ЗАЯВЛЕНИЕ НА ПЕРЕКРЕСТНЫЕ ССЫЛКИ
Настоящая заявка заявляет преимущество предварительной заявки США № 61/264407, поданной 25 ноября 2009 г., все содержание которой введено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к изделиям из нанопористого полимерного пеноматериала и способу получения изделий из полимерного пеноматериала.
Известный уровень техники
Изделия из полимерных пеноматериалов (или просто «полимерные пены») общеприняты в области теплоизоляции. На многие характеристики полимерных пен влияют теплопроводность пены и, следовательно, на эффективность пеноматериала как теплоизолятора. Например, известно, что теплоперенос через изоляцию из полимерного пеноматериала может протекать по механизму проводимости, излучения и конвекции (см., например, положения публикации патентной заявки Соединенных Штатов 2009/0148665). В типичной изоляции из полимерного пеноматериала доминирующим характером теплопереноса является газопроводимость поры, вклад которой в общую теплопроводность составляет приблизительно 75 процентов (%). Следовательно, снижение газопроводимости поры может существенно снизить теплоперенос через полимерные пены.
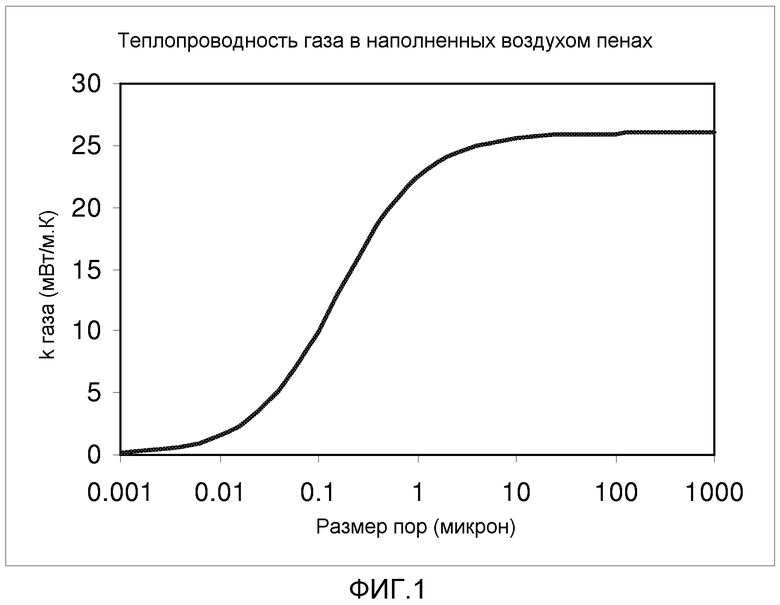
Одной из характеристик, определяющих вклад в теплопроводность газа поры, является размер поры. Размер поры мало влияет на теплопроводность газа, когда размер поры находится между приблизительно одним микроном и одним миллиметром. При размере свыше одного миллиметра конвекционная составляющая стремится повысить теплопроводность. Когда размер поры пены составляет меньше одного микрона, газопроподность снижается вследствие того, что известно как эффект Кнудсена (см., например, зависимость, представленную на фигуре 1. Кривая построена по методу Lee, et al., «Определение размера мезопор аэрогелей по измерению теплопроводности» (Determination of a mesopore size of aerogels from thermal conductivity measurement), Journal of Non-crystalline Solids, March 2002, Vol. 298, Pages 287-292). Эффект Кнудсена представляет собой явление, которое приводит к снижению теплопроводности по мере того, как все меньше молекул газа пор становится доступным внутри каждой поры для соударения и переноса тепла внутри каждой отдельной поры. Эффект Кнудсена становится существенным, когда размер пор и пространство между порами становятся величинами одного порядка и представляют собой средний свободный проход газа, заполняющего поры. Теплопроводность вследствие газа пор снижается почти наполовину, когда размер пор снижается от одного микрона до 300 нанометров (нм), и снижается почти на 2/3, когда размер пор снижается от одного микрона до величины ниже 100 нм.
Гомогенные размеры пор в данном диапазоне являются желательными для максимизации эффекта Кнудсена, исходя из того факта, что даже случайные большие поры могут снизить эффект теплоизоляции небольших (300 нм или меньше, предпочтительно 150 нм или меньше) пор. Поэтому, при всех равных вещах, снижение среднего размера поры пеноматериала до 300 нм или меньше и особенно до 150 нм или меньше является желательным с точки зрения достижения более низкой теплопроводности через пеноматериал, особенно пеноматериал, имеющий равномерное распределение пор по размерам. Однако трудно снизить размер пор без ухудшения других свойств изделия из полимерного пеноматериала.
Пористость, отношение объема полостей к объему пены, также влияет на теплопроводность полимерной пены. В целом, снижение пористости приводит к повышению теплопроводности. Это обусловлено тем, что теплопроводность через полимерную сетку, из которой состоят стенки, определяющие поры пены, обычно больше, чем теплопроводность через газ внутри поры.
Полимерная пена, имеющая средний размер поры 300 нм или меньше и пористость больше 0,50, является чрезвычайно желательной, но труднодостижимой и маловероятной при использовании существующей технологии вспенивания. Следует отметить, что технология вспенивания желательна, так как, в отличие от технологии аэрогелей, технология вспенивания, например, не требует больших объемов растворителей для производства пены.
При разработке процесса получения пены, имеющей конкретный размер пор, полезно принимать во внимание число эффективных центров зародышеобразования. Эффективные центры зародышеобразования представляют собой число центров во вспениваемой полимерной композиции, которые образуют полости или поры, когда вспениваемая полимерная композиция расширяется в пену (также известная как «плотность пор», например, в докладе, озаглавленном «Способ получения изделий из микропористого термопласта» (A Process for Making Microcellular Thermoplastic Parts, Kumar and Suh, Polymer Engineering and Science, October 1990, Vol.30, No 20, pages 1323-1329). Регулируя число эффективных центров зародышеобразования и пористость, можно регулировать средний размер пор пены. Чтобы достичь желательной теплоизолирующей пены, желательно получить полимерную пену, имеющую по меньшей мере 3×1014 эффективных центров зародышеобразования на кубический сантиметр вспениваемой полимерной композиции, и расширить ее, чтобы иметь пористость больше 0,50 (процент пористости больше 50%).
Желательным достижением в данной области была бы разработка теплоизоляционной полимерной пены, способной обеспечить получение полимерной пены, имеющей по меньшей мере 3×1014 эффективных центров зародышеобразования на кубический сантиметр вспениваемой полимерной композиции и которая бы расширялась до процента пористости больше 50%. Даже более желательно, чтобы данная полимерная пена имела средний размер пор 300 нм или меньше, предпочтительно 250 нм или меньше, и более предпочтительно 200 нм или меньше, даже еще более предпочтительно 150 нм или меньше.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к решению проблемы получения полимерной пены, имеющей, по меньшей мере, 3×1014 эффективных центров зародышеобразования на кубический сантиметр вспениваемой полимерной композиции и которая расширена до процента пористости, превышающем 50%. Более того, настоящее изобретение может обеспечить получение данной полимерной пены, имеющей средний размер пор 300 нм или меньше, даже 250 нм или меньше, даже 150 нм или меньше. Более того, пена может иметь гомогенное распределение по размерам пор. Все еще, способ по настоящему изобретению относится к способу получения данной полимерной пены.
К удивлению оказалось, что необходимым компонентом настоящего решения проблемы является добавление агента зародышеобразования наноразмера, имеющего, по меньшей мере, два, предпочтительно три ортогональных размера, которые составляют менее 30 нанометров, диспергированного во вспениваемой полимерной композиции и дающего полимерный пеноматериал.
В первом аспекте настоящее изобретение относится к изделию из полимерного пеноматериала, включающего матрицу из термопластичного полимера, содержащую множество пор в ней, где изделие из полимерного пеноматериала имеет следующие характеристики: (а) термопластичная матрица содержит диспергированные в ней частицы агента зародышеобразования наноразмера, которые имеют, по меньшей мере, два ортогональных размера, составляющие менее 30 нанометров в длину; (b) обладает, по меньшей мере, одним их следующих двух свойств: (i) имеет плотность эффективных центров зародышеобразования по меньшей мере 3×1014 центров на кубический сантиметр предварительно вспененного материала и (ii) имеет средний размер поры 300 нанометров или меньше и (с) имеет процент пористости более 50 процентов.
Во втором аспекте настоящее изобретение относится к способу получения изделия из полимерного пеноматериала по первому аспекту, способ включает (а) получение при температуре вспенивания и исходном давлении вспениваемой полимерной композиции, которая включает термопластичную матрицу, зародышеобразующую добавку наноразмера и вспенивающий агент, содержащий, по меньшей мере, один вспенивающий агент, выбранный из диоксида углерода, азота и аргона, где при температуре вспенивания вспениваемая полимерная композиция находится в размягченном состоянии, а исходное давление является достаточно высоким, чтобы предотвратить вспенивание, и (b) быстрое воздействие на вспениваемую полимерную композицию давления ниже исходного давления при сохранении возможности для вспениваемой полимерной композиции расширяться в изделие из полимерного пеноматериала, где зародышеобразующая добавка наноразмера имеет, по меньшей мере, два ортогональных размера, которые составляют меньше 30 нанометров, и диспергирована в термопластичной полимерной матрице.
Способ по настоящему изобретению может быть использован при получении изделия из пеноматериала по настоящему изобретению. Изделие из пеноматериала по настоящему изобретению может быть использовано для теплоизоляции, такой как теплоизоляция строительных конструкций, и охладителей, а также для фильтровальных материалов, пористых мембран, энергопоглощающих материалов и матриц регулируемого высвобождения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 полказана теоретическая зависимость между вкладом теплопроводности газа поры в теплопроводность полимерного пеноматериала для воздушных газовых пор в зависимости от среднего размера пор полимерного пеноматериала.
На фиг. 2 представлена зависимость плотности центров зародышеобразования от среднего размера пор и пористости для изделий из полимерных пеноматериалов.
На фиг. 3 представлена фотография сканирующего электронного микроскопа изделия из пеноматериала по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Методы испытаний относятся к наиболее современным методам испытаний как дате приоритета настоящего документа, если дата указана с номером метода испытаний. Ссылки на методы испытаний содержат обе ссылки на испытательное общество и номер метода испытаний. Организации по методам испытаний обозначены одним из следующих сокращений: ASTM относится к Американскому обществу по испытанию материалов; EN относится к Европейской норме; DIN относится к Немецкому институту стандартов и ISO относится к Международной организации по стандартизации.
Изделия из пеноматериала имеют три взаимно перпендикулярных размера: длину, ширину и толщину. Размер по длине лежит вдоль направления самого длинного размера изделия из пеноматериала и обычно находится вдоль направления экструзии экструдированного изделия из пеноматериала. Размер по толщине представляет размер, который имеет самую малую величину, но может быть равен длине, например, в случае куба. Ширина находится перпендикулярно длине и ширине и может иметь величину, равную или меньше длины и равную или больше толщины.
«И/или» обозначает «и или как вариант». Все интервалы включают конечные точки, если не указано иначе.
«Сополимер» означает молекулы, содержащие два и/или более мономеров и/или компонентов полимера, которые либо сополимеризованы, либо привиты с образованием единой молекулы.
Изделие из полимерного пеноматериала по настоящему изобретению включает непрерывную матрицу из термопластичного полимера, ограничивающую множество пор в ней. Непрерывная матрица из термопластичного полимера включает фазу термопластичного полимера и обычно составляет более 50 процентов по массе (масс. %), желательно 75 масс. % или более предпочтительно 80 масс. % или больше и может достигать 90 масс. % или больше, 95 масс. % или больше и даже 100 масс. % термопластичного полимера, где масс. % рассчитан относительно общей массы полимера в матрице из термопластичного полимера.
В самом широком варианте осуществления настоящего изобретения термопластичный полимер не имеет ограничений и может представлять любой термопластичный полимер или комбинацию термопластичных полимеров. Подходящие термопластичные полимеры включают стирольные полимеры, включающие полистирольный гомополимер и полистирольный сополимер. Конкретные примеры подходящих полистирольных сополимеров включают сополимеры стирол-акрилонитрил (SAN) и сополимеры стирол-каучук, известные как высокопрочный полистирол (HIPS), или сополимеры стирол-бутадиен-акрилонитрил (ABS). Подходящие термопластичные полимеры также включают акриловые полимеры, такие как поли(метилметакрилат) (РММА), поли(этилметакрилат) (РЕМА), а также акриловые статистические и блок-сополимеры. Блок-сополимеры, в которых блоки состоят из подходящих термопластичных полимеров, также являются примерами подходящих полимеров. Желательным образом термопластичный полимер представляет собой один аморфный термопластичный полимер или смесь нескольких термопластичных полимеров, которые образуют единую аморфную фазу.
Хотя изделия из пеноматериала, имеющие средний размер пор меньше одного микрона, получают из поликарбоната, поли(молочной кислоты), простого полиэфиримида, простого полиэфирсульфона или фторированных полимеров, непрерывная матрица из термопластичного полимера настоящего изделия из полимерного пеноматериала может не содержать никакой комбинации двух или всех трех поликарбоната, поли(молочной кислоты) и фторированных полимеров. Непрерывная матрица из термопластичного полимера обычно содержит непрерывный нефторированный термопластичный полимер, отличный от поликарбоната и полимолочной кислоты.
Непрерывная матрица из термопластичного полимера заключает множество пор, которые представляют собой поры изделия из полимерного пеноматериала. Объем пор достаточен, чтобы в изделии из полимерного пеноматериала установилась пористость больше 0,50 (процент пористости больше 50%). Пористость служит мерой объемной доли полостей в изделии из пеноматериала. Одним из путей измерения пористости изделия из пеноматериала является определение плотности (ρ) непористого материала в изделии из пеноматериала (то есть, непрерывная матрица из термопластичного полимера плюс любые добавки и наполнители, диспергированные в матрице) и плотности изделия из пеноматерила (ρf), а затем определения пористости (p) по следующему уравнению:

Пористость можно представить как процент пористости, используя формулу

Определяют плотность изделия из полимерного пеноматериала (ρf) методом Архимеда согласно методу ASTM D-1622-03.
Желательно, чтобы процент пористости изделия из термопластичного полимерного пеноматериала по настоящему изобретению составлял 60% или больше, предпочтительно 70% или больше и мог достигать 75% или больше, 80% или больше и даже 90% или больше.
Изделие из полимерного пеноматериала обладает, по меньшей мере, одной из следующих характеристик: средним размером пор и плотностью эффективных центров зародышеобразования, и может обладать любой комбинацией обоих вариантов осуществления в части характеристики среднего размера пор и характеристики плотности эффективных центров зародышеобразования. Наиболее желательно, чтобы изделие из полимерного пеноматериала обладало характеристикой, выбранной из показателя плотности эффективных центров зародышеобразования.
Желательно изделие из полимерного пеноматериала имеет средний размер пор 300 нанометров (нм) или меньше, предпочтительно 250 нм или меньше, также более предпочтительно 200 нм или меньше и может иметь средний размер пор 150 нм или меньше и даже 100 нм или меньше. Обычно средний размер пор составляет, по меньшей мере, 20 нм или даже, по меньшей мере, 40 нм. Желательно изделие из полимерного пеноматериала по существу не содержит больших пор, что означает, что объемный процент пор размером больше одного микрона составляет 10% или меньше, предпочтительно 5% или меньше и также более предпочтительно один процент или меньше, относительно общего объема пеноматериала. Следует отметить, что полимерная пена может иметь вид сетчатой или сеткообразной структуры полимерных сжатых элементов, и в таком случае размеры соответствуют отверстиям между сжатыми элементами.
Желательно изделие из полимерного пеноматериала по настоящему изобретению не имеет не вспененного наружного слоя (то есть, части изделия, на поверхности которого процент пористости составляет менее 10%) на одной или более поверхности, которая имеет толщину, превышающую пять процентов от общей толщины изделия из полимерного пеноматериала. Толщину наружного слоя и пеноматериала измеряют в одном направлении.
Средний размер поры измеряют непосредственно для изделия из полимерного пеноматериала согласно следующему методу: (а) изучают поперечное сечение изделия из полимерного пеноматериала методом сканирующей электронной микроскопии (SEM); (b) изучают первую часть поперечного разреза, то есть, размером пять микрон на пять микрон; (с) выбирают от пяти до десяти группирований из десяти до двадцати пор; (d) внутри каждого группирования выбирают то, что кажется ячейкой среднего размера и измеряют диаметр данной поры, и в том случае, когда не видно поры, представляющей разумный средний размер (например, при бимодальном распределении пор по размерам, где есть большие и маленькие поры в группированиях, но нет представителя среднего размера для больших и маленьких размеров), измеряют, по меньшей мере 10 статистических пор в группировании и определяют среднее значение для данных 10 пор; (е) повторяют стадии (с) и (d) на четырех - десяти дополнительных участках того же поперечного разреза изделия из полимерного пеноматериала; (f) определяют среднее значение всех измеренных диаметров и используют среднее значение как средний размер пор для изделия из полимерного пеноматериала. Данный процесс должен охватывать несколько сот пор при определении средней величины - то есть, необходимо измерить несколько сотен диаметров, а затем усреднить их на стадии (f).
Желательно чтобы размер пор имел мономодальное распределение пор по размерам. Однако в любом варианте осуществления изобретения, где распределение пор по размерам отличается от мономодального, процесс измерения среднего размера пор должен включать выбор пор для измерения диаметра без учета того, является ли размер поры большим или маленьким, чтобы получить истинную величину среднего размера пор.
Для оптимальных теплоизоляционных свойств желательно, чтобы 70% или более, предпочтительно 80% или более и также более предпочтительно 85% или более всех пор в изделии из полимерного пеноматериала имели размер менее 300 нанометров. Даже более желательно, чтобы 70% или больше, предпочтительно 80% или больше и также более предпочтительно 85% или больше всех пор в изделии из полимерного пеноматериала имели размер менее 150 нанометров.
Изделие из полимерного пеноматериала желательно имеет плотность эффективных центров зародышеобразования по меньшей мере 3×1014 центров на кубический сантиметр (см3) предварительно вспененного материала (вспениваемой полимерной композиции). Число эффективных центров зародышеобразования эквивалентно числу центров зародышеобразования, которые развиваются в отдельные поры в конечном пеноматериале. Чтобы было ясно, поры, которые независимо зарождаются, но которые сливаются в одну ячейку, соответствуют одному эффективному центру зародышеобразования. Поры, которые зарождаются, но разрушаются и исчезают до образования конечной пены, не считают эффективными центрами зародышеобразования. Предпочтительные варианты воплощения изделия из термопластичного полимерного пеноматериала имеют плотность эффективных центров зародышеобразования 1×1015 или больше, предпочтительно 3×1015 или больше, также более предпочтительно 1×1016 или больше и может достигать 1×1017 или больше. Обычно плотность эффективных центров зародышеобразования составляет менее приблизительно 1×1019, чтобы достичь процента пористости больше 50%.
Определяют плотность эффективных центров зародышеобразования (N0) для изделия из полимерного пеноматериала по пористости (p) изделия из полимерного пеноматериала, среднему размеру поры в нанометрах (dnm), плотности изделия из полимерного пеноматериала (ρf) и плотности непористого материала в изделии из пеноматериала (ρ), обе в граммах на кубический сантиметр (г/см3). Начинают с расчета среднего объема пор (V cell), используя формулу
 .
.
Определяют среднее число пор на кубический сантиметр пены (N c), используя уравнение
 .
.
Определяют плотность эффективных центров зародышеобразования (N o), используя уравнение:
 .
.
Пористость, плотность эффективных центров зародышеобразования и средний размер пор все взаимосвязаны, и любые две величины позволят рассчитать третью. На фиг. 2 представлены графики зависимости процента пористости от среднего размера пор и включают линии, обозначающие величины плотности эффективных центров зародышеобразования. Данный график позволяет использовать любые два параметра из пористости, среднего размера пор и плотности эффективных центров зародышеобразования для определения третьей величины.
Существенной особенностью получения изделий из полимерных пеноматериалов по настоящему изобретению является присутствие зародышеобразующей добавки определенного типа. К удивлению авторов изобретения оказалось, что зародышеобразующая добавка включает частицы наноразмера, которые имеют, по меньшей мере, два ортогональных размера по длине менее 30 нанометров. В идеале, все размеры зародышеобразующей добавки наноразмера составляют менее 30 нанометров. Зародышеобразующая добавка наноразмера может быть твердой или пористой. Примеры подходящих зародышеобразующих добавок наноразмера включают диоксид кремния, оксид магния, диоксид циркония, карбонат кальция, оксид кальция, диоксид титана, кристаллические материалы (например, соли и сахар) и полимерные наночастицы. Особенно желательные материалы зародашеобразующих добавок наноразмера включают многогранные олигомерные силсесквиоксаны (POSS) и диоксид кремния. Зародышеобразующая добавка может быть аморфной или кристаллической.
Желательно зародышеобразующая добавка диспергирована в матрице термопластичного полимера, так чтобы она имела среднечисленный размер частиц менее 30 нанометров, предпочтительно 20 нм или меньше и также более предпочтительно 10 нм или меньше. Среднечисленный размер частиц зародышеобразующей добавки определяют методом рентгеновского рассеяния под малыми углами (SAXS). Можно диспергировать зародышеобразующую добавку неэффективно, так чтобы достичь скопления или агломерации частиц зародышеобразующей добавки. Если зародышеобразующие скопления или группы становятся слишком большими, они не могут эффективно зарождать поры наноразмера по настоящему изобретению. По этой причине среднечисленный размер частиц является желательным в вышеуказанных интервалах. Исключением для данного интервала среднечисленного размера являются частицы зародышеобразующей добавки, которые имеют высокое соотношение геометрических размеров. Для частиц с высоким соотношением геометрических размеров (то есть, частиц, имеющих соотношение геометрических размеров 10 или больше) достаточно того, чтобы один или два размера были меньше 30 нм.
Тот факт, что частица наноразмера служит эффективным зародышеобразователем, сама по себе как зародышеобразователь, который обеспечивает уникальный пеноматериал по настоящему изобретению, является удивительным в сравнении с существующим уровнем знаний в данной области. Например, N. S. Ramesh и S. T. Lee установили, что наноглина не образует более мелкие поры, чем тальк, в полипропилене или улучшает ячеистую структуру в полиолефинах (Cellular Polymers, Vol. 24, No 5, 2005 (269-277)). Ramesh с соавт. также установил, что порошкообразные добавки для каучуков, имеющие радиус 0,2 микрона (диаметр 0,4 микрон) или меньше реально вызывает снижение плотности пор (то есть, плотности эффективных центров зародышеобразования) (см. Polymer Engineering and Science, November 1994, Vol. 34, No 22 (1698-1706)). В свете данных положений особенно удивительно, что зародышеобразующая добавка наноразмера по настоящему изобретению реально увеличивает плотность эффективных центров зародышеобразования и обеспечивает высокие величины пористости.
Количество зародышеобразующей добавки наноразмера в полимерном пеноматериале обычно составляет 10 ч/млн или больше и 10 масс. % или меньше, где ч/млн представляют собой частей по массе на миллион массовых частей полимера в изделии из полимерного пеноматериала и масс. % рассчитывается относительно общей массы полимера в изделии из пеноматериала. Предпочтительно зародышеобразующая добавка наноразмера содержится в концентрации 100 ч/млн или больше и 5 масс. % или меньше. Даже еще более предпочтительно зародышеобразующая добавка наноразмера содержится в концентрации 1000 ч/млн или больше и один масс. % или меньше.
Изделия из полимерного пеноматериала по настоящему изобретению отличаются от вспененных тонких полимерных пленок. Изделия из полимерного пеноматериала по настоящему изобретению желательно имеют толщину, которая превышает один миллиметр, предпочтительно больше двух миллиметров, также более предпочтительно больше трех миллиметров и даже более предпочтительно больше четырех миллиметров. Толщина настоящих изделий из полимерного пеноматериала может достигать пяти миллиметров или больше, и даже десяти миллиметров или больше, даже 25 миллиметров или больше и 50 миллиметров или больше. Верхний предел толщины ограничивается только технологическим оборудованием. Обычно толщина изделия из полимерного пеноматериала по настоящему изобретению составляет 250 миллиметров или меньше.
Полимерный пеноматериал по настоящему изобретению может дополнительно включать дополнительные добавки помимо зародышеобразщующего наполнителя наноразмера. Примеры подходящих дополнительных добавок включают агенты, поглощающие инфракрасное излучение (например, технический углерод, графит, металлические хлопья, диоксид титана или другие оксиды металлов); глины, такие как природная абсорбирующая глина (например, каолинит и монтмориллонит) и синтетические глины; наполнители (например, тальк и силикат магния); антипирены (например, бромсодержащие антипирены, такие как гексабромциклододекан и бромированные полимеры, фосфорсодержащие антипирены, такие как трифенилфосфат, и противовоспламеняющие композиции, которые могут включать синергисты, такие как или, например, дикумил и поликумил); мягчители (например, стеарат кальция и стеарат бария); кислотные акцепторы (например, оксид магния и пирофосфат натрия), пигменты и стабилизаторы вспенивающего агента (например, не пластифицирующие полиалкиленоксидные полимеры и сополимеры, включающие полиэтиленгликоль (PEG), простые эфиры на основе PEG, статистические сополимеры полистирол/малеиновый ангидрид (PS/MAH) с привитым полиэтиленоксидом и полиуретановые статистические сополимеры с привитым этиленгликолем; не пластифицирующий полидиметилсилоксан (PDMS) и не пластифицирующий функциональный PDMS, включая PDMS c гидроксильными и аминными функциональными группами, и статистические сополимеры PS/MAH. Стабилизатор вспенивающего агента не является «пластифицирующим», если он значительно не снижает температуру стеклования (Tg) полимерной композиции при диспергировании в полимерной композиции в концентрации, подходящей для использования в настоящем изобретении.
Способ по настоящему изобретению относится к получению изделия из полимерного пеноматериала по настоящему изобретению. В целом, способ включает (а) обеспечение при начальной температуре и давлении вспениваемой полимерной композиции, которая включает матрицу из термопластичного полимера, зародышеобразующую добавку наноразмера и вспенивающий агент, где вспениваемая полимерная композиция находится в размягченном состоянии, которая способна расширяться, но также находится при температуре вспенивания ниже температуры размягчения матрицы из термопластичного полимера, и начальное давление является достаточно высоким, чтобы предупредить вспенивание; и (b) воздействие на вспениваемую полимерную композицию давления ниже исходного давления, при этом позволяя вспениваемой полимерной композиции расширяться в изделие из полимерного пеноматериала. Способ может дополнительно включать стадию вторичного расширения после стадии (b), где изделие из полимерного пеноматериала, полученное на стадии (b), дополнительно расширяется при нагревании изделия из полимерного пеноматериала. Стадия вторичного расширения может протекать, например, при приложении пара, излучения (например, инфракрасного излучения, микроволнового излучения, излучения радиочастотного диапазона и ультразвукового излучения), при воздействии на изделие вакуума или любой комбинации двух или более из данных воздействий.
Температура размягчения матрицы из термопластичного полимера составляет температуру стеклования аморфного полимера и температуру плавления полукристаллического полимера. Если матрица из термопластичного полимера включает более одного сплошного аморфного полимера, температура размягчения представляет собой самую высокую температуру стеклования сплошных аморфных полимеров. Аналогичным образом, если матрица из термопластичного полимера включает более одного сплошного полукристаллического полимера, температура размягчения является самой высокой температурой плавления сплошных полукристаллических полимеров. Если матрица из термопластичного полимера включает и сплошной аморфный, и сплошной полукристаллический полимер, температура размягчения превышает самую высокую температуру стеклования сплошных аморфных полимеров и самую высокую температуру плавления полукристаллических полимеров.
Температура вспенивания для вспениваемой полимерной композиции является температурой, при которой вспениваемая полимерная композиция находится в размягченном состоянии, хотя и ниже температуры размягчения матрицы из подходящего термопластичного полимера вспениваемой полимерной композиции. Желательным образом, температура вспенивания на 10°С или больше, предпочтительно на 20°С ниже и может быть на 30°С или больше ниже температуры размягчения матрицы из подходящего термопластичного полимера. Причиной того, почему температура вспенивания может быть такой низкой, является то, что вспенивающий агент пластифицирует термопластичную полимерную смолу, тем самым снижая температуру размягчения вспениваемой полимерной композиции ниже температуры размягчения подходящего термопластичного полимера.
Матрица из термопластичного полимера и зародышеобразующая добавка наноразмера для использования в способе настоящего изобретения представляют собой те, что описаны для изделия из полимерного пеноматериала по настоящему изобретению, включая все предпочтительные варианты его осуществления. Зародышеобразующая добавка наноразмера диспергирована в матрице из термопластичного полимера вспениваемой полимерной композиции и образующемся изделии из полимерного пеноматериала. Чем более полно диспергирована и меньше по размеру зародышеобразующая добавка наноразмера, тем меньше добавки необходимо для достижения желательной плотности эффективных центров зародышеобразования. Чтобы быть безопасной, число частиц зародышеобразующего наполнителя обычно превышает число эффективных центров зародышеобразования в два или более раз, предпочтительно в пять или более раз.
В предпочтительном варианте осуществления изобретения стадия (а) включает смешение зародышеобразующей добавки наноразмера с матрицей из термопластичного полимера либо до, либо после смешения со вспенивающим агентом. Желательным образом, зародышеобразующая добавка наноразмера хорошо диспергирована в полимерной матрице с возможно меньшим комкованием или кластеризацией частиц зародышеобразующей добавки наноразмера, чтобы максимизировать эффективность зародышеобразования частиц. Чтобы максимизировать степень дисперсности зародышеобразующей добавки наноразмера в полимерной матрице, зародышеобразующая добавка желательным образом диспергирована в матрице из размягченного термопластичного полимера, тогда как зародышеобразующий агент наноразмера находится в форме золя, влажного геля, суспензии или раствора, где зародышеобразующая добавка наноразмера уже диспергирована в растворителе-носителе. В одной из форм данного предпочтительного варианта осуществления изобретения золь зародышеобразующей добавки наноразмера, влажный гель, суспензия или раствор смешивают с матрицей из размягченного термопластичного полимера, и растворитель-носитель быстро испаряют при использовании тепла, вакуума или обоих средств - тепла и вакуума - чтобы оставить зародышеобразующую добавку наноразмера диспергированной в матрице из термопластичного полимера.
Как пример предпочтительного варианта осуществления изобретения, получают золь, влажный гель, суспензию или раствор одного или более типов зародышеобразующей добавки наноразмера, выбранной из диоксида кремния, многогранных олигомерных силсесквиоксанов (POSS), карбогидратов и солей в растворителе-носителе, таком как вода, а затем плавят соединение золя, влажного геля, суспензии или раствора непосредственно в матрице из размягченного термопластичного полимера. Смешивают вспенивающий агент с матрицей из термопластичного полимера до, после или в ходе диспергирования зародышеобразующей добавки наноразмера в матрице из термопластичного полимера.
Вспенивающим агентом может быть любой вспенивающий агент, обычно используемый для получения полимерных пен. Подходящие вспенивающие агенты включают один или более из следующих агентов: неорганические газы, такие как диоксид углерода, аргон, азот и воздух; органические вспенивающие агенты, такие как вода, алифатические и циклические углеводороды, содержащие от одного до девяти атомов углерода, включающие метан, этан, пропан, н-бутан, изобутан, н-пентан, изопентан, неопентан, циклобутан и циклопентан; полностью или частично галогенированные алканы и алкены, содержащие от одного до пяти атомов углерода, предпочтительно не содержащие хлора (например, дифторметан (HFC-32), перфторметан, этилфторид (HFC-161), 1,1-дифторэтан (HFC-152a), 1,1,1-трифторэтан (HFC-143a), 1,1,2,2-тетрафторэтан (HFC-134), 1,1,1,2-тетрафторэтан (HFC-134a), пентафторэтан (HFC-125), перфторэтан, 2,2-дифторпропан (HFC-272fb), 1,1,1-трифторпропан (HFC-263fb), 1,1,1,2,3,3,3-гептафторпропан (HFC-227ea), 1,1,1,3,3-пентафторпропан (HFC-245fa) и 1,1,1,3,3-пентафторбутан (HFC-365mfc); алифатические спирты, содержащие от одного до пяти атомов углерода, такие как метанол, этанол, н-пропанол и изопропанол; карбонилсодержащие соединения, такие как ацетон, 2-бутанон и ацетальдегид; соединения, содержащие простой эфир, такие как простой диметиловый эфир, простой диэтиловый эфир, простой метилэтиловый эфир; карбоксилатные соединения, такие как метилформиат, метилацетат, этилацетат; карбоновые кислоты и химические вспенивающие агенты, такие как азодикарбонамид, азодиизобутиронитрил, бензолсульфогидразид, 4,4-оксибензолсульфонилсемикарбазид, п-толуолсульфонилсемикарбазид, азодикарбоксилат бария, N,N'-диметил-N,N'-динитрозотерефтальамид, тригидразинотриазин и бикарбонат натрия.
Желательно, вспенивающий агент включает вспенивающий агент с высокой эффективностью образования пор, такой как диоксид углерода, аргон и азот. Данные зародышеобразующие вспенивающие агенты, легко образуют пузырьки на поверхностях зародышеобразующей добавки наноразмера с получением избытка центров зародышеобразования в ходе расширения пены. Предпочтительно вспенивающий агент включает диоксид углерода, аргон или и диоксид углерода, и аргон в качестве основного (с самой высокой концентрацией) вспенивающего агента. Газы с более низкой растворимостью и с высокой зародышеобразующей способностью, такие как азот, являются наиболее подходящими в качестве сопутствующих вспенивающих агентов.
Общая концентрация вспенивающего агента во вспениваемой полимерной композиции желательно составляет 18 масс. % или больше, предпочтительно 20 масс. % или больше, даже более предпочтительно 22 масс. % или больше и наиболее предпочтительно 24 масс. % или больше, чтобы достичь желательной пористости. В то же время, количество вспенивающего агента обычно составляет 50 масс. % или меньше, обычно 40 масс. % или меньше и часто 35 масс. % или меньше. Масс. % рассчитывается относительно общей массы вспениваемой полимерной композиции.
Желательно, чтобы диоксид углерода содержался в концентрации 20 масс. % или больше, предпочтительно 22 масс. % или больше и наиболее предпочтительно 25 масс. % или больше. В то же время, диоксид углерода обычно содержится в концентрации 50 масс. % или меньше, предпочтительно 40 масс. % или меньше и наиболее предпочтительно 35 масс. % или меньше.
Обычно когда в качестве вспенивающего агента выбирают диоксид углерода, то преимущественно присутствует термопластичный полимер, увеличивающий растворимость диоксида углерода. Особый интерес представляет термопластичный полимер, имеющий интервал термодинамических состояний, в которых термопластичный полимер остается каучукоподобным при температуре приблизительно на 50°С ниже температуры размягчения полимерной матрицы без диоксида углерода. Примерами данных материалов являются те, которым присуще свойство регрессирующего стеклования (retrograde vitrification behavior (RVB)), которое подавляет стеклование при высоких давлениях диоксида углерода. (См., например, Nawably et al. “Polymer-CO2 Systems Exhibiting Retrograde Behavior and Formation of Nanofoams”, Polymer International, vol. 56 (2007) pages 67-73 для дополнительного определения и характеристики RVB). Полимерами, проявляющими RVB, являются поли(метилметакрилат) (РММА), поли(этилметакрилат) (РЕМА) и сополимер акрилонитрил-бутадиен-стирол (ABS). Хотя преимущественным является более широкий диапазон термодинамических состояний, в которых растворимость является высокой, полимеры, проявляющие RVB, не являются ни достаточными, ни необходимыми для изобретения. Следовательно, полимерная пена и вспениваемая полимерная композиция по настоящему изобретению может содержать полимеры, проявляющие RVB, или может не содержать полимеров, проявляющих RVB.
Вспениваемая полимерная композиция может содержать дополнительно добавки, как рассмотрено для изделий из полимерных пеноматериалов по настоящему изобретению.
Комбинация термлопластичной полимерной композиции и вспенивающего агента создает вспениваемую полимерную композицию. Вспениваемая полимерная композиция остается под начальным давлением, которое достаточно, чтобы вспенивающий агент растворился в термопластичном полимере, и было предотвращено вспенивание вспениваемой полимерной композиции вследствие расширения вспенивающего агента. Как только зародышеобразующая добавка наноразмера, вспенивающий агент и любые желательные дополнительные добавки смешаны во вспениваемую полимерную композицию, вспениваемая полимерная композиция быстро подвергается воздействию атмосферы при более низком давлении, чем начальное давление, чтобы позволить осуществиться вспениванию. Скорость падения давления может влиять на плотность эффективных центров зародышеобразования. Желательно начальная скорость снижения давления составляет 10 мегаПаскалей в секунду (мПа/с) или больше, предпочтительно 20 мПа/с или больше, более предпочтительно 100 мПа/с или больше и наиболее предпочтительно 200 мПа/с или больше.
Вспениваемая полимерная композиция начинает расширяться при температуре вспенивания расширяющейся полимерной композиции. В ходе расширения вспениваемая полимерная композиция расширяется и охлаждается с образованием изделия из вспененного пеноматериала. Необязательно преимущественной является дополнительная стадия кондиционирования, когда образующаяся пена подвергается воздействию дополнительного тепла и возможно пара с индуцированием дополнительного расширения перед превращением в изделие из полимерного пеноматериала по настоящему изобретению.
Вспенивание может протекать по любому методу вспенивания, подходящему для получения термопластичных полимерных пен, включая периодическое вспенивание в емкости и экструзионное вспенивание.
При периодическом вспенивании в емкости образуется матрица из термопластичного полимера, которая содержит зародышеобразующую добавку в емкости (резервуаре) высокого давления, добавляется вспенивающий агент в емкость и внутри емкости создается давление достаточно высокое, чтобы вспенивающий агент растворился в матрице из термопластичного полимера до желательной концентрации. Как только вспенивающий агент растворился в матрице из термопластичного полимера в желательной концентрации, давление в емкости снижают, пока матрица из термопластичного полимера находится в размягченном состоянии при температуре вспенивания, и матрице из термопластичного полимера позволяют расшириться в изделие из термопластичного полимерного пеноматериала. Обычно растворение вспенивающего агента в матрице из термопластичного полимера под давлением является достаточным, чтобы пластифицировать матрицу из термопластичного полимера и перевести ее в размягченное состояние без приложения тепла выше температуры размягчения сплошной полимерной матрицы (температуры размягчения в отсутствие диоксида углерода), хотя тепло может быть приложено к емкости, если необходимо, для размягчения матрицы из термопластичного полимера и ускорения вспенивания.
Экструзионный процесс вспенивания включает получение вспениваемой композиции в экструдере при начальном давлении и в размягченном состоянии, а затем выпуск вспениваемой композиции при температуре вспенивания в среду с более низким давлением, чем начальное давление, для начала расширения вспениваемой композиции в изделие из термопластичного полимерного пеноматериала. Процесс экструзии может быть непрерывным или полунепрерывным (например, совокупная экструзия). В общем процессе экструзии получают вспениваемую полимерную композицию смешением термопластичного полимера со вспенивающим агентом в экструдере при нагревании термопластичной полимерной композиции, чтобы размягчить ее, смешивают композицию вспенивающего агента вместе с размягченной термопластичной полимерной композицией при температуре смешения (начальной) и начальном давлении, что предотвращает расширение вспенивающего агента до любой значительной степени (предпочтительно, что предотвращает любое расширение вспенивающего агента), желательно охлаждают вспениваемую полимерную композицию скорее до температуры вспенивания, чем до начальной температуры как температуры вспенивания, а затем выталкивают вспениваемую композицию через мундштук экструзионной головки в среду, имеющую температуру и давление ниже температуры вспенивания и начального давления. При выталкивании вспениваемой композиции в область более низкого давления вспенивающий агент расширяет термопластичный полимер в пену из термопластичного полимера. Желательно охладить вспениваемую композицию после смешения и перед выталкиванием ее через мундштук экструзионной головки. В непрерывном процессе вспениваемую композицию выталкивают с по существу постоянной скоростью в область более низкого давления, чтобы обеспечить по существу непрерывное вспенивание.
Подходящие процессы экструзии пен могут выиграть от охлаждения вспениваемой полимерной композиции до температуры вспенивания ниже начальной температуры перед расширением и интенсивным смешением вспениваемой полимерной композиции после охлаждения до температуры вспенивания и перед экструзией.
Совокупная экструзия представляет собой полунепрерывный процесс экструзии, который включает 1) смешение термопластичного материала и композиции вспенивающего агента с образованием вспениваемой полимерной композиции; 2) экструзию вспениваемой полимерной композиции в зону удерживания, поддерживаемую при температуре и давлении, которые не позволяют вспениваемой полимерной композиции вспениваться; зона удерживания имеет мундштук, определяющий отверстие, открывающееся в зону более низкого давления, при котором вспениваемая полимерная композиция вспенивается, и открывающуюся створку, закрывающую отверстие мундштука; 3) периодическое открытие створки с по существу одновременным приложением механического давления с помощью подвижного пуансона на вспениваемую полимерную композицию для выталкивания ее из зоны удерживания через отверстие мундштука в зону более низкого давления; и 4) расширение вытолкнутой вспениваемой полимерной композиции с образованием пены.
Процессы брикетирования жил пеноматериала являются также подходящими вариантами осуществления настоящего экструзионного процесса. В целом, в ходе брикетирования жил пеноматериала вспениваемую полимерную композицию экструдируют через мундштук, содержащий множество отверстий, ориентированных таким образом, что когда вспениваемая полимерная композиция расширяется при экструзии, образующиеся жилы вспененного полимера приходят в контакт друг с другом и частично слипаются вместе. Образующееся изделие из пеноматериала («вспененная жила») представляет композицию жил из пеноматериала, проходящих в направлении экструзии пены. Наружный слой обычно определяет каждую жилу в брикетированном пеноматериале из жил. Хотя процессы брикетирования жил из пеноматериала являются подходящими, в процесс может не входить образование независимых жил из пеноматериала, а затем соединение жил вместе с образованием пеноматериала из жил.
Экструдированные пеноматериалы и пеноматериалы периодического способа получения отличаются от пеноматериала из расширенных полимерных шариков тем, что не содержат совокупности инкапсулированных шариков. Хотя пеноматериал из жил имеет наружный слой, аналогичный слою пеноматериала из шариков, наружный слой пеноматериала из жил не полностью инкапсулирует группы пор, но скорее образует трубку, проходящую только в направлении экструзии пеноматериала. Изделия из полимерного материала по настоящему изобретению являются предпочтительно полимерными пеноматериалами периодического производства (полимерными пеноматериалами, полученными периодическим процессом в емкости) или экструдированными полимерными пеноматериалами. Желательно, способ по настоящему изобретению представляет собой периодический процесс в емкости или процесс получения экструзионного пеноматериала.
В одном из вариантов осуществления изобретения изделие из термопластичного пеноматериала по настоящему изобретению может дополнительно иметь матрицу из поперечносшитого термопластичного полимера. Поперечное сшивание матрицы из термолпастичного полимера может протекать под действием облучения полимерной матрицы излучением соответствующей частоты. Часто полимерная матрица содержит инициатор, который активирует поперечное сшивание и/или служит сшивающим агентом между полимерными цепями при облучении. Облучение для проведения поперечного сшивания, если оно использовано, обычно проводят после того, как завершится процесс расширения. Облучение может проходить в ходе протекания процесса расширения, но это более сложный процесс и вызывает увеличение вязкости в полимерной матрице в ходе расширения.
Изделие из пеноматериала по настоящему изобретению имеет множество областей применения, включая использование в качестве теплоизоляционных изделий и фильтровальных изделий (для жидкостей и/или газов). Изделие из термопластичного материала по настоящему изобретению может быть введено в более сложное изделие с получением, например, теплоизоляционного композиционного изделия, включающего наружный слой (такой как полимерная пленка), жесткий субстрат или оба.
Примеры
Следующие примеры иллюстрируют варианты осуществления настоящего изобретения.
Зародышеобразователи из диоксида кремния и сравнительные примеры
Для сравнительных примеров (сравн. пр.) A-D в качестве матрицы из термопластичного полимера использовали РММА (120000 г/моль среднемассовая молекулярная масса, от Sigma-Aldrich) без какой-либо зародышеобразующей добавки наноразмера.
Для примеров (пр.) 1-6 использовали матрицу из термопластичного полимера, включающую тот же РММА, но дополнительно включающий зародышеобразующую добавку наноразмера из диоксида кремния, диспергированную в РММА. Зародышеобразующая добавка наноразмера из диоксида кремния имела среднечисленный размер частиц диоксида кремния приблизительно 5 нм, диспергированного в матрице из термопластичного полимера для каждого примера. Это означает, что зародышеобразующая добавка имеет три ортогональных размера, которые составляют 5 нм или меньше, и определенно ниже 30 нм.
Готовили зародышеобразующую добавку наноразмера из диоксида кремния сначала получением золя при смешении 74 миллилитров тетраэтилортосиликата (Sigma-Aldrich), 75 миллилитров этанола (Fisher Scientific) и 55 миллилитров деионизированной воды при интенсивном перемешивании. Доводили рН смеси до 2,0 добавлением 0,5 молярной соляной кислоты. Продолжали перемешивание смеси в течение 12 часов при температуре приблизительно 23°С. Полученный золь имел концентрацию зародышеобразующей добавки наноразмера из диоксида кремния приблизительно 0,1 грамм на миллилитр золя. Превращали золь в гель добавлением к золю приблизительно 40 миллилитров 0,2 молярного гидроксида аммония. Гелеобразование занимало приблизительно пять минут при рН 6,5. Концентрация зародышеобразующей добавки наноразмера из диоксида кремния в геле составила 0,083 грамм на миллилитр геля.
Для примеров 1-4 и примера 6 добавляли гель диоксида кремния в РММА смешением из расплава при 200 градусах по Цельсию (°С) в смесителе Haake 15 миллилитров геля на 50 грамм РММА для достижения трех массовых частей диоксида кремния на 100 массовых частей матрицы из термопластичного полимера РММА. Для примера 5 меняли отношение соответствующим образом, чтобы получить концентрацию 0,5 массовых частей диоксида кремния на 100 массовых частей РММА.
Для сравнительного примера и примера прессовали материал матрицы из термопластичного полимера при 200°С и давлении 69 мегаПаскаль в течение двух минут в листы, имеющие толщину, показанную в таблице 1. Разрезали листы на куски размером четыре миллиметра шириной и приблизительно 20 миллиметров длиной для использования в периодическом процессе вспенивания.
Получали изделия из полимерного пеноматериала периодическим процессом вспенивания с использованием емкости высокого давления из нержавеющей стали, соединенной с источником находящегося под давлением диоксида углерода и содержащей клапан сброса давления. Объем емкости составил между семью и 55 миллилитрами. Вставляли в емкость матрицу из термопластичного полимера, содержащую зародышеобразующую добавку наноразмера из диоксида кремния, чтобы заполнить приблизительно 5-10% объема емкости. Переполнение емкости позволит исключить достаточное расширение полимера в ходе вспенивания. Закрывали емкость с матрицей из термопластичного полимера внутри и повышали давление в емкости диоксидом углерода до давления загрузки и кондиционировали при температуре загрузки. Оставляли емкость под давлением в течение конкретного времени загрузки, а затем быстро снимали давление в емкости при использовании клапана сброса давления с достижением скорости падения давления, по меньшей мере, 20 мегаПаскаль в секунду. Внутри емкости полимерная матрица вспенивалась с образованием изделия из полимерного пеноматериала. Для выбранных образцов проводили вторичное расширение в течение одной минуты сброса давления, погружая изделие из полимерного пеноматериала в баню с нагретой водой при температуре и в течение времени, указанных в таблице 1.
В таблице 1 представлены давление загрузки (в мегаПаскалях), температура загрузки (в °С) и время загрузки (в часах) для сравнительных примеров А-Е и примеров 1-6.
Для сравнительных примеров С и D и примеров 4-6 подвергали изделие из полимерного пеноматериала стадии вторичного расширения, как показано в таблице 1, чтобы получить конечное изделие из полимерного пеноматериала.
Сравнение примеров 1 и 2 и сравнительных примеров А и В показывает, как зародышеобразующая добавка наноразмера из диоксида кремния влияет на существенное снижение среднего размера пор и повышение плотности эффективных центров зародышеобразования для двух различных температур загрузки.
Сравнение примера 3 со сравнительным примером С показывает влияние добавления зародышеобразующей добавки наноразмера из диоксида кремния на резкое снижение среднего размера пор, индуцирование гомогенного распределения пор по размерам и повышение плотности эффективных центров зародышеобразования при использовании более толстых кусков полимерной матрицы в периодическом процессе.
Сравнение сравнительного примера D и примеров 4 и 5 показывает эффект вторичного расширения в присутствии и в отсутствие зародышеобразующей добавки наноразмера из диоксида кремния и устанавливает, что добавка (при обеих загрузках 3 масс. ч. и 0,5 масс. ч.) приводит к гомогенному распределению малых пор по размерам, тогда как отсутствие зародышеобразующей добавки приводит к возникновению более крупных пор и негомогенному распределению пор по размерам.
Сравнение сравнительного примера Е и примера 6 показывает другое существенное различие между изделиями из пеноматериала, полученными с зародышеобразующей добавкой наноразмера и без зародышеобразующей добавки наноразмера.
^ Данные образцы имеют бимодальное распределение пор по размерам. Большое число соответствует среднему размеру больших пор. Малое число соответствует среднему размеру мелких пор.
# Целесообразно рассчитать плотность эффективных центров зародышеобразования для образцов, имеющих бимодальное распределение пор. Для некоторой степени сравнительной величины плотность центров зародышеобразования, рассчитанная при допущении того, что вся пена включает поры более мелкого размера, дает величины 1,1×1013 и 1,3×1014 для сравнительного примера С и сравнительного примера В, соответственно. Очень важно иметь в виду, что действительная плотность эффективных центров зародышеобразования будет намного меньше, чем данные величины, поскольку данные величины охватывают многочисленные центры зародышеобразования для каждой большой поры.
Зародышеобразователи на основе карбогидрата и многогранного олигомерного силсесквиоксана (POSS)
Готовили матрицы из термопластичного полимера для примеров 7-10 растворением POSS в полярном растворителе, в данных случаях этаноле, для получения трех масс. % раствора зародышеобразующей добавки. POSS зародышеобразующие материалы имеют менее приблизительно одного нм по всем размерам. Диспергировали раствор зародышеобразующей добавки в РММА (как использовано в примерах 1-6) добавлением в смеситель Haake и термопластичного полимера, и этанольного раствора, содержащего зародышеобразующую добавку, вместе. Добавляли достаточное количество раствора, чтобы обеспечить концентрацию зародышеобразователя в термопластичном полимере 0,25 массовых частей на сто массовых частей термопластичного полимера. Прессовали полученную матрицу из термопластичного полимера в пластины толщиной три миллиметра при 200°С и давлении 69 мегаПаскаль в течение двух минут. Разрезали полученную пластину на кусочки, которые имели ширину приблизительно четыре миллиметра и длину приблизительно 20 миллиметров.
Готовили полимерный пеноматериал из кусочков матрицы из термопластичного сополимера периодическим процессом вспенивания диоксидом углерода, использованным в примерах 1-6.
В таблице 2 перечислены давление загрузки (в мегаПаскалях), температура загрузки (в °С) и продолжительности загрузки (в часах), а также свойства изделия из пеноматериала для примеров 7-10.
.
Готовили матрицу из термопластичного полимера для примеров 11-14 так же, как и для примеров 7-10, за следующими исключениями:
(1) использовали матрицу из термопластичного полимера на основе сополимера 50 масс. % метилметакрилата и 50 масс. % этилметакрилата по массе мономера (310000 грамм/моль среднемассовую молекулярную массу от Scientofic Polymer Products, Inc. для примеров 11-13 и 460000 грамм/моль среднемассовую молекулярную массу для примера 14); и
(2) для примера 11 использовали достаточно зародышеобразователя, чтобы обеспечить концентрацию зародышеобразователя один массовый процент зародышеобразователя на сто массовых частей термопластичного полимера.
В таблице 3 перечислены давление загрузки (в мегаПаскалях), температура загрузки (в °С) и продолжительности загрузки (в часах), а также свойства изделия из пеноматериала для примеров 11-14.
Примеры с использованием сополимера стирол-акрилонитрил
Готовили изделия из термопластичного полимерного пеноматериала с использованием сополимера стирол-акрилонитрил (SAN) (TYRIL® 125, TYRIL представляет торговую марку фирмы The Dow Chemical Company). SAN представляет полимер, для которого не характерно регрессивное стеклование. Начинали с получения матрицы из термопластичного полимера. Для сравнительного примера F использовали сополимер SAN без зародышеобразующей добавки. Для примера 15 сополимер SAN смешивали с POSS в концентрации 0,25 частей на 100 массовых частей сополимера SAN путем растворения POSS в этаноле с образованием раствора POSS концентрацией три массовых процента по этанолу, а затем смешивания раствора с сополимером SAN в смесителе Haake. Для обоих примеров - сравнительного примера F и примера 15 - прессовали матрицу из термопластичного полимера в пластину, имеющую толщину три миллиметра. Разрезали полученную пластину на кусочки размером приблизительно четыре миллиметра по ширине и приблизительно 20 миллиметров по длине.
Получали полимерный пеноматериал из кусочков матрицы из термопластичного полимера в соответствии с периодическим способом вспенивания диоксидом углерода, использованным в примерах 1-6.
В таблице 4 суммированы данные по параметрам процесса и результаты для изделий из пеноматериала на основе сополимера SAN.
Пример 15 показывает, что изделия из полимерного пеноматериала по настоящему изобретению также могут быть получены при использовании полимеров, которым не присуще регрессивное стеклование. Сравнение примера 15 и сравнительного примера F дополнительно свидетельствует о неожиданном снижении размера пор и удивительном увеличении плотности эффективных центров зародышеобразования, обусловленных введением зародышеобразующей добавки в матрицу из термопластичного полимера в процессе вспенивания, даже если полимер не обладает свойством регрессивного стеклования.

Изобретение относится к изделиям из нанопористого полимерного пеноматериала и способу получения изделий из полимерного пеноматериала. Изделие из полимерного пеноматериала включает матрицу из термопластичного полимера, заключающую множество пор в ней. Матрица из термопластичного полимера содержит диспергированные в ней частицы зародышеобразующей добавки наноразмера, которые имеют, по меньшей мере, два ортогональных размера, длина которых меньше 30 нанометров. Изобретение обеспечивает оптимальные теплоизоляционные свойства. 2 н. и 8 з.п. ф-лы, 3 ил., 4 табл.
1. Изделие из полимерного пеноматериала для теплоизоляции, фильтровальных и энергопоглощающих материалов, пористых мембран и матриц регулируемого высвобождения, включающее матрицу из термопластичного полимера, выбранного из полистирольных гомо- и сополимеров, акриловых полимеров, а также акриловых статистических и блок-сополимеров, и заключающую множество пор в ней, где изделие из полимерного пеноматериала имеет следующие свойства:
a) матрица из термопластичного полимера содержит диспергированные в ней частицы зародышеобразующей добавки наноразмера, которые имеют, по меньшей мере, два ортогональных размера, длина которых меньше 30 нанометров, причем частицы зародышеобразующей добавки включают диоксид кремния, оксид магния, диоксид циркония, карбонат кальция, оксид кальция, диоксид титана, кристаллические материалы и полимерные наночастицы;
b) обладает, по меньшей мере, одним из следующих свойств:
i) имеет плотность эффективных центров зародышеобразования, по меньшей мере 3×1014 центров на кубический сантиметр предварительно вспененного материала; и
ii) имеет средний размер пор 300 нанометров или меньше; и
c) имеет процент пористости более 50 процентов.
2. Изделие из полимерного пеноматериала по п. 1, где изделие из пеноматериала имеет средний размер пор 200 нанометров или меньше и объемный процент пор размером больше одного микрона составляет 10 процентов или меньше относительно общего объема пор.
3. Изделие из полимерного пеноматериала по п. 1, дополнительно отличающееся тем, что имеет процент пористости более 80%.
4. Изделие из полимерного пеноматериала по п. 1, где изделие из полимерного пеноматериала не содержит фторированных материалов, поликарбонатной непрерывной фазы, простой полиэфиримидной непрерывной фазы, простой полиэфирсульфоновой непрерывной фазы и непрерывной фазы из полимолочной кислоты.
5. Изделие из полимерного пеноматериала по п. 1, где матрица из термопластичного полимера включает поперечносшитые термопластичные полимеры.
6. Способ изготовления изделия из полимерного пеноматериала по п. 1, способ включает:
(a) получение при температуре вспенивания и исходном давлении вспениваемой полимерной композиции, которая включает матрицу из термопластичного полимера, зародышеобразующую добавку наноразмера и вспенивающий агент, содержащий, по меньшей мере, один вспенивающий агент, выбранный из диоксида углерода, азота и аргона, где при температуре вспенивания вспениваемая полимерная композиция находится в размягченном состоянии, а исходное давление является достаточно высоким, чтобы предотвратить вспенивание, и
(b) быстрое воздействие на вспениваемую полимерную композицию давления ниже исходного давления при сохранении возможности для вспениваемой полимерной композиции расширяться в изделие из полимерного пеноматериала, где зародышеобразующая добавка наноразмера имеет, по меньшей мере, два ортогональных размера, которые составляют меньше 30 нанометров, и диспергирована в матрице из термопластичного полимера.
7. Способ по п. 6, дополнительно включающий нагревание изделия из полимерного пеноматериала стадии (b) с достижением вторичного расширения изделия из полимерного пеноматериала.
8. Способ по п. 6, где способ представляет собой экструзионный процесс и стадия (b) протекает при экструзии вспениваемой полимерной композиции через экструзионную головку для вспенивания.
9. Способ по п. 6, где вспенивающий агент включает, по меньшей мере, 20 массовых процентов диоксида углерода в расчете на общую массу вспениваемой полимерной композиции.
10. Способ по п. 6, дополнительно включающий стадию (с), которая протекает в ходе или после расширения вспениваемой полимерной композиции в изделие из полимерного пеноматериала и в ходе или после любого желательного вторичного расширения, стадия (с) включает облучение изделия из полимерного пеноматериала с целью индуцирования процесса поперечного сшивания матрицы из термопластичного полимера.
| WO 2009092505 A1, 30.07.2009 | |||
| WO 2005092505 A1, 06.10.2005 | |||
| WO 2005095502 A1, 13.10.2005 | |||
| ПОЛИМЕРНЫЕ ПЕНОКОМПОЗИТЫ, КОТОРЫЕ УДОВЛЕТВОРЯЮТ ТРЕБОВАНИЯМ СТАНДАРТА FACTORY MATERIAL 4880 | 2003 |
|
RU2315787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОМАТЕРИАЛА ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА | 1990 |
|
RU2065865C1 |
| Способ получения пеноматериалов | 1974 |
|
SU595340A1 |

