Изобретение относится к области нанесения защитно-декоративных покрытий и может быть использовано для декорирования и защиты от коррозии стальных деталей и изделий за счет окрашивания поверхности в черный цвет. Покрытие может быть использовано для декоративной отделки художественных изделий, полученных методами: ковки, чеканки, литья и другими. При этом чернение может осуществляться локально или по всей поверхности изделия.
Известен способ химического оксидирования стали, приводящий к окрашиванию поверхности стали в основном в черный цвет. Для достижения этой цели используются горячие растворы на основе едкого натрия (Ажогин Ф.Ф., Беленький М.А., Галль И.Е. и др. Гальванотехника. Справочник. М.: Металлургия, 1987, с. 485). Однако едкий натрий является токсичным веществом, а в предлагаемом способе используются только экологически чистые вещества. Кроме этого в известном способе используются растворы, содержащие едкий натрий, нитрат натрия и нитрит натрия при температуре от 125 до 155°С, а в предлагаемом способе раствор применяют при комнатной температуре. В предлагаемом способе сокращается время обработки по сравнению с известным способом. В известном способе время обработки составляет 15-90 минут, в предлагаемом способе - 0,5-1,5 минуты.
Известен способ электрохимического катодного окрашивания меди и медных сплавов в электролите, содержащем сульфат меди, сахар, едкий натрий (Ажогин Φ.Ф., Беленький Μ.Α., Галль И.Е. и др. Гальванотехника. Справочник. М.: Металлургия, 1987, с. 459). В данном способе, так же как и в предлагаемом способе, обработка выполняется в электролите, содержащем сахар. Однако этот известный способ позволяет выполнять окрашивание только меди и сплавов меди, но не может применяться для окрашивания стали. Кроме этого в известном способе используется едкий натрий, который является токсичным веществом, а в предлагаемом способе используются только экологически чистые вещества. Также следует отметить, что скорость обработки предлагаемым способом выше, чем известным способом. При этом если в известном способе обработка осуществляется только на одном электроде - на катоде, то в предлагаемом способе при использовании переменного тока чернение идет на обоих электродах, что повышает производительность используемого оборудования.
Известен способ электрохимического окрашивания под действием электрического тока переменной полярности в начале в серной или щавелевой кислоте, а затем в сульфосалициловой кислоте (см. RU №2467096, C25D 11/22, 20.11.2012). В данном способе, так же как и в предлагаемом способе, обработка выполняется с применением переменного тока. Однако в этом известном способе используется токсичное вещество - серная кислота, кроме этого известный способ менее технологичен, так как в нем используется обработка в двух электролитах. Известный способ позволяет выполнять окрашивание только алюминия, но не может применяться для окрашивания железа и сплавов на их основе.
Наиболее близким аналогом (прототипом) предлагаемого в изобретении электрохимического способа чернения является способ электрохимического оксидирования стали, приводящий к окрашиванию стали в основном в черный цвет (см. Дасоян М.А., Пальмская И.Я., Сахарова Е.В. Технология электрохимических покрытий. Л.: Машиностроение, 1989. 305 с.). Авторы предлагают использовать горячие растворы едкого натрия или хромовый ангидрид и борфтористоводородную кислоту. Однако едкий натрий, хромовый ангидрид и борфтористоводородная кислота - это токсичные вещества, а в предлагаемом способе используются только экологически чистые вещества. Предлагаемый способ позволяет сократить время обработки в 10-20 раз по сравнению с прототипом. Кроме этого в предлагаемом способе используется не постоянный ток, а получаемый на более дешевом оборудовании переменный ток. При этом если в известном способе обработка осуществляется только на одном электроде - на аноде, то в предлагаемом способе при использовании переменного тока чернение идет на обоих электродах, что почти в два раза повышает производительность используемого оборудования (гальванических ванн).
Задача изобретения - повысить производительность оборудования, увеличить скорость обработки, используя при этом экологически чистые вещества.
Также задачей изобретения является разработка способа, позволяющего обрабатывать изделия и детали различных размеров, в том числе и крупногабаритные, при этом не только окрасить их в черный цвет, но и повысить коррозионную стойкость обработанной стали.
Поставленная задача достигается тем, что в способе электрохимического чернения стали, включающем электрохимическую обработку в электролите, содержащем сахар, в состав этого электролита дополнительно вводят хлористый натрий и синтанол ДС-10 при следующем соотношении компонентов, г/л:
в стационарной ванне поддерживают плотность переменного тока 0,6-1,0 А/см2.
Предложен способ электрохимического чернения, позволяющий получать на поверхности стали темные, в основном черные защитно-декоративные покрытия электролизом, как в стационарных ваннах, так и методом электронатирания. Для электроосаждения таких покрытий предлагается электролит, содержащий следующие компоненты в г/л:
а электронатирание осуществляют электрод-инструментом, содержащим электрод из хромированной стали с кримпленовой тканью и с полостью для электролита, используя плотность переменного тока 3,0-6,0 А/см2.
В этом растворе хлористый натрий (марки хч ГОСТ 4233-77) является электропроводной добавкой, введение в электролит сахара (первой категории ГОСТ Р53396-2009) приводит к образованию черного покрытия, поверхностно-активное вещество синтанол ДС-10 (ТУ У 24.1-32257423-108-2004) способствует смачиванию электролитом обрабатываемых поверхностей.
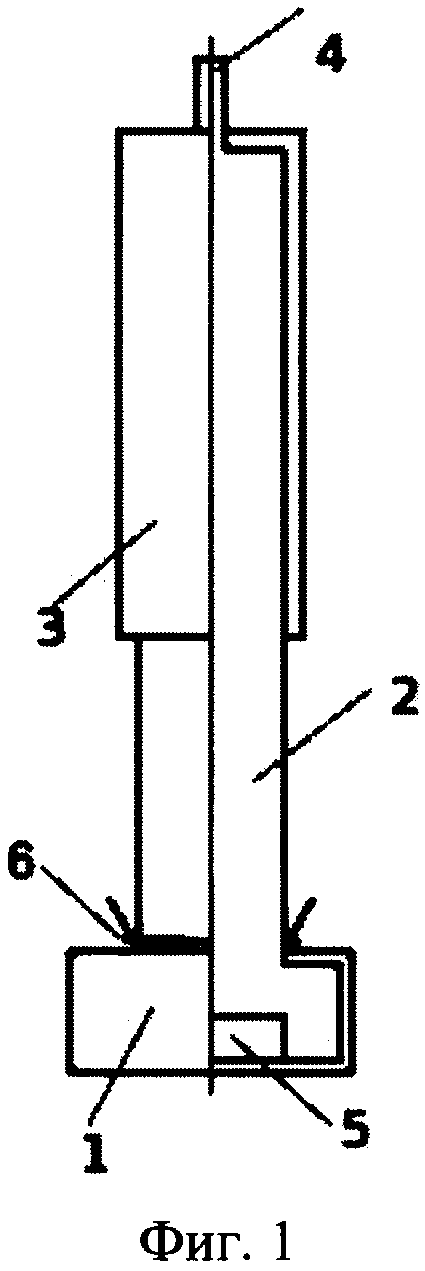
Электроосаждение черного покрытия осуществляют, используя переменный электрический ток. Плотность тока в стационарной гальванической ванне 0,6-1,0 А/см2, а при использовании метода электронатирания поддерживают 3-6 А/см2. Для электронатирания используют электрод-инструмент. На фиг. 1 изображен электрод-инструмент для чернения методом электронатирания, где:
- кримпленовая ткань,
- токопроводящая часть электрода-инструмента, изготовленная из хромированной стали,
- диэлектрическая рукоятка электрода-инструмента, изготовленная из пластмассы,
- токоподвод - клемма,
- полость для электролита,
- нить для закрепления кримпленовой ткани.
Электрод-инструмент состоит из электропроводной части, изготовленной из хромированной стали, обмотанной кримпленовой тканью, и диэлектрической части, состоящей из пластмассы. Кримпленовая ткань изолирует электрод-инструмент от изделия, кроме этого впитывает и удерживает электролит, т.е. выполняет функцию ванны.
Предлагаемое изобретение позволяет получить следующий технический результат: увеличить скорость обработки, повысить производительность оборудования, увеличить коррозионную стойкость стали, дает возможность обрабатывать изделия и детали различных размеров, в том числе и крупногабаритных, при этом использовать экологически чистые вещества.
Пример 1 конкретного нанесения предлагаемого покрытия на образец из стали Ст3кп. Образец перед нанесением покрытия шлифовали, полировали, обезжиривали венской известью, декапировали в 10% растворе серной кислоты, промывали водопроводной и дистиллированной водой. Предлагаемое покрытие наносили в стационарной ванне, используя электролит с минимальной концентрацией компонентов следующего состава в г/л:
При этом использовали плотность переменного тока 0,6 А/см2. Время обработки 30 секунд. Покрытие получилось ровным, гладким, полублестящим. Цвет покрытия темно-серый. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 3 раза по сравнению со стальными образцами из стали Ст3кп без покрытия. Если первые очаги коррозии на стальном образце без покрытия появились через 3 часа, то на стальных образцах с покрытием первые очаги коррозии появились почти через 9 часов.
Пример 2
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили в стационарной ванне, используя электролит с максимальной концентрацией компонентов следующего состава в г/л:
При этом использовали плотность переменного тока 1,0 А/см2. Время обработки 90 секунд. Покрытие ровное, матовое, насыщенного радикально-черного цвета. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 8 раз по сравнению со стальными образцами из стали Ст3кп без покрытия.
Пример 3
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили методом электронатирания, используя электролит с минимальной концентрацией компонентов следующего состава в г/л:
Для чернения методом электронатирания использовали электрод-инструмент с площадью 1 см2, площадь детали 2,7 см2. Применяли плотность переменного тока 3 А/см2. Скорость движения электрода-инструмента поддерживали в диапазоне 7-9 м/мин. Наносили покрытие круговыми движениями, так как при этом происходит лучшее перемешивание электролита, кроме того, при поступательном движении на краях происходит секундная фиксация, что увеличивает возможность образования пригара. Общее время обработки 30 секунд. Покрытие получилось ровным, гладким, полублестящим. Цвет покрытия темно-серый. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 2,7 раза по сравнению со стальными образцами из стали Ст3кп без покрытия.
Пример 4
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили методом электронатирания, используя электролит с максимальной концентрацией компонентов следующего состава в г/л:
Для чернения методом электронатирания использовали электрод-инструмент с площадью 1 см2, площадь детали 2,7 см2. Применяли плотность переменного тока 6 А/см2. Скорость движения электрода-инструмента поддерживали в диапазоне 7-9 м/мин. Наносили покрытие круговыми движениями, так как при этом происходит лучшее перемешивание электролита, кроме того, при поступательном движении на краях происходит секундная фиксация, что увеличивает возможность образования пригара. Общее время обработки 90 секунд. Покрытие получилось ровным, гладким, черным. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 5,3 раза по сравнению со стальными образцами из стали Ст3кп без покрытия.
Таким образом, варьируя концентрацию компонентов электролита, время обработки и плотность тока в предлагаемых диапазонах, можно получать покрытия от темно-серых полублестящих до матовых, насыщенно радикально-черных. Покрытия можно полировать и при необходимости таким способом повысить степень их блеска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОСФАТИРОВАНИЯ СТАЛИ | 2022 |
|
RU2791305C1 |
| Способ электролитического оксидирования стали | 2016 |
|
RU2639756C1 |
| Способ нанесения антикоррозионного покрытия | 2022 |
|
RU2790851C1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ | 2010 |
|
RU2463391C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ СПЛАВОМ ОЛОВО-НИКЕЛЬ НА ИЗДЕЛИЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ СПЛАВОМ ОЛОВО-НИКЕЛЬ НА ИЗДЕЛИЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2023 |
|
RU2804814C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2014 |
|
RU2550393C1 |
| Способ электрохимического легирования | 1989 |
|
SU1723204A1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ И СПОСОБ ПОЛУЧЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2002 |
|
RU2231581C1 |
| Способ получения механически прочных супергидрофобных поверхностей на основе двуслойных гальванических покрытий с матрицами из меди и хрома | 2023 |
|
RU2806197C1 |
Изобретение относится к области нанесения защитно-декоративных покрытий и может быть использовано для декорирования и защиты от коррозии стальных деталей и изделий, в частности покрытие может быть использовано для декоративной отделки художественных изделий полученных методами ковки, чеканки, литья. Способ позволяет осуществлять чернение как в стационарных ваннах, так и методом электронатирания. Для электроосаждения таких покрытий предлагается электролит, содержащий следующие компоненты, г/л: хлористый натрий 250-300, сахар 100-200, синтанол ДС-10 1-3. Электроосаждение черного покрытия осуществляют, используя переменный электрический ток. Плотность тока в стационарной гальванической ванне 0,6-1,0 А/см2, а при использовании метода электронатирания 3-6 А/см2. Для электронатирания используют электрод-инструмент из хромированной стали с кримпленовой тканью и с полостью для электролита. Технический результат: увеличение скорости обработки, повышение производительности оборудования, увеличение коррозионной стойкости стали, возможность обработки изделий и деталей различных размеров при использовании экологически чистых веществ. 2 н.п. ф-лы, 1 ил., 4 пр.
1. Способ электрохимического чернения стального изделия, включающий нанесение покрытия электрохимической обработкой в ванне с электролитом, отличающийся тем, что покрытие наносят при плотности переменного тока 0,6-1,0 А/см2, а электролит содержит, г/л:
2. Способ электрохимического чернения стального изделия, включающий нанесение покрытия электрохимической обработкой, отличающийся тем, что нанесение покрытия осуществляют электронатиранием электрод-инструментом, содержащим электрод из хромированной стали с кримпленовой тканью с полостью для электролита, содержащего, г/л:
при плотности переменного тока 3,0-6,0 А/см2.
| CN 103205790 A, 17.07.2013 | |||
| Раствор для электрохимическойОбРАбОТКи СТАлЕй | 1979 |
|
SU802412A1 |
| Раствор для анодной обработки стальных деталей | 1978 |
|
SU775188A1 |
| Способ электролитического анодного чернения железа и стали | 1936 |
|
SU51488A1 |

