Область техники, к которой относится изобретение
Настоящее изобретение относится к способу охлаждения стальной плиты и более конкретно к способу охлаждения горячекатаной стальной плиты.
Уровень техники
Способ непрерывного охлаждения стальной плиты с помощью охладительного устройства и контроля структуры стальной плиты с целью производства толстой стальной плиты, обладающей высокой прочностью и высокой ударной вязкостью, является широко распространенным. Этот производственный процесс способствует снижению производственных расходов благодаря уменьшению легирующих элементов и улучшению эффективности сварочных работ.
Однако в таком способе производства, перед тем как стальная плита подается на охладительное устройство, температура передней торцовой части и задней торцовой части стальной плиты становится ниже температуры центральной части стальной плиты в направлении ее длины. Кроме того, при водораспылительном охлаждении, также производимом в охладительном устройстве, оказывают большое влияние теплоперенос и теплопроводность со стороны торцовых поверхностей, вследствие чего возникает явление переохлаждения, приводящее к нестабильности плоскостности и свойств материала.
По этой причине, как, например, раскрыто в японской патентной публикации (А) №60-43435, предлагается способ отслеживания положения стальной плиты и маскировки передней торцовой части и задней торцовой части стальной плиты путем остановки распыления охлаждающей воды, что предотвращает переохлаждение у передней торцовой части и у задней торцовой части.
Эффект предотвращения переохлаждения на передней торцовой части и задней торцовой части стальной плиты способом маскировки, показанный в упомянутой выше японской патентной публикации (А) №60-43435, является значительным. Однако в этом случае применяется двухпозиционное регулирование, т.е. в то время как маскируемые части не опрыскиваются водой, часть, которая не маскирована (называемая также «немаскированной частью»), получает охлаждающую воду со стандартной плотностью воды, вследствие чего количество воды резко меняется на пограничных частях. В частности, у передней торцовой части стальной плиты возникает большая температурная разница.
По этой причине в направлении перемещения стальной плиты (называемом также «продольным направлением стальной плиты») возникает разница в качестве материала, приводящая к снижению производительности. Под влиянием разницы в температуре форма передней торцовой области также быстро нарушается по сравнению с центральной частью в направлении перемещения стальной плиты.
Раскрытие изобретения
Целью настоящего изобретения является предложение нового и усовершенствованного способа охлаждения стальной плиты, способного повысить однородность охлаждения в направлении перемещения стальной плиты.
Настоящее изобретение выполнено с целью решения указанных выше проблем, и суть его состоит в следующем.
(1) Способ охлаждения стальной плиты, в котором осуществляется охлаждение горячекатаной стальной плиты при перемещении ее в одном направлении путем подачи охлаждающей воды из сопел, расположенных вверху и внизу охладительного устройства,
и при этом способ охлаждения стальной плиты отличается
разделением стальной плиты на переднюю торцовую область, область передней части и центральную область с головной стороны в направлении перемещения стальной плиты и разделением охладительного устройства на секцию передней ступени и секцию задней ступени в направлении перемещения стальной плиты,
на секции передней ступени охладительного устройства:
отсутствием какого-либо распыления воды при прохождении передней торцовой области стальной плиты,
распылением с постепенным увеличением количества охлаждающей воды от 80 до 95 об.% от стандартной плотности воды при прохождении области передней части, в результате чего количество охлаждающей воды достигает стандартной плотности воды при подходе пограничной части области передней части и области центральной части,
продолжением распыления со стандартной плотностью воды при прохождении области центральной части и затем
на секции задней ступени охладительного устройства:
распылением при доведении количества охлаждающей воды от 80 до 95 об.% от стандартной плотности воды при прохождении передней торцовой области стальной плиты,
постепенным увеличением количества охлаждающей воды от 80 до 95 об.% от стандартной плотности воды при прохождении области передней части, в результате чего количество охлаждающей воды достигает стандартной плотности воды при подходе пограничной части области передней части и области центральной части и продолжением распыления со стандартной плотностью воды при прохождении области центральной части.
(2) Способ охлаждения стальной плиты, как указано в (1), дополнительно включающий разделение хвостовой торцовой стороны указанной выше стальной плиты от области центральной части на область задней части и заднюю торцовую область в направлении перемещения стальной плиты и ступенчатое уменьшение количества охлаждающей воды от стандартной плотности воды в секции передней ступени и секции задней ступени охладительного устройства при завершении прохождения области центральной части стальной плиты и при прохождении области задней части, в результате чего происходит распыление количества охлаждающей воды, возрастающего от 80 до 95 об.% от стандартной плотности воды при достижении пограничной части области задней части и задней торцовой области, и распыление количества, возрастающего от 80 до 95 об.% от стандартной плотности воды при прохождении задней торцовой области.
Краткое описание чертежей
Эти и другие цели и признаки настоящего изобретения станут яснее из следующего описания предпочтительных вариантов осуществления, которое дается со ссылками на прилагаемые чертежи, на которых:
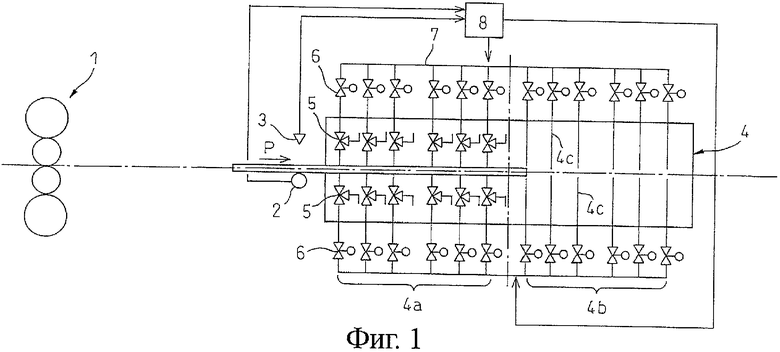
фиг.1 - принципиальная схема, показывающая охладительное устройство согласно первому варианту осуществления настоящего изобретения;
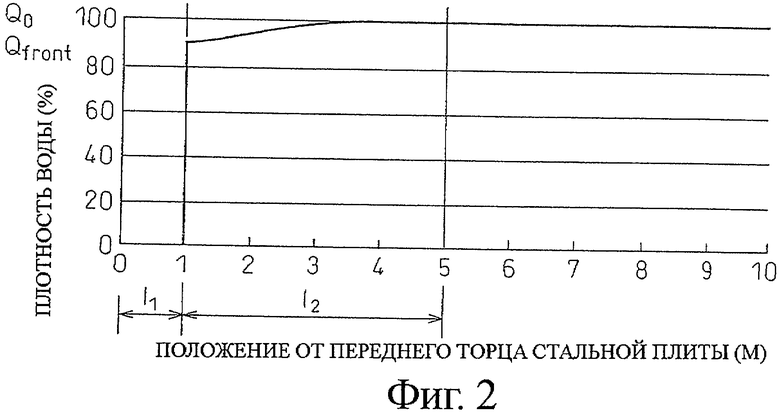
фиг.2 - пояснительный вид, показывающий распределение плотности воды в направлении длины стальной плиты в области 4а передней ступени охладительного устройства согласно данному варианту осуществления;
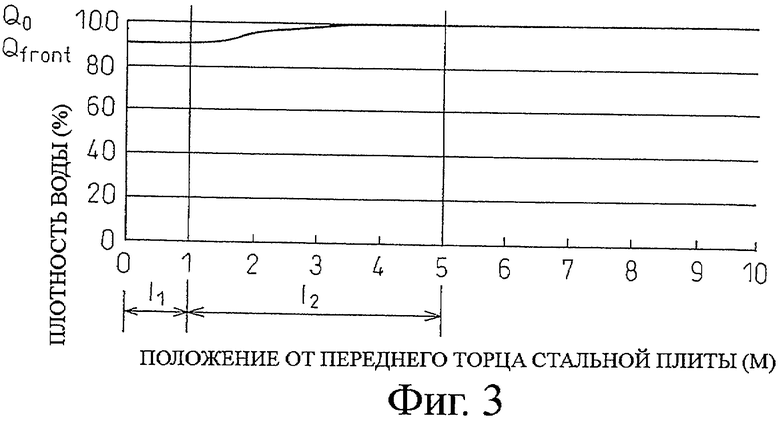
фиг.3 - пояснительный вид, показывающий распределение плотности воды в направлении длины стальной плиты в области задней ступени охладительного устройства согласно данному варианту осуществления;
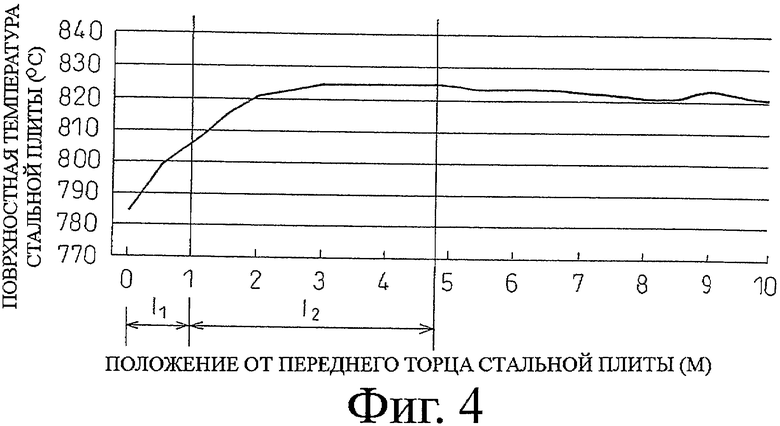
фиг.4 - пояснительный вид, показывающий распределение поверхностной температуры стальной плиты в направлении длины стальной плиты согласно данному варианту осуществления;
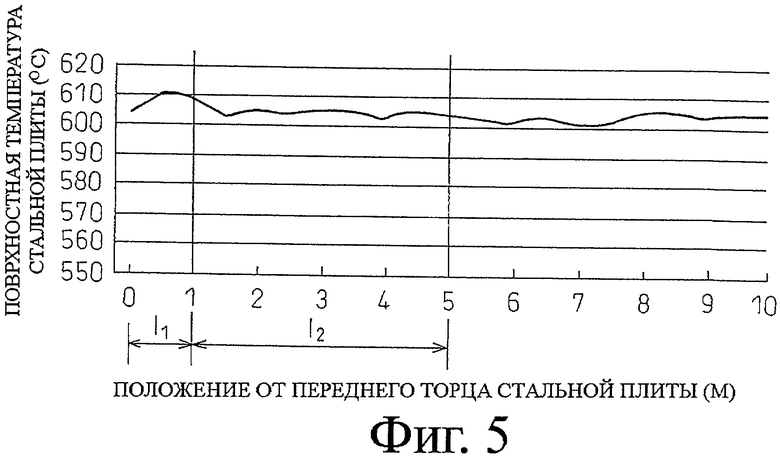
фиг.5 - пояснительная схема, показывающая распределение поверхностной температуры стальной плиты на выходной стороне охладительного устройства согласно тому же варианту осуществления; и
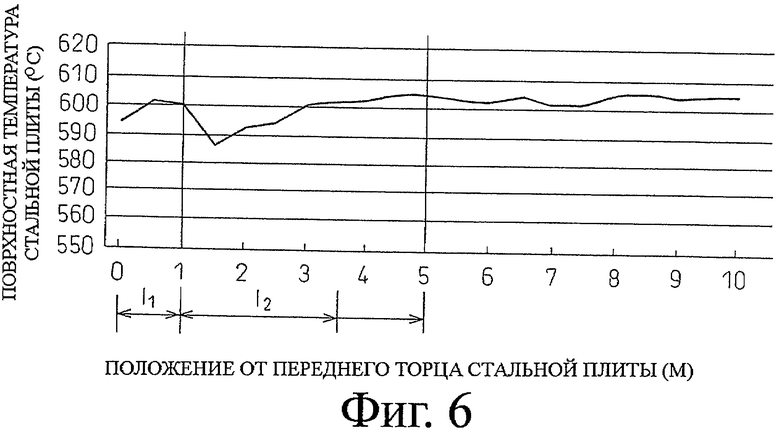
фиг.6 - пояснительная диаграмма, показывающая распределение поверхностной температуры стальной плиты на выходной стороне традиционного охладительного устройства.
Осуществление изобретения
Настоящее изобретение было выполнено для решения указанной выше проблемы. Средство (1), характеризующее его, представляет собой способ охлаждения стальной плиты при перемещении ее в одном направлении путем подачи охлаждающей воды из сопел, расположенных вверху и внизу охладительного устройства, и при этом способ охлаждения стальной плиты отличается разделением стальной плиты на переднюю торцовую область, область передней части и центральную область с головной стороны в направлении перемещения стальной плиты и разделением охладительного устройства на секцию передней ступени и секцию задней ступени в направлении перемещения стальной плиты; отсутствием на секции передней ступени охладительного устройства какого-либо распыления воды при прохождении передней торцовой области стальной плиты, распылением с постепенным увеличением количества охлаждающей воды от 80 до 95 об.% от стандартной плотности воды при прохождении области передней части, в результате чего количество охлаждающей воды достигает стандартной плотности воды при подходе пограничной части области передней части и области центральной части, продолжением распыления при стандартной плотности воды при прохождении области центральной части и затем распылением на секции задней ступени охладительного устройства при доведении количества охлаждающей воды до от 80 до 95 об.% от стандартной плотности воды при прохождении передней торцовой области стальной плиты, постепенным увеличением количества охлаждающей воды от 80 до 95 об.% от стандартной плотности воды при прохождении области передней части, в результате чего количество охлаждающей воды достигает стандартной плотности воды при подходе пограничной части области передней части и области центральной части и продолжением распыления со стандартной плотностью воды при прохождении области центральной части.
С помощью такой конструкции можно предотвратить значительное падение температуры на пограничных частях маскированной передней торцовой области толстой стальной плиты в направлении длины стальной плиты и области передней части немаскированной части. Кроме того, снижается разница в температурном распределении в направлении длины стальной плиты и, следовательно, становится возможным улучшить форму передней торцовой области и области передней части и становится возможным предотвратить изменения свойств материала в направлении перемещения стальной плиты.
Можно также разделить хвостовую торцовую сторону указанной выше стальной плиты от области центральной части на область задней части и заднюю торцовую область в направлении перемещения стальной плиты и последовательно уменьшать количество охлаждающей воды по сравнению со стандартной плотностью воды в секции передней ступени и в секции задней ступени охладительного устройства при завершении прохождения области центральной части стальной плиты и прохождении области задней части, в результате чего происходит распыление количества охлаждающей воды, возрастающего от 80 до 95 об.% от стандартной плотности воды при достижении пограничной части области задней части и задней торцовой области, и распыление количества, возрастающего от 80 до 95 об.% от стандартной плотности воды при прохождении задней торцовой области. С помощью такой конструкции становится возможным дополнительно улучшить форму стальной плиты и качество материала также и на задней части толстой стальной плиты.
Согласно настоящему изобретению, равномерность охлаждения в направлении перемещения стальной плиты может быть улучшена.
Ниже предпочтительные варианты осуществления настоящего изобретения объясняются более детально со ссылками на прилагаемые чертежи. Отметим, что в настоящем описании и на чертежах компоненты, имеющие по существу одни и те же функции и конструкцию, обозначены одними и теми же условными знаками, по причине чего дублирование описания исключено.
Авторами изобретения проведены различные эксперименты и исследования, касающиеся способа принудительного охлаждения горячекатаной толстой стальной плиты охлаждающей водой, предотвращает падение температуры в пограничной части маскированной части и немаскированной части в передней части толстой стальной плиты, поскольку это падение температуры является большим (примерно в 1,5 раза по сравнению с задней частью), где охладительное устройство [разделяют] на область передней ступени и область задней ступени, а переднюю торцовую часть и заднюю торцовую часть толстой стальной плиты маскируют с помощью двухпозиционного регулирования охлаждающей воды с помощью трехходовых клапанов.
С целью предотвращения указанного падения температуры на пограничной части необходимо установить клапан регулировки скорости потока, который регулирует скорость потока в системе труб для подачи охлаждающей воды на сопла в охладительном устройстве и постепенного увеличения количества охлаждающей воды в пограничной части. Однако область падения температуры в пограничной части является короткой: от 2 до 3 м или меньше, а время открытия клапана регулировки скорости потока (время от полностью закрытого до полностью открытого) составляет приблизительно 10 с даже в самом быстром режиме. При этом скорость перемещения стальной плиты (1,0-2,0 м/с) понижаться не может.
По этой причине, как это было описано выше, если постепенно увеличивать открытие клапана регулировки скорости потока от полностью закрытого до полностью открытого, время, в течение которого клапан регулировки скорости потока станет полностью открытым, значительно перекрывает область падения температуры и выходит на сторону центральной части стальной плиты в направлении ее перемещения. Возникает новая проблема, состоящая в том, что происходит повышение температуры в передней области центральной части, где температура была устойчивой (область без падения температуры).
Далее, авторы настоящего изобретения, продолжая детальные исследования и эксперименты, установили, что описанное выше падение температуры пограничной части почти всегда составляет от 15 до 30°С или близко к этому и что, если даже не производить постепенного увеличения степени открытия клапана регулировки скорости потока от полностью закрытого до полностью открытого, если постепенное открытие клапана от степени открытия, дающего от 80 до 95 об.% от стандартной плотности воды Q0 (количества воды на единицу площади в единицу времени (м3/м2·мин), подаваемой к центральной части стальной плиты (далее эта плотность воды обозначается Qfront), в результате чего устанавливается стандартная плотность воды Q0, имеется возможность предотвращать падение температуры указанной пограничной части в такой степени, чтобы в процессе работы не возникало проблемы с сопровождающимся подъемом температуры в упомянутой части с устойчивой температурой.
Отметим, что в случае толстой стальной плиты для стандартной плотности воды Q0 допускаются предпочтительные пределы, например от 0,3 до 1,5 м3/м2·мин. В частности, в случае толстой стальной плиты использование плотности воды, включающей стандартную плотность воды Q0, которая, например, выше 1,5 м3/м2·мин, температура в конце охлаждения во многих случаях является низкой, и поверхностная температура толстой стальной плиты во время охлаждения также становится низкой. По этой причине при охлаждении такой толстой стальной плиты охлаждение чаще всего становится охлаждением в области пузырькового кипения, где охлаждение приобретает стабильность, и, следовательно, температурная разница после охлаждения редко становится большой и при этом почти никогда не возникает никакого вредного влияния, обусловленного температурной разницей. Употребительность в настоящем изобретении, таким образом, является низкой. С другой стороны, в случае плотности воды при стандартной плотности воды Q0, которая, например, ниже 0,3 м3/м2·мин, степень охлаждения становится низкой и, следовательно, укрупнение зерна толстой стальной плиты может быть предотвращено, но прочность толстой стальной плиты улучшена быть не может, в результате чего частота использования плотности воды ниже 0,3 м3/м2·мин является низкой. Следовательно, применимость настоящего изобретения невысока.
Отметим, что стандартная плотность воды Q0 определяется главным образом как качество охлажденной стальной плиты. Наряду с этим она определяется температурной разницей между температурой стальной плиты до охлаждения с помощью охладительного устройства и заданной температурой стальной плиты после охлаждения, теплопроводностью стальной плиты, охладительными соплами и другим холодильным оборудованием, а также различными другими факторами. При этом температура стальной плиты до охлаждения колеблется в зависимости от времени прохождения стальной плиты из нагревательной печи через прокатный стан к охладительному устройству, от способа прокатки и от других факторов.
Настоящее изобретение было выполнено на основе этих установленных фактов и детально объясняется со ссылками на фигуры от фиг.1 до фиг.5. Фиг.1 представляет принципиальную схему, показывающую охладительное устройство для осуществления способа охлаждения согласно первому варианту осуществления настоящего изобретения. Фиг.2 представляет пояснительный вид, показывающий распределение плотности воды в направлении длины стальной плиты в области передней ступени охладительного устройства согласно данному варианту осуществления. Фиг.3 представляет пояснительный вид, показывающий распределение плотности воды в направлении длины стальной плиты в области задней ступени охладительного устройства согласно настоящему изобретению. Фиг.4 представляет пояснительный вид, показывающий распределение поверхностной температуры стальной плиты в направлении длины стальной плиты согласно данному варианту осуществления. Фиг.5 представляет объяснительную схему, показывающую распределение поверхностной температуры стальной плиты на выходной стороне охладительного устройства согласно данному варианту осуществления.
Как следует из фиг.1, к охладительному устройству 4 согласно данному варианту осуществления примыкает прокатный стан 1 для толстых стальных плит. Охладительное устройство 4 включает в себя мерильный валик 2, детектор 3 положения стальной плиты, охладительные сопла 4с, трехходовые клапаны 5, клапаны 6 регулировки скорости потока, магистральную трубу 7 и блок управления 8. Охладительное устройство 4 разделено на область 4а передней ступени и область 4b задней ступени. С целью того, чтобы охладительные сопла распыляли охлаждающую воду на верхнюю поверхность и нижнюю поверхность охлаждаемой стальной плиты Р, установлены множество сопел 4с в направлении длины и в направлении ширины стальной плиты Р. Кроме того, охладительные сопла 4с установлены у передних концов труб, отходящих от магистральной трубы 7. В середине труб в области 4а передней ступени установлены трехходовые клапаны 5 и клапаны 6 регулировки скорости потока, а клапаны 6 регулировки скорости потока установлены и в области 4b задней ступени. Блок управления 8 отслеживает положение стальной плиты Р на основании данных детектирования мерильного валика 2 и датчика 3, детектирующего положение стальной плиты, и, используя информацию отслеживания, корректирует степени открытия трехходовых клапанов 5 и клапанов 6 регулировки скорости потока.
Далее, охлаждаемую стальную плиту Р разделяют для удобства на три области: переднюю торцовую область I1 (область протяженностью, например, от 0,5 до 2 м от переднего торца стальной плиты в сторону центральной части в направлении длины стальной плиты), область передней части I2 (область протяженностью, например, от 4 до 10 м от пограничной части передней торцовой области и области передней части в сторону центральной части в направлении длины стальной плиты) и область центральной части (боковая область центральной части в направлении длины стальной плиты через пограничную часть области передней части и область центральной части), и при этом производится корректирование и контроль за скоростями охлаждающей воды, подаваемой от охладительного устройства 4. Пределы этих трех областей определяются в соответствии, например, с соотношением между скоростью ответа клапанов 6 регулировки скорости потока и скоростью перемещения стальной плиты и условиями охлаждения, такими как плотность воды и температура стальной плиты в конце охлаждения. Кроме того, эти пределы определяются распределением температуры стальной плиты до охлаждения. При этом распределение температуры этой стальной плиты перед охлаждением колеблется в зависимости от времени прохождения стальной плиты из нагревательной печи через прокатный стан к охладительному устройству, от способа прокатки, теплопроводности стальной плиты, качества материала и от других факторов.
В данном варианте осуществления, во-первых, когда охлаждаемая стальная плита Р, проходящая через прокатный стан 1, после завершения горячей прокатки перемещается по линии маршрута к охладительному устройству 4 и передний торец стальной плиты Р детектируется датчиком 3, детектирующим положение стальной плиты. После этого данные детектирования переднего торца стальной плиты Р вводятся в блок управления 8. Затем мерильный валик 2 находит пройденное расстояние стальной плиты Р и вводит пройденное расстояние в блок управления 8. Используя и те и другие вводимые данные, блок управления 8 отслеживает положение стальной плиты Р при ее перемещении.
Далее описывается регулирование клапанов 6 регулировки скорости потока и трехходовых клапанов 5 с помощью блока управления 8. Во-первых, прежде чем передний торец стальной плиты Р войдет в охладительное устройство 4, открытие клапанов 6 регулировки скорости потока уменьшается в такой степени, что плотность воды становится равной Qfront в области 4а передней ступени и области 4b задней ступени охладительного устройства 4. Далее, клапаны 6 регулировки скорости потока и трехходовые клапаны 5 регулируются таким образом, чтобы открыть трехходовые клапаны 5 в области 4а передней ступени в сторону от линии (сторона вне линии маршрута стальной плиты Р). Как следствие этого, охлаждающая вода с плотностью воды Qfront выводится в сторону вне линии в области 4а передней ступени и распыляется через охладительные сопла 4с в области 4b задней ступени.
В этом состоянии передний торец стальной плиты Р входит в охладительное устройство 4 и стальная плита Р последовательно проходит между верхними/нижними охладительными соплами 4с. В этот момент в области 4а передней ступени охладительного устройства 4 трехходовые клапаны 5 у всех охладительных сопел 4с последовательно переключаются на сторону линии, когда область I1 стальной плиты Р проходит положения охладительных сопел 4с (положения, где установлены охладительные сопла 4с), а область h передней части стальной плиты Р достигает положений охладительных сопел 4с, в результате чего начинается последовательное распыление охлаждающей воды на стальную плиту Р от охладительных сопел 4с, установленных в направлении длины стальной плиты. Сразу же после этого до тех пор, пока область передней части I2 стальной плиты Р не пройдет положения охладительных сопел 4с, степени открытия клапанов 6 регулировки скорости потока последовательно увеличиваются так, чтобы они оказались полностью открытыми непосредственно перед проходом области I2 передней части стальной плиты Р. Вследствие этого плотность охлаждающей воды для воды, распыляемой через охладительные сопла 4с в области 4а передней ступени, постепенно увеличивается от
Qftont, и достигает стандартной плотности воды Q0.
С другой стороны, в области 4b задней ступени охладительного устройства 4 стальная плита Р начинает охлаждаться при входе переднего торца стальной плиты Р в воду, распыляемую через охладительные сопла 4с с плотностью охлаждающей воды Qfront. Затем, когда область I2 передней части стальной плиты Р достигает положений охладительных сопел 4с, степени раскрытия клапанов 6 регулировки скорости потока начинают последовательно увеличиваться и становятся полностью открытыми непосредственно перед прохождением области I2 передней части.
Благодаря такому способу охлаждения, когда, например, передняя часть толстой стальной плиты Р имеет температуру, указанную на фиг.4, плотность воды для охлаждающей воды, распыляемой через охладительные сопла 4с в области 4а передней ступени охладительного устройства 4, становится такой, какая указана на фиг.2, в то время как плотность воды для охлаждающей воды, распыляемой через охладительные сопла 4с в области 4b задней ступени охладительного устройства 4, становится такой, какая указана на фиг.3. В результате этого температура стальной плиты Р, выходящей из охладительного устройства 4, характеризуется хорошим температурным распределением, как это показано на фиг.5. С другой стороны, если только регулировать маскировку с целью остановки распыления воды в передней торцовой области без использования настоящего изобретения, разница температур на границе передней торцовой области и области передней части будет высокой, как показано на фиг.6. Отметим, что фиг.6 является пояснительным видом, показывающим распределение поверхностной температуры стальной плиты на выходной стороне традиционного охладительного устройства.
Далее разъясняется способ охлаждения задней части толстой стальной плиты Р согласно данному варианту осуществления. Падение температуры на границе маскированной части и немаскированной части на задней части толстой стальной плиты Р меньше по сравнению с описанной выше передней частью, но предпочтительно предотвращать и это падение температуры. Это будет объяснено ниже.
Охлаждаемую стальную плиту Р разделяют для удобства на три области: заднюю торцовую область (область от заднего торца стальной плиты в сторону центральной части в направлении длины стальной плиты), область задней части (область от задней торцовой области в сторону центральной части в направлении длины стальной плиты) и область центральной части. Количества охлаждающей воды, подаваемой от охладительного устройства 4, регулируются и контролируются. Пределы этих трех областей определяются в соответствии, например, с соотношением между скоростью ответа клапанов 6 регулировки скорости потока и скоростью перемещения стальной плиты, плотностью воды, температурой стальной плиты в конце охлаждения и другими условиями охлаждения. Кроме того, эти пределы определяются в соответствии с распределением температуры стальной плиты до охлаждения. Распределение температуры этой стальной плиты перед охлаждением колеблется в зависимости от времени прохождения стальной плиты из нагревательной печи через прокатный стан к охладительному устройству, от способа прокатки, теплопроводности, качества и т.д. стальной плиты и от других факторов.
Задняя часть этой толстой стальной плиты Р проходит через охладительное устройство 4, начиная от области центральной части, далее через область задней части и далее через заднюю торцовую область, благодаря чему, в то время как область центральной части толстой стальной плиты Р проходит через область 4а передней ступени охладительного устройства 4, она опрыскивается и охлаждается стандартной плотностью воды Q0, но, когда область задней части толстой стальной плиты Р достигает положений охладительных сопел 4с, степени открытия клапанов 6 регулировки скорости потока, установленных на охладительных соплах 4с, последовательно уменьшаются, в результате чего плотность воды становится равной описанной выше Qfront до подхода задней торцовой области. Затем, когда задняя торцовая область достигает положений охладительных сопел 4с, трехходовые клапаны 5 переключаются в сторону от линии, охлаждающая вода выводится в сторону вне линии и распыление охлаждающей воды на заднюю торцовую область прекращается. Эта операция последовательно производится вместе с перемещением к задней части толстой стальной плиты Р для охладительных сопел 4с от входной стороны охладительного устройства 4 в направлении к выходной стороне. Затем, когда область центральной части толстой стальной плиты Р проходит через область 4b задней ступени охладительного устройства 4, она опрыскивается и охлаждается стандартной плотностью воды Q0 так же, как описано выше, но, когда область задней части толстой стальной плиты Р подходит близко к охладительным соплам 4с, степени открытия клапанов 6 регулировки скорости потока, установленных на охладительных соплах 4с, последовательно уменьшаются, в результате чего плотность. воды становится равной описанной выше Qfront до подхода задней торцовой области. После этого задняя торцовая область опрыскивается и охлаждается в состоянии, при котором сохраняются указанные степени открытия.
ПРИМЕРЫ
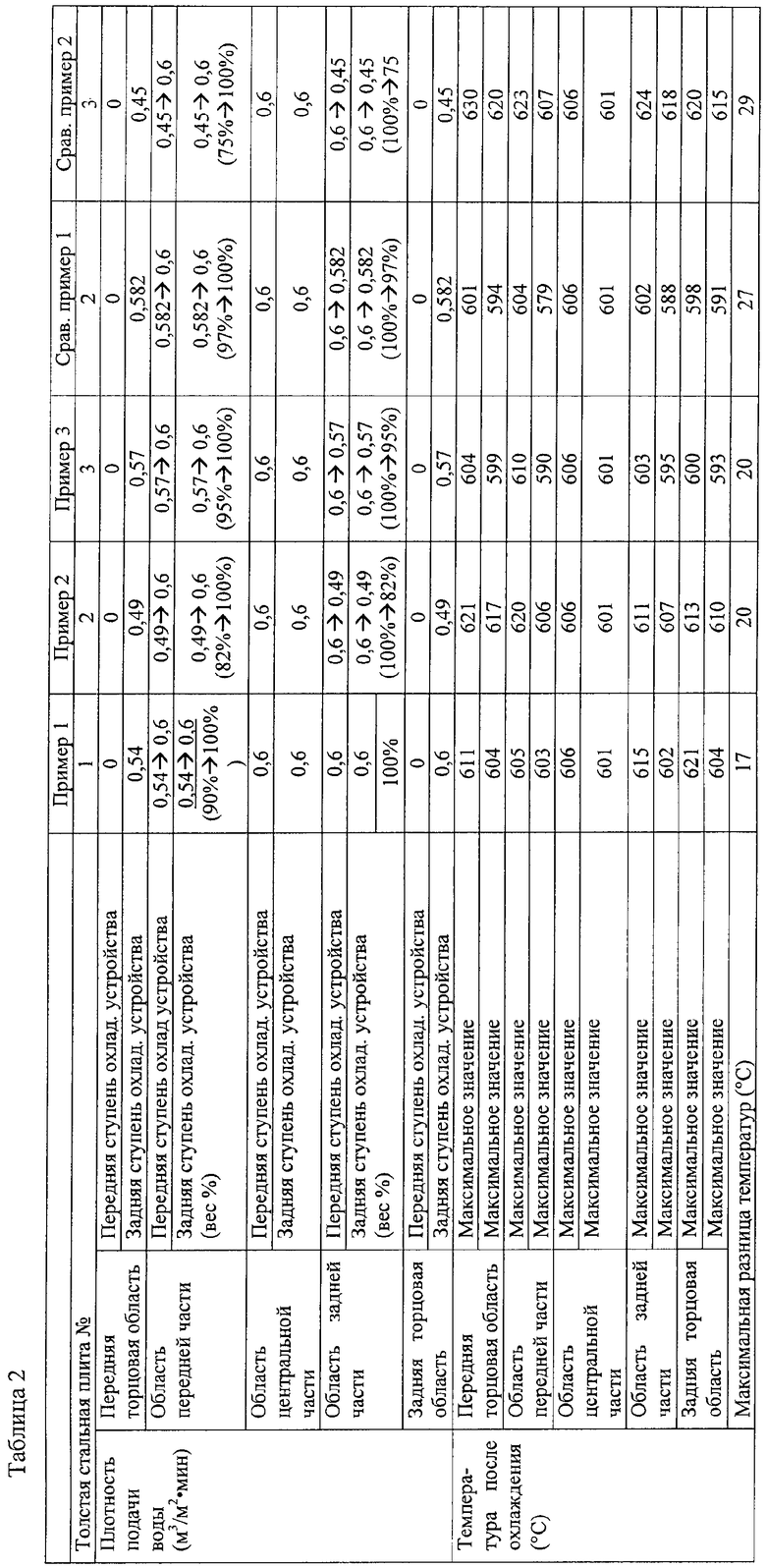
Примеры настоящего изобретения описываются вместе со сравнительными примерами со ссылками на таблицу 1 и таблицу 2. Таблица 1 является таблицей, в которой показаны толщина плит, ширина плит, длина плит и распределения температур толстых стальных плит 1-3 перед их пропусканием через охладительное устройство. Таблица 2 является таблицей, в которой показаны плотности воды и распределения температуры толстых стальных плит после охлаждения, примеров 1-3 и сравнительных примеров 1 и 2 в случае, когда показанные в таблице 1 толстые стальные плиты 1-3 охлаждают с помощью охладительного устройства, продвигая их со скоростью 60 м/мин.
В примерах настоящего изобретения используется охладительное устройство, в котором размещены охладительные сопла 4с в 24 ряда в направлении перемещения стальной плиты (в направлении длины стальной плиты) и 70 охладительных сопел 4с в направлении прямого угла к направлению перемещения стальной плиты (в направлении ширины стальной плиты). Далее, область 4а передней ступени состоит из охладительных сопел 4с до 12-го ряда, в то время как область 4b задней ступени состоит из этих сопел до 24-го ряда. Далее, трехходовые клапаны, клапаны регулировки скорости потока, блоки управления и т.д. имеют ту же конструкцию, что и на фиг.1. Далее, передняя торцовая область I1 стальной плиты распространяется на 1 м от переднего торца стальной плиты, область I2 передней части распространяется на 4 м от пограничной части передней торцовой области I1 и области I2 передней части, а область центральной части занимает часть после пограничной части область I2 передней части и области центральной части.
Пример 1 из приведенной таблицы 2 является примером случая, в котором настоящее изобретение не применяется в области задней части и задней торцовой области толстой стальной плиты 1, но они охлаждаются при стандартной плотности воды. Примеры 2 и 3 являются примерами, в которых настоящее изобретение применяется для области передней части, передней торцовой области, области задней части и задней торцовой области. Далее, плотность воды Qftont в зоне передней ступени, когда область передней части начинает проходить через охладительное устройство, составляет 90 об.% от стандартной плотности воды Q0 в примере 1,82 об.% - в примере 2 и 95 об.% - в примере 3, т.е. в пределах от 80 до 95 об.%. Примеры 1-3 являются примерами применения настоящего изобретения.
В примерах 1-3, как показано в ряду максимальной температурной разницы в таблице 2, максимальная температурная разница, представляющая собой разницу между минимальным значением и максимальным значением в распределении температуры стальной плиты после охлаждения, становится во всех примерах малой, равной 20°С или меньше. С другой стороны, сравнительный пример 1 является примером случая, в котором плотности подачи воды для охлаждающей воды в области передней части и задней ступени охладительного устройства превышают верхний предел настоящего изобретения (97 об.%), а сравнительный пример 2 является примером случая, в котором они ниже нижнего предела плотности воды настоящего изобретения (75 об.%). В обоих случаях максимальная температурная разница в стальной плите после охлаждения становится больше по сравнению с примерами 1-3 (27°С в сравнительном примере 1 и 29°С - в сравнительном примере 2). После охлаждения нарушается также и форма стальных плит.
Как указывалось выше, согласно настоящему изобретению, поскольку большое падение температуры пограничной части маскированной передней торцовой области толстой стальной плиты в направлении длины стальной плиты и области передней части немаскированной части может быть предотвращено, появляется возможность улучшить форму передней торцовой области и области передней части стальной плиты и становится возможным предотвратить изменение качества материала в направлении длины стальной плиты. Кроме того, становится возможным еще больше улучшить форму стальной плиты и качество материала в задней части стальной плиты. Суммируя сказанное выше, можно считать, что согласно настоящему изобретению равномерность охлаждения в направлении перемещения стальной плиты повышается и имеется возможность добиться равномерности качества материала и улучшить плоскостность стальной плиты.
Предпочтительные варианты осуществления настоящего изобретения были описаны выше со ссылками на прилагаемые чертежи. Однако нет необходимости говорить, что настоящее изобретение не ограничено этими примерами. Специалистам ясно, что в рамках объема формулы изобретения могут быть предусмотрены различные модификации и коррекции. Понятно, что они естественным образом включены в технический объем изобретения.
Изобретение предназначено для повышения однородности стальной плиты. Способ включает охлаждение перемещаемой горячекатаной плиты распылением охлаждающей воды из сопел, расположенных вверху и внизу охладительного устройства. Исключение локального переохлаждения плиты обеспечивается за счет того, что ее разделяют на переднюю торцовую область, область передней части и центральную область, охладительное устройство разделяют на секцию передней ступени и секцию задней ступени в направлении перемещения стальной плиты, при этом на секции передней ступени охладительного устройства не производят распыление воды при прохождении передней торцовой области стальной плиты, распыление осуществляют с постепенным увеличением количества охлаждающей воды от 80-95 об.% стандартной плотности воды при прохождении области передней части до стандартной плотности воды при подходе пограничной части области передней части и области центральной части, продолжают распыление со стандартной плотностью воды области центральной части, на секции задней ступени охладительного устройства доводят количество воды до 80-95 об.% стандартной плотности воды при прохождении передней торцовой области плиты, постепенно увеличивая до стандартной плотности воды при подходе пограничной части области передней части и области центральной части, и продолжают распыление со стандартной плотностью при прохождении области центральной части. 1 з.п. ф-лы, 2 табл., 6 ил.
1. Способ охлаждения перемещаемой горячекатаной стальной плиты, включающий ее охлаждение при перемещении в одном направлении путем подачи распылением охлаждающей воды из сопел, расположенных вверху и внизу охладительного устройства, отличающийся тем, что стальную плиту разделяют на переднюю торцовую область, область передней части и центральную область с головной стороны в направлении перемещения стальной плиты, а охладительное устройство разделяют на секцию передней ступени и секцию задней ступени в направлении перемещения стальной плиты, при этом на секции передней ступени охладительного устройства охлаждение производят без распыления воды при прохождении передней торцовой области стальной плиты, распыление осуществляют с постепенным увеличением количества охлаждающей воды от 80-95 об.% стандартной плотности воды при прохождении области передней части стальной плиты до достижения количества охлаждающей воды, соответствующего стандартной плотности воды при подходе пограничной части указанной области передней части и указанной области центральной части, продолжают распыление со стандартной плотностью воды при прохождении области центральной части, а затем на секции задней ступени охладительного устройства производят распыление при доведении количества охлаждающей воды до 80-95 об.% стандартной плотности воды при прохождении указанной передней торцовой области стальной плиты, при постепенном увеличении количества охлаждающей воды от 80-95 об.% стандартной плотности воды при прохождении указанной области передней части до достижения количества охлаждающей воды, соответствующего стандартной плотности воды, при подходе пограничной части области передней части и области центральной части, и продолжают распыление со стандартной плотностью воды при прохождении области центральной части.
2. Способ по п.1, отличающийся тем, что дополнительно разделяют хвостовую торцовую сторону указанной стальной плиты от области центральной части на область задней части и заднюю торцовую область в направлении перемещения стальной плиты и осуществляют ступенчатое уменьшение количества охлаждающей воды от стандартной плотности воды в секции передней ступени и секции задней ступени охладительного устройства при завершении прохождения области центральной части стальной плиты и при прохождении области задней части с достижением распыления количества охлаждающей воды от 80 до 95 об.% стандартной плотности воды при прохождении пограничной части области задней части и задней торцовой области, и распыления количества от 80 до 95 об.% стандартной плотности воды при прохождении задней торцовой области стальной плиты.
| Объемный гидропривод | 1977 |
|
SU718631A1 |
| Способ ускоренного охлаждения проката | 1985 |
|
SU1435348A1 |
| Способ охлаждения валков и полосыВ пРОцЕССЕ пРОКАТКи | 1978 |
|
SU806189A1 |

