершинах прямоугольника с соотношением длины большей стороны к меньшей в пропорции 1:(0,955-0,975). Оси вращения пневмоцилиндров находятся на противоположных вершинах прямоугольника на концах его диагоналей, подключены попарно в пневмосхему системы управления и двигаются синхронно, в противофазе по рабочим ходам с обеспечением частичного перекрытия их рабочих ходов. Техническим результатом изобретения является повышение безопасности и автоматизация процесса дистанционного отвинчивания деталей боеприпасов с условием обеспечения уравновешенности механизма за счет взаимной компенсации паразитных радиальных усилий внутри него. 1 з.п. ф-лы, 3 ил.
1. Устройство для отвинчивания деталей боеприпасов, содержащее раму, устройство для зажима боеприпаса, привод вращения рабочего механизма, рабочий механизм для отвинчивания, отличающееся тем, что привод выполнен пневматическим и включает храповой механизм и четыре пневмоцилиндра, задние крышки которых имеют проушины с вертикальными осями вращения, находящимися в вершинах прямоугольника с соотношением длины большей стороны к длине меньшей стороны в пропорции 1:(0,955-0,975), при этом пневмоцилиндры, оси вращения которых находятся в противоположных вершинах прямоугольника на конце каждой его диагонали, подключены попарно в пневмосхему системы управления синхронно и в противофазе по рабочим ходам с обеспечением частичного перекрытия их рабочих ходов.
2. Устройство для отвинчивания деталей боеприпасов по п. 1, отличающееся тем, что зажим и разжим боеприпаса обеспечиваются в автоматическом режиме.
| ТУРБИНА ВНУТРЕННЕГО ГОРЕНИЯ | 1925 |
|
SU4373A1 |
| СТАНОК ДЛЯ РАСПАТРОНИРОВАНИЯ ВЫСТРЕЛОВ | 2004 |
|
RU2269741C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ В НАПРАВЛЕННОЕ ВРАЩАТЕЛЬНОЕ | 1992 |
|
RU2036358C1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

