Предлагаемое устройство относится к области металлургии, а именно к технике обработки металлов давлением методом выдавливания металла с получением конечного продукта большой длины и малого поперечного сечения.
Из уровня техники известны устройства для углового прессования. Причем в последнее время прием углового прессования используется для сообщения металлу пластической деформации без изменения формы первоначальной заготовки. Для этого применяются устройства равноканального прессования.
Полезная модель по патенту RU 163796 [1] представляет собой устройство для канального углового прессования и содержит пуансоны и матрицу с n≥2 расположенными в одной плоскости прямолинейными каналами, каждый из которых выполнен с двумя входными отверстиями, предназначенными для введения пуансонов, и пересекающимся в одной точке с другими каналами так, что все каналы вместе образуют звезду с исходящими из точки пересечения каналов лучами по числу пуансонов р=2n, снабжено m≥1 аналогичными имеющимся каналами, пересекающимися с ними в точке их пересечения и лежащими вне плоскости их расположения.
Из уровня техники RU 2475320 [2] известно устройство для одновременного равноканального углового прессования четырех заготовок, содержащее матрицу с расположенными в ней пересекающимися входным вертикальным и четырьмя выходными каналами, при этом входной вертикальный канал выполнен общим для всех заготовок, а выходные каналы выполнены в разных плоскостях с углами прессования, составляющими 90, 100, 110 и 120°.
В соответствии с патентом JP 2003019532 [3] для измельчения микроструктуры применяют устройство для равноканального прессования, содержащее контейнер с двумя матрицами, оси отверстий которых выполнены под углом 90° к оси контейнера, а оси матриц размещены под углом 90° по отношению друг к другу.
Принцип равноканального углового прессования (РКУП) распространен также на заготовки не круглого поперечного сечения [4], а для деформации малопластичных материалов предлагается применить подпор с выходной стороны одного из каналов [5].
Недостатком перечисленных устройств является получение конечных заготовок того же сечения, что и исходная заготовка. Поскольку длина первичной заготовки невелика, так как ограничена влиянием сил трения на стенке контейнера, то и конечная заготовка оказывается малой длины. Кроме того, при единичном применении схема РКУП создает неоднородное деформированное состояние в заготовке [6].
С другой стороны, при прессовании профилей малого поперечного сечения из заготовок большого поперечного сечения, что является обычным для традиционных не угловых методов прессования, коэффициенты вытяжки оказываются велики. От коэффициента вытяжки зависит усилие прессования, и оно может превысить номинальное усилие пресса, в результате процесс становится невозможным. Поэтому применяют схему многоканального прессования. Металл разделяется на несколько потоков, при этом суммарный коэффициент вытяжки понижается и усилие становится меньше. Известны устройства для многоканального прессования не углового типа. В них направление перемещения отпрессованного профиля либо совпадает с направлением перемещения пуансона (прямой метод), либо направлено против него (обратный метод) [7-9].
Недостатком устройств такого типа является возможность их реализации только на прессах горизонтального типа - здесь есть возможность приема длинномерных изделий на площадях цеха. На прессах вертикального исполнения полученные изделия большой длины принимать становится негде. Поэтому при использовании вертикальных прессов становится выгодна схема углового прессования: ось пресса здесь вертикальна, а ось прессуемого изделия горизонтальна и это изделие можно принимать на стеллаж, организуя какой-либо вариант адьюстажной обработки, в том числе использование дополнительных устройств натяжения готового профиля [10]. Таким образом, для аналогов известных устройств многоканального прессования имеется такой недостаток как ограниченность технологических возможностей.
Наиболее близким по совокупности существенных признаков к заявляемому объекту является конструкция, описанная в патенте RU 2563077 [11], где приведена схема устройства для углового прессования, предназначенного для превращения формы цилиндра в тонкую полосу. В данном случае рассматривается вариант именно неравноканального прессования, хотя оно является угловым. Известное устройство содержит пуансон, помещенный в полость контейнера, опирающегося на плиту и имеющего на нижнем торце один или два прямоугольных паза, расположенные напротив друг друга, которые пересекаются с каналом контейнера под прямым углом. Пазы выполняют роль матрицы, формующей тонкую полосу прямоугольного сечения.
Недостатком известного устройства является невозможность получения профиля иного, чем тонкая полоса прямоугольного поперечного сечения. Вместе с тем, востребованы пресс-изделия иного сечения: круглого, квадратного и др. Таким образом, известное устройство обладает ограниченными технологическими возможностями.
Предлагается устройство для углового прессования, содержащее пуансон, помещенный в полость контейнера, опирающегося на плиту и имеющего на нижнем торце один или два прямоугольных паза, расположенные напротив друг друга, которые пересекаются с каналом контейнера под прямым углом. Устройство отличается тем, что в прямоугольном пазу или прямоугольных пазах вставлены матрицы, имеющие каждая не менее двух каналов равноосной формы с расположением осей матриц в плоскости, ортогональной оси контейнера и вдоль оси прямоугольного паза и/или вдоль радиуса контейнера. Каналы равноосной формы могут иметь поперечное сечение круга или поперечное сечение квадрата.
Наличие матриц позволяет изменить конфигурацию прессуемого изделия в поперечном сечении от прямоугольной формы до формы, задаваемой отверстием в матрице. Наличие не менее двух каналов позволяет снизить усилие прессования до приемлемых величин. Это становится особенно важно, если предусматривается прессование материалов в холодном состоянии, обладающих повышенными значениями сопротивления деформации. Расположение осей матриц в плоскости, ортогональной оси контейнера, а не по окружности, как это принято в традиционном прессовании, позволяет уменьшить объем пресс-остатка и тем самым повысить выход годного. Расположение осей матриц вдоль оси прямоугольного паза позволяет обеспечить параллельность вытекания прутков из матриц. В другом варианте расположение расположением осей матриц вдоль радиуса контейнера позволяет обеспечить симметрию течения относительно центра окружности полости контейнера.
Поддержание равноосности формы позволяет равномерно распределить напряжения в каждом макроочаге деформации. Наиболее близкими по форме к равноосным сечениям относятся такие фигуры, как круг или квадрат.
Экспериментально установлено [12], что в холодном состоянии из заготовки из магния диаметром D=40 мм можно методом углового прессования получить полосу шириной b=40 мм и толщиной h=1 мм. При использовании пресса номинальным усилием 10 МН механические напряжения при этом не превысили допускаемых. Коэффициент вытяжки при этом составил величину  Таким образом коэффициент вытяжки менее 31 в такой схеме является допустимым.
Таким образом коэффициент вытяжки менее 31 в такой схеме является допустимым.
При использовании заявляемого устройства вместо полосы возможно получение прутков диаметром d количеством n в зависимости от количества каналов. Суммарная площадь сечения таких каналов составит величину  а коэффициент вытяжки рассчитывается по формуле
а коэффициент вытяжки рассчитывается по формуле
Отсюда диаметр получаемых изделий определяется формулой

При λ=31 и n=2 получим d=5,1 мм, при n=3 d=4,1 мм, при n=4 d=3,6 мм. Здесь указаны наименьшие значения диаметров, при дальнейшем их уменьшении возможно превышение допускаемых напряжений, действующих в инструменте.
Таким образом, здесь показано, что технологические возможности устройства расширяются: становится возможным получение не только плоских заготовок, а заготовок равноосного сечения, в том числе круглого квадратного и иных сечений.
На фиг. 1 показана схема устройства для углового прессования нескольких прутков круглого поперечного сечения, левая половина - для начала процесса, правая половина - для стационарной стадии.
На фиг. 2 отображен поперечный разрез, где слева показана форма каналов матрицы в первом варианте исполнения с расположением осей в плоскости ортогональной оси контейнера и вдоль оси прямоугольного паза для углового прессования прутков круглого поперечного сечения, а справа с расположением прутков в промежуточный момент процесса деформации угловым прессованием.
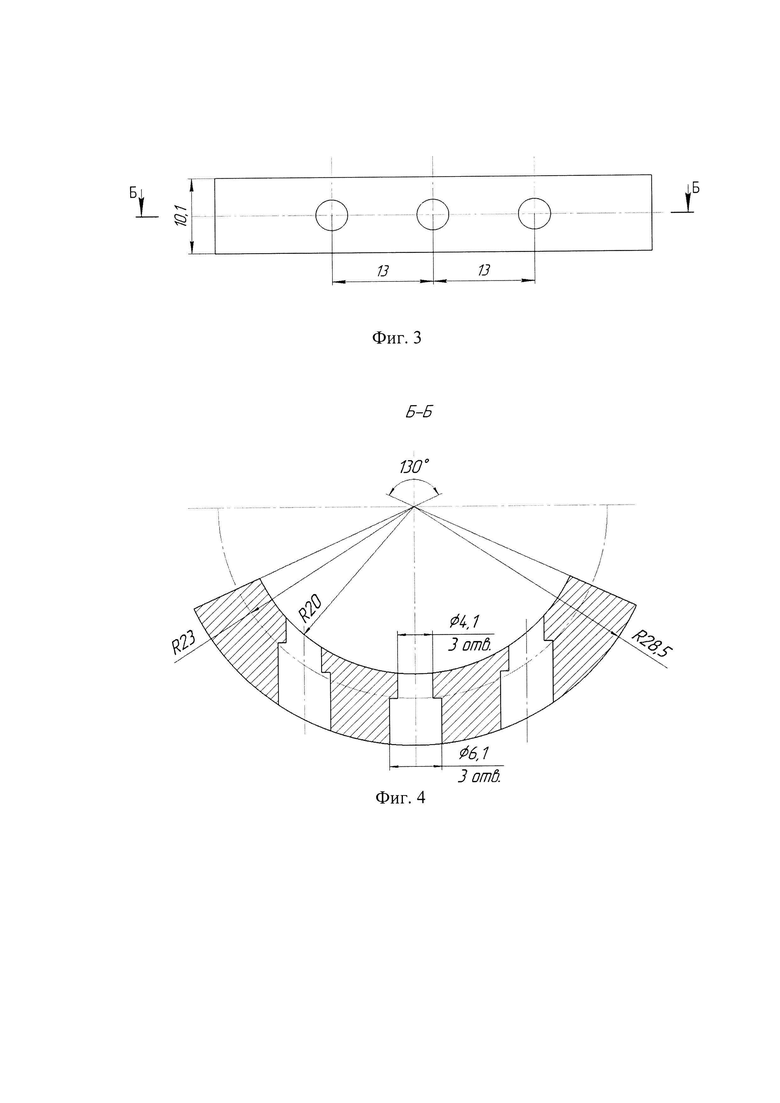
На фиг. 3 отображена конфигурация матрицы с количеством каналов n=3 для углового прессования прутков диаметром d=4,1 мм.
На фиг. 4 показан разрез матрицы в первом варианте с расположением осей в плоскости ортогональной оси контейнера и вдоль оси прямоугольного паза.
На фиг. 5 показан матрицы во втором варианте с расположением осей в плоскости ортогональной оси контейнера и вдоль радиуса контейнера.
На фиг. 6 показан характер пластического течения металла в начальный момент процесса деформации заготовки с применением первого варианта матрицы.
На фиг. 7 представлена стационарная стадия процесса углового прессования с применением первого варианта матрицы.
Предлагаемое устройство состоит из следующих деталей: пуансона 1 (фиг. 1), контейнера 2, фланца 3, болтов 4 и нижней плиты 6. На выступающую поверхность контейнера 2 установлен фланец 3 и с помощью болтов 4 контейнер 2 скреплен с плитой 6 (фиг. 2). На нижнем торце контейнера 2 (фиг. 1) выполнен прямоугольный паз, пересекающийся с каналом контейнера 2 диаметром D под прямым углом. В паз вставлена матрица 5, имеющая три канала равноосной формы. Форма каналов матрицы 5 показана на фиг. 2. Расположение осей каналов в матрице - в плоскости, ортогональной оси контейнера, вдоль оси прямоугольного паза и радиуса контейнера. Каналы равноосной формы имеют поперечное сечение круга. Устройство устанавливается и закрепляется на столе пресса, а пуансон 1 (фиг. 1) взаимодействует с ползуном пресса, на фиг. 1 и фиг. 2 конструктивные элементы соединения плиты 6 со столом и пуансона 1 с ползуном не показаны.
Отверстия каналов желательно размещать на равном расстоянии друг от друга (фиг. 3), что должно приводить к более симметричному истечению металла. На фиг. 3-5 представлены варианты исполнения матрицы с количеством каналов n=3 с указанием размеров для углового прессования прутков диаметром d=4,1 мм.
В отличие от размещения матриц на матрицедержателях при обычном прессовании матричные каналы при угловом прессовании приходится размещать в стенке контейнера вдоль тангенциальной координаты, как это показано на фиг.4 и 5. При этом существует возможность размещения этих каналов с параллельными между собой осями (фиг. 4). Это обеспечивает прием отпрессованных прутков на стеллаж параллельными рядами. Однако при этом, если рассматривать в частном случае наличие трех каналов, то по рисунку видно, что ось второго канала расположена вдоль радиуса контейнера, а оси первого и третьего каналов вынужденно смещены от направления радиуса. Это создает неравномерное воздействие на каждый из прутков.
При размещении каналов с осями, направленными вдоль радиуса контейнера (фиг. 5) эта неравномерность исчезает. Но может возникнуть производственная проблема, связанная с приемом продукции с параллельным расположением прутков. В зависимости от конкретной ситуации возможен выбор между двумя этими вариантами.
Фиг. 6 иллюстрирует начальный период прессования, а на фиг. 7 показана стационарная стадия процесса.
Предлагаемое устройство работает следующим образом. Цилиндрическую заготовку 7 диаметром D, покрывают смазкой по торцам и боковой поверхности и устанавливают с небольшим зазором (~0,2 мм) в канал контейнера 2. Затем пуансон 1 опускают от привода пресса до касания верхнего торца заготовки 7. Взаимное положение деталей устройства в этот момент показано на фиг. 1 слева. В дальнейшем пуансон 1 перемещается под действием усилия пресса Р, и нижняя торцовая поверхность заготовки 7 при этом деформируется, а материал заготовки 7 вытекает тремя траекториями в каналы матрицы 5. В результате такого течения материала формируются три прутка диаметром d, длина прутков зависит от объема исходной заготовки и степени деформации материала.
Взаимное положение деталей устройства в промежуточный момент процесса деформации заготовки 7 и прутки 8 показаны на фиг. 1 и фиг. 2 справа.
Для доказательства достижения технического результата выполнены расчеты методом конечных элементов в программном модуле DEFORM углового прессования магниевых прутков диаметром d=4,1 мм при количестве каналов матрицы n=3.
Постановка задачи включала в себя описание геометрии очага деформации в исходном состоянии, описание физических и пластических свойств на основе справочных данных, задание граничных условий в перемещениях.
Магниевая заготовка представлена в виде цилиндра диаметром D=40 мм и высотой Η=42 мм. Показатель трения по Зибелю равен 0,2.
На фиг. 6 показан начальный момент процесса деформации заготовки угловым прессованием с применением первого варианта матрицы с отпрессованными прутками диаметром d=4,1 мм. Здесь и далее на рисунках показана сетка конечных элементов, необходимая для решения задачи.
На фиг. 7 представлена стационарная стадия процесса углового прессования с применением первого варианта матрицы с отпрессованными прутками диаметром d=4,1 мм.
Если каналы равноосной формы имеют расположение осей в плоскости, ортогональной оси контейнера и вдоль оси прямоугольного паза вдоль радиуса контейнера, то картина пластического течения металла становится более симметричной по тангенциальной координате, что будет способствовать получению отпрессованных прутков равной длины.
Технологические возможности устройства по отношению к прототипу расширяются за счет возможности получения не только плоских заготовок, а заготовок равноосного сечения, в том числе круглого, квадратного и иных сечений, при этом за счет применения нескольких каналов увеличивается количество получаемого продукта, а также возможно снижение напряжений и усилий прессования по отношению к одноканальному варианту прессования.
Источники информации
1. Патент RU 163796. Устройство для канального углового прессования / Сосенушкин Ε.Н., Сосенушкин А.Е., Овечкин Л.М., Яновская Ε.Α., Никич Α.Η. МПК В21С 25/02, B21J 13/02, C22F 1/00. Заявка 2015147992/02 от 09.11.2015. Заявитель: ФГБОУ ВО "МГТУ "СТАНКИН". Опубл. 10.08.2016.
2. Патент RU 2475320. Устройство для одновременного равноканального углового прессования четырех заготовок / Иванов А.М. Заявитель Институт физико-технических проблем Севера им. В.П. Ларионова СО РАН. МПК В21С 25/02, B21J 13/02. Заявка: 2011106083/02 от 17.02.2011. Опубл. 20.02.2013.
3. Патент JP 2003019532. Method and device for manufacturing metallic material of micro-structure / Oishi Akira; Miyaji Masakazu. Заявитель: Mitsubishi Heavy Ind Ltd. МПК B21C 23/00; B21J 1/02; C22F 1/00; B21C 23/00; B21J 1/02; C22F 1/00. Заявка JP 20010201154 от 2001.07.02. Опубл. 2003-01-21.
4. Патент US 7380432. Method and apparatus for equal channel angular extrusion of flat billets / Segal V.M. Заявитель: Engineered Performance Materials Co. МПК: B21C 23/00; B21C 23/01. Заявка US 2007131013 (A1) от 2003-07-25. Опубл. 2008-06-03.
5. Патент RU 2139164. Способ деформирования заготовок в пересекающихся каналах / В.Н. Слобода, Р.З. Валиев, Г.И. Рааб и др. Заявитель Уфимский государственный авиационный технический университет.IPC B21J 5/00, C21D 7/00. Опубл. 10.10.99.
6. Логинов Ю.Н., Буркин С.П. Оценка неравномерности деформаций и давлений при угловом прессовании. Кузнечно-штамповочное производство. Обработка материалов давлением. 2001. №3. С.29-34.
7. Патент RU 2440203. Устройство для многоканального прессования / Логинов Ю.Н. МПК В21С 25/00. Заявитель: Уральский государственный технический университет - УПИ. Заявка 2010112339/02 от 30.03.2010. Опубл. 20.01.2012.
8. Патент RU 2050208. Матричный узел для многоканального прессования / Данилин В.Н., Ворошилов С.Ф., Шиврин А.Г., Щерба В.Н., Потапов И.Н., Алешин В.П., Рязанов К.В. МПК В21С 25/02. Заявка: 4949783/08 от 25.06.1991. Заявители: Красноярское металлургическое производственное объединение, Московский институт стали и сплавов. Опубл. 20.12.1995.
9. А.с. SU 1292861. Инструмент для обратного многониточного прессования / Хайкин Б.Е., Логинов Ю.Н., Шмелев В.И., Алешин В.П. МПК В21С 25/00. Заявка: 3815518 от 17.10.1984. Заявители: Уральский политехнический институт, предприятие п/я В-2780. Опубл. 28.02.1987.
10. Патент RU 2278758. Устройство для создания натяжения при прессовании металлов / Буркин С.П., Логинов Ю.Н. МПК В21С 35/02. Заявка: 2005105190/02 от 24.02.2005. Заявитель: Уральский государственный технический университет - УПИ". Опубл. 27.06.2006.
11. Патент RU 2563077. Способ изготовления фольги из магния / Каменецкий Б.И., Соколов А.Л., Волков А.Ю., Антонова О.В., Клюкин И.В. МПК C22F 1/06 В21 В 1/40. Заявка 2014131410/02 от 2014.07.29. Заявитель: Институт физики металлов им. М.Н. Михеева УрО РАН. Опубл. 2015.09.20.
12. Логинов Ю.Н., Волков А.Ю., Каменецкий Б.И. Анализ схемы неравноканального углового выдавливания применительно к получению листового магния в холодном состоянии. Известия высших учебных заведений. Цветная металлургия. 2019. №1. С. 59-66.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2009 |
|
RU2443493C2 |
| УСТРОЙСТВО ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440203C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2007 |
|
RU2361687C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2537635C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |


Устройство относится к области металлургии и может быть использовано для обработки металлов давлением. Устройство для углового прессования содержит пуансон, помещенный в полость контейнера. Контейнер имеет на нижнем торце один или два прямоугольных паза, расположенные напротив друг друга, которые пересекаются с каналом контейнера под прямым углом. В прямоугольном пазу или прямоугольных пазах установлены матрицы, имеющие каждая не менее двух каналов равноосной формы вдоль оси прямоугольного паза и/или вдоль радиуса контейнера. Каналы равноосной формы могут иметь поперечное сечение круга или квадрата. Техническим результатом является расширение технологических возможностей. 2 з.п. ф-лы, 7 ил.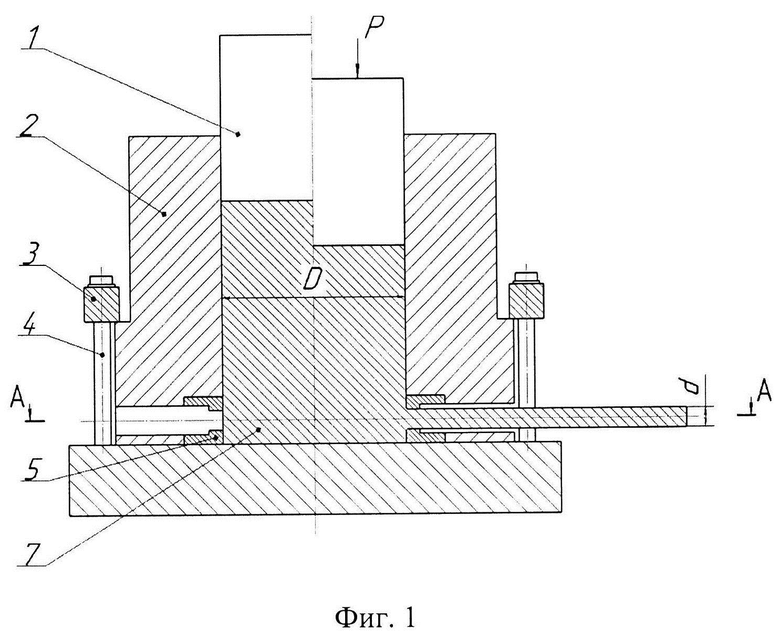
1. Устройство для углового прессования, содержащее пуансон, помещенный в полость контейнера, опирающегося на плиту и имеющего на нижнем торце один или два прямоугольных паза, расположенные напротив друг друга, которые пересекаются с каналом контейнера под прямым углом, отличающееся тем, что в прямоугольном пазу или прямоугольных пазах вставлены матрицы, имеющие не менее двух каналов равноосной формы с расположением осей каналов в плоскости, ортогональной оси контейнера и вдоль оси прямоугольного паза и/или вдоль радиуса контейнера.
2. Устройство для углового прессования по п. 1, отличающееся тем, что каналы равноосной формы имеют поперечное сечение круга.
3. Устройство для углового прессования по п. 1, отличающееся тем, что каналы равноосной формы имеют поперечное сечение квадрата.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| Способ прессования изделий | 1975 |
|
SU593762A1 |
| УСТРОЙСТВО ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440203C2 |
| CN 204769936 U, 18.11.2015 | |||
| DE 102007034097 B4, 23.09.2010. | |||

