Изобретение относится к области машиностроительных и строительных конструкций, а именно к технологиям производства многослойных панелей с легким объемным заполнителем из листового гофрированного зигзагообразного материала, и может быть использовано в самолетостроении, судостроении и других отраслях промышленности.
Известна многослойная панель, содержащая верхнюю и нижнюю обшивки и размещенный между ними зигзагообразный гофрированный заполнитель, разворачивающийся на плоскость, с боковыми гранями, расположенными под углом одна к другой с образованием чередующихся выступов и впадин и имеющими площадки контакта с верхней и нижней обшивками с легким заполнителем из гофрированного листового материала. Для увеличения площади контакта заполнителя с нижней обшивкой ребра гофров выполнены в виде чечевицеобразных элементов, размещенных при впадинах боковых граней. С той же целью в отношении верхней обшивки площадки контакта выполнены криволинейными в виде композиционного материала, расположенного между боковыми гранями заполнителя при его вершинах. (Патент РФ №2038265, «Многослойная панель», МПК B64C 3/26, опубликовано 27.06.95).
Недостатком данной панели является недостаточная прочность на сжатие и вероятность распространения трещин по всей поверхности при локальных нагрузках.
Наиболее близким по технической сущности и взятым в качестве прототипа выбрана многослойная панель, содержащая наружные обшивки, соединенные с помощью композиционного материала с размещенными между ними гофрированным заполнителем зигзагообразной структуры с чередующимися выступами и впадинами, на криволинейных участках сгиба материала заполнителя имеется строчная перфорация, через каждое отверстие проникает клеящий состав внутрь гофра и образует там каплю, которая в процессе полимеризации клея при соединении заполнителя с обшивками образует тело и головку заклепки (Патент РФ №2265552, «Многослойная панель», МПК B64C 3/26, опубликовано 10.12.2005, бюл. №34).
Недостатком данной панели является недостаточная прочность на сжатие при применении панелей в конструкциях, подверженных силовым нагрузкам, недостаточная устойчивость плоских боковых граней.
Известен способ изготовления многослойной панели, включающий раздельное изготовление обшивок и заполнителя с их последующим соединением, формование складчатой структуры заполнителя, состоящей из зигзагообразного гофра, ребра которого по зигзагообразным линиям выполнены с возможностью наклона относительно плоскости контакта с обшивками, далее сжимание блока заполнителя с боковых сторон до предельно сжатого состояния граней и удаление, например, шлифованием до заданной высоты образовавшихся наклонных уступов с образованием щели между боковыми гранями и перемычками в нижней части ребра, которые удерживают заполнитель в целостности, причем соединение ведут по образовавшимся в результате шлифования раздвоенным ребрам (Патент РФ №2352726, «Многослойная панель и способ ее изготовления», МПК Е04В 1/08, B21D 47/04, В64С 3/26, опубликовано 20.04.2009, бюл. №11).
Недостатком данного способа является низкая прочность и устойчивость раздвоенных ребер, образовавшихся в результате шлифования, и образовавшихся щелей между боковыми гранями и перемычками в нижней части ребер, а также из-за отсутствия возможности образовывать опоры в виде локальных элементов для поддержки плоских боковых граней в наиболее опасных сечениях по высоте заполнителя, что приводит к преждевременной потере устойчивости и прочности в целом. В известном способе потеря устойчивости происходит с появлением одной волны, что значительно снижает критические напряжения, а также сложность технологического процесса изготовления из-за применения дополнительных операций шлифования или фрезерования, что означает использование специального дополнительного оборудования.
Сложность технологического процесса изготовления из-за применения дополнительных операций шлифования или фрезерования, что означает использование специального дополнительного оборудования.
Решаемой задачей, на решение которой направлено заявляемое изобретение, является повышение прочности на сжатие и повышение устойчивости элементов листового гофрированного зигзагообразного заполнителя многослойной панели при ее заданной весовой удельной прочности.
Техническим результатом, достигаемым при осуществлении заявляемого изобретения, является повышение долговечности многослойной панели за счет прочности на сжатие и повышение устойчивости листового гофрированного зигзагообразного заполнителя, путем жесткой фиксации плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя многослойной панели, при ее заданной весовой удельной прочности.
Указанный технический результат достигается тем, что в многослойной панели, содержащей обшивки, соединенные с помощью композиционного клеящего материала с размещенным между ними листовым гофрированным зигзагообразным заполнителем с чередующимися выступами и впадинами, плоские боковые грани которых соединены между собой зигзагообразными линиями, она снабжена подпирающим элементом в виде дополнительного усиливающего заполнителя из затвердевшей пены, введенным в пространство между обшивками и листовым гофрированным зигзагообразным заполнителем и расположенным по обеим сторонам срединной плоскости панели, проходящей через половину ее высоты.
Технический результат достигается тем, что в способе изготовления многослойной панели, включающем соединение обшивок с помощью композиционного клеящего материала и размещение между ними листового гофрированного зигзагообразного заполнителя с чередующимися выступами и впадинами, образующими плоские боковые грани, по обеим сторонам панели на уровне одной трети ее высоты во впадины листового гофрированного зигзагообразного заполнителя заливают жидкий парафин, образующий после затвердевания вспомогательный слой, на который наносят дополнительный усиливающий наполнитель из пены в жидком состоянии по обеим сторонам срединной плоскости панели, проходящей через половину ее высоты, осуществляют отверждение пены для образования подпирающего элемента, служащего промежуточной дополнительной опорой для локальной поддержки плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя, после чего панель нагревают до 80-90°C, получают парафин в жидком состоянии, который затем удаляют.
Новизна
Предлагаемый способ позволяет создать в пространстве между обшивками и листовым гофрированным зигзагообразным заполнителем промежуточные опоры для локальной поддержки плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя в многослойной панели по срединной плоскости по обеим сторонам панели, что приводит к повышению устойчивости.
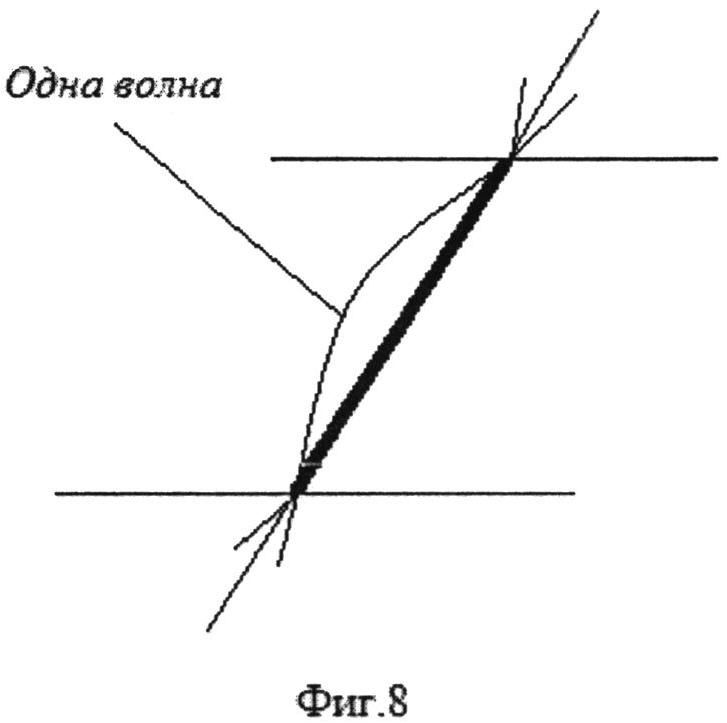
Тогда как в многослойной панели без создания дополнительного усиливающего заполнителя, служащего промежуточной дополнительной опорой для локальной поддержки плоских боковых граней, потеря устойчивости происходит с появлением одной волны, что значительно снижает критические напряжения (фиг.8). Прочностные характеристики повышаются с увеличением критической силы Ркр и критических напряжений потери устойчивости σкр.
Для пояснения технической сущности рассмотрим чертежи:
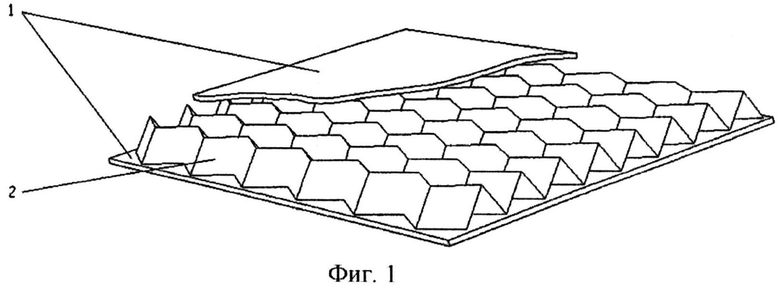
фиг.1 - изображен общий вид панели с листовым гофрированным зигзагообразным заполнителем;
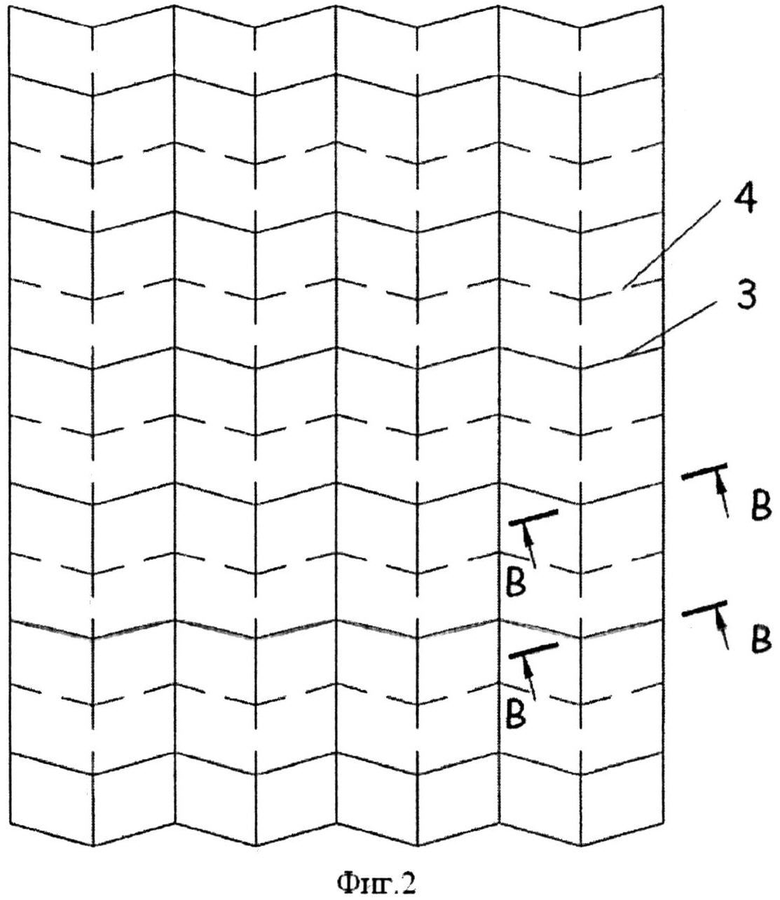
фиг.2 - плоская заготовка заполнителя;
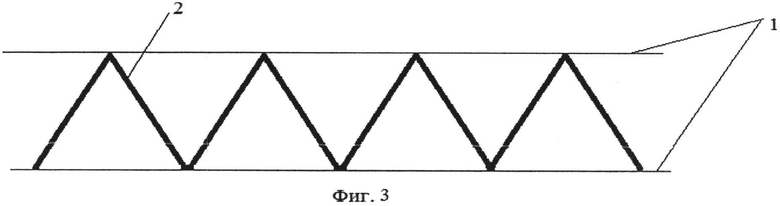
фиг.3 - вид многослойной панели без заполнения полого пространства;
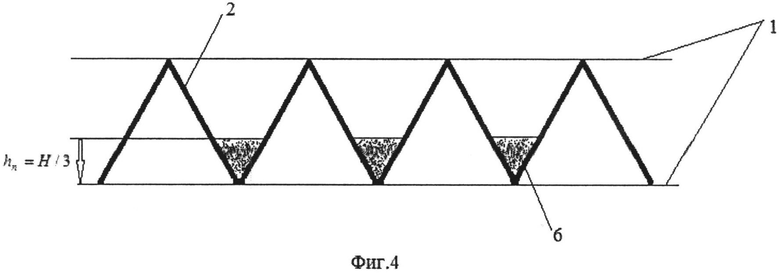
фиг.4 - выполнение заливки вспомогательного поддерживающего слоя из жидкого материала, например парафина hп=Н/3;
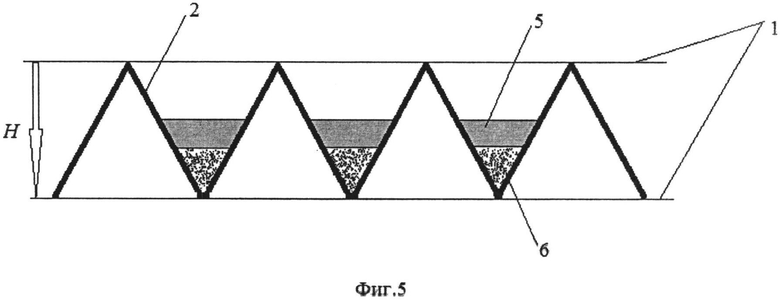
фиг.5 - выполнение заливки дополнительного усиливающего заполнителя в виде пены поверх вспомогательного поддерживающего слоя, например парафина;
фиг.6 - создание опор для локальной поддержки дополнительным усиливающим заполнителем (пеной) по срединной плоскости по обеим сторонам панели hсп=Н/2, где:
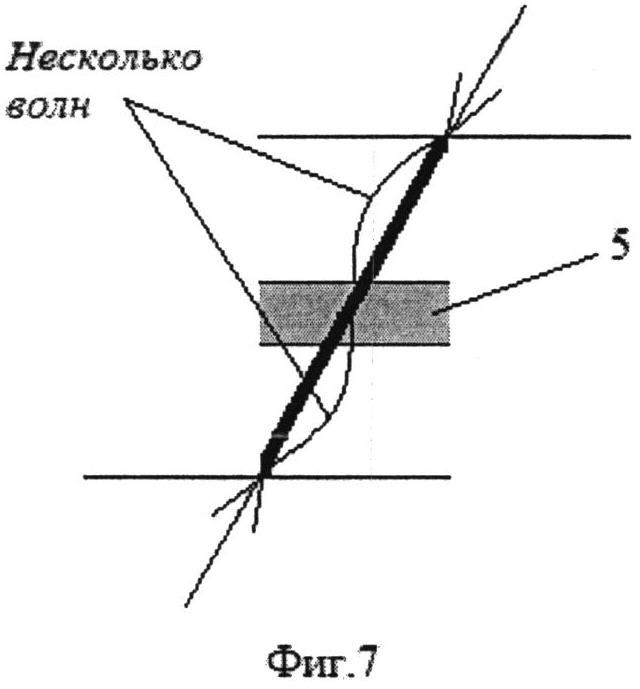
1 - нижняя и верхняя обшивки; 2 - листовой гофрированный зигзагообразный заполнитель; 3 - зигзагообразные линии выступов гофра; 4 - зигзагообразные линии впадин; 5 - дополнительный усиливающий внутренний заполнитель в виде подпирающего элемента, подложки из пены; 6 - вспомогательный поддерживающий слой из парафина, 7 - плоские боковые грани. Обозначения: Н - высота панели от обшивки до обшивки, hп=H/3 - уровень заливки парафина, hсп=H/2 - уровень срединной плоскости;
фиг.7 - форма потери устойчивости грани с локальной поддержкой;
фиг.8 - форма потери устойчивости грани без локальной поддержки.
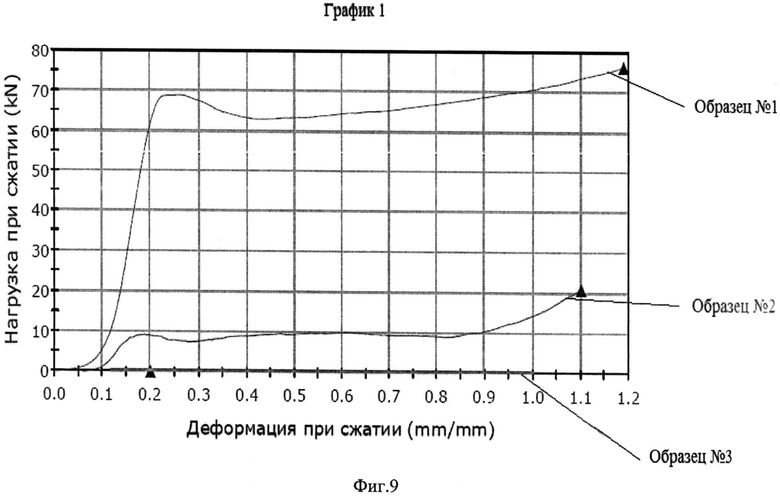
фиг.9 - график 1, подтверждающий повышение устойчивости и прочностных характеристик элементов листового гофрированного зигзагообразного заполнителя при приложении нагрузок на эти образцы с локальной поддержкой в виде пены и без нее.
Вариант осуществления изобретения:
Многослойная панель содержит обшивки 1 (верхнюю и нижнюю) и листовой гофрированный зигзагообразный заполнитель 2 в виде чередующихся выступов и впадин, который получен из гибкой листовой заготовки по линиям 3, 4. Проходящие через линии 3 и 4 плоскости образуют плоские боковые грани, следы взаимного пересечения которых представляют собой пилообразные и зигзагообразные линии листового заполнителя. По линиям 3 и 4 листовой гофрированный зигзагообразный заполнитель соединен с обшивками 1. В образованное полое пространство между обшивками и листовым гофрированным зигзагообразным заполнителем вводят дополнительный усиливающий заполнитель 5, состоящий из пены, и который выполнен в виде подпирающего элемента, подложки, которая расположена по обеим сторонам срединной плоскости панели на половину ее высоты для локальной поддержки с возможностью жесткой фиксации плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя. По обеим сторонам панели, вначале, создают вспомогательный слой из жидкого материала (например, парафина), для этого заливают парафин и жидком состоянии во впадины листового гофрированного зигзагообразного заполнителя на уровень hп=H/3, (где H - высота панели от обшивки до обшивки, hn - уровень заливки парафина), который отверждается при нормальной температуре. После отверждения парафина поверх него наносят дополнительный усиливающий заполнитель в виде пены в жидком состоянии, который отверждается при нормальной температуре окружающей среды (20-25°C), на уровень hсп=H/2, (где H - высота панели от обшивки до обшивки, hсп - уровень срединной плоскости), так чтобы дополнительный усиливающий заполнитель был расположен точно на уровне срединной плоскости по обеим сторонам панели, толщина дополнительного усиливающего заполнителя зависит от высоты панели, толщины листового гофрированного зигзагообразного заполнителя, но должна рассчитываться с учетом заданной весовой удельной прочности панели, но не более чем hдоп=H/2, (где H - высота панели от обшивки до обшивки, hдоп - высота дополнительного усиливающего заполнителя, состоящего из пены). После полного отверждения пены удаляют слой парафина, при этом панель помещают в печь и при температуре 80-90°C получают слой парафина в жидком состоянии, а затем удаляют естественным образом, при этом при повышении температуры усиливаются адгезионные свойства дополнительного усиливающего заполнителя с листовым гофрированным зигзагообразным заполнителем. Таким образом, на уровне срединной плоскости многослойной панели остается лишь дополнительный усиливающий заполнитель, состоящий из пены, обеспечивая заданную весовую удельную прочность на сжатие за счет повышения устойчивости листового гофрированного зигзагообразного заполнителя при жесткой фиксации плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя.
Пример конкретного выполнения:
Для подтверждения технического результата в заявляемом техническом решении: были изготовлены и испытаны 3 образца многослойных панелей (толщина панели 30 мм, ширина, длина - 150 мм). Обшивки изготовлены из стеклопластика толщиной 2 мм, листовой гофрированный зигзагообразный заполнитель изготовлен из полимерной бумаги Nomex® и сложен таким образом, что его толщина в сжатом состоянии H=30 мм. Дополнительный усиливающий заполнитель представляет собой пену низкой плотности производства компании Sicomin, вспомогательный поддерживающий слой представляет собой парафин нефтяной твердый марки П-2 (температура плавления не ниже 58°С).
Образец №1 - состоит из обшивок и расположенного между ними листового гофрированного зигзагообразного заполнителя, соединенного с этими обшивками с помощью композиционного клеящего материала, при этом в образованное полое пространство между обшивками и листовым гофрированным зигзагообразным заполнителем вводят дополнительный усиливающий заполнитель в виде пены (полное заполнение полого пространства с обеих сторон по всей высоте и объему;
Образец №2 - состоит из обшивок и расположенного между ними листового гофрированного зигзагообразного заполнителя, соединенного с этими обшивками с помощью композиционного клеящего материала, причем в образованном полом пространстве на уровне срединной плоскости (H/2=15 мм) создают локальную поддержку плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя с обеих сторон панели, образованной из дополнительного усиливающего заполнителя в виде пены толщиной 10 мм (фиг.6).
Образец №3 состоит из обшивок и расположенного между ними листового гофрированного зигзагообразного заполнителя, соединенного с этими обшивками с помощью композиционного клеящего материала без заполнения полого пространства (фиг.3).
Были проведены испытания образцов на сжатие и получены следующие данные: максимальная нагрузка при сжатии: Образец №1 - 76 кН, образец №2 - 21 кН, образец №3 - 0.20 кН. По сравнению с образцом №3 (в котором полое пространство ничем не заполняется и отсутствует локальная поддержка плоских боковых граней и вершин листового гофрированного заполнителя), образец №2 (в котором производят частичное заполнение полого пространства в виде дополнительного усиливающего заполнителя на уровне срединной плоскости по обеим сторонам панели, который жестко фиксирует плоские боковые грани и вершины листового гофрированного зигзагообразного заполнителя) выдержал нагрузку, в 100 раз большую, что видно из графика 1 (Фиг.9).
Таким образом, можно сделать предварительный вывод о том, что использование локальной поддержки плоских боковых граней и вершин листового гофрированною зигзагообразного заполнителя повышает устойчивость элементов листового гофрированного зигзагообразного заполнителя и прочностные характеристики многослойной панели при заданной весовой удельной прочности 
Технико-экономические преимущества заявляемого изобретения по сравнению с известными аналогами
При сравнении с одним из известных аналогов, введение дополнительного усиливающего заполнителя, состоящего из пены, в виде подпирающего элемента, подложки плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя в панели, что позволяет существенно повысить устойчивость панели в целом. С целью сохранения заданной весовой удельной прочности 
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 2003 |
|
RU2265552C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2038265C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| Гофрированная композитная панель обшивки | 2024 |
|
RU2832780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ С ПЛОЩАДКАМИ КОНТАКТА | 2007 |
|
RU2356673C1 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2085671C1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2415012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
Изобретение относится к области обработки металлов давлением, а именно к технологиям производства многослойных панелей с легким объемным заполнителем из листового гофрированного зигзагообразного материала, и может быть использовано в самолетостроении, судостроении и других отраслях промышленности. В многослойной панели, содержащей обшивки, соединенные с помощью композиционного клеящего материала с размещенным между ними листовым гофрированным зигзагообразным заполнителем с чередующимися выступами и впадинами, плоские боковые грани которых соединены между собой зигзагообразными линиями. В полое пространство, образованное между обшивками и листовым гофрированным зигзагообразным заполнителем, введен дополнительный усиливающий заполнитель в виде подпирающего элемента, подложки из пены, которая расположена по обеим сторонам срединной плоскости панели на половину ее высоты для локальной поддержки с возможностью жесткой фиксации плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя. По обеим сторонам панели во впадины заполнителя заливают жидкий парафин, образующий после затвердевания вспомогательный слой, на который наносят дополнительный усиливающий наполнитель из пены. После нагрева жидкий парафин удаляют. Повышается устойчивость листового гофрированного зигзагообразного заполнителя, за счет жесткой фиксации плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя. 2 н.п. ф-лы, 9 ил.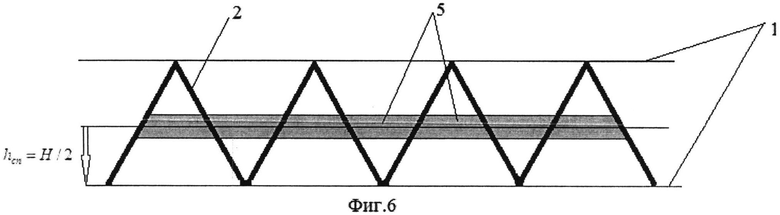
1. Многослойная панель, содержащая обшивки, соединенные с помощью композиционного клеящего материала с размещенным между ними листовым гофрированным зигзагообразным заполнителем с чередующимися выступами и впадинами, плоские боковые грани которых соединены между собой зигзагообразными линиями, отличающаяся тем, что она снабжена подпирающим элементом в виде дополнительного усиливающего заполнителя из затвердевшей пены, введенным в пространство между обшивками и листовым гофрированным зигзагообразным заполнителем и расположенным по обеим сторонам срединной плоскости панели, проходящей через половину ее высоты.
2. Способ изготовления многослойной панели, включающий соединение обшивок с помощью композиционного клеящего материала и размещение между ними листового гофрированного зигзагообразного заполнителя с чередующимися выступами и впадинами, образующими плоские боковые грани, отличающийся тем, что по обеим сторонам панели на уровне одной трети ее высоты во впадины листового гофрированного зигзагообразного заполнителя заливают жидкий парафин, образующий после затвердевания вспомогательный слой, на который наносят дополнительный усиливающий наполнитель из пены в жидком состоянии по обеим сторонам срединной плоскости панели, проходящей через половину ее высоты, осуществляют отверждение пены для образования подпирающего элемента, служащего промежуточной дополнительной опорой для локальной поддержки плоских боковых граней и вершин листового гофрированного зигзагообразного заполнителя, после чего панель нагревают до 80-90ºС, получают парафин в жидком состоянии, который затем удаляют.
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1989 |
|
SU1646196A1 |
| Многослойная ячеистая панель | 1980 |
|
SU947344A1 |
| US 3938963 A, 17.02.1976 | |||

