Изобретение относится к ленточным конвейерам, а именно к способу диагностики роликов ленточных конвейеров.
Известен способ диагностики роликов ленточных конвейеров, который представляет собой анализ колебаний, создаваемых подшипниковым узлом. (Антоняк Е. Сравнение методов измерения, используемых для оценки технического состояния роликов / Горный информационно-аналитический бюллетень, №1. - М. - 2006, - С. 305-309).
Основным недостатком данного способа диагностики является большая трудоемкость, которая связана с необходимостью проведения измерений для каждого ролика вручную. На 100 метров става ленточного конвейера приходится до 400 роликов.
Так же известен способ диагностики роликов по уровню шума, образуемого подшипником. (Антоняк Е. Сравнение методов измерения, используемых для оценки технического состояния роликов / Горный информационно-аналитический бюллетень, №1. - М., - 2006, - С. 305-309).
Основными недостатками являются большая трудоемкость процесса диагностики, а также данный способ не позволяет выявлять все неисправные ролики, так как деградация подшипникового узла не всегда влечет за собой повышенное образование шума.
Наиболее близким техническим решением того же назначения к заявляемому способу по совокупности признаков является способ диагностики технического состояния роликов при помощи термовидеосъемки, включающий в себя использование тепловизора для измерения температуры роликов. (Антоняк Е. Сравнение методов измерения, используемых для оценки технического состояния роликов / Горный информационно-аналитический бюллетень, №1. - М. - 2006, - С. 305-309).
Недостатком известного технического решения, принятого за прототип, является большая трудоемкость процесса диагностики, связанная с необходимостью проведения последовательных измерений температуры каждого отдельного ролика с использованием человеческого труда.
Техническим результатом данного изобретения является автоматизация процесса диагностики роликов ленточных конвейеров.
Указанный технический результат достигается тем, что в способе обнаружения роликов ленточных конвейеров с повышенным сопротивлением вращению производят последовательные замеры температуры роликов с помощью датчика приема инфракрасного излучения и определяют ролики с повышенным сопротивлением вращению по увеличенной относительно других роликов температуре. Согласно изобретению, ленту конвейера останавливают, датчик, способный измерять и регистрировать температуру в момент его нахождения в непосредственной близости от ролика, разъемно закрепляют на нерабочей поверхность ленты конвейера между двумя упругими сегментами цилиндра, продвигают ленту вместе с датчиком так, чтобы датчик прошел расстояние между концевыми барабанами, определяют ролики с повышенным сопротивлением вращению путем расшифровки зарегистрированных данных измерения датчика.
В результате деградации подшипников изменяется сопротивление вращению роликов, что ведет к увеличению количества энергии, необходимой для их вращения. Повышение сопротивления вращению роликов обусловлено увеличенным трением, возникающим в подшипниковых узлах в результате загрязнения и загустения их смазочного материала, усталостного износа дорожек и тел качения, а также их абразивного истирания, что приводит к дополнительному образованию количества тепла в подшипниках и нагреву всех элементов ролика. Таким образом, наиболее надежным методом диагностики технического состояния роликов ленточных конвейеров является контроль температуры их обечайки.
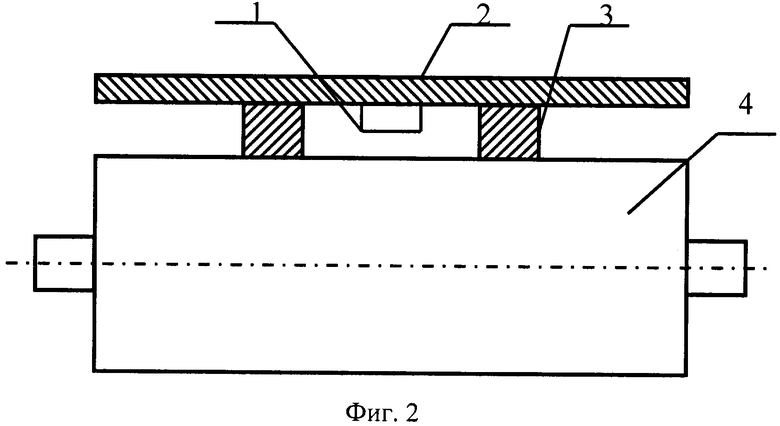
На фиг. 1 показано расположение измерительного устройства на ленте конвейера; на фиг. 2 - сечение по Α-A на фиг. 1.
Предлагаемый способ заключается в том, что датчик для бесконтактного измерения температуры 1 (далее датчик) разъемно закрепляют на нерабочей поверхности ленты 2 между двумя упругими сегментами цилиндра 3, предотвращающими разрушение датчика 1 от контакта с роликом 4. Так как датчик 1 движется вместе с конвейерной лентой, то всякий раз, когда участок ленты 2 с закрепленным устройством находится непосредственно над роликом 4, как показано на фиг. 1, происходит бесконтактное измерение температуры поверхности ролика.
Для применения этого способа датчик для измерения температуры ролика должен состоять из чувствительного элемента, работающего в спектре инфракрасного излучения, выходной сигнал которого изменяется при попадании в поле зрения датчика предмета, с температурой, отличающейся от температуры окружающей среды; аналого-цифрового преобразователя, элемента автономного питания и запоминающего элемента, на который происходит запись температурных измерений каждого ролика по линии движения измерительного устройства. После проведения измерений датчик снимают с ленты и подключают к компьютеру, где в специальной программе производится обработка и оценка полученных результатов. Используя три датчика одновременно, располагая их по всей ширине ленты, становится возможным за один прокат ленты произвести оценку технического состояния всех роликов рабочей ветви конвейера. Этот способ также может быть применен и для диагностики роликов порожней ветви конвейера.
В КузГТУ на основе пироэлектрического приемника IRA-E420S1 фирмы Murata был разработан и создан лабораторный датчик для бесконтактного измерения температуры роликов ленточного конвейера во время движения ленты. В научно-исследовательской лаборатории на полноразмерном ленточном конвейере 1Л80 были проведены динамические испытания датчика по измерению температуры контрольного ролика.
Средний ролик в роликоопоре нагревался внешним источником тепла. При этом для достижения более равномерной температуры по всей поверхности обечайки, во время нагрева ролик вращался лентой конвейера, со скоростью движения 0,1 м/с. После достижения необходимой температуры, конвейер останавливался, внешний источник тепла отключался, чтобы не создавать посторонних тепловых помех для приемника. Приемник теплового излучения вышеописанным способом монтировался на нерабочую поверхность ленты. Вся измерительная аппаратура и элемент питания располагались на рабочей поверхности ленты. После установки аппаратуры конвейер запускался, и датчик вместе с лентой продвигался между концевыми барабанами, при движении взаимодействуя с нагретым роликом. Эксперимент повторялся при различных температурах ролика и скоростях движения ленты. Перед каждым измерением температура контрольного ролика фиксировалась ручным пирометром. Скорость движения ленты изменялась частотным преобразователем. Температура окружающей среды составляла 27°C. Сигнал с приемника обрабатывался внешним аналого-цифровым преобразователем (АЦП) и записывался на запоминающее устройство. Изменение сигнала во времени, после обработки в прикладной программе АЦП, представлено на фиг. 3.
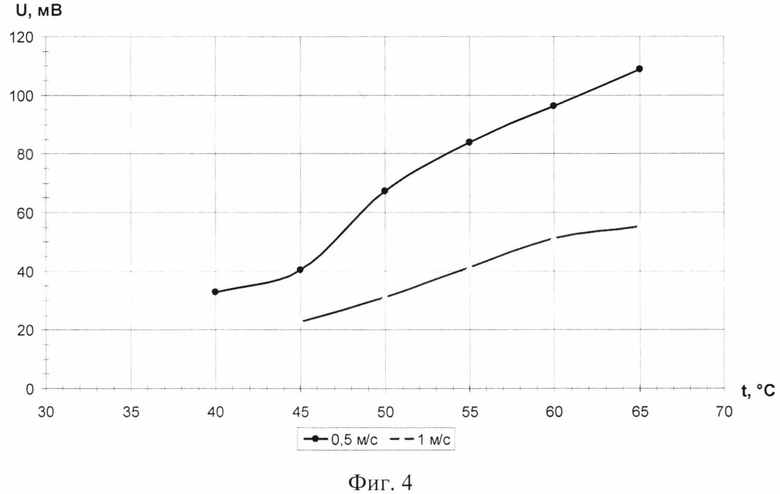
На фиг. 4 представлена экспериментально полученная зависимость выходного сигнала приемника от температуры контрольного ролика диаметром 89 мм при скорости движения ленты конвейера 0,5 и 1,0 м/с.
Таким образом, данный способ позволяет производить автоматизированный процесс диагностики технического состояния всех роликов ленточного конвейера, расположенных на линии движения датчика, за один прокат ленты между концевыми барабанами.
Производят последовательные замеры температуры роликов (4) при помощи датчика регистрации инфракрасного излучения (1), разъемно закрепленного на нерабочей поверхности ленты (2). Для предотвращения разрушения датчика от контакта с роликами, его помещают между двумя упругими сегментами цилиндра (3), которые также крепятся к ленте разъемно. При запуске конвейера датчик движется вместе с лентой. Измерение температуры роликов происходит в момент, когда участок ленты с закрепленным на ней датчиком находится непосредственно над роликом. Обеспечивается автоматизация процесса диагностики роликов ленточных конвейеров. 4 ил.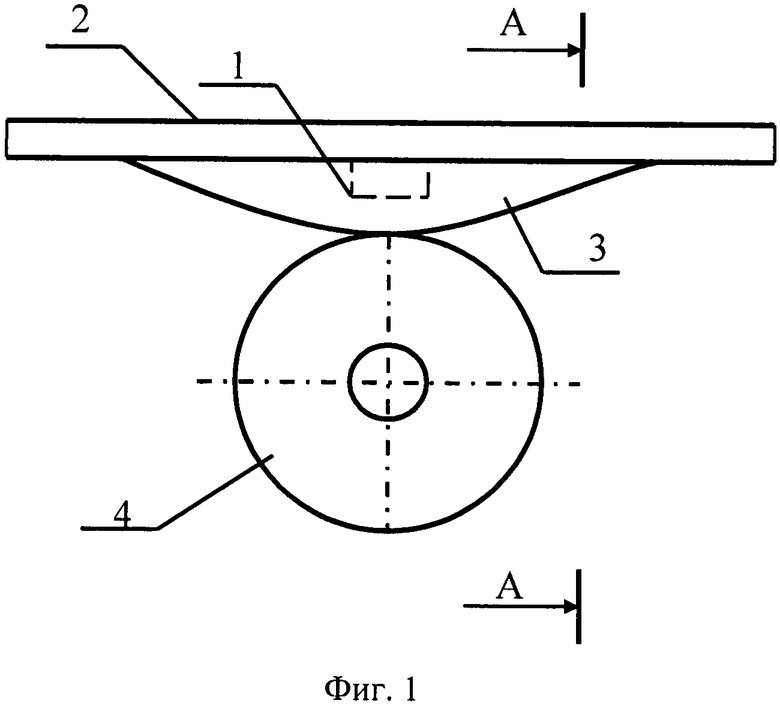
Способ обнаружения роликов ленточного конвейера с повышенным сопротивлением вращению, включающий последовательные замеры температуры роликов с помощью датчика регистрации инфракрасного излучения, и определение роликов с повышенным сопротивлением вращению по увеличенной относительно других роликов температуре, отличающийся тем, что ленту конвейера останавливают, датчик, способный измерять и регистрировать температуру в момент его нахождения в непосредственной близости от ролика, разъемно закрепляют на нерабочей поверхности ленты конвейера между двумя упругими сегментами цилиндра, продвигают ленту вместе с датчиком так, чтобы датчик прошел расстояние между концевыми барабанами, определяют ролики с повышенным сопротивлением вращению путем расшифровки зарегистрированных данных измерения датчика.
| Способ определения наличия неисправных роликов ленточного конвейера и их местоположения | 1990 |
|
SU1770130A1 |
| СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПЛИТЫ | 2007 |
|
RU2386505C1 |
| KR 1020110122449 A, 10.11.2011 | |||
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ МЕТАЛЛА | 1994 |
|
RU2107268C1 |
| УСТРОЙСТВО для ДОЗИРОВАНИЯ ПОРОШКОВ | 0 |
|
SU246300A1 |

