Изобретение относится к области диагностики технического состояния ленточных конвейеров и может быть использовано в горнодобывающей промышленности.
Известен способ температурного контроля несущих роликов ленточных транспортеров, заключающийся в том, что в транспортерную ленту монтируются тепловые или индуктивные датчики из ферромагнитных сплавов. Закодированные сигналы датчиков поступают на специальное опрашивающее устройство, которое в случае повышения температуры ролика свыше заданной отключает транспортер и позволяет идентифицировать поврежденный ролик 1.
Недостатком данного способа является сложность аппаратуры контроля, сложность монтажа встроенных в ленту датчиков температуры, их низкая надежность при эксплуатации, что в целом снижает надежность способа и не позволяет точно идентифицировать поврежденный ролик.
Наиболее близким по сущности является способ, реализованный в предохранительнойсистемеконвейера, заключающийся в определении и сравнении температуры поверхности ленты и поверхvi
XJ
О
00 О
ности закрывающего механизма датчика инфракрасного излучения путем измерения и регистрации инфракрасного излучения нагретой поверхности конвейерной ленты и поверхности закрывающего механизма датчика, по величине превышения температуры нагретого участка ленты над температурой поверхности закрывающего механизма определяют наличие дефектного ролика, при этом конвейер останавливают на заданное время, участки ленты нагреваются дефектными роликами, после чего конвейер запускают и определяют место положения дефектного ролика 2.
Недостатком данного способа является отсутствие контроля за степенью охлаждения нагретых участков, что имеет большое значение для длинных конвейеров. Во время движения нагретые участки ленты осты- вают и при подходе к датчику инфракрасного излучения разность температур получается ниже заданного значения, что не позволяет идентифицировать дефектный ролик. Кроме того, определение положения дефектного ролика по скорости движения ленты и времени ее прохождения не дает точного результата, т.к. не учитывает непостоянство скорости при запуске и во время движения.
Целью изобретения является повышение точности определения наличия неисправных роликов и места их положения.
Указанная цель достигается тем, что в способе, включающем диагностическую остановку конвейера на заданное время для нагревания поверхности ленты неисправными роликами, измерение температуры окружающей среды и температуры ленты во время последующего диагностического запуска конвейера с помощью датчика инфракрасного излучения, измеряют количество импульсов, соответствующих прохождению меток, нанесенных на барабан конвейера, с шагом, кратным расстоянию между его роликоопорами, определяют время, прошедшее с начала диагностического запуска конвейера, с учетом которого корректируют величину температуры нагретой поверхности ленты до величины, характеризующей начальный нагрев роликами, определяют отклонение скорректированной температуры над температурой окружающей среды и сравнивают его с предельно допустимым отклонением, при этом определение наличия неисправных роликов ведут по превышению предельно допустимого отклонения, а определение места их положе- ния осуществляют по количеству импульсов. Как известно, уменьшение температуры нагретой поверхности в зависи0
мости от времени т происходит по экспоненциальному закону:
- CL Т
тизм т.нач е , где применительно к ленточному конвейеру: тизм - измеряемая температура поверхности ленты,
1нэч - температура нагрева участка ленты от дефектных роликов,
а - коэффициент, характеризующий скорость охлаждения материала (резины), г- время от начала повторного (диагностического) запуска до момента измерения.
Тогда Тнач 1изм &г . Это позволяет повысить точность обнаружения дефектных ро5 ликов, особенно на длинных конвейерах, т.к. участки ленты, нагретые дефектными роликами, продвигаясь на заданной (пониженной) скорости к месту установки датчика, охлаждаются и могут достичь температуры,
0 которую способ, заложенный в предохранительной системе прототипа, не выявит. Определение места положения дефектного ролика предложенным способом более точно, т.к. не зависит от изменения скорости во
5 время пуска и движения ленты.
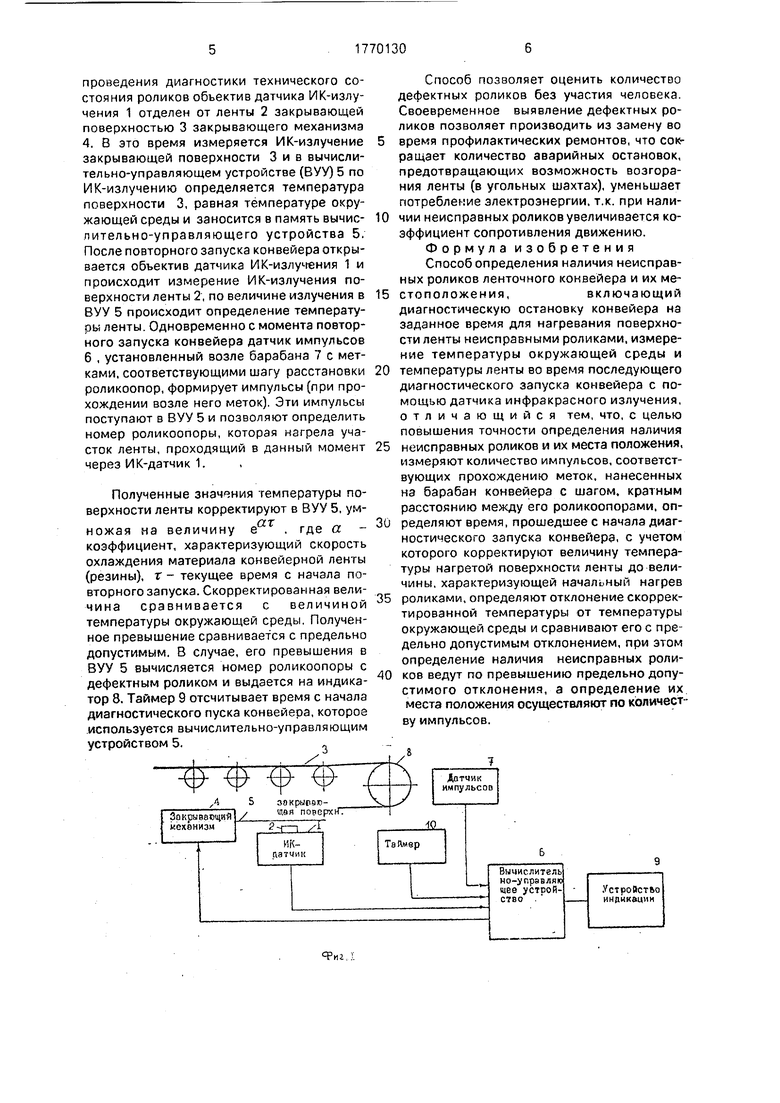
Для пояснения способа на фиг.1 представлено устройство для реализации способа, на фиг.2 - выполнение закрывающего механизма.
0 Устройство включает датчик 1 инфракрасного излучения (ИК-датчик) с объективом 2, установленный вблизи конвейерной ленты 3, закрывающий механизм 4 с закрывающей поверхностью 5, вычислитель5 но-управляющее устройство 6, датчик 7 импульсов, барабан 8 с метками 8, блок 9 индикации, таймер 10.
При этом в качестве датчика 1 инфракрасного излучения можно использовать
0 прибор для измерения температуры по инфракрасному излучению. Датчик 7 импульсов состоит из стандартного элемента ДМ-2М и электронной схемы формирования прямоугольных импульсов. Зз5 крывающий механизм 4 с закрывающей поверхностью 5 (фиг.2) состоит из пружины 11,закрывающей поверхности 5 и электромагнита 12, который управляется промежуточным реле, подключенным к
0 вычислительно-управляющему устройству
б, блок 9 индикации и таймер 10 входят в
комплект микроЭВМ Электроника С-5,
выпускаемый промышленностью. Барабан с
метками 8 выполнен на базе приводного
5 или отклоняющего барабана конвейера путем прикрепления металлических меток, расположенных кратно шагу между роликоопорами.
Устройство работает следующим образом. Во время остановки конвейера для
проведения диагностики технического состояния роликов обьектив датчика ИК-излу- чения 1 отделен от ленты 2 закрывающей поверхностью 3 закрывающего механизма 4. В это время измеряется ИК-излучение закрывающей поверхности 3 и в вычислительно-управляющем устройстве (ВУУ) 5 по ИК-излучению определяется температура поверхности 3, равная температуре окружающей среды и заносится в память вычис- пительно-управляющего устройства 5. После повторного запуска конвейера открывается объектив датчика ИК-излучения 1 и происходит измерение ИК-излучения поверхности ленты 2, по величине излучения в ВУУ 5 происходит определение температуры ленты. Одновременно с момента повторного запуска конвейера датчик импульсов 6 , установленный возле барабана 7 с метками, соответствующими шагу расстановки роликоопор, формирует импульсы (при прохождении возле него меток). Эти импульсы поступают в ВУУ 5 и позволяют определить номер роликоопоры, которая нагрела участок ленты, проходящий в данный момент через ИК-датчик 1.
Полученные значения температуры поверхности ленты корректируют в ВУУ 5, умножая на величину еат , где а коэффициент, характеризующий скорость охлаждения материала конвейерной ленты (резины), т - текущее время с начала повторного запуска. Скорректированная вели- чина сравнивается с величиной температуры окружающей среды. Полученное превышение сравнивается с предельно допустимым. В случае, его превышения в ВУУ 5 вычисляется номер роликоопоры с дефектным роликом и выдается на индикатор 8. Таймер 9 отсчитывает время с начала диагностического пуска конвейера, которое используется вычислительно-управляющим устройством 5.
,
10
15
20
25
30
35
40
Способ позволяет оценить количество дефектных роликов без участия человека. Своевременное выявление дефектных роликов позволяет производить из замену во время профилактических ремонтов, что сокращает количество аварийных остановок, предотвращающих возможность возгорания ленты (в угольных шахтах), уменьшает потребление электроэнергии, т.к. при наличии неисправных роликов увеличивается коэффициент сопротивления движению. Формула изобретения Способ определения наличия неисправных роликов ленточного конвейера и их местоположения,включающий диагностическую остановку конвейера на заданное время для нагревания поверхности ленты неисправными роликами, измерение температуры окружающей среды и температуры ленты во время последующего диагностического запуска конвейера с помощью датчика инфракрасного излучения, отличающийся тем, что, с целью повышения точности определения наличия неисправных роликов и их места положения, измеряют количество импульсов, соответствующих прохождению меток, нанесенных на барабан конвейера с шагом, кратным расстоянию между его роликоопорами, определяют время, прошедшее с начала диагностического запуска конвейера, с учетом которого корректируют величину температуры нагретой поверхности ленты до величины, характеризующей начальный нагрев роликами, определяют отклонение скорректированной температуры от температуры окружающей среды и сравнивают его с предельно допустимым отклонением, при этом определение наличия неисправных роликов ведут по превышению предельно допустимого отклонения, а определение их места положения осуществляют по количеству импульсов.
Вычислитель но-управляю шее устройС7ВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ мониторинга состояния ленточного конвейера с модулем камеры искробезопасной машинного зрения и тепловизора | 2023 |
|
RU2803042C1 |
| СПОСОБ ОБНАРУЖЕНИЯ РОЛИКОВ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ С ПОВЫШЕННЫМ СОПРОТИВЛЕНИЕМ ВРАЩЕНИЮ | 2014 |
|
RU2561492C1 |
| Способ определения технического состояния роликоопор ленточного конвейера | 1989 |
|
SU1710463A1 |
| Способ управления ленточным конвейером | 1986 |
|
SU1442480A1 |
| Конвейерные весы | 1987 |
|
SU1569574A1 |
| СПОСОБ СУШКИ СЕМЯН РАПСА | 2016 |
|
RU2638690C1 |
| Установка для микронизации зерна | 1989 |
|
SU1684578A1 |
| Стенд для определения деформации ленты между роликоопорами конвейера | 1982 |
|
SU1046174A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2369550C1 |
| Система мониторинга состояния ленточного конвейера преимущественно для подземных наклонно/горизонтальных горных выработок | 2020 |
|
RU2743600C1 |

Использование: диагностика технического состояния ленточного конвейера, гор- нодобывающая промышленность. Сущность: способ определения наличия неисправных роликов ленточного конвейера и места их положения, включает диагностическую остановку конвейера на заданное время для нагревания поверхности ленты неисправными роликами, измерение температуры окружающей среды и температуры ленты во время последующего диагностического запуска конвейера с помощью датчика инфракрасного излучения, определение времени, прошедшего с начала диагностического запуска конвейера, с учетом которого корректируют величину температуры нагретой поверхности ленты до величины, характеризующей начальный нагрев роликами, определение отклонения скорректированной температуры над температурой окружающей среды и сравнение его с предельно допустимым отклонением, при этом определение наличия неисправных роликов ведут ло превышению предельно допустимого отклонения, а определение места их положения осуществляют по количеству импульсов, соответствующих прохождению меток, нанесенных на барабан конвейера с шагом кратным расстоянию между его роликоопорами. 2 ил. сл С
/
§
Фиг2
| УСТРОЙСТВО для ДОЗИРОВАНИЯ ПОРОШКОВ | 0 |
|
SU246300A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ МЕТАЛЛА | 1994 |
|
RU2107268C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
