ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к бумажной трубке, пригодной для удержания ингалятора аромата, имеющего источник нагревания, и к вкусовому ингалятору, в котором используется такая бумажная трубка.
УРОВЕНЬ ТЕХНИКИ
В последнее время были предложены различные ингаляторы аромата, которые на своем конце имеют источник нагревания (углеродный источник нагревания), нагревающий источник аромата, с использованием нагревания, генерируемой этим источником. Например, ингалятор аромата по патентному документу 1 имеет усиленную камеру, расположенную после аэрозоль-генерирующей основы (источника аромата), и структуру, включающую полую толстую бумажную трубку (бумажную трубку) в качестве усиленной камеры.
Вышеупомянутая пустотелая толстая бумажная трубка предназначена для регулирования общей дины изделия, охлаждения аэрозоля, сгенерированного путем нагревания, и т.п. В патентном документе 1 не приводится конкретного описания используемой бумажной камеры. Однако описанный в этом документе ингалятор аромата используется пользователем в защемленном (сдавленном) состоянии, как и обычная сигарета (обернутый в бумагу табак). Поэтому можно предположить, что толстая бумажная трубка имеет жесткость, при которой она не сминается под действием силы, прилагаемой пальцами, слабо сжимающими толстую бумажную трубку, и обладает огнестойкостью и теплостойкостью.
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: опубликованная заявка на патент Японии № 2010-535530.
ПРОБЛЕМА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
Согласно настоящему изобретению бумажная трубка является спиральной бумажной трубкой или плоско-спиральной бумажной трубкой. Спиральная бумажная трубка - это бумажная трубка, в которой тонкая бумага намотана на вал, который называется оправкой, до достижения определенной толщины. Плоско-спиральная трубка может относиться к многослойному типу и изготавливаться путем прокатки прямоугольной (коробчатой) бумаги в направлении, перпендикулярном оси оправки, при этом тонкая бумага наматывается до заранее определенной толщины, как и трубка спирального типа, или - к однослойному типу и изготавливаться путем сгибания листа толстой бумаги для придания ему цилиндрической формы так, что один край листа наложен на другой.
Как описано выше, имеются разные типы бумажных трубок, при этом бумажные трубки, полученные многослойной намоткой тонкой бумаги, производятся путем нанесения адгезива на всю поверхность бумаги. С другой стороны, ингалятор аромата имеет такую конфигурацию, что источник аромата расположен внутри бумажной трубки. Поэтому, поскольку ингалятор аромата частично включает бумажную трубку с большим количеством адгезива, большое количество ароматического компонента сорбируется адгезивом и имеются опасения, что пользователь не получит аромат в достаточном количестве.
Эту проблему можно предпочтительно решить с помощью плоско-спиральной бумаги однослойного типа, в которой на наложенных один на другой краевых участках используется лишь небольшое количество адгезива. Однако имеющийся опыт использования плоско-спиральной бумаги однослойного типа показывает, что она подходит для изделия с относительно большим внутренним диаметром, такого как контейнер (коробка) для шляпы.
Причина заключается в том, что толстая бумага имеет высокую жесткость и не является гибкой. Соответственно, попытки сформировать трубку с малым внутренним диаметром зависят от удельного веса материала и его толщины, и возникают трудности, связанные с тем, что адгезивное соединение наложенных одна на другую краев разрушается из-за силы отталкивания толстой бумаги или на поверхности бумажной трубки возникают морщины. Поэтому изготовить плоско-спиральную трубку малого диаметра (порядка макс. 10 мм), равного диаметру обычной сигареты, из однослойной толстой бумаги, чрезвычайно трудно.
Задача настоящего изобретения состоит в создании бумажной трубки, предпочтительно приспособленной для ингалятора аромата, и ингалятора аромата, включающего такую бумажную трубку в качестве бумажного трубчатого держателя композиции.
Средства решения задачи
Вышеописанная проблема решается с помощью бумажной трубки из однослойной толстой бумаги, образованной в виде цилиндрического полого корпуса путем сгибания толстой бумаги, имеющей прямоугольную форму и соединения обеих боковых краев толстой бумаги, при этом толстая бумага имеет удельный вес от 100 г/м2 и более до 300 г/м2 и менее, толщину от 150 мкм или более до 500 мкм или менее, плотность от 0,5 г/м3 и более, а диаметр цилиндрического корпуса составляет 5 мм или более и 8 мм или менее, при этом на внешней поверхности или на внутренней поверхности цилиндрического полого корпуса образовано множество канавок, параллельных оси этого цилиндрического полого корпуса.
Можно использовать конфигурацию, в которой перекрывающийся участок может быть образован путем наложения участков боковых краев один на другой и склеивания этих участков боковых краев.
Можно использовать конфигурацию, в которой цилиндрический полый корпус образован путем соединения участков боковых краев встык, и путем склеивания участков боковых краев, используя уплотняющий элемент, перекрывающий участки боковых краев.
Каждая канавка может содержать надрезанную часть линейной формы, образованную путем удаления части толстой бумаги в линейном направлении вдоль продольной оси цилиндрического полого корпуса, или вдавленное углубление линейной формы, образованное на поверхности толстой бумаги вдоль продольной оси полого корпуса.
Канавки предпочтительно могут быть расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса. Глубина каждой канавки может быть равна от 60% и более до 90% и менее толщины толстой бумаги, а интервал между парой соседних канавок может составлять от 1 мм или более до 2 мм или менее.
Участки боковых краев предпочтительно могут быть склеены пищевым адгезивом, выбранным из группы КМЦ-Na, винилацетат, этиленвинилацетат, пуллулан и пектин. Толстая бумага может быть предпочтительно изготовлена способом без использования связующего.
Вышеописанная задача решается с помощью ингалятора аромата, содержащего любую из вышеописанных бумажных трубок, источник нагревания, удерживаемого на одном конце бумажной трубки, и источник аромата, расположенный в бумажной трубке, при этом аромат генерируют, используя теплоту от источника нагревания.
Ингалятор аромата может содержать охлаждающий элемент, расположенный между источником нагревания и источником аромата, который охлаждает воздух, нагретый источником нагревания и движущийся к источнику аромата.
Ингалятор аромата моет содержать бумажную трубку в качестве усиливающего элемента внутреннего полого участка или в качестве элемента, позиционирующего композицию.
ТЕХНИЧЕСКИЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
Поскольку бумажная трубка по изобретению является однослойной, в которой одному листу толстой бумаги придана цилиндрическая форма и оба участка боковых краев толстой бумаги соединены, и трубка содержит множество канавок, проходящих параллельно оси, имеется возможность создать новую бумажную трубку малого диаметра, снизив количество используемого адгезива и повысив ее гибкость. Поскольку в этой бумажной трубке используется небольшое количество адгезива, можно уменьшить влияние сорбции ароматического компонента адгезивом и уменьшить отсоединение наложенного участка и образование морщин на поверхности бумажной трубки, при этом бумажная трубка предпочтительно предназначена для держателя, удерживающего элемент композиции, имеющийся во ингаляторе аромата.
Соответственно, ингалятор аромата, в которой используется такая плоско-спиральная бумажная трубка малого диаметра из однослойной толстой бумаги, может стабильно сохранять свою форму за счет жесткости жесткой бумаги, уменьшать влияние адгезива на вкус, и позволяет уменьшить производственные издержки по сравнению с держателем, изготовленным из других материалов, например, из металла или пластика.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематичный вид способа изготовления бумажной трубки по изобретению.
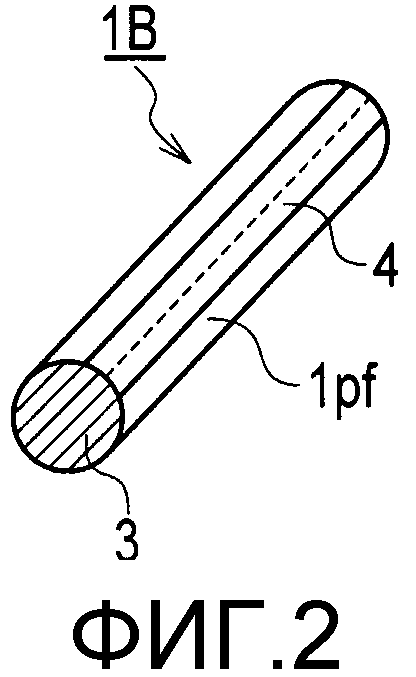
Фиг. 2 - схематичный вид другого способа изготовления бумажной трубки по изобретению.
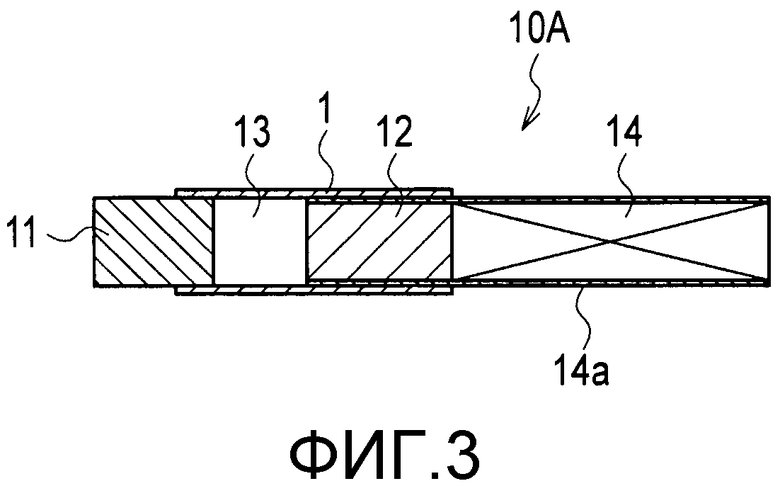
Фиг. 3 - вид ингалятора аромата бездымного типа, в котором используется бумажная трубка, показанная на Фиг.1, в качестве бумажного трубчатого держателя.
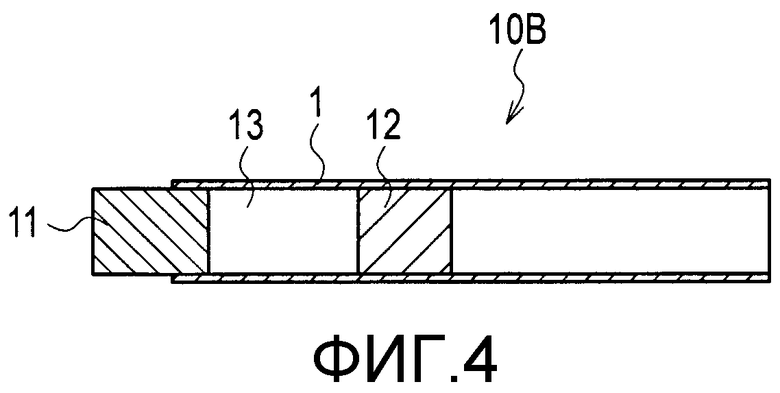
Фиг. 4 - вид другого ингалятора аромата бездымного типа, в котором используется бумажная трубка, показанная на Фиг.1, в качестве бумажного трубчатого держателя.
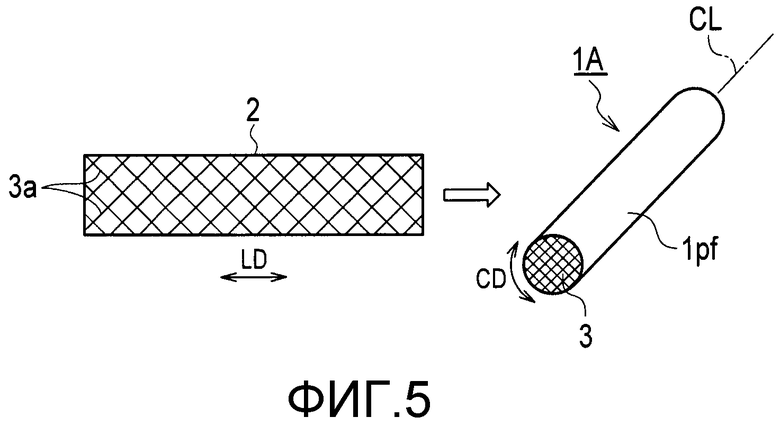
Фиг. 5 - схема способа изготовления бумажной трубки по первому модифицированному варианту.
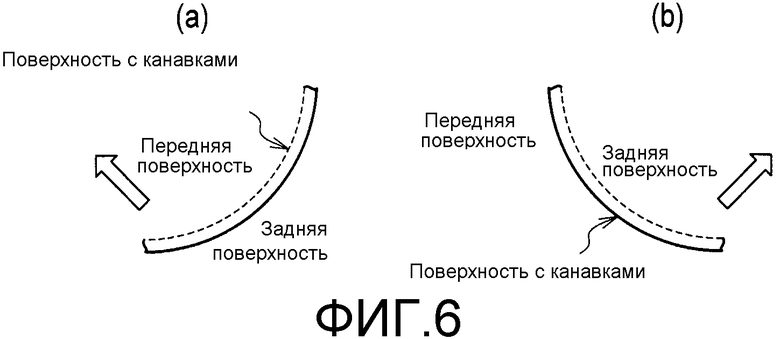
Фиг. 6 - вид способа измерения изгибающих моментов толстой бумаги.
Фиг. 7 - результаты измерения изгибающих моментов толстой бумаги.
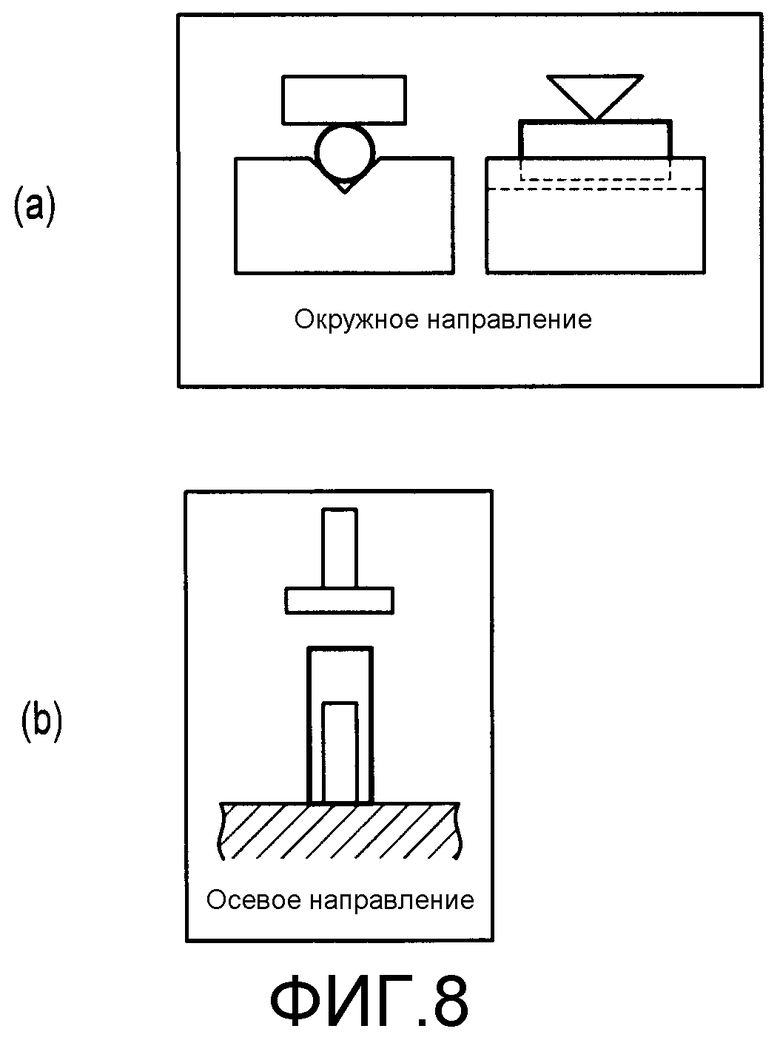
Фиг.8 - способ измерения жесткости бумаги по Фиг.1.
Фиг. 9 - сводка результатов измерений жесткости бумажных трубок.
Фиг. 10 - сводка результатов измерений жесткости бумажных трубок с различной глубиной надрезанных линейных канавок.
Фиг. 11 - сводка результатов измерений жесткости бумажных трубок, когда канавки образованы вдавленными углубленными линиями.
Фиг. 12 - вид ингалятора аромата оригинального типа, в котором в качестве бумажного трубчатого держателя используется бумажная трубка по Фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Первый вариант
Далее со ссылкой на чертежи следует описание предпочтительного варианта настоящего изобретения.
Бумажная трубка по изобретению образована в виде цилиндрического полого корпуса путем сгибания толстой бумаги 2, имеющей прямоугольную форму, и соединения обеих боковых краевых участков толстой бумаги 2.
Бумажная трубка по изобретению может иметь цилиндрический полый корпус, образованный простым соединением краевых торцов (сторон) участков боковых краев, которые обращены друг к другу, во время сгибания толстой бумаги, без образования наложенного участка, а также цилиндрический полый корпус, образованный наложением участков боковых краев. Далее, если цилиндрический полый корпус имеет наложенный участок, оно может иметь склеенный наложенный участок и не склеенный наложенный участок.
Здесь цилиндрическая форма описывается как предпочтительная бумажная трубка 1А, имеющая наложенный участок 2wr, образованный наложением участков боковых краев один на другой и склеиванием их. То есть бумажная трубка 1А в виде цилиндрического полого корпуса образуется путем склеивания участков боковых краев на наложенном участке 2wr. Такая структура является аналогичной известной плоско-спиральной трубке, формируемой из однослойной толстой бумаги. Однако бумажная трубка 1А, описанная ниже, является новой бумажной трубкой, имеющей значительно уменьшенный диаметр, сравнимый с диаметром сигареты.
Далее следует подробное описание бумажной трубки, предпочтительной для держателя для ингалятора аромата.
Толстая бумага 2 предпочтительно имеет удельный вес от 100 г/м2 или более до 300 г/м2 или менее, и плотность, равную 0,5 г/см3 или более. Более предпочтительно, толстая бумага 2 имеет удельный вес 200 г/м2 или более и толщину 250 мкм или более. Толстая бумага 2 предпочтительно изготовлена процессом без связующего.
Толстая бумага 2 имеет множество линейных надрезанных участков 3а, образованных вдоль продольного направления LD, которые соответствуют множеству канавок 3, параллельных оси CL когда бумажная трубка 1А согнута в виде цилиндрического полого корпуса. Как показано на чертеже, линейные надрезанные участки 3а предпочтительно образованы вдоль всей длины от одного конца до другого. Множество канавок 3 расположены с равными интервалами в окружном направлении CD бумажной трубки 1А цилиндрического полого корпуса для равномерного распределения жесткости (прочности), при этом может быть создана структура, имеющая равное сопротивление к внешней силе, приложенной с любого направления. Интервал между канавками 3 может находиться в диапазоне от 1 мм или более до 2 мм или менее.
Хотя на Фиг. 1 показана бумажная трубка 1А, имеющая канавки 3, образованные на внутренней поверхности (внутри) бумажной трубки 1А, при необходимости канавки 3 могут быть образованы на внешней поверхности (снаружи) трубки 1А.
Здесь линейные надрезанные участки 3а, образованные на поверхности толстой бумаги 2, предпочтительно образованы путем удаления части поверхности в линейном направлении. Например, поверхность линейно удаляется резцом. В этом случае форма канавок произвольно регулируется путем регулировки ширины резца (ширины канавки) и, при необходимости, угла резания и глубины резания резца. Образованные таким образом канавки образуют вырезы, расположенные на окружности с приблизительно одинаковыми интервалами и повышают гибкость при сгибании. Таким образом можно изготовить бумажную трубку малого диаметра из толстой бумаги, имеющей высокую жесткость.
Хотя выше были описаны канавки 3, образованные как прямые надрезанные участки, способ образования канавок не ограничен. Например, в качестве канавок можно сформировать вдавленные углубления, проходящие вдоль оси CL в цилиндрического полого корпуса, подвергая поверхность толстой бумаги прессованию штампом (приспособлением, имеющим заранее определенную твердость и предназначенное для образования вдавленных углублений линейной формы на толстой бумаге).
Поскольку показанная бумажная трубка 1А используется как ингалятор аромата, который является заменой предметов роскоши, таких как сигареты (завернутый в бумагу табак), диаметр бумажной трубки 1А составляет от 5 мм и более до 8 мм.
Адгезив, используемый для склеивания наложенного участка 2wr предпочтительно является пищевым адгезивом и предпочтительно выбран из группы, содержащей КМЦ-Na, винилацетат, этиленвинилацетат, пуллулан и пектин.
Ширина наложенного участка 2wr составляет от 2 мм и более до 4 мм и менее, когда формируемая бумажная трубка 1А имеет диаметр от 5 мм и более до 8 мм и менее, как описано выше, и адгезив используется для склеивания только наложенного участка 2wr. Соответственно, вышеописанная проблема, создаваемая адгезивом, не возникает, поскольку нет необходимости использовать большое количество адгезива, как в бумажной трубке, образованной многослойной тонкой бумагой.
На Фиг. 2 показан схематичный виз, иллюстрирующий другой способ изготовления бумажной трубки по изобретению. Согласно этому способу бумажная трубка 1В в виде цилиндрического полого корпуса, образуется путем сгибания толстой бумаги 2 в цилиндр и соединения краевых торцов (сторон) участков боковых краев без образования наложенного участка (нахлеста), и приклеивания уплотняющего элемента 4 для перекрытия участков боковых краев толстой бумаги 2.
Уплотняющий элемент 4 например может быть длинной полосой тонкой бумаги, закрывающей участки боковых краев толстой бумаги 2. Он может быть приклеен пищевым адгезивом, как описано выше. Участки боковых краев толстой бумаги 2 можно склеивать отрезком пищевой адгезивной ленты, которая склеивает края. Бумажная трубка 2В, показанная на Фиг.2, не имеет ступени или очень небольшую ступень, поскольку в ней нет наложенного участка толстой бумаги, и поэтому можно получить цилиндрический полый корпус с более равномерной сбалансированной периферией.
Далее следует описание ингалятора аромата, в котором используется вышеописанная бумажная трубка 1 (1А или 1В) в качестве держателя (далее - бумажный трубчатый держатель). Такой ингалятор аромата может быть так называемым ингалятором аромата так называемого бездымного типа и ингалятором аромата так называемого оригинального типа. Ингалятор аромата бездымного типа имеет охлаждающий элемент для охлаждения нагретого воздуха до температуры, подходящей для вдыхания воздуха, нагретого источником нагревания, находящимся на одном конце, и уменьшения количества аэрозоля до невидимого уровня.
Ингалятор аромата 10А, показанный на Фиг.3, относится к вышеупомянутому бездымному типу, и по меньшей мере содержит источник 11 нагревания, источник 12 аромата, генерируемого с помощью нагревания, генерируемой источником 11 нагревания, и охлаждающий элемент 13, расположенный между источником 11 нагревания и источником 12 аромата, который охлаждает воздух, нагретый источником нагревания. После источника 12 аромата, установлен мундштук 14.
В качестве источника 11 нагревания предпочтительно можно использовать прессованное изделие, выполненное из смеси, содержащей, например, частицы углерода, несгораемую добавку, органическое или неорганическое связующее и воду. В качестве источника 12 аромата, можно применять обычный резаный табак, используемый в сигаретах, гранулированный табак, используемый в качестве нюхательного табака, скрученный табак, формованное изделие из прессованного табака. Такой табачный материал может содержать требуемый вкус.
В источнике 12 аромата может находиться разрушаемая капсула, содержащая ароматичный компонент. Капсула может быть внедрена в источник 12 аромата. Капсула может быть расположена в воздушном зазоре между двумя отдельными источниками 12 аромата. В устройстве может использоваться одна капсула, две капсулы или более. Капсула предпочтительно образована из слоя с покрытием, включая низколетучий растворитель, такой как растительное масло, желатин или натуральный каучук. Диаметр капсулы предпочтительно составляет от 3,5 мм или более до 5,5 мм или менее.
Охлаждающий элемент 13 не ограничен, если он имеет конфигурацию для снижения температуры проходящего сквозь него нагретого воздуха, например, он может быть относительно длинным проходным каналом, являющимся простым охлаждающим пространством внутри бумажного держателя 1. Следует отметить, что предпочтительным вариантом охлаждающего элемента 13 может быть конфигурация, имеющая увеличенную внутреннюю поверхность и образованная из неорганического материала, такого как керамика, сепиолит, стекло, металл или карбонат кальция, или такой материал как материал, полученный гидратацией или абсорбирующий полимер. Предпочтительно использовать ячеистую структуру, вспененную структуру или заполненную структуру. Заполненная структура может быть получена путем заполнения формы гранулированным или волокнистым материалом.
В ингаляторе аромата 10А бумажная трубка 1 должна покрывать и удерживать конец источника 11 нагревания, охлаждающий элемент 13 и внешнюю периферию элемента 12, генерирующего вкус. Мундштук 14 должен иметь конфигурацию, которая работает как проходной канал, направляющий в рот пользователя поток воздуха, который приобретает вкус, проходя сквозь источник 12 аромата, при этом может иметься фильтр, выполненный из ацетатного волокна или бумаги, например, как в сигарете. Если конец 14а бумаги, закрывающий внешнюю поверхность фильтра выступает в сторону источника 12 аромата, можно изготавливать ингалятор аромата 10А полностью поддерживаемый бумажным трубчатым держателем 1.
На Фиг. 4 показан другой ингалятор аромата 10В бездымного типа. Бумажную трубку по изобретению можно изготавливать так, чтобы она выполняла функцию мундштука 14 в ингаляторе аромата 10А. Это показано на примере ингалятора аромата 10В. Ингалятор аромата 10В сконфигурирован для выполнения функции проточного канала, направляющего поток воздуха в рот пользователя, как и мундштук 14, за счет того, что бумажный трубчатый держатель 1 отходит от источника аромата.
Например, при необходимости, на выходном конце бумажного трубчатого держателя 1 может находиться фильтр, образованный из ацетатного волокна или бумаги. В таком ингаляторе аромата 10В конец 14а бумажной трубки, имеющийся в ингаляторе аромата 10А, может быть не нужен.
Во вкусовых ингаляторах 10А и 10В, показанных на Фиг. 3 и 4, бумажные трубки по изобретению используются как каркас структуры. Применение бумажной трубки по изобретению не ограничивается таким применением.
То есть бумажную трубку по изобретению можно использовать в другой части ингалятора аромата. Например, она может использоваться как кольцевой усиливающий элемент полого участка внутри ингалятора аромата, или использоваться как позиционирующий элемент для элементов конструкции, таких как источник нагревания или источник аромата. Например, установив бумажную трубку по изобретению в заранее определенном положении внутри держателя, т.е. в положении охлаждающего элемента 13, полый участок, имеющийся внутри ингалятора аромата можно усилить, а источник нагревания и источник аромата можно правильно установить в заранее определенном положении. Функцию усиливающего элемента или позиционирующего элемента конструкции можно реализовать сгибанием толстой бумаги 2 так, чтобы придать ей дугообразную форму, без склеивания обоих краевых участков и размещением согнутой толстой бумаги 2 внутри держателя.
Модифицированный вариант
Далее следует описание первого модифицированного варианта первого варианта. Далее следует описание отличий от первого варианта. Описание признаков, общих с первым вариантом, опускается.
В первом варианте множество канавок 3 образовано параллельно оси CL толстой бумаги 2. Наоборот, в первом модифицированном варианте множество канавок 3 образовано в форме сетки на толстой бумаге 2.
На Фиг. 5 представлен схематичный вид, иллюстрирующий способ изготовления бумажной трубки по первому модифицированному варианту.
Множество линейных надрезанных участков 3а образовано вдоль продольной оси LD, при этом линейные надрезанные участки 3а соответствуют множеству канавок 3, расположенных сеткой. Форма сетки означает состояние, в котором множество продольных линий и множество поперечных линий пересекают друг друга, в так называемой форме вафли. Как показано на чертеже, линейные надрезанные участки 3а предпочтительно образованы вдоль всей длины от одного конца до другого. Множество канавок 3 расположено с равными интервалами в направлении окружности CD бумажной трубки 1А цилиндрического полого корпуса для придания ему равномерной жесткости (прочности), благодаря чему может быть получена структура, обладающая равным сопротивлением к внешней силе, приложенной с любого направления. Интервалы между канавками 3 могут составлять от 1 мм и более до 2 мм и менее.
Хотя на Фиг. 5 показана бумажная трубка 1А с канавками 3, образованными на внутренней поверхности (внутри) бумажной трубки 1А, канавки 3 при необходимости можно сформировать на внешней поверхности (снаружи) трубки 1А.
Далее следует описание примера бумажной трубки по изобретению. Этот пример показывает применение бумажной трубки в ингаляторе аромата, при этом бумажная трубка образована с наложенным участком и этот наложенный участок склеен.
Пример
Плоско-спиральная бумажная трубка, образованная из одного слоя толстой бумаги, была изготовлена из шести типов толстой бумаги А-F, как показано в Таблице 1, изготовленной компанией Tomoegawa Paper Co., Ltd. Использованная толстая бумага была изготовлена без связующего.
На поверхности образцов А-F толстой бумаги с помощью резца были образованы линейные надрезанные участки (обозначенные позицией 3а в левой части фиг. 1) с интервалом 1 мм в поперечном направлении (далее именуется процесс образования надрезанных канавок). Каждый из образцов А-F толстой бумаги, подвергнутый процессу образования надрезанных канавок, подвергался измерениям для определения коэффициента гибкости и силы отдачи при изгибе в сторону передней поверхности, как показано на Фиг. 6(а) и при изгибе в сторону задней поверхности, как показано на Фиг. 6(b). Более конкретно, для каждого из образцов А-F толстой бумаги были приготовлены образцы размером 70×20 мм, и изгибающий момент измерялся с помощью цифрового измерителя жесткости барабанного типа, выпускаемого компанией Toyo Seiki Seisaku-sho, Ltd.
Результаты измерений показаны на Фиг. 7. Для каждого образца А-F на Фиг. 7(а) показана диаграмма, для случая, когда использовался процесс образования канавок, а на Фиг. 7(b) показана диаграмма для случая, когда процесс образования канавок не использовался.
Из образца D толстой бумаги были приготовлены бумажные трубки диаметром 8,0 мм, 7,2 мм, 6,2 мм и 4,9 мм, путем обматывания бумаги длиной 50 мм вокруг железных сердечников разных диаметров, при этом на одном образце были образованы канавки, а на другом канавок не было. Для каждой из образованных бумажных трубок была проведена проверка внешнего вида и подсчитывалось количество морщин (складок) на поверхности каждой бумажной трубки.
Результаты проверки внешнего вида представлены в Таблице 2.
Как следует из Фиг. 7(а) и (b) подтверждается, что изгибающий момент в сторону передней поверхности и в сторону задней поверхности уменьшается в каждом образце толстой бумаги, если использовался процесс образования канавок. То есть подтверждается, что гибкость толстой бумаги улучшается и толстую бумагу легче сгибать.
Процесс образования канавок в толстой бумаге существенно уменьшает изгибающий момент и облегчает сгибание толстой бумаги особенно тогда, когда канавки проходят в поперечном направлении (перпендикулярно направлению изготовления бумаги) на поверхности толстой бумаги (на передней поверхности или на задней поверхности бумаги). Как следует из результатов проверки внешнего вида, которые представлены в Таблице 2, можно изготовить бумажную трубку малого диаметра, имеющую превосходный равномерный внешний вид, без образования морщин на поверхности и которая имеет стабильную жесткость, если изготавливать плоско-спиральную однослойную трубку малого диаметра, например 5 мм или более и 8 мм или менее, из вышеописанной толстой бумаги.
Как описано выше, плоско-спиральные однослойные бумажные трубки малого диаметра изготавливались из образцов А-F толстой бумаги и подвергались процессу образования канавок. Более конкретно, плоско-спиральные бумажные трубки изготавливались путем разрезания образцов А-F толстой бумаги на отрезки длиной 100 мм и шириной 26 мм, после чего их скручивали вокруг бумажного сердечника диаметром (φ) 6,5 мм, формировали наложенный участок шириной 2 мм, наносили адгезив (КМЦ-Na) на наложенный участок и склеивали и фиксировали его путем нагревания (см. Фиг. 1).
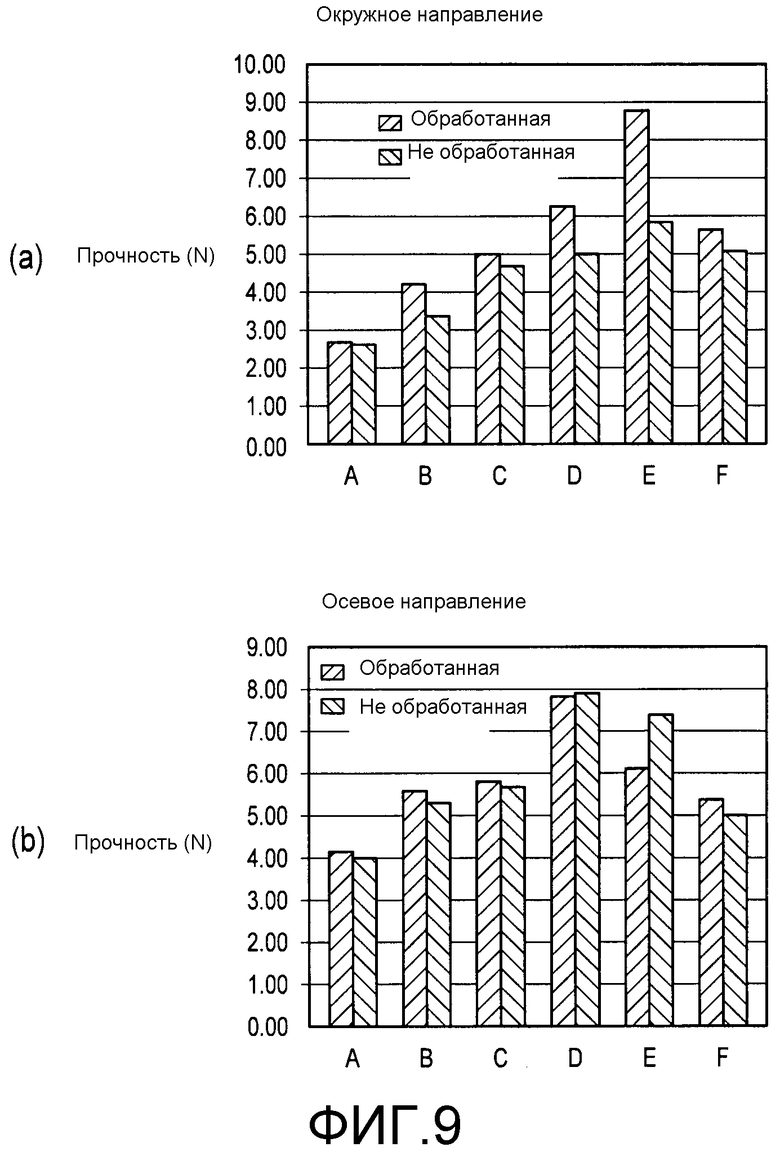
Были подготовлены образцы длиной 25 мм путем разрезания каждой из изготовленных плоско-спиральных трубок, и была измерена жесткость в окружном направлении бумажной трубки, как показано на Фиг. 8(а) и жесткость в осевом направлении бумажной трубки, как показано на Фиг. 8(b). Такие измерения проводились с помощью компактного настольного тестера EZ test компании Shimadzu Corporation.
Результаты измерений показаны на Фиг. 9. Для каждого образца а-F толстой бумаги на Фиг.9(а) показан график прочности (N) в окружном направлении, а на Фиг. 9(b) показан график прочности (N) в осевом направлении.
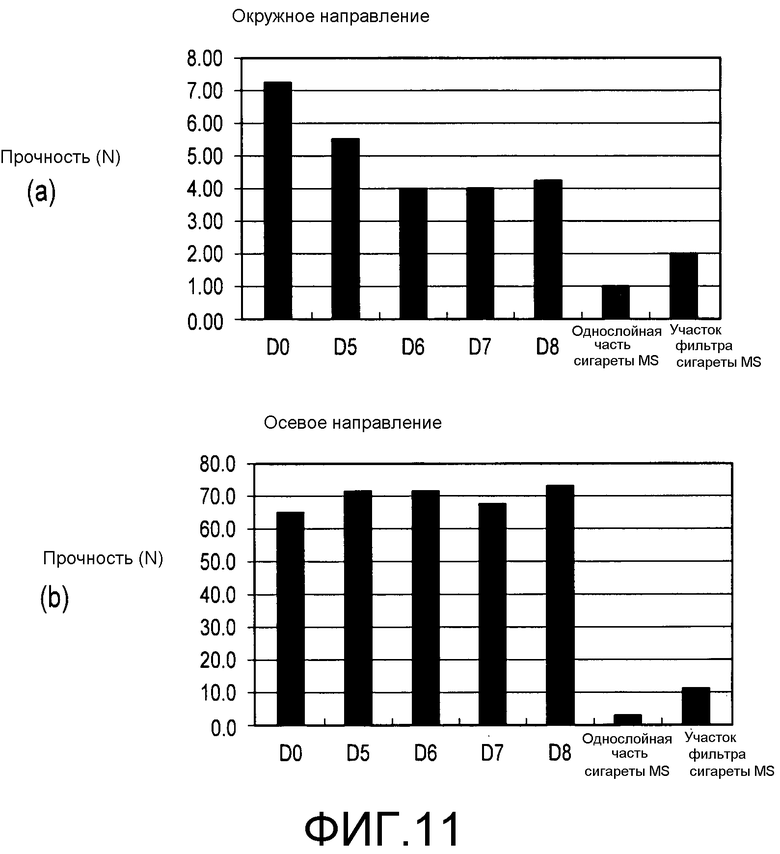
Далее, из образца D толстой бумаги были изготовлены плоско-спиральные трубки с применением двух способов образования канавок, а именно процессом получения надрезанных канавок и способом (далее именуемым процессом выдавливания канавок), при котором канавку формируют выдавливанием углубления (вдавленная линия), как показано в представленной ниже Таблицы 3, при этом плоско-спиральные бумажные трубки были изготовлены разрезанием образцов D1-D8 с канавками разной глубины на листы длиной 100 мм и шириной 26 мм, скручиванием на железном сердечнике диаметром (φ) 6,5 мм, образованием наложенного участка шириной 2 мм, нанесением КМЦ-Na в качестве адгезива на наложенный участок и склеиванием и скреплением его нагреванием (Фиг.1). В качестве сравнительного примера был изготовлен образец D0 без канавок.
Для образования канавок по толстой бумаге прокатывали роликовый нож, имеющий угол лезвия 30 градусов, прижимая его на заранее определенную глубину от верхней поверхности толстой бумаги. В процессе образования надрезанных канавок использовался нож с острой режущей кромкой, а в процессе образования канавок выдавливанием использовался нож с тупой режущей кромкой, не разрезающий волокна толстой бумаги. Параметры роликового ножа для образования канавок на образцах D1-D8 показаны в Таблице 3.
Параметр "расстояние от нижней поверхности толстой бумаги до кромки ножа", показанный в Таблице 3, представляет "толщина образца" минус "глубина ножа". То есть, для необработанного образца D0 он составляет 244-0=244, поскольку глубина ножа равна 0 и он представляет толщину образца.
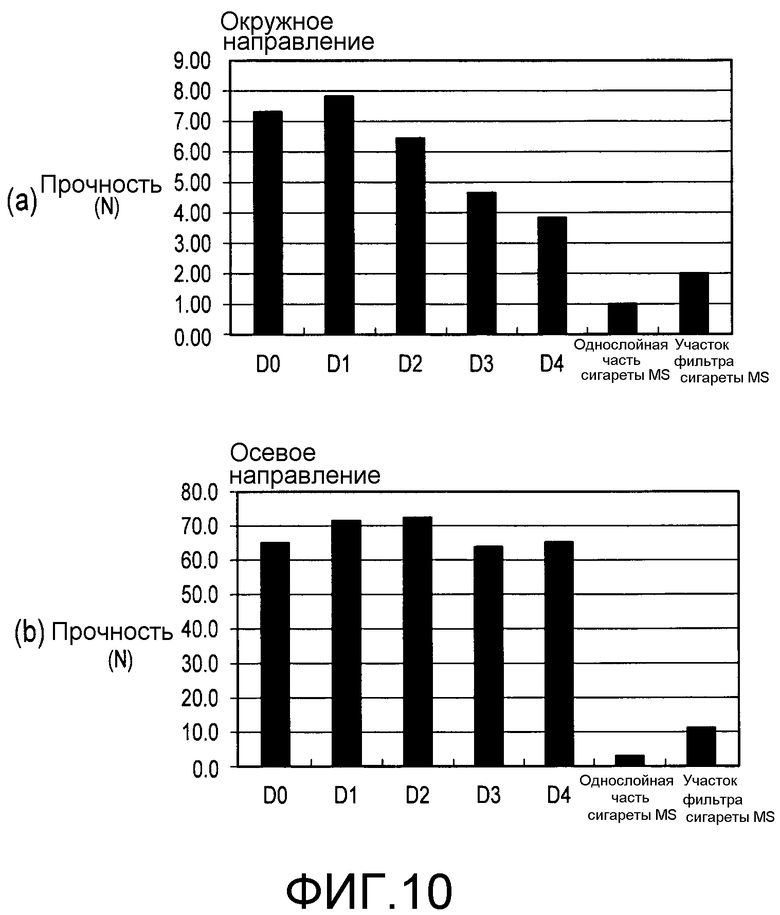
Результаты изменений изготовленных плоско-спиральных трубок с использованием образцов D0 и D1-D4 показаны в Таблице 4, а результаты изменений изготовленных плоско-спиральных трубок с использованием образцов D0 и D5-D8 показаны в Таблице 5. Графики результатов измерений показаны на Фиг. 10 и 11.
В качестве сравнительного примера таким же способом, что и для плоско-спиральных трубок, была измерена жесткость обернутого в один слой участка (участка, заполненного резанным табаком) и участка фильтра обычной сигареты MS, продающейся на рынке, и результаты измерений также показаны в таблицах.
На Фиг. 10 представлены результаты измерений для процесса образования надрезанной канавки в соответствии с Таблицей 4, а на Фиг.11 представлены результаты измерений для процесса образования надрезанной канавки в соответствии с Таблицей 5. Как и на Фиг. 9, для каждого образца D1-D8 и сравнительного примера, на Фиг. 10(а) и 11(а) показан график прочности (N) в окружном направлении, а на Фиг. 10(b) и 11(b) показан график прочности (N) в осевом направлении.
Как показано на Фиг. 9(а) и 9(b) для плоско-спиральных бумажных трубок, к которым применялся процесс образования канавок, жесткость в окружном направлении имеет тенденцию к понижению, но жесткость в осевом направлении находится на том же уровне, что и в исходной толстой бумаге (до процесса образования канавок).
Как следует из Фиг. 10(а), 10(b), 11(а) и 11(b), в обоих вариантах процесса образования канавок жесткость в окружном направлении имеет тенденцию к снижению по мере увеличения глубины канавки, но она существенно увеличивается по сравнению с сигаретой из однослойной бумаги, взятой для сравнения, что подтверждает возможность получения достаточной жесткости держателя ингалятора аромата. Что касается способа образования канавок, было подтверждено, что любой способ позволяет получить достаточную прочность.
Фиг. 10(а) и 11(а) конкретно показывают, что процесс образования надрезанных канавок позволяет получить большую прочность в окружном направлении по сравнению с процессом вдавливания в диапазоне, когда глубина канавки составляет 60-80% толщины толстой бумаги.
Как описано выше, бумажная трубка по изобретению может снизить влияние сорбции вкусового компонента адгезивом, поскольку используемое количество адгезива невелико, а также может снизить вероятность разъединения наложенного участка и образования морщин на поверхности бумажной трубки, что является предпочтительным для ингалятора аромата.
Ингалятор аромата, в котором вышеописанная бумажная трубка используется как держатель, может стабильно удерживать форму за счет прочности бумажной трубки, и предотвращает влияние адгезива на вкус, и пользователь может наслаждаться вкусом, используя такой ингалятор аромата. Далее, ингалятор аромата недорог в производстве по сравнению с вариантом, в котором держатель изготовлен из других материалов, таких как металл или пластик.
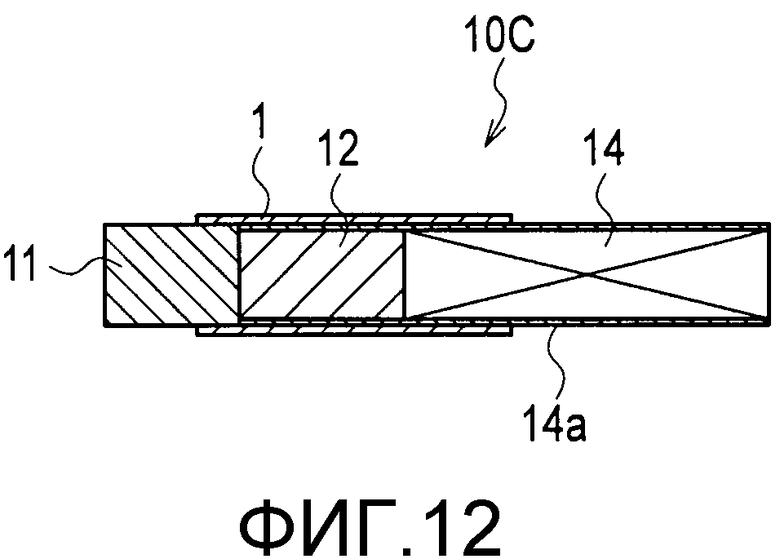
В выше представленном описании бумажная трубка, которая используется для бумажного трубчатого держателя так называемых вкусовых ингаляторов 10А и 10В бездымного типа, имеющих охлаждающий элемент 13, показанный на Фиг. 3 и 4, описана как предпочтительный вариант, но вышеописанная бумажная трубка 1 может использоваться для ингалятора аромата 10С оригинального типа, показанного на Фиг. 12, в котором отсутствует охлаждающий элемент. Следует отметить, что его повторное описание опускается, и на чертеже применяются те же ссылочные позиции, что и на Фиг. 3 и 4.
Когда бумажная трубка используется как кольцевой усиливающий элемент полого участка, расположенного внутри ингалятора аромата или используется как позиционирующий элемент для элементов конструкции, можно использовать следующую конфигурацию. В этой конфигурации толстая бумага согнута и торцы (боковых) краев просто введены в контакт друг с другом или толстой бумаге придана дугообразная форма, в которой толстая бумага согнута, и согнутая толстая бумага имеет длину окружности, равную 2/3 или более общей длины окружности полого участка. Ожидаемый эффект усиливающего или позиционирующего элемента обеспечивается также и в том случае, если цилиндрическая форма образована без использования адгезива.
Настоящее изобретение не ограничивается описанными вариантами. Настоящее изобретение может быть реализовано в разных вариантах, не выходящих за пределы объема настоящего изобретения.
Позиции на чертежах
1 - бумажная трубка (бумажный трубчатый держатель),
2 - толстая бумага,
2wr - наложенный участок,
3 - канавка,
4 - уплотняющий элемент,
10а, 10b - ингалятор аромата бездымного типа,
10с - ингалятор аромата оригинального типа,
11 - источник нагревания,
12 - источник аромата,
13 - охлаждающий элемент,
14 - мундштук.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ, СПОСОБ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ И БУМАЖНАЯ ТРУБКА, ПРОИЗВЕДЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2611276C2 |
| УГОЛЬНЫЙ ИСТОЧНИК ТЕПЛА И ИНГАЛЯТОР АРОМАТА | 2013 |
|
RU2577727C1 |
| БЕЗДЫМНЫЙ ИНГАЛЯТОР АРОМАТА | 2011 |
|
RU2524887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНОГО ИСТОЧНИКА ТЕПЛА ДЛЯ УСТРОЙСТВА ДЛЯ ИНГАЛЯЦИИ АРОМАТИЗАТОРА, КОМПОЗИТНЫЕ ЧАСТИЦЫ, УГОЛЬНЫЙ ИСТОЧНИК ТЕПЛА ДЛЯ УСТРОЙСТВА ДЛЯ ИНГАЛЯЦИИ АРОМАТИЗАТОРА И УСТРОЙСТВО ДЛЯ ИНГАЛЯЦИИ АРОМАТИЗАТОРА | 2019 |
|
RU2783207C1 |
| Картридж для ароматического ингалятора и ароматический ингалятор | 2021 |
|
RU2805908C1 |
| ИНГАЛЯТОР СО СКРУЧЕННЫМ ДИСТАЛЬНЫМ КОНЦЕВЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2831296C1 |
| НАГРЕВАТЕЛЬНЫЙ УЗЕЛ И СНАБЖЕННЫЙ ИМ АРОМАТИЧЕСКИЙ ИНГАЛЯТОР | 2018 |
|
RU2772449C1 |
| НАГРЕВАТЕЛЬНЫЙ УЗЕЛ И АРОМАТИЧЕСКИЙ ИНГАЛЯТОР, СНАБЖЕННЫЙ ТАКИМ УЗЛОМ | 2018 |
|
RU2772647C1 |
| НАГРЕВАЕМОЕ БЕЗ ГОРЕНИЯ ТАБАЧНОЕ ИЗДЕЛИЕ С ТАБАЧНЫМИ ГРАНУЛАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2767008C1 |
| ИНГАЛЯТОР С ВИХРЕВОЙ ПОЛОСТЬЮ ДЛЯ КАПСУЛЫ | 2019 |
|
RU2783884C2 |

Изобретение относится к бумажной трубке из однослойной толстой бумаги, которая образована в виде цилиндрического полого корпуса путем сгибания толстой бумаги, имеющей прямоугольную форму, и соединения обоих боковых краевых участков толстой бумаги, причем указанная толстая бумага имеет удельный вес от 100 г/м2 или более до 300 г/м2 или менее, толщину от 150 мкм или более до 500 мкм или менее и плотность 0,5 г/см3 или более, а диаметр цилиндрического полого корпуса составляет от 5 мм или более до 8 мм или менее, на внешней или на внутренней поверхности цилиндрического полого корпуса образовано множество канавок, параллельных осевой линии цилиндрического полого корпуса. Технический результат заключается в исключении поглощения адгезивом ароматического компонента. 3 н. и 32 з.п. ф-лы, 12 ил., 5 табл.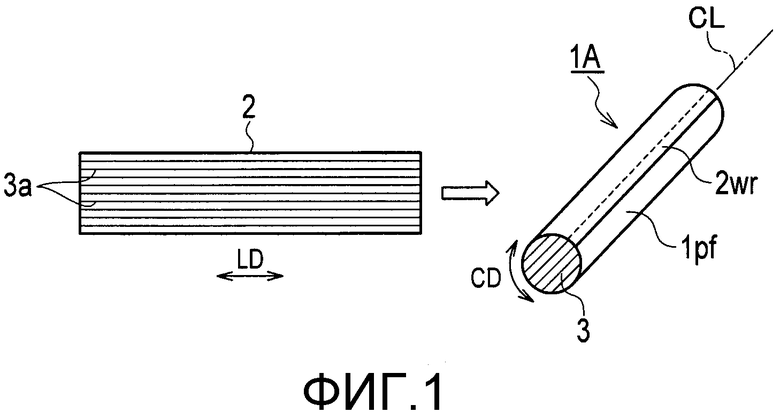
1. Бумажная трубка из однослойной толстой бумаги, образованная в виде цилиндрического полого корпуса путем сгибания толстой бумаги, имеющей прямоугольную форму, и соединения обоих боковых краевых участков толстой бумаги, причем
указанная толстая бумага имеет удельный вес от 100 г/м2 или более до 300 г/м2 или менее, толщину от 150 мкм или более до 500 мкм или менее и плотность 0,5 г/см3 или более, а диаметр цилиндрического полого корпуса составляет от 5 мм или более до 8 мм или менее,
на внешней или на внутренней поверхности цилиндрического полого корпуса образовано множество канавок, параллельных осевой линии цилиндрического полого корпуса.
2. Бумажная трубка из однослойной толстой бумаги, образованная в виде цилиндрического полого корпуса путем сгибания толстой бумаги, имеющей прямоугольную форму, и соединения обоих боковых краевых участков толстой бумаги, причем:
указанная толстая бумага имеет удельный вес от 100 г/м2 или более до 300 г/м2 или менее, толщину от 150 мкм или более до 500 мкм или менее и плотность 0,5 г/см3 или более, а диаметр цилиндрического полого корпуса составляет от 5 мм или более до 8 мм или менее,
на внешней или на внутренней поверхности цилиндрического полого корпуса образовано множество канавок, имеющих форму сетки относительно осевой линии цилиндрического полого корпуса.
3. Трубка по п. 1 или 2, в которой наложенный участок образован путем наложения одного участка бокового края на другой и склеивания обоих участков боковых краев.
4. Трубка по п. 1 или 2, в которой цилиндрический полый корпус образован путем соединения торцов краев встык и склеивания участков боковых краев с использованием уплотняющего элемента, перекрывающего участки боковых краев.
5. Трубка по п. 1 или 2, в которой каждая канавка содержит надрезанный участок линейной формы, образованный удалением части толстой бумаги линейным способом вдоль осевой линии цилиндрического полого корпуса.
6. Трубка по п. 3, в которой каждая канавка содержит надрезанный участок линейной формы, образованный удалением части толстой бумаги линейным способом вдоль осевой линии цилиндрического полого корпуса.
7. Трубка по п. 4, в которой каждая канавка содержит надрезанный участок линейной формы, образованный удалением части толстой бумаги линейным способом вдоль осевой линии цилиндрического полого корпуса.
8. Трубка по п. 1 или 2, в которой каждая канавка содержит вдавленное углубление линейной формы, образованное на поверхности толстой бумаги вдоль осевой линии цилиндрического полого корпуса.
9. Трубка по п. 3, в которой каждая канавка содержит вдавленное углубление линейной формы, образованное на поверхности толстой бумаги вдоль осевой линии цилиндрического полого корпуса.
10. Трубка по п. 4, в которой каждая канавка содержит вдавленное углубление линейной формы, образованное на поверхности толстой бумаги вдоль осевой линии цилиндрического полого корпуса.
11. Трубка по п. 1 или 2, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
12. Трубка по п. 3, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
13. Трубка по п. 4, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
14. Трубка по п. 5, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
15. Трубка по п. 6, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
16. Трубка по п. 7, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
17. Трубка по п. 8, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
18. Трубка по п. 9, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
19. Трубка по п. 10, в которой канавки расположены с одинаковыми интервалами в окружном направлении цилиндрического полого корпуса.
20. Трубка по п. 11, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
21. Трубка по п. 12, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
22. Трубка по п. 13, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
23. Трубка по п. 14, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
24. Трубка по п. 15, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
25. Трубка по п. 16, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
26. Трубка по п. 17, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
27. Трубка по п. 18, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
28. Трубка по п. 19, в которой
глубина каждой канавки равна от 60% или более до 90% или менее толщины толстой бумаги и
интервал между парой соседних канавок составляет от 1 мм и более до 2 мм и менее.
29. Трубка по п. 3, в которой боковые краевые участки склеены пищевым адгезивом, выбранным из группы, содержащей КМЦ-Na, винилацетат, этиленвинилацетат, пуллулан и пектин.
30. Трубка по п. 4, в которой боковые краевые участки склеены пищевым адгезивом, выбранным из группы, содержащей КМЦ-Na, винилацетат, этиленвинилацетат, пуллулан и пектин.
31. Трубка по п. 1 или 2, в которой толстая бумага изготовлена способом без использования связующего.
32. Ингалятор аромата, содержащий:
бумажную трубку по любому из пп. 1-31,
источник нагревания, удерживаемый на одном конце бумажной трубки, и
источник аромата, расположенный в бумажной трубке, который генерирует вкус, используя теплоту, генерируемую источником нагревания.
33. Ингалятор по п. 32, в котором:
охлаждающий элемент, расположенный между источником нагревания и источником аромата, который охлаждает воздух, нагретый источником нагревания, и движется к источнику аромата.
34. Ингалятор по п. 32, в котором источник аромата содержит разрушаемую капсулу, в котором находится вкусовой компонент.
35. Ингалятор по п. 32, в котором бумажная трубка по любому из пп. 1-31 используется как усиливающий элемент внутреннего полого участка или как позиционирующий элемент для элемента конструкции.
| Охотничье двухствольное ружье | 1927 |
|
SU15651A1 |
| Курительное изделие типа сигареты | 1988 |
|
SU1837814A3 |
| US 20110232654 A1, 29.09.2011. | |||

