Изобретение относится к способам изготовления многослойных панелей криволинейной формы с зигзагообразным гофрированным заполнителем из листового материала, применяющихся в производстве летательных аппаратов, самолетостроении, судостроении и других отраслях промышленности.
Цель изобретения - повышение качества за счёт увеличения прочности и жесткости панели.
Поставленная цель достигается тем, что заполнитель изготавливают в виде двух слоев зигзагообразного гофра, при этом основной гофрированный слой соединяют с
верхней и нижней обшивками, а дополнительный гофрированный слой, имеющий кратное число линий впадин, - с верхней обшивкой и основным гофрированным слоем, при этом зигзагообразные линии выступов и впадин основного и дополнительного гофрированных слоев выполняют с углами при их вершинах и расстояниями между вершинами соединений зигзагообразных линий выступов и впадин, обеспечивающими контакт основного и дополнительного гофрированных слоев по боковым граням, причем эти параметры определяются путем решения следующей системы уравнений:
СА) Ю О
„ „ f/iiiSii i
let- 2owc0SI /г-
2j3 j Sin dj ,
..
1Z ,
fe3
2/ 2
„ Jf) e . f rf of. )
ij JTTSs -} ;
, fN) &l fQrCS T Si / Ј} O CCOsf R.hXJ- or CCOsC-Jtg JjJ f(4)
s «Cor csm{ sirt6} + orcemf s; TE} 2«recos{| }-2or.er0e{.





| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ С ЗИГЗАГООБРАЗНЫМ ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2259254C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2560473C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 2004 |
|
RU2285091C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 2003 |
|
RU2265552C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |



использование: для изготовления многослойных панелей криволинейной формы с легким заполнителем в виде слоев зигзагообразного гофра, в производстве летательных аппаратов, самолетостроении и других отраслях промышленности. Сущность: способ включает три этапа изготовления панели: формообразование внешних обшивок криволинейной формы, изготовление легкого заполнителя в виде слоев зигзагообразного гофра, соединение внешних обшивок с заполнителем. Предлагаемый способ позволяет повысить прочность и жесткость многослойной панели за счет того, что заполнитель изготавливают в виде двух слоев зигзагообразного гофра, при этом основной гофрированный слой соединяют с верхней и нижней обшивками, а дополнительный гофрированный слой, имеющий кратное число линий кпздин, - с верхней обшивкой и основным гофрированным слоем. При этом углы при вершинах зигзагообразных линий выступов и впадин, а также расстояния между вершинами основной и дополнительного гофрированных слое,5. определяются с помощью приведенных в способе формул, что позволяет после изгиба листа по намеченным линиям получить гофрированный заполнитель заданной криволинейной формы и обеспечивает контакт основного и дополнительного гофрированных слоев по боковым граням. 10 ил. (А С
tv)
..
- S gCa S V lf$ C QPCC042)}-ancco4w }
Sirjfo csi {- sirjЈ} arcs/W{- sif7f 2er CCos{- |- 2Afccos{- -r|n
гЭе a,--s4i §v(ai.),s2s; |A2S2S;424{(4-i/ c0sf-2c
L2-L/c0st |)t(fi2-.)2cos2| 2s,W7-|)( +
V sS | fs5s; 4+s2s |)}; . .; :
e rS; |{sWf (sSri f- 2 J
. .,
rf- 6 /d4(i4-ifJa 2U2-OflTcqso(/
/.8fr,i.|:.COs ec , ..-;..; ,rVH- 2b) -,
«2 - 2Лгсо5Ј; c2 i22j/-7 Ј 2a CCOS-{T $ ,
.. 2a и 2ofN - углы при вершинахосновного w дополнительного гофрированзигзагообразных линий выступов на развер-ных слоев;
тке соответственно основного и дополни-(М)- параметр, характеризующий густоту
тельного гофрированных слоев;дополнительного гофра и численно равный
5 отношению количества зигзагообразных ли20 и 2р -углы при вершинах зигзаге-ний впадин дополнительного и основного
образных линий впадин на развертке соот-гофрированных слоев;
ветственно основного и дополнительногоd - длина отрезка, соединяющего вергофрированных слоев;шины зигзагообразных яиний выступов осLi иLr }i- наименьшие расстояния меж-10 новного и дополнительного гофрированных
ду вершинами соседних зигзагообразныхслоев;
линий выступов и впадин соответственноЬ, длины отрезков, соединяющих
основного и дополнительного гофрирован-вершины зигзагообразных линий впадин
ных слоев:соответственно основного и дополнительUwlr - наибольшие расстояния меж-15 ного гофрированных слоев;
ду вершинами соседних зигзагообразныхА - угол при вершинах пилообразных
линий выступов и впадин соответственнолиний, прилегающих к обшивке большого
tv)
радиуса основного и дополнительного гофрированных слоев в собранном состоянии;
Ј, gvv - углы при вершинах пилообразных линий, прилегающих к обшивке меньшего радиуса соответственно основного и дополнительного гофрированных слоев в собранном состоянии;
L 1л - расстояния между вершинами соседних зигзагообразных линий выступов соответственно основного и дополнительного гофрированных слоев в собранном состоянии,
2S - шаг зигзагообразных линий выступов и впадин основного и дополнительного гофрированных слоев в собранном состоянии;
R - радиус кривизны наружной поверхности панели;
Н - высота панели;
h - толщина наружных обшивок.
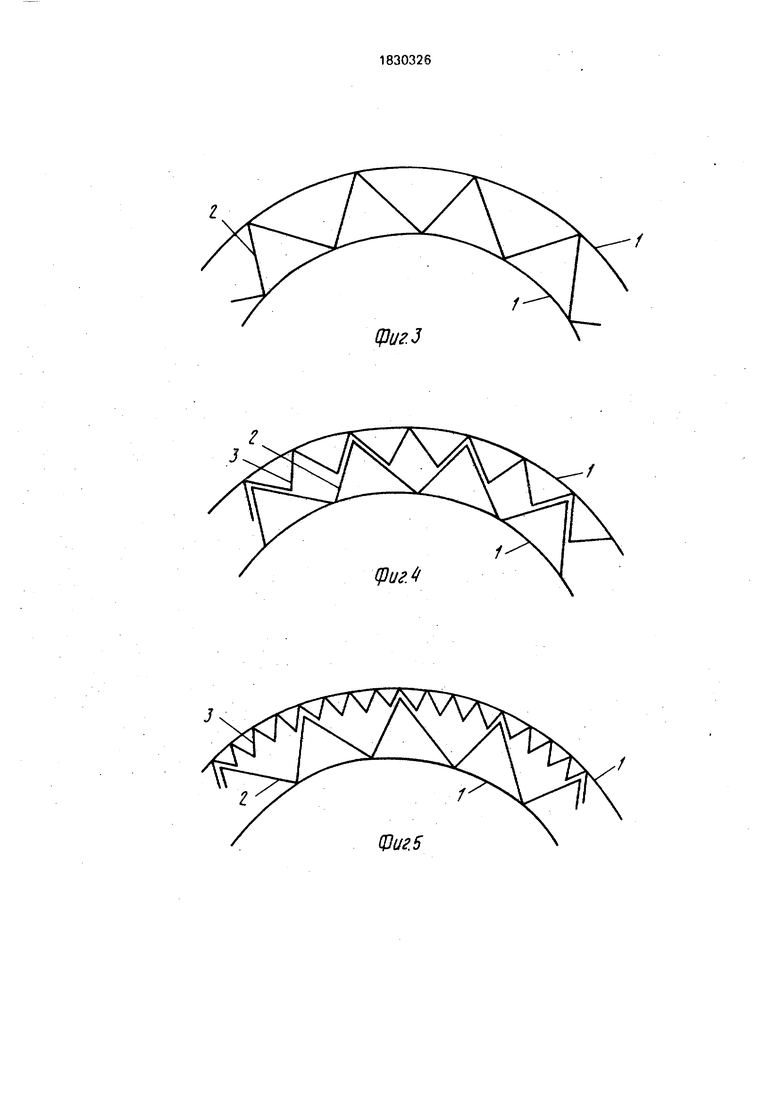
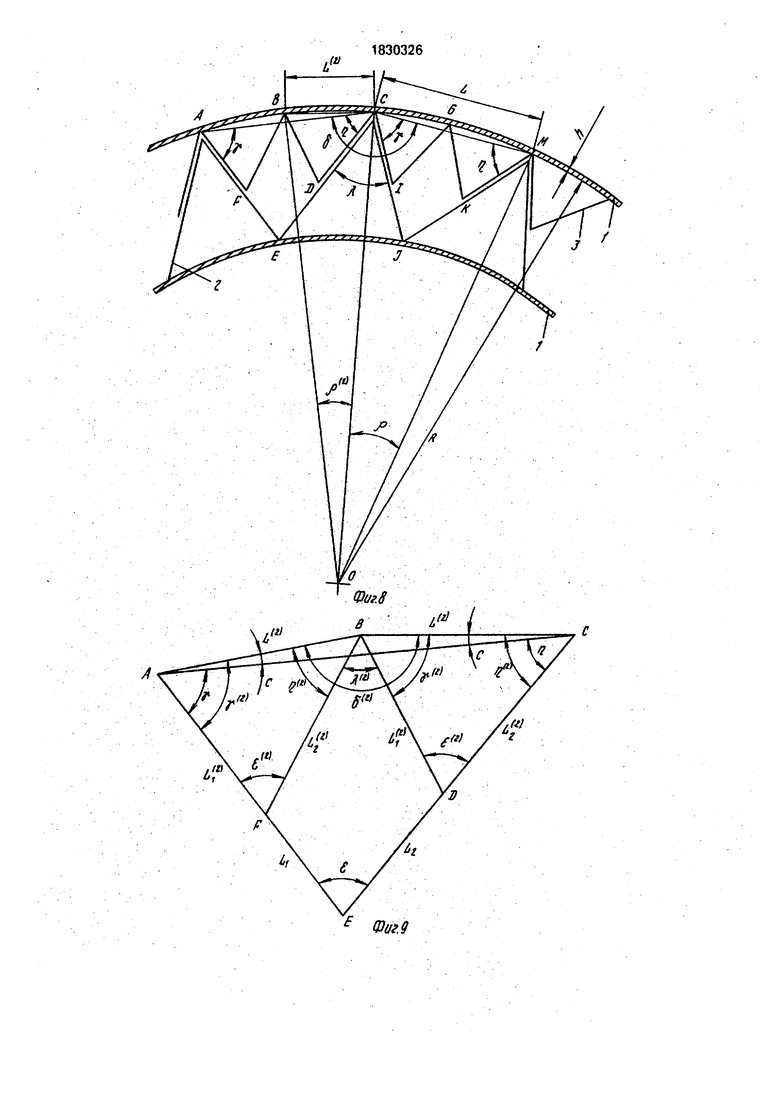
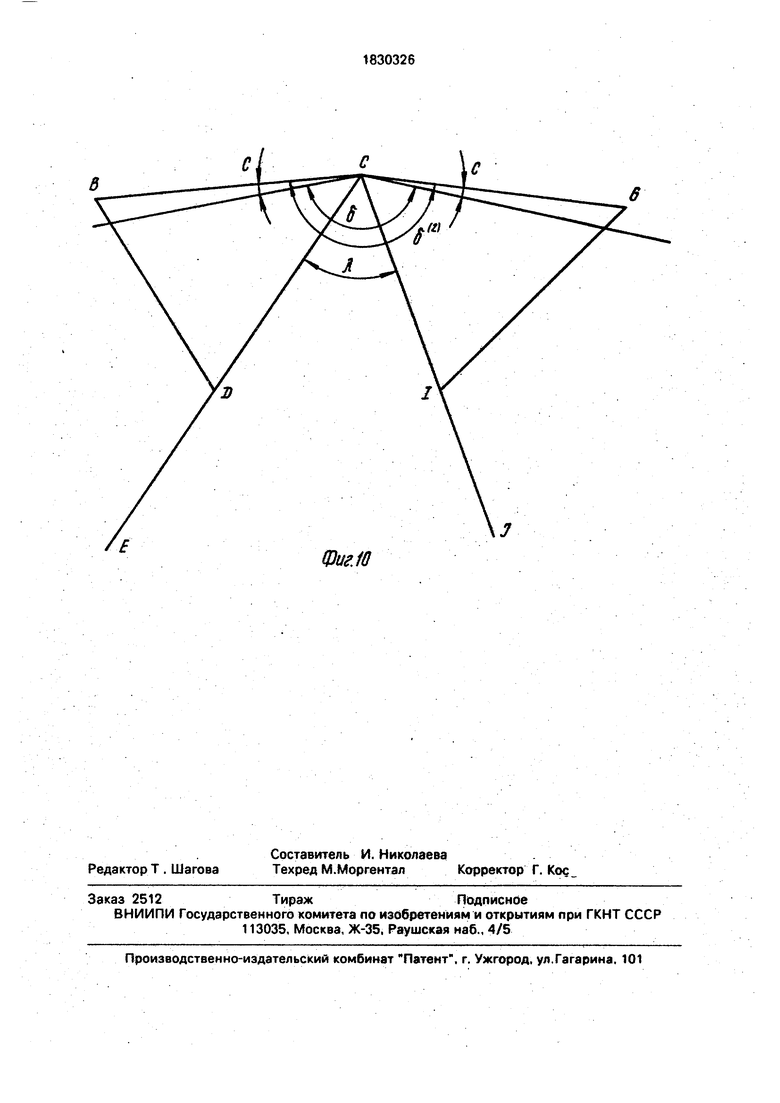
На фиг.1 показана многослойная криволинейная панель с заполнителем в виде одного слоя зигзагообразного гофра; на фиг.2 - многослойная криволинейная панель с заполнителем в виде двух слоев зигзагообразного гофра; на фиг.З - сечение панели, показанной на фиг.1 (с однослойным заполнителем) вертикальной плоскостью, проходящей через одну из пилообразных линий; на фиг.4 - сечение панели, показанной на фиг.2 (с двухслойным заполнителем) вертикальной плоскостью, проходящей через одну из пилообразных линий, при густоте дополнительного гофра N 2 (где N - параметр, характеризующий густоту зигзагообразных линий впадин основного и дополнительного гофрированных слоев). На фиг.5 изображено сечение панели вертикальной плоскостью, проходящей через одну из пилообразных линий для заполнителя у которого дополнительный гофрированный слой имеет густоту N 4; на фиг.6 - развертка основного гофрированного слоя; на фиг.7 - развертка дополнительного гофрированного слоя (при N 2); на фиг.8 - сечение панели, показанной на фиг.2, вертикальной плоскостью, проходящей через одну из пилообразных линий (при N 2) с геометрическими построениями для определения технологических параметров.
На фиг.1-10 показаны: 1 - наружные обшивки панели; 2 - основной гофрированный слой; 3 - дополнительный гофрированный слой; 4 - зигзагообразные линии выступов; 5 - зигзагообразные линии впадин; 6 - пилообразные линии,
Предлагаемый способ позволяет изготавливать многослойную криволинейную
панель повышенной жесткости с зигзагообразным гофрированным заполнителем.
На фиг.1 изображена панель с однослойным зигзагообразным гофрированным заполнителем.
Жесткость криволинейной панели существенно увеличится, если между верхней обшивкой 1 и основным слоем 2 установить дополнительный гофрированный слой с более густым расположением зигзагообразных линий выступов 4 и впадин 5 (фиг.5). Дополнительный гофрированный слой 3 может иметь различную густоту при этом количество зигзагообразных линий впадин 5
дополнительного 3 и основного 2 гофрированных слоев должно быть кратным. Для обозначения пустоты дополнительного гофрированного слоя 3 введем параметр N, чис- ленно равный отношению количества
зигзагообразных линий впадин 5 дополнительного 3 и основного 2 гофрированных слоев (где N - натуральное число N 2). Для упрощения записи в дальнейшем все величины, относящиеся к дополнительному гофрированному слою 3, будем отмечать символом N, например, L, бг ит.д.
На фиг.З показано сечение панели без дополнительного гофрированного слоя 3; на фиг.4 изображено сечение панели с дополнительным гофрированным слоем 3, густота которого в два раза превышает густоту основного гофрированного слоя 2 (следовательно N 2 и все величины, относящиеся к дополнительному гофрированному слою 3
будем обозначать символом (2), например, Я, № и т.д. (фиг.7 - 10)). На фиг.5 изображено сечение панели, у которой густота дополнительного гофрированного слоя 3 превышает густоту основного гофра 2 в четыре раза (N 4).
Предлагаемый способ реализуется следующим образом.
На первом этапе из гладкого металлического методом обтяжки или прокатки получают наружные обшивки 1 заданной кривизны (фиг.2).
На втором этапе из плоских листовых заготовок изготавливают основной гофрированный слой 2 и дополнительный 3 для
получения заполнителя (фиг.2).
Для придания основному 2 и дополнительному 3 гофрированному слоям одинаковой требуемой кривизны и для обеспечения контакта по плоскостям боковых граней на
развертках основного 2 (фиг.б) и дополнительного 3 (фиг.7) гофрированных слоев производится разметка зигзагообразных линий выступов 4. линий впадин 5 и пилообразных линий 6. соединяющих вершины зигзагообразных линий выступов 4 и впадин 5. При згом заданная криаизна и форма рельефа, обеспечивающая контакт по боковым граням основного 2 и дополнительного 3 гофрированных слоев достигается за счет задания углов 1а , 2р (фиг.6) и 2ofN),2/3 (N) (фиг.7) при вершинах зигзагообразных линий выступов 4 и впадин 5 соответственного основного 2 и дополнительного 3 гофрированных слоев и.наименьших Li, LrN и наибольших Lz, расстояний (фиг.6,7) между вершинами соседних зигзагообразных линий выступов 4 и впадин 5, вычисляемых из системы (1). При изгибе листовых заготовок по намеченным линиям 4, 5, 6 {фиг.6,7) последние приобретают форму зигзагообразных гофрированных слоев 2,3 с заданной криволинейной поверхностью и требуемой формой рельефа (фиг.2).
На третьем этапе осуществляют склеивание или пайку гофрированных слоев 2 и 3 между собой и наружными обшивками 1 любым известным способом.
Проведенные исследования показывают, что не для каждой формы основного гофрированного слоя 2 можно подобрать усиливающий дополнительный гофрированный слой 3, который бы имел заданную кривизну описанной поверхности и обеспечивал контактную боковым граням с основным гофрированным слоем 2. Прм заданных конструктивных параметрах панели (R -.радиус кривизны наружной поверхности панели; Н - высота панели; 2S - шаг зигзагообразных линий выступов и впадин основного и дополнительного гофрированных слоев в собранном состоянии; h - толщина наружных обшивок; N - густота дополнительного гофрированного слоя и т.д. форма основного гофрированного слоя 2 и дополнительного 3 должны быть увязаны между собой. Отсюда, при изготовлении основного 2 и дополнительного 3 гофрированных слоев, возникает необходимость определения технологических параметров их разверток путем совместного решения системы уравнений (1), связывающих конструктивные и технологические параметры.
Известные соотношения позволяют определить технологические параметры гофрированного слоя для панели с однослойным заполнителем, но они не пригодны для определения технологических параметров основного 2 и дополнительного 3 гофрированных слоев двухслойного заполнителя, т.к. в этом случае на форму основного 2 и дополнительного 3 гофрированных слоев кроме заданных конструктивных параметров накладываются дополнительные ограничения. Определяемые условиями сопряжения гофрированных слоев 2 и 3 по линиям выступов 4 и боковым граням (фиг.2). Таким образом, рельеф основного 2 и дополнительного 3 гофрированных слоев
взаимоувязан, а соотношения, определяющие технологические параметры, являются связанными и не позволяют определить технологические параметры этих гофров по отдельности.
Ниже приводится вывод соотношений (1), позволяющих установить зависимость между заданными конструктивными параметрами многослойной панели (фиг.2) и технологическими параметрами разверток
основного 2 (фиг.6) и дополнительного 2 (фиг,7) зигзагообразных гофрированных слоев, обеспечивающих контакт по боковым граням.,
Конструктивными параметрами многослойкой криволинейной панели (фиг.2) являются:
R - радиус кривизны наружной поверхности панели;
Н - высота панели;
2S - шаг зигзагообразных линий выступов и впадин основного и дополнительного гофрированных слоев в собранном состоянии;
L - расстояние между вершинами соседних зигзагообразных линий выступов основного гофрированного слоя в собранном
состоянии;
h - толщина наружных обшивок;
N - параметр, характеризующий густоту
дополнительного гофра, численно равный .отношению количества зигзагообразных линий впадин основного и дополнительного гофрированных слоев.
Технологическими параметрами разверток основного и дополнительного гофрированных слоев (фиг.6,7), которые обеспечивают контакт гофрированных слоев по боковым граням и изготовление криволинейной панели с заданными конструктивными параметрами являются:
2а и 2а ) - углы при вершинах зигзагообразных линий выступов на развёртках соответственно основного и дополнительного гофрированных слоев;
2/3 и )-углы при вершинах зигзагообразных линий впадинка развертках соответственно основного и дополнительного гофрированных слоев;
Li и LVN -наименьшие расстояния между вершинами соседних зигзагообразных линий выступов и впадин соответственного основного и дополнительного гофрированных слоев;
Li и La - наибольшие расстояния между вершинами соседних зигзагообразных линий выступов и впадин соответственно основного и дополнительного гофрированных слоев.
Для того, чтобы контакт основного 2 и дополнительного 3 гофрированных слоев происходит по боковым граням, (фиг.2) необходимо, чтобы выполнялись следующие условия:
2S(N) 2S,
(2)
где 2S - шаг зигзагообразных линий выступов и впадин дополнительного гофрированного слоя в собранном состоянии (фиг.2);
2S - шаг зигзагообразных линий выступов и впадин основного гофрированного слоя в собранном состоянии;
(N) - параметр, характеризующий густоту дополнительного гофра.
d.
)
(3)
где - длина отрезка соединяющего вершины зигзагообразных линий выступов до- полнительного гофрированного слоя (фиг.2);
d - длина отрезка, соединяющего вершины зигзагообразных линий выступов основного гофрированного слоя;
(N)- параметр, характеризующий густоту дополнительного гофра.
/(N)Ј
(N 2,3...),
(4)
где р - центральный угол окружности с MR-h(
l(N),,(
радиусом R-h (фиг.8), опирающийся на хорду длиной (U - расстояние между вершинами соседних зигзагообразных линий выступов дополнительного гофрированного слоя в собранном состоянии);
р - центральный угол окружности с радиусом R-h, опирающийся на хорду длиной L (L - расстояние между вершинами соседних зигзагообразных линий выступов основного гофрированного слоя в собранном состоянии);
N - параметр, характеризующий густоту дополнительного слоя.
) y+C{N).
VN) c(NV
где X™, У- /N). V. r(N)
(5) (6)
- вспомогательные углы, определяющие положение дополнительного гофрированного слоя относительно основного (фиг.8-10).
A(N) A,
(7)
где А -угол при вершинах пилообразных линий, дополнительного гофрированного слоя, прилегающий к обшивке большего ра- диуса в Собранном состоянии;
А - угол при вершинах пилообразных линий основного гофрированного слоя, при- легающий к обшивке большего радиуса в собранном состоянии;
(N)- параметр, характеризующий густоту дополнительного гофрированного слоя.
При соблюдении условий (4). (5), (6) усло- вне (7) выполняется автоматически.
Треугольники AABF и ДВСО (фиг.8.9) конгруэнтны по трем сторонам. Следовательно, ABF BCD J/N) и BAF CBD }.
Отсюда
или с учетом выражений (5), (6) 5(N)A(N)+X-H + 2C(N.(8)
Треугольники ДАСЕ и ДСМ (фиг.8)также конгруэнтны гш трем сторонам. Следовательно, АСЕ CMI TJ и САЕ ivfci у.
30
Отсюда д А + rj + у,
(9)
Из условия (4) следует, что треугольники МВС и ABCG (фиг.8) конгруэнтны. Следо- вательно, ABC BCG 5(N)
или(фиг.Ю) (5(N) &-2C(N).
Подставив полученное выражение в уравнение (8). имеем
+ у + 7/
(10)
Сравнивая выражения (9), (10), получим 45 ДМ д т е для того чтобы контакт основного 2 и дополнительного 3 зигзагообразных гофрированных слоев происходит по граням необходимо соблюдение пяти условий, а именно (2}-(б).
50Определим величины L(N), Li(N) и L2(N).
Из треугольника ДВСО (фиг.8) имеем
55
(R-h)3in
(11)
Величину центрального //N определим из рассмотрения треугольника ДСОМ с учетом условия (4). Для треугольника имеем
| (R - h) sin §
ИЛИ p 2srCSln JTJTOцч,
AK n;j
Используя условие (4), получаем 2arcsin
N),
|2lR-h)
Подставив в уравнение (1 Т), имеем
L(N) 2(R-h)sin
arcsin-l
2(R -h)
(12)
Для треугольника ДАВР (фиг.9) по тео- 20 реме синусов имеем
) - (N)
,.(N) - ,,
U iinlC
(13)
sin
y(N);
sin N)
(N)
(14)
Определим величины, входящие в выра- 30 ванного слоя в собранном состоянии жение (13), (14).Определяется выражением (2):
Угол
d(N) - длина отрезка, соединяющего верCN) /N) (N) шины зигзагообразных линий выступов до- -п - у 1 .полнительного гоАпиоованного слоя.
полнительного гофрированного слоя. (15)35 Определяется выражением (3);
/NjL(N)-расстояние между вершинами соНайдем величину угла О , входящего в . седних зигзагообразных линий выступов уравнения (5), (6). Из треугольников ДАВО и дополнительного гофрированного слоя в собранном состоянии, определяется из уравДАСО (фиг.8) находим С(М) ВАО - САО или
)
40 нения (12);
4N),
arccos
- srccos
Г
2(R-h)
}
Liv - наименьшее расстояние между вершинами соседних зигзагообразных линий выступов и впадин дополнительного гофрированного слоя, определяется из 45 уравнения (19);
- наибольшее расстояние между вершинами соседних зигзагообразных линий выступов и впадин дополнительного гофрированного слоя, определяется из 50 уравнения (20).
Полученное выражение справедливоДля вывода уравнений, входящих в сисдля любых N (N 2,3...).темУ 0) воспользуемся волученными завиИз треугольника ДАСЕ (фиг.9) по те- симостями между конструктивными,
ореме минусов найдем величины углов технологическими и вспомогательными веуи 55 личинами, а именно:
l RTRJ}(16)
г arcsinJY sin г.
(17)
. Г La y arcsin
{r-8lne}
(18)
Подставив выражения (5), (6), (16), (15), (17), (1-8) в уравнения (13), (14), получим
INt.s nLarcvn{ sl,,t}+aKC05{J) -
i,I,
glnfcmcsi Ј-r-gi Ј} ZfofCcosfjiTfl7 }-Ofccosf-j,,
- о re cos ,}) apc S;f7 Ј}I
i %
Ш
15
iL .N
(n ,RCSin{- Si/7f j o«ccos jffi -b) j - Si/7 fnncsm б}-1 г(с,КСС05 ) } -°RCCOS (
/
-a«ccos {/()
, rM
(10)
где величины L(N) определяется из выражения (12).
Таким образом, получим пять величин, которые однозначно определяют геометрию дополнительного гофрированного слоя, а именно:
2S N - шаг зигзагообразных линий выступов и впадин дополнительного гофриронения (12);
Liv - вершинами ний выступ гофрирова уравнения (
) sjn И Vjjl XI -
(21)
d cos о) A V -Sln2
bWsln dslnoW
- U -scos O (24)
Приведенные выше уравнения относятся к дополнительному гофрированному слою и при их записи учтены (2), (3) и (7) или условия сопряжения.
ДЛЯ ОСНОВНОГО ГОфрИрОВаННОГО СЛОЯо }п Ьъ,,Ссс,{,..
{&}- -
уравнение (22) имеет вид
dcos«2 s(nA{25)
О О
Из уравнений (22). (25) следует, что afN a(26)
15
20
Преобразуем полученное выражение
.(,
Разрешив уравнение (23) относительноifs;«Ј-s47/-orvcos{ -2 -$г -с°ь1 )Ь(М)-П° УЧИН25
b,)d(27)
Из совместного решения уравнений (27) или и (24) имеем.30
arctg,
dcosc
lF-aF+dcoea
Для определения величины восполь- 35 зуемся выражением (21).
Возьмем левую и правую часть выражения (21) в квадрат, получим: Таким образом, получим пять уравнений, а именно (19), (20), (26). (28). (29), котоь(ЦЯ.0с2 tf(N)Ј(N) Рые совместно с тремя известными
- 2- s n 9 уравнениями для 2а, 2fi и Li образуют зам Sкнутую систему уравнений (1), позволяющую определить искомые технологические Воспользуемся формулой для пониже- величины.
ния степени45 Рассмотрим алгоритм решения системы
0(1), составленной из трансцендентных урав os O ln cosf(N)нений.
lj(N)2 2 2 f- ;Особенностью системы (1) является то.
что, задаваясь величиной U, можно вычиср-р- 50 Г.сГ в2н °™Лки айр етры
/ MiOдолжно выполняться условие
Ј( агсс05(1 -2 (У 2cos2/ N)l t .
t 2arcsin
55
Подставим величину Ј(N из совместного ре- 0.(30)
шения выражений (15), (5), (6), (16), (17) и (18), т.е. величины угла 1 найденные по выра- получимжениям(15)и (21), должны совпадать.
1ЭТОМ
1илни гьси уиливие
T|IM ,/NV
v bW-S j
oreecsft-Z-f-r-j cosV j .--Я0 S
-orc«i { fiiTeJ-ancs l - s fj - -4в №еи{ Ьь}}- 2a cros{f7«
20
Преобразуем полученное выражение
.(,
г(т
(I i j Hf s; e
етры
1ЭТОМ
олняться условие
1илни гьси уиливие
T
v bW-S j
Для нахождения величины La, при которой выполняется условие (ЗЭДвоспользуемся методом половинного деления. В этом случае алгоритм решения системы (1) будет следующим. Задаемся величдооймуг
вычисляем20,2/, L1, 2 Г, 2, LiW, La Проверяем 1 0 Если условие (30) выполнено (с заданной точностью), то полученные технологические параметры - решение системы. Если нет, то i-г 1г. + step (где step - шаг итерации) и с заданным шагом проводим вычисления до тех пор пока sigN(lH-i) - sigN(tt), т.е. 1 имеет разный знак для L2 и L2+step. Затем делим шаг пополам и т.д. до тех пор пока условие (30) не выполняется..
Указанный алгоритм решения системы (1) реализован в прилагаемой программе на языке ФОРТРАН-77.
С помощью этой программы рассмотрим два примера конкретного исполнения многослойной панели. Пусть необходимо изготовить панель со следующими конструктивными параметрами:
П р и м е р 1
R 200мм
Н 30 мм
h 0.25 мм
25 40 мм
L 70 мм
N 2
8 результате решения системы (1) находим:
Для основного гофрированного слоя
Li 28 мм
La 54 мм
Для дополнительного гофрированного слоя:
- 27мм
45°
$2) 40°
П р им е р 2.
Н 300мм
Н 25мм
п 0,25 мм
2S 40 мм
L 70 мм
N 2 сновной гофрированный слой
Lt 36 мм
La 46 мм
Дополнительный гофрированный лой
$
fa
Li(2)19MM 2(2) 24мм 45° 42°
Использование предлагаемого способа
позволит получить многослойные панели повышенной прочности и жесткости. Это достигается за счет изготовления заполнителя в виде двух слоев зигзагообразного гофра. При этом основной гофрированный слой соединяется с верхней и нижней обшивками, а дополнительный гофрированный слой, имеющий кратное число линий впадин с верхней обшивкой и основным гофрированным слоем. Технологические параметры разверток гофрированных слоев вычисляются по найденным формулам.
Формул а изобретени я
Способ изготовления многослойной панели криволинейной формы с зигзагообраз- ным гофрированным заполнителем, заключающийся в раздельном формообразовании слоя заполнителя и наружных обшивок заданной кривизны с их последующим соединением, при котором заданную кривизну заполнителя получают путем изгиба листовой заготовки по намеченным на развертке зигзагообразным линиям выступов и впадин с углами при их вершинах соответственно 2а и 2ft и с наименьшим расстоянием L1 между вершинами соседних зигзагообразных лини.й, связанных е конструктивными параметрами
соотношениями
2arccos| 5 YH -4air.v
la 2arccos j Г - air. Л
2jS 2arcs n
|sln«
tS
- Ь2 + Vb2 - 4C2
Lf- .. 2.
отличающийся тем, что, с целью повышения качества панели за счет увеличения прочности и жесткости, изготавливают дополнительный гофрированный слой с числом впадин, кратным числу впадин на
имеющимся основном слое, размещают его между обшивкой, имеющей наибольшую кривизну, и основным гофрированным слоем и соединяют с обшивкой и с основным гофрированным слоем по боковым граням
их выступов и впадин, при этом углы при вершинах выступов и впадин и расстояние между вершинами соседних зигзагообразных линий выступов и впадин определяют по зависимостям.
М183032618
/-i f XI1,1/11,fl,
i ccosHj cW ar
Zrf; ..
(f dcos ч
l Zanciyi.tf, },
Lc« .()j - tfe;,} J tw
s/Vtor.cs/i7f 3. )n cs;r-{ii 8;(7Ј}+2вг ссоз{.(1,}-2огссов{|72-:г-)}
iyt-
J
w. .W sinej+arecosf-p rft} -чгсс-«5Јй7к ьТ}3
в пЈоисвот(-sirjgl + Qr CS// {-erWg 1 + 2ar-ccos{- - or ocesf . 1лJ ЛJ2f 7
1 гся-ь)
-JJ
Эе e, + (rVi,).V- )2sflei. (/.. s swtffs 8w«f S 7 i./coS4)«.- «4 see l aI; - -га.-м совЧ.
C( .«( - гг«., sW|).saf se;«a|)
rfr
s s fl -5 ;„21 созгЛ
g /dz-(it-i. (,)d cos /
4,Л,с0а6; ..
« siVcC . /№ . « flTirvj} ) j
где 2a, 2 ofN) - углы при вершинах зигзаго-b, b(N - длины отрезков, соединяющие
образных линий выступов на развертках со-вершины зигзагообразных линий впадин
ответственно основного и дополнительногосоответственно основного и дополкительгофриррванных слоев;ного гофрированных слоев;
2/3, 2 $ы - углы при вершинах зигзаго-5 А - угол при вершинах пилообразных
образных линий впадин на развертках соот-линий, прилегающих к обшивке большего
аетственно основного и дополнительногорадиуса основного и дополнительного гофгофрированных слоев; .рированного слоев в собранном состояLt, LrN - наименьшее расстояние меж-кии;
ду вершинами соседних зигзагообразных10 Е, e(N) - углы при вершинах пилообразлиний выступов и впадин соответственноных линии, прилегающих к обшивке меньосновного-и дополнительного гофрирован-шего радиуса соответственно основного и
ных слоев;дополнительного гофрированных слоев в
La, Lav - наибольшие расстояния меж-собранном состоянии;
ду вершинами соседних зигзагообразных1.5 L |JN) расстояния между вершинами линий выступов и впадин соответственнососедних зигзагообразных линий выступов основного и дополнительного гофрирован-соответственно основного и дополнительных слоев;ного гофрированных слоев в собранном соN - параметр, характеризующий густотустоянии;
дополнительного гофра и численно равный20 2S-шаг зигзагообразных линий выступов
отношению количества зигзагообразных ли-и впадин основного и дополнительного гофриний впадин дополнительного и основногорованных слоев в собранном состоянии;
гофрированных слоев;R - радиус кривизны наружной поверхd - длина отрезка, соединяющего вер-ности панели;
шины зигзагообразных линий выступов ос-25 ц высота панели;
новного и дополнительного гофрированныхh толщина наружных обшивок, слоев;
1 гся-ь)
-JJ
у
Qtuzf
1
3
фигЗ
фиг.4
Щи г. 5
фиг.6
Фиг. 7:
4
1830326
tfto
tPt/tfff
6
| Авторское свидетельство СССР Ыг 1785154 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
