Изобретение относится к сварке, а именно к конструкции устройства для рентгеновского контроля сварных швов металлоконструкций.
Целью изобретения является повыше- ние производительности при контроле листовых полотнищ для рулонированных резервуаров при использовании в качестве приемника рентгеновского излучения инт- роскопа.
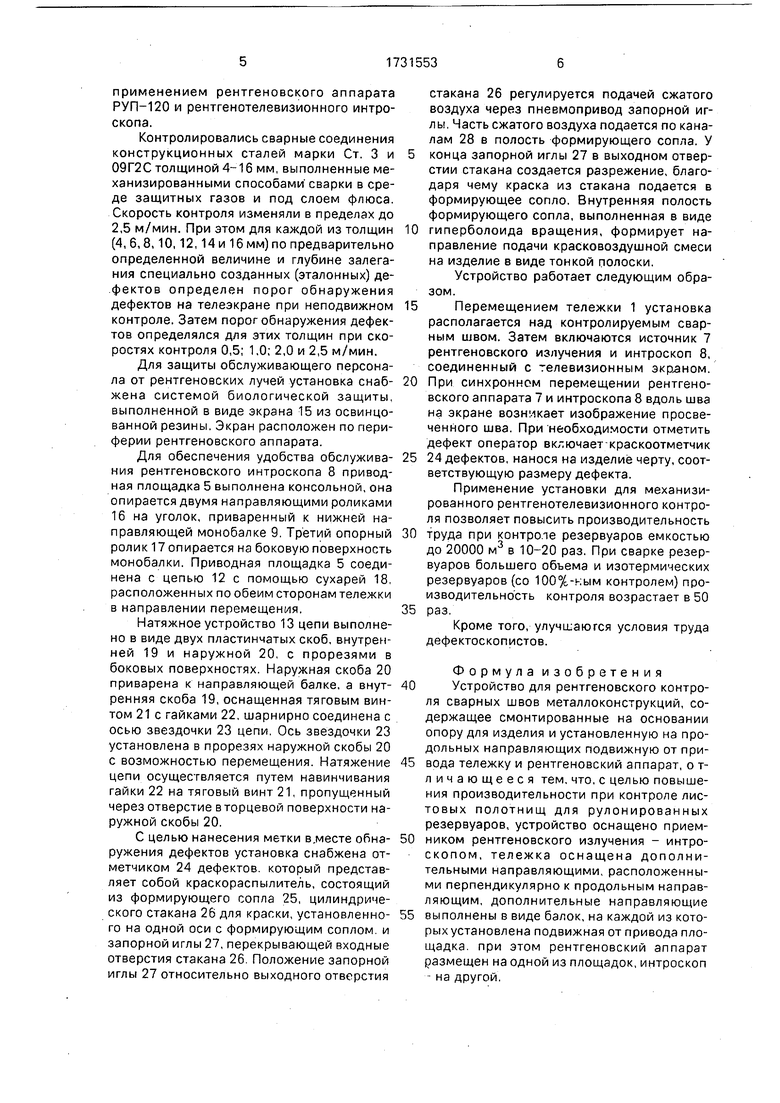
На фиг. 1 показана установка для рентгеновского контроля сварных швов, вид спереди; на фиг. 2 -то же. вид сбоку: на фиг. 3 - вид А на фиг. 1; на фиг. А - сечение Б-Б на фиг. 1; на фиг. 5 - рабочая часть отметчи- ка дефектов.
Установка для рентгеновского контроля сварных швов содержит приводную тележку 1, на которой размещены дополнительные направляющие 2 и 3, несущие площадки 4 и 5 с приводом 6 их перемещения. На одной площадке 4 размещен рентгеновский аппарат 7 Для просвечивания сварных швов листовых полотнищ из конструкционной стали толщиной 3-18 мм целе- сообразно использовать рентгеновский аппарат марки РУГЫ20. РУП-150. РУП-200 и т.п. На другой площадке 5 размещен рен- тгенотелевизионный интроскоп 8 выполняющий функцию приемника и преобрази- вателя рентгеновского излучения в видеосигнал. В предлагаемом устройстве целесообразно использовать стандартные рентге- нотелевизионные интроскопы РИ-60ТК.
С целью повышения качества и скоро- сти контроля сварных швов верхняя подвижная площадка 4 с рентгеновским аппаратом 7 установлена на дополнительных направляющих 2 расположенных перпендикулярно основным направляющим и выполненных из двух параллельных балок двутаврового сечения с рельсами. Эти балки жестко соединены с тележкой 1. Направляющая 3 выполнена в виде монобалки 9 с элементом 10. увеличивающим боковую же- сткость балки 9. которая также жестко соединена с тележкой 1. Таким образом монобалка представляет собой сварную балку коробчатого сечения одна вертикальная стенка которой является прокатным профилем двутаврового сечения 11. а вторая вертикальная стенка и нижняя и верхняя полки выполнены из листового проката. Причем путем развития сечения монобалки в боковом направлении за счет увеличения толщины и ширины полок определено значение жесткости монобалки в боковом направлении, при котором при перемощении тележки 1 в процессе контроля сварных швов изображение сварного шва на телеэкране не скачет, устойчивое и без видимых помех и раздвоений.
Жесткость балки выражена относительным прогибом - соотношением прогиба в боковом направлении к длине монобалки. Значение относительного прогиба меньше 1/2400 (см. таблицу).
Привод площадок 4 и 5 выполнен в виде двух цепей 12, смонтированных на всей длине направляющих и приводимых в движение одним двигателем постоянного тока с регулятором оборотов.
Для обеспечения плавности и синхронности перемещения рентгеновской аппаратуры в процессе контроля и, тем самым, улучшения качества контроля провисание цепей задано в пределах 0,5% от свободной длины цепи и обеспечивается натяжными устройствами 13 и несколькими (в данном случае тремя на каждой ветви) успокоителями 14 цепи, размещенными равномерно на длине на обеих ветвях цепи.
Для обеспечения плавности движения рентгеновской аппаратуры успокоитель 14 цепи выполнен в виде стальной пластины с отогнутыми и скругленными концами шириной меньше длины ролика цепи 12. Если провисание цепи больше 0.5%, движение тележек происходит скачками, причем, чем больше провисание цепи, тем больше скачки. При провисании 0,6% чувствительность контроля падает на 3-4%, что недопустимо.
Регулирование скорости вращения двигателя предусмотрено с целью управления скоростью перемещения площадок 4 и 5 с рентгеновским аппаратом 7 и рентгенотеле- визионным интроскопом 8.
Управление скоростью перемещения площадок 4 и 5. которая синхронизирована в одном направлении, позволяет перемещать рентгеновский аппарат 7 и рентгено- телевизионный интроскоп 8 к месту начала контроля с маршевой скоростью, в 15-20 раз превышающей рабочую скорость контроля, и регулировать скорость рентгеноте- левизионного контроля для обеспечения определенной, предварительно заданной чувствительности контроля, связанной с толщиной свариваемых изделий (толщиной шва) и скоростью контроля следующей зависимостью:
К( -0.0076 д2 -0.0454 d+3.28)Vr 1,9, где К- коэффициент чувствительности, %;
д - толщиной шва, мм;
V - скорость контроля, м/мин.
Эта зависимость получена путем математической обработки результатов экспериментов, проводимых на предлагаемом устройстве. Эксперименты проводились с
применением рентгеновского аппарата РУП-120 и рентгенотелевизионного интро- скопа.
Контролировались сварные соединения конструкционных сталей марки Ст. 3 и 09Г2С толщиной 4-16 мм, выполненные механизированными способами сварки в среде защитных газов и под слоем флюса. Скорость контроля изменяли в пределах до 2,5 м/мин. При этом для каждой из толщин (4, 6,8,10,12,14 и 16 мм) по предварительно определенной величине и глубине залегания специально созданных (эталонных) дефектов определен порог обнаружения дефектов на телеэкране при неподвижном контроле. Затем порог обнаружения дефектов определялся для этих толщин при скоростях контроля 0,5; 1,0; 2,0 и 2,5 м/мин.
Для защиты обслуживающего персонала от рентгеновских лучей установка снабжена системой биологической защиты, выполненной в виде экрана 15 из освинцованной резины. Экран расположен по периферии рентгеновского аппарата.
Для обеспечения удобства обслуживания рентгеновского интроскопа 8 приводная площадка 5 выполнена консольной, она опирается двумя направляющими роликами 16 на уголок, приваренный к нижней направляющей монобалке 9. Третий опорный ролик 17 опирается на боковую поверхность монобалки. Приводная площадка 5 соединена с цепью 12 с помощью сухарей 18. расположенных по обеим сторонам тележки в направлении перемещения.
Натяжное устройство 13 цепи выполнено в виде двух пластинчатых скоб, внутренней 19 и наружной 20, с прорезями в боковых поверхностях. Наружная скоба 20 приварена к направляющей балке, а внутренняя скоба 19, оснащенная тяговым винтом 21 с гайками 22, шарнирно соединена с осью звездочки 23 цепи. Ось звездочки 23 установлена в прорезях наружной скобы 20 с возможностью перемещения. Натяжение цепи осуществляется путем навинчивания гайки 22 на тяговый винт 21, пропущенный через отверстие в торцевой поверхности наружной скобы 20.
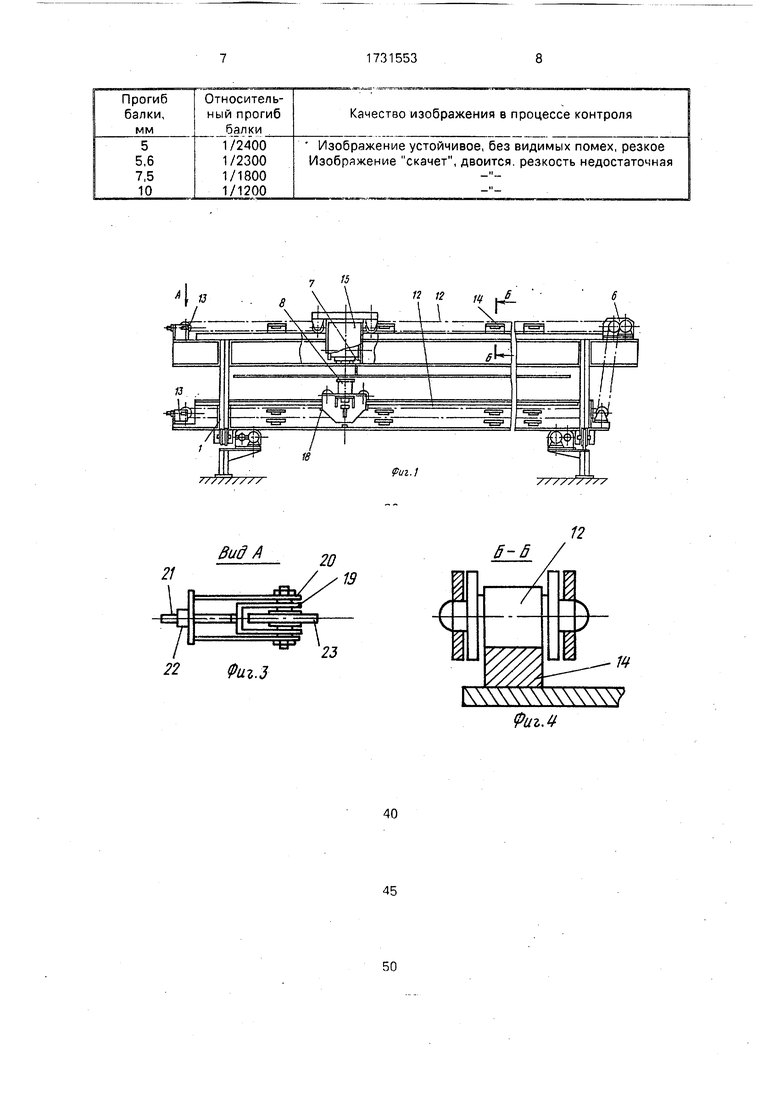
С целью нанесения метки в .месте обнаружения дефектов установка снабжена отметчиком 24 дефектов, который представляет собой краскораспылитель, состоящий из формирующего сопла 25, цилиндрического стакана 26 для краски, установленного на одной оси с формирующим соплом, и запорной иглы 27, перекрывающей входные отверстия стакана 26. Положение запорной иглы 27 относительно выходного отверстия
стакана 26 регулируется подачей сжатого воздуха через пневмопривод запорной иглы. Часть сжатого воздуха подается по каналам 28 в полость формирующего сопла. У
конца запорной иглы 27 в выходном отверстии стакана создается разрежение, благодаря чему краска из стакана подается в формирующее сопло. Внутренняя полость формирующего сопла, выполненная в виде
гиперболоида вращения, формирует направление подачи красковоздушной смеси на изделие в виде тонкой полоски.
Устройство работает следующим образом.
Перемещением тележки 1 установка располагается над контролируемым сварным швом. Затем включаются источник 7 рентгеновского излучения и интроскоп 8, соединенный с телевизионным экраном.
При синхронном перемещении рентгеновского аппарата 7 и интроскопа 8 вдоль шва на экране возникает изображение просвеченного шва. При необходимости отметить дефект оператор включает-краскоотметчик
24 дефектов, нанося на изделие черту, соответствующую размеру дефекта.
Применение установки для механизированного рентгенотелевизионного контроля позволяет повысить производительность
труда при контроте резервуаров емкостью до 20000 м3 в 10-20 раз. При сварке резервуаров большего объема и изотермических резервуаров (со 100%-кым контролем) производительность контроля возрастает в 50
раз.
Кроме того, улучшаются условия труда дефектоскопистов.
Формула изобретения
Устройство для рентгеновского контроля сварных швов металлоконструкций, содержащее смонтированные на основании опору для изделия и установленную на продольных направляющих подвижную от привода тележку и рентгеновский аппарат, о т- личающееся тем. что, с целью повышения производительности при контроле листовых полотнищ для рулонированных резервуаров, устройство оснащено приемником рентгеновского излучения - интро- скопом, тележка оснащена дополнительными направляющими, расположенными перпендикулярно к продольным направляющим, дополнительные направляющие
выполнены в виде балок, на каждой из которых установлена подвижная от привода площадка, при этом рентгеновский аппарат размещен на одной из площадок, интроскоп - на другой.
Качество изображения в процессе контроля
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
| Устройство автоматизированного ультразвукового контроля сварных соединений стенки резервуаров | 2019 |
|
RU2731165C1 |
| Установка для изготовления сварных рулонируемых конструкций | 1979 |
|
SU789266A1 |
| Способ совмещения диагностических данных отдельных листов днища РВС с целью построения визуального образа днища РВС с привязкой диагностических данных к номерам листов и сварных швов | 2015 |
|
RU2617175C1 |
| Автоматизированная система управления качеством сварки | 1978 |
|
SU721819A1 |
| Рентгенотелевизионный интроскоп | 1972 |
|
SU445890A1 |
Использование рентгеновский контроль листовых полотнищ для рулонированных резервуаров при использовании в качестве приемника рентгеновского излучения интроскопа. Сущность изобретения: устройство содержит смонтированные на основании опору для изделия и установленную на продольных направляющих подвижную от привода тележку 1 и рентгеновский аппарат 7. Тележка 1 оснащена дополнительными направляющими 9, расположенными перпендикулярно основным направляющим и выполненными в виде двух балок, на каждой из которых установлена подвижная вдоль нее площадка 4 и 5. при этом на одной из площадок размещен рентгеновский аппарат 7, а на другой - интроскоп, что улучшает условия труда дефектоскопистов. 1 табл., 5 ил. сл С 4 СО СЛ СЛ СО
Изображение устойчивое, без видимых помех, резкое Изображение скачет, двоится, резкость недостаточная
Вид А
Фиг.З
В-В
Фиг.Ц
25
-26
У/Я
Фаг. 5
| Рыжков Н.И | |||
| Производство сварных конструкций в тяжелом машиностроении | |||
| - М,: Машиностроение, 1970, с | |||
| Водяной двигатель | 1921 |
|
SU325A1 |
| рис | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
