Изобретение относится к литейному производству, в частности к конструкции литейных форм с экзотермическим обогревом и теплоизоляцией металла, применяемых в производстве стальных отливок для повышения качества и технологического выхода годного (ТВГ).
Известны различные по составу, конфигурации и исполнению литейные формы с экзотермическим обогревом и использованием теплоизоляционных облицовок. Известна также прибыль, содержащая экзотеплоизоляционные части (патент RU №2084307 «Обогреваемая прибыль» МПК6: В22С 9/08, опубл. 20.07.1997 г.).
Однако такие прибыли имеют существенные недостатки:
- большое количество сложной оснастки для изготовления форм и оформления прибылей в производстве с большой номенклатурой отливок;
- сложный технологический процесс изготовления прибыльной части форм;
- развитая наружная поверхность прибылей повышает скорость охлаждения металла;
- смеси экзотермических и теплоизоляционных материалов теряют значительную долю теплового эффекта, что влечет за собой повышение расхода термита.
Известны прибыли с теплоизоляционной облицовкой, однако они малоэффективны вследствие значительных тепловых потерь на стадии их прогрева без дальнейшей компенсации тепла.
В качестве прототипа выбрана литейная форма, содержащая прибыль с экзотермическим обогревом, выполненная в виде полости в литейной форме (патент RU №2388569 «Литейная форма», МПК: В22С 9/08 (2006.01), опубл. 10.05.2010, бюл. №13).
Такая прибыль для питания отливки не лишена существенных недостатков:
- повышенный расход экзотермической смеси вследствие неполного сгорания экзотермических элементов, расположенных частью в формовочной смеси;
- почти половина поверхности экзотермических элементов соприкасается с литейной формой, и большая часть тепла переходит в формовочную смесь без эффекта для питания отливки;
- полости в экзотермических элементах и выпоры в форме не обеспечивают выход газов, образующихся в периоды протекания экзотермических реакций;
- количество типоразмеров прибылей и экзотермических элементов остается еще высоким;
- технология изготовления экзотермических элементов различных типоразмеров не позволяет применить автоматические устройства.
В основу изобретения положена техническая задача использования экзотермического обогрева прибылей в сочетании с тепловой изоляцией металла для стабильного повышения качества отливок и технологического выхода годного с одновременным упрощением технологии изготовления прибыльной части формы.
Поставленная техническая задача решается тем, что литейная форма, содержащая прибыль с экзотермическим обогревом, выполненную в виде полости в литейной форме, при этом в полости прибыли установлена теплоизоляционная оболочка, в которой выполнены вертикальные карманы, размещенные в пределах внешнего контура прибыли и заполненные экзотермической смесью.
Второй особенностью предлагаемого изобретения является то, что карманы в теплоизоляционной оболочке с экзотермической смесью прикрыты слоем газопроницаемого материала.
Третьей особенностью предлагаемого изобретения является то, что толщина теплоизоляционной оболочки (Тк) в карманах составляет десятую долю толщины теплоизоляционной оболочки прибыли:
Тк=(0,1…0,2) Тп,
где Тк - толщина теплоизоляционной оболочки карманов, м; Тп - толщина оболочки прибыли, м.
Технический результат предлагаемого изобретения выражается в достижении следующих преимуществ:
- стабильность качества отливок по плотности металла;
- упрощение технологии изготовления экзотермических элементов;
- снижение расхода экзотермической смеси;
- обеспечение выхода газов, образующихся при протекании экзотермических реакций;
- расширение технологических возможностей и автоматизации операций изготовления экзотермических элементов;
- повышение ТВГ до 80…90%.
Толщина теплоизоляционной оболочки в карманах обеспечивает необходимую прочность для приема массы экзотермической смеси россыпью или в виде приготовленных экзотермических элементов.
Теплоизоляционную оболочку прибыли и карманы изготовляют или ручным способом по модели, или машинным с использованием стержневого ящика методом вакуумного всасывания пульпы из минеральной ваты и связующего, или другими методами.
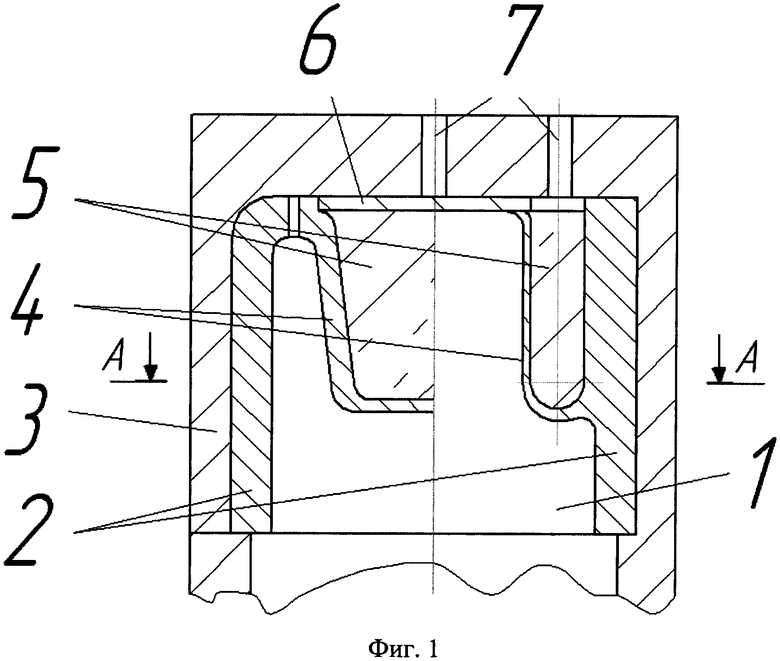
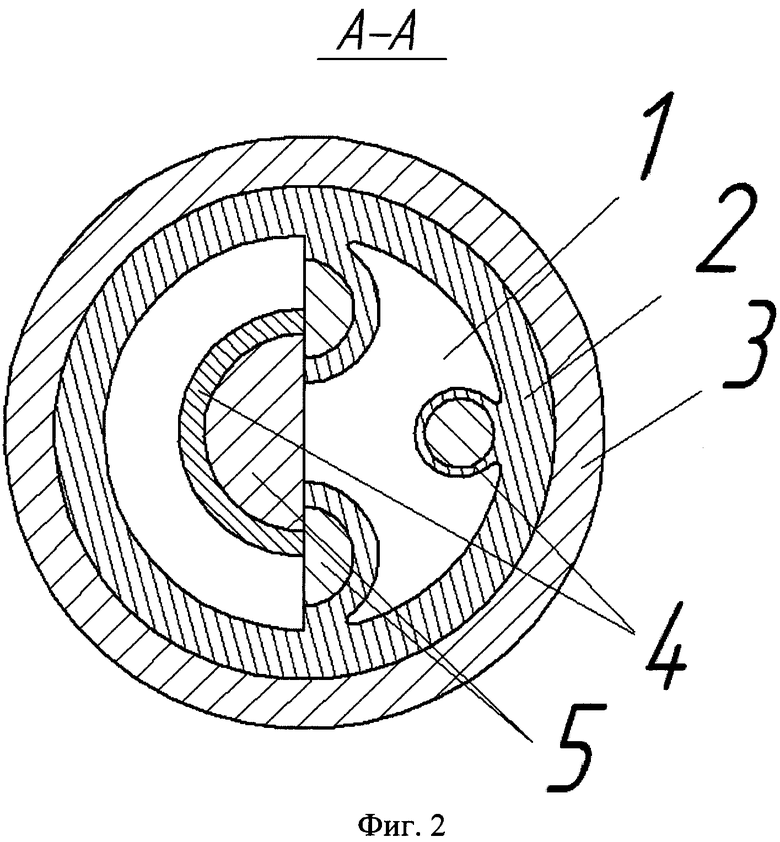
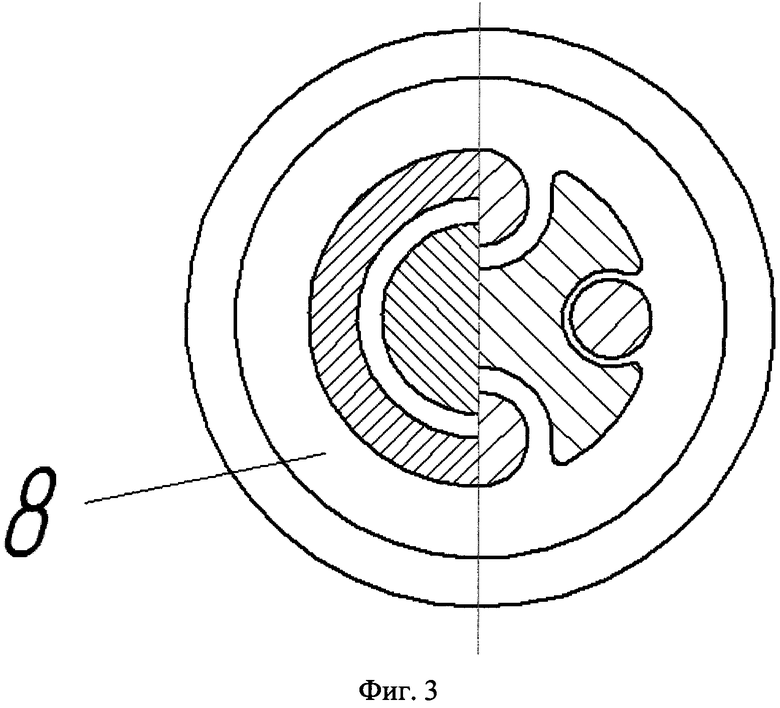
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 показан разрез прибыли с оформленными экзотермическими элементами в теплоизоляционной оболочке; в левой половине с одним карманом в центре, в правой с четырьмя карманами с экзотермическими элементами; на фиг. 2 - разрез по А-А в плане слева с одним карманом, справа с четырьмя; на фиг. 3 - модель для изготовления теплоизоляционной оболочки с одним карманом и с четырьмя; на фиг. 4 - разрез стержневого ящика по вертикали для изготовления оболочки с четырьмя карманами; на фиг. 5 - разрез стержневого ящика по Б-Б.
Заявляемое техническое решение (фиг. 1) содержит полость прибыли 1 с расплавленным металлом в теплоизоляционной оболочке 2, выполненной в литейной форме 3 с карманами 4, заполненными экзотермической смесью 5, ограниченной сверху слоем газопроницаемого материала 6, совмещенного с выпорами 7 в литейной форме 3.
Теплоизоляционную оболочку 2 прибыли и карманы 4 изготавливают по модели 8 в ящике 9, показанном на фиг. 4 в разрезе и фиг. 5 в плане, методом вакуумного всасывания пульпы в пространство 10 стержневого ящика. После затвердевания оболочку извлекают из стержневого ящика, просушивают при температуре не менее 250°С и охлаждают до нормальной температуры.
Приготовленную оболочку устанавливают на знаковую часть модели верхней полуформы, в карманы засыпают экзотермическую смесь или закладывают ранее изготовленные экзотермические элементы в виде цилиндров и прикрывают газопроницаемым материалом. Остальные операции проводят по цеховому технологическому процессу.
Таким образом, предлагаемое изобретение упрощает технологический процесс изготовления прибыли с экзотермическими элементами в карманах ее теплоизоляционной оболочки. Дополнительная энергия от горения экзотермических элементов, снижение тепловых потерь за счет теплоизоляционной оболочки прибыли увеличивают продолжительность питания отливки до конца ее затвердевания. Это обеспечивает снижение расхода металла и экзотермической смеси, повышение технологического выхода годного и плотности отливки. Кроме того, создается возможность изготовления одновременно теплоизоляционных оболочек и карманов машинным способом, а также обеспечивается автоматизация процесса изготовления экзотермических элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 2008 |
|
RU2388569C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369462C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369461C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2007 |
|
RU2356689C1 |
| Литейная форма для получения плотных отливок | 1990 |
|
SU1790465A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
Изобретение относится к области литейного производства. Прибыль выполнена в виде полости в литейной форме. В полости прибыли установлена теплоизоляционная оболочка, в которой выполнены вертикальные карманы. Карманы размещены в пределах внешнего контура прибыли и заполнены экзотермической смесью. Обеспечивается повышение качества отливок и технологического выхода годного с одновременным упрощением технологии изготовления прибыльной части формы. 2 з.п. ф-лы, 3 ил.
1. Литейная форма, содержащая прибыль с экзотермическим обогревом, выполненную в виде полости в литейной форме, при этом в полости прибыли установлена теплоизоляционная оболочка, в которой выполнены вертикальные карманы, размещенные в пределах внешнего контура прибыли и заполненные экзотермической смесью.
2. Литейная форма по п. 1, отличающаяся тем, что карманы прикрыты слоем газопроницаемого материала, совмещенного с выпорами в форме.
3. Литейная форма по п. 1, отличающаяся тем, что толщины теплоизоляционной оболочки прибыли и карманов находятся в следующем соотношении:
Тк=(0,1…0,2)Тп,
где Тк - толщина теплоизоляционной оболочки карманов, м; Тп - толщина оболочки прибыли, м.
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| ЛИТЕЙНАЯ ФОРМА | 2008 |
|
RU2388569C1 |
| DE 3317631 A1, 15.11.1984 | |||

