Изобретение относится к литейному производству, в частности к конфигурации литейных форм, содержащих полости прибыли с экзотермическим обогревом, применяемых в производстве стальных отливок.
Из уровня техники известны различные по составу, конфигурации и исполнению прибыли с экзотермическим обогревом. Известна прибыль, содержащая экзотермические элементы (патент RU №2084307, «Обогреваемая прибыль», МПК6: B22C 9/08, опубл. 20.07.1997 г.).
Однако такие прибыли имеют существенные недостатки:
- сложность изготовления элементов из экзотермических и экзотеплоизоляционных смесей, а также литейной формы в целом;
- невозможность обеспечения производства точной расчетной модельной оснастки для изготовления обогреваемой прибыли при большом разнообразии отливок по массе, габаритам и конфигурации;
- высокие затраты на реализацию в связи с большим количеством индивидуальной для каждой отливки оснастки;
- практически невозможно обеспечить высокое качество отливок (плотность), когда максимальный объем металла прибыли равен объему питаемой части отливки, умноженной на коэффициент объемной усадки, и гарантированному запасу, который возникает за счет расходования металла из стояка.
Известна прибыль с газопроводящим стержнем, заполненным экзотермической смесью (патент RU №2192331, «Способ получения стальных отливок», МПК7: B22D 27/06, опубл. 10.11.2002).
Однако такие прибыли имеют существенные недостатки:
- низкую эффективность и связанный с этим большой расход экзотермической смеси;
- большое разнообразие типоразмеров оболочек, так как для каждой конкретной отливки требуется своя определенная оболочка;
- для изготовления таких оболочек требуется разнообразная технологическая оснастка, что снижает технологические возможности такого процесса;
- при большой номенклатуре отливок усложняется не только изготовление экзотермических элементов и оснастки для них, но и хранение;
- в результате перечисленных недостатков снижается экономическая эффективность литейного производства.
В качестве прототипа выбрана литейная форма, содержащая прибыль с экзотермическим обогревом, выполненную в виде полости в литейной форме с металлическим расплавом, выпоры и экзотермические элементы (патент RU №2015835, «Способ изготовления прибыльной части литейной формы», МПК5: B22D 27/06, опубл. 15.07.1994 г.). Такой вид литейных форм не получил широкого распространения по причине, главным образом, неудобства технологического исполнения:
- сложность изготовления и размещения экзотермических элементов при всех указанных способах исполнения;
- снижение теплового эффекта вследствие неполного сгорания вынесенных в отдельные верхние камеры экзотермических элементов;
- для каждой отливки требуется своя экзотермическая смесь и типоразмер экзотермического элемента;
- все формы экзотермических элементов и их размещение в полостях прибылей носят скорее теоретическое предназначение, чем практическое исполнение.
В основу изобретения положена техническая задача расширения технологических возможностей применения экзотермических элементов и стабильного повышения качества стальных отливок с одновременным снижением расхода жидкого металла и повышения технологического выхода годного (ТВГ).
Поставленная техническая задача достигается тем, что в литейной форме, содержащей прибыль с экзотермическим обогревом, выполненную в виде полости в литейной форме с металлическим расплавом, выпоры и экзотермические элементы, согласно изобретению экзотермические элементы выполнены в виде вертикальных цилиндров с полостью внутри, геометрическая ось которой совпадает с геометрической осью цилиндра, и размещены горизонтально по условному контуру прибыли.
Другой особенностью изобретения является то, что общая масса всех экзотермических элементов в одной прибыли и масса металла в прибыли находятся в следующем соотношении:
∑mэ=(0,0625…0,125)Мм,
где ∑mэ - масса всех экзотермических элементов, кг,
Мм - масса металла в прибыли, кг.
Кроме того, полости экзотермических элементов совпадают с выпорами в литейной форме.
Технический результат предлагаемого изобретения выражается в обеспечении следующих преимуществ:
- простота изготовления и размещения экзотермических элементов в полости прибыли, что расширяет технологические возможности обогрева прибылей;
- расширение возможности использования экзоэлементов одного и того же типоразмера для десятка отливок с различной массой и конфигурацией, что повышает степень унификации;
- значительное снижение количества оснастки для изготовления экзоэлементов;
- снижение производственных площадей для изготовления и накопления экзоэлементов, а также хранения оснастки для их изготовления;
- повышение эффективности экзоэлементов за счет увеличенной площади поверхности контакта их с металлом и уменьшенной теплоотдачи в литейную форму;
- стабильность процесса сгорания экзоэлементов с выделением тепловой энергии и выхода годного в пределах 75-85%.
При уменьшении массы экзоэлемента ниже нижнего предела - 0,0625Мм, где Мм - масса металла в прибыли, кг, не обеспечивается необходимый перегрев металла в прибыли, а при массе экзоэлемента выше верхнего предела 0,125 Мм экзоэлемент не прогревается до температуры воспламенения и сгорает без эффекта для прибыли.
Полости в экзоэлементах и их совпадение с выпорами в литейной форме обеспечивают выход газа в период заливки полостей металлом.
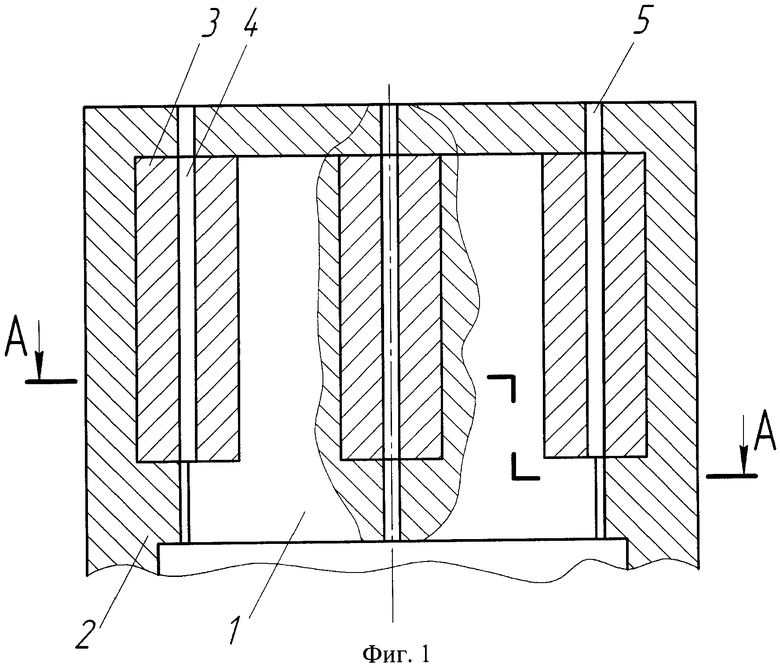
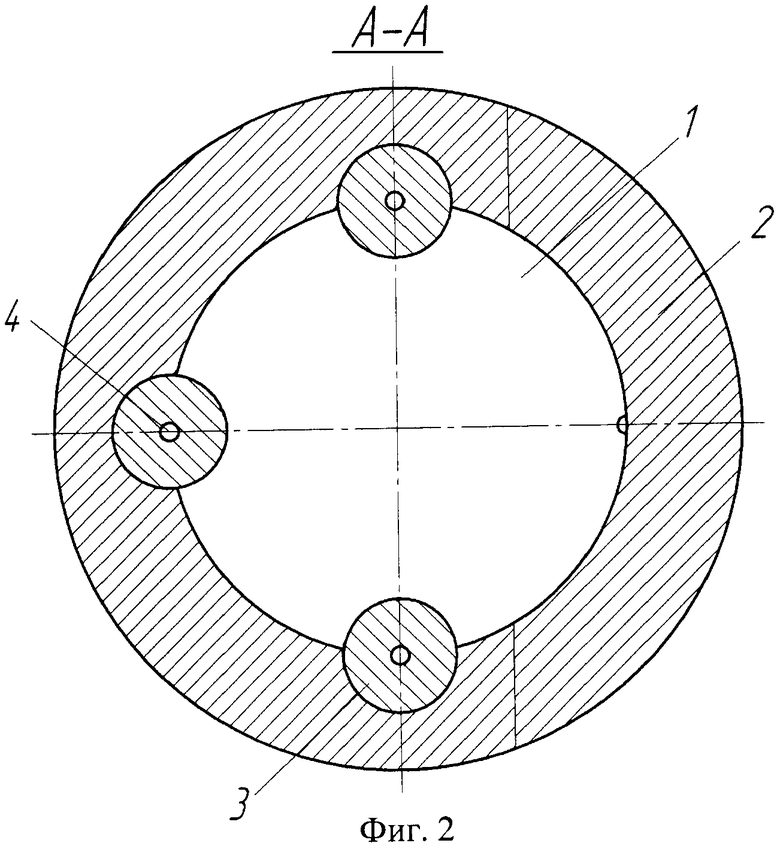
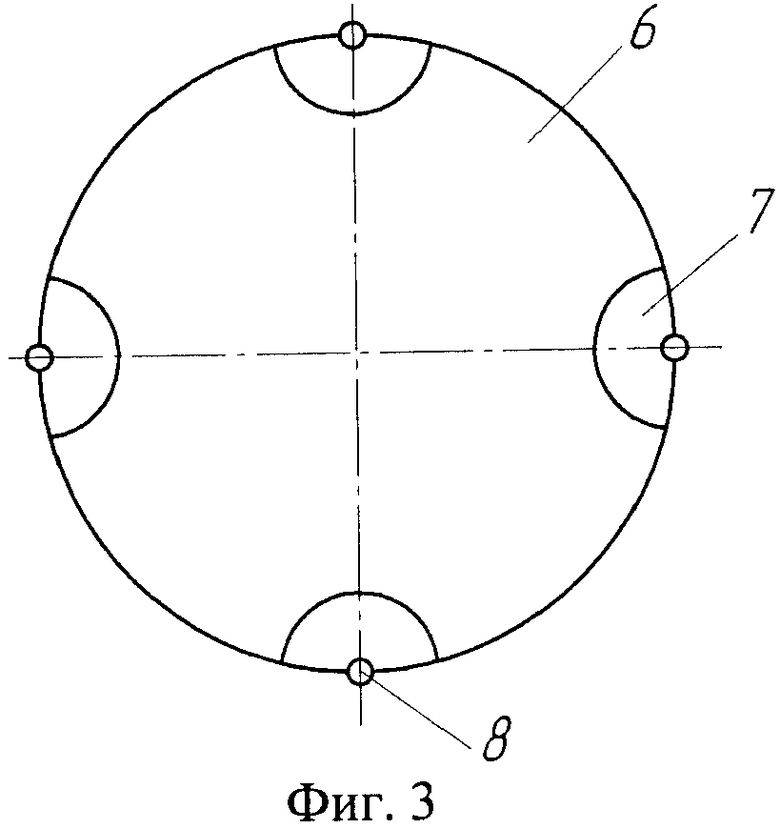
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показан разрез прибыли с установленными экзотермическими элементами в литейной форме, на фиг.2 - разрез по А-А в плане, фиг.3 - модель прибыли с нишами для фиксирования экзотермических элементов и моделями (штырями) для выполнения выпоров.
Заявляемое устройство, показанное на фиг.1, содержит полость с расплавленным металлом прибыли 1 в литейной форме 2 с экзоэлементами 3, выполненными с внутренней полостью 4. Внутренняя полость 4 совпадает с выпором 5.
На фиг.2 показан пример расположения 4-х экзоэлементов 3 в литейной форме 2. Количество и типоразмеры экзоэлементов 3 выбирают из соотношения их суммарной массы к массе металла в прибыли.
Экзоэлементы 3 изготавливают по известной технологии литейных стержней ручным и машинным способами из известной экзотермической смеси, в состав которой входят термит и технологические добавки. Для оформления прибыльной части используются различные смеси, но лучше использовать холоднотвердеющие смеси (ХТС) с последующей их вибрацией для уплотнения.
Изготовление литейных форм с прибылями, обогреваемыми экзотермическими элементами согласно заявляемому изобретению, начинается с установки модели прибыли 6 (фиг.3) с нишами 7 и моделями выпоров 8, по которым, как по направляющим, устанавливаются экзоэлементы 3 в ниши модели прибыли 6. После размещения всех экзоэлементов 3 засыпается (заливается) формовочная смесь, уплотняется вибрацией, и после отверждения модель прибыли 6 удаляется, а экзоэлементы 3 сохраняют свое первоначальное положение, как показано на фиг.1 и 2.
Промышленная применимость
Предлагаемое устройство может быть использовано в литейном производстве при изготовлении прибылей с экзотермическим обогревом, применяемых в производстве стальных отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБЫЛЬ В ЛИТЕЙНОЙ ФОРМЕ С ЭКЗОТЕРМИЧЕСКИМ ОБОГРЕВОМ И ТЕПЛОИЗОЛЯЦИЕЙ МЕТАЛЛА | 2014 |
|
RU2561557C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2007 |
|
RU2356689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Литейная форма | 1988 |
|
SU1660832A1 |
| Литейная форма для получения плотных отливок | 1990 |
|
SU1790465A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
Изобретение относится к области литейного производства. Форма содержит прибыль, выполненную в виде полости в литейной форме с металлическим расплавом, выпоры и экзотермические элементы. Экзотермические элементы выполнены в виде вертикальных цилиндров с полостью внутри, геометрическая ось которой совпадает с геометрической осью цилиндра, и размещены по контуру прибыли. Общая масса всех экзотермических элементов в одной прибыли и масса металла в прибыли находятся в следующем соотношении: Σmэ=(0,0625…0,125)Мм, где Σmэ - масса всех экзотермических элементов, кг; Мм - масса металла в прибыли, кг. Достигается повышение качества стальных отливок. 2 з.п. ф-лы, 3 ил.
1. Литейная форма, содержащая прибыль с экзотермическим обогревом, выполненную в виде полости в литейной форме, выпоры и экзотермические элементы, отличающаяся тем, что экзотермические элементы выполнены в виде вертикальных цилиндров с полостью внутри, геометрическая ось которой совпадает с геометрической осью цилиндра, и размещены по контуру прибыли.
2. Литейная форма по п.1, отличающаяся тем, что общая масса всех экзотермических элементов в одной прибыли и масса металла в прибыли находятся в следующем соотношении:
Σmэ=(0,0625…0,125)Мм,
где Σmэ - масса всех экзотермических элементов, кг;
Мм - масса металла в прибыли, кг.
3. Литейная форма по п.1, отличающаяся тем, что полости экзотермических элементов совпадают с выпорами в литейной форме.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| ЛИТЕЙНАЯ ПЕСЧАНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1993 |
|
RU2103110C1 |
| DE 3317631 A1, 15.11.1984 | |||
| ЛЕГКООТДЕЛЯЕМАЯ ПРИБЫЛЬ ЛИТНИКОВОЙ СИСТЕМЫ И СПОСОБ ЕЕ ОТДЕЛЕНИЯ | 2000 |
|
RU2192330C2 |

