ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения листа из электротехнической стали с ориентированной зеренной структурой с улучшенными свойствами пленочного покрытия и улучшенными магнитными свойствами. Настоящая заявка основана на и испрашивает приоритет предварительной заявки на патент Японии, № 2011-4359, от 12 января 2011, полное содержание которой настоящим введено ссылкой.
УРОВЕНЬ ТЕХНИКИ
Лист из электротехнической стали с ориентированной зеренной структурой (или текстурованный лист) применяется в основном для материала сердечника трансформаторов электрической мощности и, таким образом, требуется, чтобы он имел низкие потери в сердечнике. В процессе получения текстурованного листа электротехнической стали холоднокатаный стальной лист, имеющий конечную толщину, подвергают обезуглероживающему отжигу, а затем окончательному отжигу, целью которого является вторичная рекристаллизация и очистка, и затем проводят процесс формирования пленочного покрытия на поверхности стального листа. Полученный таким способом текстурованный лист электротехнической стали состоит из содержащего Si стального листа, имеющего острую (110) текстуру (ориентация Госса), и образованного на поверхности покрытия из неорганической пленки толщиной несколько микрон. Стальной лист имеет ориентацию Госса, что является существенным условием для достижения низких потерь в сердечнике текстурованного листа из электротехнической стали, и для получения этой структуры применяется рост зерен, названный вторичной рекристаллизацией, когда в процессе окончательного отжига зерна селективно растут в ориентации Госса.
Чтобы стабильно вызывать вторичную рекристаллизацию в текстурованном листе электротехнической стали, используются мелкие выделяющиеся включения в стали, называемые ингибиторами. Ингибитор подавляет рост зерен на низкотемпературном участке окончательного отжига, а начиная с определенной температуры и выше он теряет свой эффект закрепления в результате разложения или огрубления, вызывая вторичную рекристаллизацию, обычно в качестве ингибитора используется сульфид или нитрид. Для получения желаемой структуры необходимо сохранить ингибитор до определенной температуры и, если это сульфид, контролировать парциальное давление серного компонента по времени окончательного отжига, а если это нитрид, то контролировать парциальное давление азота, и так далее, тем самым достигается цель - получение желаемой структуры. Сульфид и нитрид, использующиеся как ингибиторы, необходимы, чтобы вторичная рекристаллизация прошла в среднем интервале повышения температуры во время окончательного отжига, но когда они остаются в продукте, они значительно ухудшают у продукта потери в сердечнике. Чтобы устранить эффект сульфида и нитрида в стальном листе, после окончания вторичной рекристаллизации стальной лист удерживают длительное время в чистом водороде при примерно 1200°C. Это называется очистительным отжигом. Таким образом, при очистительном отжиге стальной лист находится в состоянии выдерживания при высокой температуре во время окончательного отжига.
С другой стороны, пленочное покрытие текстурованного листа электротехнической стали состоит из стеклянной пленки и вторичного пленочного покрытия, и под действием натяжения, оказываемого этими пленочными покрытиями на стальной лист, достигается эффект контроля магнитных доменов, и снижаются потери в сердечнике. Как описано в патентной литературе 1, если это натяжение высокое, эффект улучшения потерь в сердечнике также высокий, и, таким образом, необходимо вторичное пленочное покрытие, в частности, чтобы иметь возможность создать высокое натяжение.
Обычно во время окончательного отжига SiO2 в стальном листе и MgO (основной компонент отжигового сепаратора) реагируют, и в результате на стальном листе образуется покрытие из стеклянной пленки. Стеклянное пленочное покрытие имеет две функции. В качестве первой функции стеклянная пленка плотно пристает к стальному листу, и само стеклянное пленочное покрытие создает натяжение на стальном листе и действует как промежуточный слой, обеспечивая адгезионную способность стальному листу, когда вторичное пленочное покрытие, которое должно создаваться в процессе после окончательного отжига, образовано. Если адгезионная способность стеклянного пленочного покрытия хорошая, может образоваться вторичное пленочное покрытие, создающее высокое натяжение, и в результате повышенного эффекта контроля магнитных доменов можно добиться низких потерь в сердечнике. Далее, в качестве второй функции стеклянное пленочное покрытие предотвращает чрезмерное снижение прочности ингибитором при окончательном отжиге и стабилизирует вторичную рекристаллизацию. Таким образом, для стабильного производства текстурованных листов электротехнической стали, имеющих хорошие магнитные свойства, необходимо формировать стеклянное пленочное покрытие, имеющее хорошую адгезию со стальным листом.
Чтобы улучшить адгезию между стеклянным пленочным покрытием и стальным листов у текстурованного листа электротехнической стали, необходимо оптимизировать структуру границы раздела между стеклянным пленочным покрытием и стальным листом. Однако, в обычном текстурованном листе электротехнической стали достаточная адгезионная способность не всегда обеспечивается, желательно прикладывать более высокое натяжение, чем когда-либо раньше, и так далее.
СПИСОК ЦИТИРОВАНИЯ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентная литература 1: выложенная заявка на патент Японии, публикация № 07-207424
Патентная литература 2: выложенная заявка на патент Японии, публикация № 2003-27196
Патентная литература 3: выложенная заявка на патент Японии, публикация № 2004-76143
Патентная литература 4: выложенная заявка на патент Японии, публикация № 2000-204450
Патентная литература 5: выложенная заявка на патент Японии, публикация № 06-17261
Патентная литература 6: публикация международной заявки WO 2011/7771
Патентная литература 7: рассмотренная заявка на патент Японии, публикация № 60-55570
Патентная литература 8: выложенная заявка на патент Японии, публикация № 2008-1977
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Целью настоящего изобретения является создать текстурованный лист из электротехнической стали, способный к образованию пленочного покрытия для создания высокого натяжения, имеющий стеклянное пленочное покрытие с отличной адгезионной способностью и имеющий хорошие магнитные свойства, и разработать способ его получения.
РЕШЕНИЕ ПРОБЛЕМЫ
Суть настоящего изобретения состоит в следующем.
(1) Текстурованный лист из электротехнической стали, являющийся текстурованным листом, содержащим Si в количестве от 0,8 масс.% до 7 масс.%, Mn от 0,05 масс.% до 1 масс.%, B от 0,0005 масс.% до 0,0080 масс.%, каждого из Al, C, N, S и Se 0,005 масс.% или меньше, остальное Fe и неизбежные примеси, и имеющий стеклянное пленочное покрытие, полученное из смешанного оксида, состоящего в основном из форстерита, на поверхности стального листа, причем:
при условии, что когда на поверхности стеклянного пленочного покрытия образовано вторичное пленочное покрытие, содержащее от 26 до 38 масс.% коллоидного оксида кремния, от 4 до 12 масс.% одного или двух соединений, выбранных из группы, состоящей из хромового ангидрида и хромата, остальное составляет бифосфат алюминия, имеющее толщину не менее 1 мкм и не более 2 мкм, поверхность вторичного пленочного покрытия исследуют методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS), и получают, что имеется пик интенсивности излучения B, положение которого отличается от положения пика интенсивности излучения Mg, и положение пика интенсивности излучения B находится дальше от поверхности стального листа, чем положение пика интенсивности излучения Mg, и
кроме того, вне пиков интенсивности излучения B, обнаруженном методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS), время наступления пика tB для пика, наиболее удаленного от поверхности стального листа, выражается уравнением (1) ниже.
Здесь, tMg означает время наступления пика Mg.
(2) Способ получения текстурованного листа из электротехнической стали, включающий:
- нагрев при заданной температуре листового материала электротехнической стали, содержащей: Si от 0,8 масс.% до 7 масс.%, кислоторастворимого Al от 0,01 масс.% до 0,065 масс.%, N от 0,004 масс.% до 0,012 масс.%, Mn от 0,05 масс.% до 1 масс.%, B от 0,0005 масс.% до 0,0080 масс.%, по меньшей мере один элемент, выбранный из группы, состоящей из S и Se, в суммарном количестве от 0,003 масс.% до 0,015 масс.%, C 0,085 масс.% или меньше, остальное составляют Fe и неизбежные примеси;
- проведение горячей прокатки нагретой кремнистой стали, получая горячекатаную стальную полосу;
- проведение отжига горячекатаной стальной полосы, получая отожженную стальную полосу;
- проведение холодной прокатки отожженной стальной полосы один или несколько раз, чтобы получить холоднокатаную стальную полосу;
- проведение обезуглероживающего отжига холоднокатаной стальной полосы для получения обезуглероженной отожженной стальной полосы, в которой была вызвана первичная рекристаллизация;
- нанесение отжигового сепаратора, содержащего в качестве основного компонента MgO, на обезуглероженную отожженную стальную полосу;
- окончательный отжиг обезуглероженной отожженной стальной полосы, вызывающий вторичную рекристаллизацию; и
- дополнительное проведение азотирования, при котором содержание N в обезуглероженной отожженной стальной полосе увеличивается, в промежутке между началом обезуглероживающего отжига и наступлением вторичной рекристаллизации при окончательном отжиге,
причем
- когда в кремнистой стали содержатся S и Se, заданная температура является температурой T1(°C), отвечающей приводимому ниже выражению (2) или меньше, температурой T2(°C), отвечающей приводимому ниже выражению (3) или меньше, и температурой T3(°C), отвечающей приводимому ниже выражению (4) или меньше;
- когда в кремнистой стали Se отсутствует, заданная температура является температурой T1(°C), отвечающей приводимому ниже выражению (2) или меньше, и температурой T3(°C), отвечающей приводимому ниже выражению (4) или меньше,
- когда в кремнистой стали отсутствует S, заданная температура является температурой T2(°C), отвечающей приводимому ниже выражению (3) или меньше, и температурой T3(°C), отвечающей приводимому ниже выражению (4) или меньше, и
- конечная температура Tf чистовой прокатки при горячей прокатке удовлетворяет выражению (5) ниже, количества BN, MnS и MnSe в горячекатаной стальной полосе удовлетворяют выражениям (6), (7) и (8) ниже, и во время окончательного отжига температура лежит в температурном диапазоне от 800°C до 1100°C, и атмосфера удовлетворяет выражениям (9) и (10) ниже.
Здесь [Mn] означает содержание Mn (масс.%) в кремнистой стали, [S] означает содержание S (масс.%) в кремнистой стали, [Se] означает содержание Se (масс.%) в кремнистой стали, [B] означает содержание B (масс.%) в кремнистой стали, [N] означает содержание N (масс.%) в кремнистой стали, BasBN означает количество B (масс.%), выделившегося в виде BN в горячекатаной стальной полосе, SasMnS означает количество S (масс.%), выделившегося в виде MnS в горячекатаной стальной полосе, и SeasMnSe означает количество Se (масс.%), выделившегося в виде MnSe в горячекатаной стальной полосе. Далее, PN2 означает парциальное давление азота, и PH2O и PH2 означают парциальное давление водяного пара и парциальное давление водорода, соответственно.
(3) Способ получения текстурованного листа электротехнической стали согласно предыдущему пункту (2), причем температура во время окончательного отжига лежит в диапазоне от 800°C до 1100°C, и атмосфера во время окончательного отжига удовлетворяет выражению (11).
Здесь удовлетворяются условия
-3,72≥3∙log[PH2O/PH2]+A≥-5,32 и
-0,7≥log[PH2O/PH2],
и A означает константу, определенную таким образом, чтобы 3log[PH2O/PH2]+A попадало в заданный диапазон для log[PH2O/PH2], и T означает абсолютную температуру.
(4) Способ получения текстурованного листа электротехнической стали согласно предыдущему пункту (2), причем во время окончательного отжига атмосфера при 1100°C или выше удовлетворяет выражениям (12) и (13).
(5) Способ получения текстурованного листа из электротехнической стали согласно предыдущему пункту (2), причем электротехнический стальной лист содержит, кроме того, по меньшей мере один элемент, выбранный из группы, состоящей из: Cr - 0,3 масс.% или меньше, Cu - 0,4 масс.% или меньше, Ni - 1 масс.% или меньше, P - 0,5 масс.% или меньше, Mo - 0,1 масс.% или меньше, Sn - 0,3 масс.% или меньше, Sb - 0,3 масс.% или меньше и Bi - 0,01 масс.% или меньше.
ВЫГОДНЫЕ ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, можно получить текстурованный лист электротехнической стали, способный к образованию пленочных покрытий для создания высокого натяжения, имеющий стеклянное пленочное покрытие с отличной адгезионной способностью, и имеющий хорошие магнитные свойства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 показывает схематический график результата обследования поверхности текстурованного листа из электротехнической стали методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS);
фиг.2 показывает соотношение между количеством выделений в горячекатаной стальной полосе и магнитными свойствами после окончательного отжига;
фиг.3 показывает соотношение между количеством выделений в горячекатаной стальной полосе и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.4 показывает соотношение между количеством B, которое не выделилось в виде BN, и магнитными свойствами после окончательного отжига;
фиг.5 показывает соотношение между количеством B, которое не выделилось в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.6 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.7 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.8 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.9 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.10 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига;
фиг.11 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.12 показывает соотношение между выделениями при горячей прокатке и магнитными свойствами после окончательного отжига;
фиг.13 показывает соотношение между выделениями при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.14 показывает соотношение между количеством B, который не выделился в виде BN, и магнитными свойствами после окончательного отжига;
фиг.15 показывает соотношение между количеством B, который не выделился в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.16 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.17 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.18 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.19 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.20 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига;
фиг.21 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.22 показывает соотношение между количеством выделений в горячекатаной стальной полосе и магнитными свойствами после окончательного отжига;
фиг.23 показывает соотношение между количеством выделений в горячекатаной стальной полосе и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.24 показывает соотношение между количеством B, который не выделился в виде BN, и магнитными свойствами после окончательного отжига;
фиг.25 показывает соотношение между количеством B, который не выделился в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.26 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.27 показывает соотношение между режимом горячей прокатки и магнитными свойствами после окончательного отжига;
фиг.28 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.29 показывает соотношение между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига;
фиг.30 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига;
фиг.31 показывает соотношение между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига; и
фиг.32 показывает соотношение между отношением tB/tMg, установленным в результате анализа GDS, и адгезионной способностью пленочного покрытия.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Традиционно бор использовался в качестве добавки в отжиговый сепаратор текстурованного листа электротехнической стали, но авторы настоящего изобретения обнаружили, что когда B добавлялся в стальной лист, иногда были случаи, когда одновременно с магнитными свойствами улучшалась также адгезионная способность пленочного покрытия. Таким образом, в результате детального исследования образцов, обнаруживших хорошие свойства, стало ясно, что имеются особенности в распределении B на границе раздела между стеклянным пленочным покрытием и стальным листом. Так, было найдено, что структура границы раздела между стеклянным пленочным покрытием и стальным листом оптимизирована, что позволяет улучшить магнитные свойства и адгезионную способность пленочного покрытия. Эта структура границы раздела включает следующие характеристики. Так, в текстурованном листе из электротехнической стали, содержащем как целый стальной лист: Si от 0,8 масс.% до 7 масс.%, Mn от 0,05 масс.% до 1 масс.%, B от 0,0005 масс.% до 0,0080 масс.%, Al, C, N, S и Se от 0,005 масс.% или меньше каждый, и остальное Fe и неизбежные примеси, на поверхности стального листа имеется слой смешанного оксида, состоящего в основном из форстерита.
Выражение "состоящий в основном из форстерита" указывает здесь, что форстерит составляет 70% или более от полного веса пленочного покрытия как соединение, образующее пленочное покрытия. Далее, лист характеризуется тем, что при исследовании поверхности стального листа методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS) обнаружено, что пик интенсивности излучения B находится в положении, отличном от положения пика Mg, и положение пика находится дальше от поверхности стального листа, чем положение пика Mg. Конкретно, как показано на фиг.1, лист отличается тем, что вне пиков B, обнаруженных методом GDS, расстояние от поверхности до пика, наиболее удаленного от поверхности стального листа, составляет определенную величину или больше ее от положения пика Mg.
Пик излучения Mg исследовали на образцах, полученных в различных условиях следующего первого эксперимента, и исследовали связь с адгезионной способностью, при этом были получены результаты, показанные на фиг.32. Здесь, положение пика Mg обозначено tMg, и вне пиков B положение пиков, расположенных в самой удаленной от поверхности части стального листа, обозначено tB. Далее, на фиг.32, в связи также с магнитными свойствами, результаты упорядочены в соответствии с отношением tB/tMg величин tMg и tB. При этом фиг.32 показывает, что чем меньше площадь отслаивания, тем лучше адгезионная способность.
Как показано на фиг.32, обнаружено, что когда удовлетворяется условие tB≥1,6∙tMg, отслоившаяся площадь пленочного покрытия составляет 5% или меньше, что несущественно, и адгезионная способность улучшена. С другой стороны, магнитные свойства также улучшаются, когда величина tB большая, но когда величина tB слишком большая, магнитные свойства скорее будут ухудшаться, поэтому устанавливается отношение tB/tMg 5 или меньше.
В этой связи, когда величины tB и tMg измеряют методом GDS, измерение проводится таким образом, чтобы толщина вторичного пленочного покрытия на стеклянном пленочном покрытии удовлетворяла некоторым условиям. Например, когда вторичное пленочное покрытие, имеющее толщину не менее 1 мкм и не более 2 мкм, формируют тем, что раствор для покрытия, содержащий 26-38 масс.% коллоидного оксида кремния, 4-12 масс.% одного или двух соединений, выбранных из группы, состоящей из хромового ангидрида и хромата, и остальное составляют бифосфат алюминия, наносят, сушат, а затем обжигают при 800°C-900°C, величины tB и tMg могут быть измерены методом GDS без модификаций. Однако, если состав и толщина вторичного пленочного покрытия неизвестны, вторичное пленочное покрытие удаляют водным раствором гидроксида натрия или подобным, чтобы обнажить поверхность стеклянного пленочного покрытия, и затем, как описано выше, формируют вторичное пленочное покрытие, имеющее толщину не менее 1 мкм и не более 2 мкм, следующим образом: наносят раствор для покрытия, содержащий 26-38 масс.% коллоидного оксида кремния, 4-12 масс.% одного или двух соединений, выбранных из группы, состоящей из хромового ангидрида и хромата, и остальное бифосфат алюминия, сушат и затем обжигают при 800°C-900°C, и в таком состоянии измеряют значения tb и tMg методом GDS. Если вторичное пленочное покрытие образовано в таком диапазоне составов и с таким диапазоном толщины, то измерить величины tB и tMg можно с достаточной точностью.
Из результатов измерений следует, что электрический стальной лист характеризуется тем, что в случае, когда анализ GDS проводился от поверхности стеклянного пленочного покрытия, положение пика Mg соответствует выражению (1), причем положение пика концентрации B в самом удаленном от поверхности участке выражается временем разряда, и положение каждого из пиков B обозначено tB (секунды), а положение пика Mg обозначено tMg (секунды).
Почти весь Mg происходит из стеклянного пленочного покрытия. Таким образом, когда вторичное пленочное покрытие толстое, при изменении положения пика Mg изменяется положение пика B. Чтобы избежать этого эффекта, в настоящем изобретении одновременно с измерениями GDS определяют толщину вторичного пленочного покрытия. Кроме того, когда во вторичном пленочном покрытии полученного листа содержится большое количество Mg, пик Mg, происходящего от этого стеклянного пленочного покрытия, становится неопределенным. Таким образом, чтобы оценить выражение (1), необходимо использовать величину, измеренную после удаления вторичного пленочного покрытия. В этой связи, определение толщины, состава и условий формирования вторичного пленочного покрытия являются условиями предварительной обработки, когда проводится анализ GDS, и состояние вторичного пленочного покрытия и т.п. листового продукта не оценивают.
Чтобы получить структуру, соответствующую выражению (1), как описано в пункте (3) выше, могут задаваться такие компоненты, как Si, и этот листовой материал из электротехнической стали может быть обработан при заданной температуре, или могут также следовать процессы, описанные в пунктах (4) и (5) выше.
Первый эксперимент
Далее будет описано существо опытов, проводимых с целью получения сведений, какие описаны выше. Во-первых, что касается соотношения между выделениями, магнитными свойствами и адгезионной способностью пленочного покрытия, проводились опыты с кремнистой сталью, в состав которой входит S.
Сначала получали различные слябы из кремнистой стали, каждый из которых содержал: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,027 масс.%, N: 0,008 масс.%, Mn: от 0,05 масс.% до 0,19 масс.%, S: 0,007 масс.% и B: от 0,0010 масс.% до 0,0035 масс.%, остальное Fe и неизбежные примеси. Затем слябы из кремнистой стали нагревали при температуре 1100°C-1250°C и подвергали горячей прокатке. Во время горячей прокатки проводили черновую прокатку при 1050°C, а затем чистовую прокатку при 1000°C, тем самым получая горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали охлаждающей водой, чтобы остудить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 840°C, получая обезуглероженные отожженные стальные полосы. Позднее обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,022 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и проводили окончательный отжиг. Что касается атмосферы во время окончательного отжига, для атмосферы при температуре от 800°C до 1100°C устанавливали парциальное давление азота PN2 0,5 и кислородный потенциал log[PH2O/PN2], равный -1,0, а для атмосферы при 1100°C или выше устанавливали парциальное давление азота PN2 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали -2 или меньше, и получали различные образцы.
Затем исследовали связь между выделениями в горячекатаной стальной полосе и магнитными свойствами после окончательного отжига. Этот результат показан на фиг.2. Вертикальная ось указывает величину (масс.%), полученную преобразованием выделенного количества BN в B. Горизонтальная ось соответствует количеству S, которое выделилось в форме MnS (масс.%). Далее, белые кружки указывают, что плотность магнитного потока B8 была 1,88 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.2, в образцах, у которых количество выделений MnS или BN было меньше определенного значения, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
С другой стороны, изучали связь между состоянием выделений и адгезионной способностью пленочного покрытия после окончательного отжига. Чтобы сделать эффект улучшения адгезионной способности более четким, оценку проводили с количеством вторичного пленочного покрытия большим, чем обычная поверхностная плотность. Когда поверхностная плотность вторичного пленочного покрытия повышалась, к стальному листу прикладывалось высокое натяжение, и если адсорбционная способность стеклянного пленочного покрытия была недостаточной, пленочное покрытие легко отслаивалось. Для этого испытания в качестве вторичного пленочного покрытия сначала готовили раствор для покрытия, содержащий 100 г фосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем этот раствор наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 10 г/м2 на каждой стороне и сушили, а затем обжигали при 900°C. Этот стальной лист сворачивали вокруг круглого стержня с диаметром ϕ20, и затем, если отслоившаяся площадь пленочного покрытия, обнажающая стальной лист на внутренней стороне согнутого участка, составляла 5% или меньше, адгезионная способность определялась как хорошая. Этот результат показан на фиг.3. На фиг.3 белые кружки указывают, что имеется хорошая адгезионная способность, а черные квадраты указывают на наличие отслоения пленочного покрытия и на то, что адгезионная способность по существу такая же, как у обычных покрытий. Как показано на фиг.3, в образцах, у которых количество выделений MnS и BN имеет определенное значение или выше, подтверждается улучшение адгезионной способности пленочного покрытия.
Далее, для образцов, у которых количество выделений MnS и BN было равно определенному значению или больше, исследовали соотношение между количеством B, который не выделился в виде BN, и магнитными свойствами после окончательного отжига. Этот результат показан на фиг.4. На фиг.4 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает значение (масс.%), полученное преобразованием количества выделений BN в B. Далее, белые кружки указывают, что плотность магнитного потока B8 составляла 1,88 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.4, в образцах, у которых количество B, который не выделился в виде BN, соответствует определенному значению или выше, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
Аналогично, для образцов, у которых количество выделений MnS и BN было равно определенному значению или больше, исследовали соотношение между количеством B, который не выделился в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига. Этот результат показан на фиг.5. Оценка адгезионной способности проводилась тем же способом, какой описан при объяснении в связи с фиг.3. Как показано на фиг.5, для образцов, у которых количество выделений BN равнялось определенной величине или было больше, подтверждено улучшение адгезионной способности пленочного покрытия.
Далее, в результате исследования формы выделений в образцах, имеющих хорошие магнитные свойства и хорошую адгезионную способность пленочного покрытия, оказалось, что MnS становится зародышем, а BN комбинированно выделяется вокруг MnS. Такие комбинированные выделения эффективны в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию. Далее, при обеспечении надлежащей атмосферы окончательного отжига BN разлагается в подходящем диапазоне температур при окончательном отжиге, поставляя B к границе раздела между стальным листом и стеклянным пленочным покрытием одновременно с формированием стеклянного пленочного покрытия, что в конечном итоге способствует улучшению адгезионной способности пленочного покрытия.
Кроме того, исследовали связь между условиями горячей прокатки и магнитными свойствами после окончательного отжига. Результат показан фиг.6 и 7.
На фиг.6 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. На фиг.7 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 была 1,88 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Далее, кривая на фиг.6 показывает температуру раствора T1(°C) MnS, отвечающую приводимому ниже выражению (2), а кривая на фиг.7 указывает температуру T3(°C) раствора BN, отвечающую приводимому ниже выражению (4). Как показано на фиг.6, оказалось, что в образцах, в которых нагрев сляба проводят до температуры, определенной в соответствии с содержанием Mn, или ниже, получена высокая плотность магнитного потока B8. Кроме того, оказалось также, что эта температура примерно соответствует температуре T1 раствора MnS. Далее, как показано на фиг.7, оказалось также, что в образцах, в которых прогрев сляба проводится при температуре, определенной в соответствии с содержанием B, или ниже, получают высокую плотность магнитного потока B8. Кроме того, оказалось также, что эта температура близка к температуре T3 раствора BN. Таким образом, оказалось, что эффективно нагревать сляб в температурном диапазоне, в котором MnS и BN не полностью находятся в состоянии твердого раствора.
Здесь [Mn] означает содержание Mn (масс.%), [S] означает содержание S (масс.%), [B] означает содержание B (масс.%), и [N] означает содержание N (масс.%).
Далее, в результате исследования характера выделения BN оказалось, что диапазон температуры выделения BN составляет от 800°C до 1000°C.
Аналогично, исследовали связь между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига. Оценку адгезионной способности проводили тем же способом, как описано в пояснении к фиг.3. Результаты показаны на фиг.8 и 9. На фиг.8 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что не было проблем с адгезионной способностью пленочного покрытия, а черные квадраты указывают, что происходило отслоение пленочного покрытия. Кроме того, кривая на фиг.8 показывает температуру T1(°C) раствора MnS, отвечающую выражению (2), а кривая на фиг.9 указывает температуру T3(°C) раствора BN, отвечающую выражению (4). Как показано на фиг.8, оказалось, что у образцов, в которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием Mn, или ниже, достигнут эффект улучшения адгезионной способности пленочного покрытия. Далее, оказалось также, что эта температура близка к температуре T1 раствора MnS. Кроме того, как показано на фиг.9, оказалось также, что у образцов, в которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием B, или ниже, достигнут эффект улучшения адгезионной способности пленочного покрытия. Далее, оказалось также, что эта температура близка к температуре T3 раствора BN.
Кроме того, авторы настоящего изобретения исследовали конечную температуру чистовой прокатки при горячей прокатке. В этих исследованиях сначала получали различные слябы из кремнистой стали, содержащие: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,027 масс.%, N: 0,008 масс.%, Mn: 0,1 масс.%, S: 0,007 масс.% и B: от 0,001 масс.% до 0,004 масс.%, остальное Fe и неизбежные примеси. Далее, слябы из кремнистой стали нагревали до температуры 1200°C и подвергали горячей прокатке. При горячей прокатке проводили черновую прокатку при 1050°C, а затем чистовую прокатку при температуре от 1020°C до 900°C, тем самым получая горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали струями охлаждающей воды, чтобы охладить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 840°C, получая обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,022 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и проводили окончательный отжиг. Что касается атмосферы окончательного отжига, для атмосферы в диапазоне от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1,0, а для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше, и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, и получали различные образцы.
Затем исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.10. На фиг.10 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 составляла 1,91 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,91 Тл. Как показано на фиг.10, оказалось, что когда конечная температура Tf чистовой прокатки удовлетворяет выражению (5) ниже, достигается высокая плотность магнитного потока B8. По-видимому, это объясняется тем, что контроль конечной температуры Tf чистовой прокатки дополнительно способствовал выделению BN.
Далее, исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига. Оценку адгезионной способности проводили тем же способом, какой описан в пояснении к фиг.3. Результаты показаны на фиг.11. На фиг.11 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия была хорошей, а черные квадраты указывают, что происходило отслаивание пленочного покрытия. Как показано на фиг.11, оказалось, что конечная температура Tf чистовой прокатки удовлетворяет выражению (5), и атмосфера при окончательном отжиге надлежащая, в результате чего достигается эффект улучшения адгезионной способности пленочного покрытия.
Второй эксперимент
Далее, что касается связи между выделениями и магнитными свойствами и адгезионной способностью пленочного покрытия, проводили испытания, чтобы исследовать кремнистую сталь, в состав которой входит Se.
Сначала получали различные слябы из кремнистой стали, содержащие: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,028 масс.%, N: 0,007 масс.%, Mn: от 0,05 масс.% до 0,20 масс.%, Se: 0,007 масс.% и B: от 0,0010 масс.% до 0,0035 масс.%, остальное Fe и неизбежные примеси. Затем слябы из кремнистой стали нагревали при температуре от 1100°C до 1250°C и подвергали горячей прокатке. Во время горячей прокатки проводили черновую прокатку при 1050°C, а затем чистовую прокатку при 1000°C, получая в результате горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали струями охлаждающей воды, чтобы охладить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 850°C, получая обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и окончательный отжиг проводили таким образом, что для атмосферы в диапазоне от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1,0, и для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, и получали различные образцы.
Затем исследовали связь между выделениями в горячекатаной стальной полосе и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.12. На фиг.12 горизонтальная ось указывает величину (масс.%), полученную преобразованием количества выделений MnSe в количество Se, а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что плотность магнитного потока B8 была больше или равна 1,88 Тл, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.12, у образцов, у которых количество выделений MnSe или BN было меньше определенного значения, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
Аналогично исследовали связь между выделениями в горячекатаной стальной полосе и адгезионной способностью пленочного покрытия после окончательного отжига. Оценку адгезионной способности пленочного покрытия проводили тем же способом, какой описан в пояснении к фиг.3. Результаты показаны на фиг.13. На фиг.13 горизонтальная ось указывает величину (масс.%), полученную преобразованием количества выделений MnSe в количество Se, а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия хорошая, а черные квадраты указывают, что происходит отслаивание пленочного покрытия. Как показано на фиг.13, оказалось, что у образцов, у которых количества выделений MnSe и BN были больше или равны определенным значениям, а атмосфера при окончательном отжиге надлежащая, достигается эффект улучшения адгезионной способности пленочного покрытия.
Далее, для образцов, в которых выделилось определенное количество MnSe и BN или больше, исследовали связь между количеством B, который не выделился в виде BN, и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.14. На фиг.14 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что плотность магнитного потока B8 была больше или равна 1,88 Тл, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.14, у образцов, в которых количество B, который не выделился в виде BN, больше или равно определенному значению, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
Аналогично, для образцов, у которых количество выделений MnSe и BN было больше или равно определенному значению, исследовали связь между количеством B, который не выделился в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига. Оценку адгезионной способности пленочного покрытия проводили тем же способом, какой описан в пояснении к фиг.3. Результаты показаны на фиг.15. На фиг.15 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что имелось улучшение адгезионной способности пленочного покрытия, а черные квадраты указывают, что происходило отслаивание пленочного покрытия и что никакого эффекта улучшения адгезионной способности пленочного покрытия не получено. Как показано на фиг.15, в случае образцов, у которых количество B, который не выделился в виде BN, меньше или равно определенной величине, и атмосфера окончательного отжига надлежащая, виден эффект улучшения адгезионной способности пленочного покрытия.
Далее, в результате исследования формы выделений в образцах, имеющих хорошие магнитные свойства и хорошую адгезионную способность пленочного покрытия, оказалось, что MnSe становится зародышем, а BN комбинированно выделяется вокруг MnSe. Такие комбинированные выделения эффективны в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию. Далее, при обеспечении надлежащей атмосферы окончательного отжига BN разлагается в подходящем диапазоне температур при окончательном отжиге, поставляя B к границе раздела между стальным листом и стеклянным пленочным покрытием одновременно с формированием стеклянного пленочного покрытия, что в конечном итоге способствует улучшению адгезионной способности пленочного покрытия.
Далее, исследовали связь между условиями горячей прокатки и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.16 и 17.
На фиг.16 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. На фиг.17 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 была больше или равна 1,88 Тл, а черные квадраты указывают, что плотность магнитного потока B8 была ниже 1,88 Тл. Далее, кривая на фиг.16 показывает температуру T2(°C) раствора MnSe, отвечающую приводимому ниже выражению (3), а кривая на фиг.17 указывает температуру T3(°C) раствора BN, отвечающую выражению (4). Как показано на фиг.16, оказалось, что у образцов, у которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием Mn, или ниже, достигается высокая плотность магнитного потока B8. Далее, оказалось также, что эта температура близка к температуре T2 раствора MnSe. Далее, как показано на фиг.17, оказалось также, что у образцов, в которых нагрев сляба проводится при температуре, определенной в соответствием с содержанием B или ниже, достигается высокая плотность магнитного потока B8. Кроме того, оказалось также, что эта температура близка к температуре T3 раствора BN. Таким образом, оказалось, что эффективно проводить нагрев сляба в температурном диапазоне, где MnSe и BN не полностью растворены в твердом растворе.
Здесь [Se] означает содержание Se (масс.%).
Аналогично, исследовали связь между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига. Результаты показаны на фиг.18 и 19. Оценку адгезионной способности пленочного покрытия проводили тем же способом, какой описан в пояснениях к фиг.3.
На фиг.18 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. На фиг.19 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и адгезионная способность не была улучшена. Кроме того, кривая на фиг.18 показывает температуру T2(°C) раствора MnSe, отвечающую выражению (3), а кривая на фиг.19 показывает температуру T3(°C) раствора BN, отвечающую выражению (4). Как показано на фиг.18, оказалось, что для образцов, у которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием Mn, или ниже, адгезионная способность пленочного покрытия улучшается. Кроме того, оказалось также, что эта температура близка к температуре T2 раствора MnSe. Далее, как показано на фиг.19, оказалось, что для образцов, в которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием B, или ниже, достигается эффект улучшения адгезионной способности пленочного покрытия. Далее, оказалось также, что эта температура близка к температуре T3 раствора BN. Таким образом, оказалось, что эффективно проводить нагрев сляба в температурном диапазоне, в котором MnSe и BN не полностью растворены в твердом растворе, и проводить окончательный отжиг в надлежащей атмосфере.
Далее, в результате исследования характера выделения BN оказалось, что диапазон температуры выделения BN составлял от 800°C до 1000°C.
Кроме того, авторы настоящего изобретения исследовали конечную температуру чистовой прокатки при горячей прокатке. В этом исследовании сначала получали различные слябы из кремнистой стали, содержащей: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,028 масс.%, N: 0,007 масс.%, Mn: 0,1 масс.%, Se: 0,007 масс.% и B: от 0,001 масс.% до 0,004 масс.%, остальное Fe и неизбежные примеси. Затем слябы из кремнистой стали нагревали при температуре 1200°C и подвергали горячей прокатке. При горячей прокатке проводили черновую прокатку при 1050°C, а затем чистовую прокатку при температуре от 1020°C до 900°C, получая в результате горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали струями охлаждающей воды, чтобы охладить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 850°C, получая обезуглероженные отожженные стальные полосы. Затем обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и окончательный отжиг проводили таким образом, что для атмосферы при температуре от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1, а для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали на -2, и получали различные образцы.
Затем исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.20. На фиг.20 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 составляла 1,91 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,91 Тл. Как показано на фиг.20, оказалось, что когда конечная температура Tf чистовой прокатки удовлетворяет приведенному ранее выражению (5), достигается высокая плотность магнитного потока B8. Предположительно это объясняется тем, что контроль конечной температуры Tf чистовой прокатки дополнительно промотировал выделение BN.
Аналогично, исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига. Результаты показаны на фиг.21. На фиг.21 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и никакого эффекта улучшения адгезионной способности не достигнуто. Как показано на фиг.21, оказалось, что когда конечная температура Tf чистовой прокатки удовлетворяет выражению (5), и окончательный отжиг проводится в надлежащей атмосфере, достигается эффект улучшения адгезионной способности пленочного покрытия.
Третий эксперимент
Кроме того, для установления связи между магнитными свойствами и адгезионной способностью пленочного покрытия проводили испытания кремнистой стали, содержащей в своем составе S и Se.
Сначала получали различные слябы из кремнистой стали, содержащей: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,026 масс.%, N: 0,009 масс.%, Mn: от 0,05 масс.% до 0,20 масс.%, S: 0,005 масс.%, Se: 0,007 масс.% и B: от 0,0010 масс.% до 0,0035 масс.%, остальное Fe и неизбежные примеси. Затем слябы из кремнистой стали нагревали при температуре от 1100°C до 1250°C и подвергали горячей прокатке. При горячей прокатке проводили черновую прокатку при 1050°C, а затем чистовую прокатку при 1000°C, в результате получали горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали струями охлаждающей воды, чтобы охладить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 850°C, получая обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,021 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и окончательный отжиг проводили таким образом, что для атмосферы от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1, а для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, и в результате получали различные образцы.
Затем исследовали связь между выделениями в горячекатаной стальной полосе и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.22. На фиг.22, горизонтальная ось указывает сумму (масс.%) величины, полученной преобразованием количества выделений MnS в количество S, и величины, полученной умножением величины, полученной преобразованием количества выделений MnSe в количество Se, на 0,5, а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что плотность магнитного потока B8 была 1,88 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.22, для образцов, у которых количество выделений MnS, MnSe или BN было меньше определенного значения, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
Аналогично, исследовали связь между выделениями в горячекатаной стальной полосе и адгезионной способностью пленочного покрытия после окончательного отжига. Оценку адгезионной способности пленочного покрытия проводили тем же способом, какой описан в пояснении к фиг.3. Этот результат показан на фиг.23. На фиг.23 горизонтальная ось указывает сумму (масс.%) величины, полученной преобразованием количества выделений MnS в количество S, и величины, полученной умножением величины, полученной преобразованием количества выделений MnSe в количество Se, на 0,5, а вертикальная ось указывает величину (масс.%), полученную превращением количества выделений BN в B. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и никакого эффекта улучшения адгезионной способности пленочного покрытия не достигается. Как показано на фиг.23, когда количество выделений MnS, MnSe и BN было больше или равно определенным значениям, и атмосфера при окончательном отжиге отвечала надлежащим условиям, адгезионная способность пленочного покрытия улучшалась.
Далее, для образцов, в которых количество выделений MnS, MnSe и BN было больше или равно определенному значению, исследовали связь между количеством B, который не выделился в виде BN, и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.24. На фиг.24 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что плотность магнитного потока B8 составляла 1,88 Тл или больше, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,88 Тл. Как показано на фиг.24, у образцов, в которых количество B, который не выделился в виде BN, было больше или равно определенному значению, плотность магнитного потока B8 была низкой. Это указывает, что вторичная рекристаллизация была нестабильной.
Аналогично, для образцов, в которых количество выделений MnS, MnSe и BN было больше или равно определенному значению, исследовали связь между количеством B, который не выделился в виде BN, и адгезионной способностью пленочного покрытия после окончательного отжига. Способ оценки адгезионной способности пленочного покрытия тот же, какой использовался для фиг.3. Результаты показаны на фиг.25. На фиг.25 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает величину (масс.%), полученную преобразованием количества выделений BN в B. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и адгезионная способность пленочного покрытия не улучшалась. Как показано на фиг.25, в случае образцов, в которых количество B, который не выделился в виде BN, меньше или равно определенному значению, и атмосфера при окончательном отжиге надлежащая, адгезионная способность пленочного покрытия улучшена.
Далее, в результате исследования формы выделений в образцах, имеющих хорошие магнитные свойства и хорошую адгезионную способность пленочного покрытия, оказалось, что MnS или MnSe становится зародышем, а BN комбинированно выделяется вокруг MnS или MnSe. Такие комбинированные выделения эффективны в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию. Далее, при обеспечении надлежащей атмосферы окончательного отжига BN разлагается в подходящем диапазоне температур при окончательном отжиге, поставляя B к границе раздела между стальным листом и стеклянным пленочным покрытием одновременно с формированием стеклянного пленочного покрытия, что в конечном итоге способствует улучшению адгезионной способности пленочного покрытия.
Далее, исследовали связь между условиями горячей прокатки и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.26 и 27.
На фиг.26 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. На фиг.27 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 была 1,88 Тл или выше, а черные квадраты указывают, что плотность магнитного потока B8 была ниже 1,88 Тл. Кроме того, две кривые на фиг.26 показывают температуру T1(°C) раствора MnS, отвечающую выражению (2), и температуру T2(°C) раствора MnSe, отвечающую выражению (3), а кривая на фиг.27 указывает температуру T3(°C) раствора BN, отвечающую выражению (4). Как показано на фиг.26, оказалось, что у образцов, у которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием Mn или ниже, достигается высокая плотность магнитного потока B8. Далее, оказалось также, что эта температура близка к температуре T1 раствора MnS и температуре T2 раствора MnSe. Кроме того, как показано на фиг.27, оказалось также, что у образцов, у которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием B, или ниже, достигается высокая плотность магнитного потока B8. Далее, оказалось также, что эта температура близка к температуре T3 раствора BN. Таким образом, оказалось, что эффективно проводить нагрев сляба в температурном диапазоне, в котором MnS, MnSe и BN не полностью растворены в твердом растворе.
Аналогично, исследовали также связь между режимом горячей прокатки и адгезионной способностью пленочного покрытия после окончательного отжига. Этот результат показан на фиг.28 и 29. На фиг.28 горизонтальная ось указывает содержание Mn (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. На фиг.29 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает температуру нагрева сляба (°C) во время горячей прокатки. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и адгезионная способность пленочного покрытия не улучшалась. Кроме того, две кривые на фиг.28 показывают температуру T1(°C) раствора MnS, отвечающую выражению (2), и температуру T2(°C) раствора MnSe, отвечающую выражению (3), а кривая на фиг.29 указывает температуру T3(°C) раствора BN, отвечающую выражению (4). Как показано на фиг.28, оказалось, что у образцов, у которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием Mn, или ниже, и атмосфера при окончательном отжиге отвечает надлежащим условиям, адгезионная способность пленочного покрытия улучшается. Далее, оказалось также, что эта температура близка к температуре T1 раствора MnS и температуре T2 раствора MnSe. Кроме того, как показано на фиг.29, оказалось также, что у образцов, в которых нагрев сляба проводится при температуре, определенной в соответствии с содержанием B, или ниже, и атмосфера при окончательном отжиге отвечает надлежащим условиям, адгезионная способность пленочного покрытия улучшена. Далее, оказалось также, что эта температура близка к температуре T3 раствора BN. Таким образом, оказалось, что эффективно проводить нагрев сляба в температурном диапазоне, где MnS, MnSe и BN не полностью растворены в твердом растворе, и атмосфера окончательного отжига подходящая.
Далее, в результате исследования характера выделения BN оказалось, что диапазон температуры выделения BN составлял от 800°C до 1000°C.
Кроме того, авторы настоящего изобретения исследовали конечную температуру чистовой прокатки при горячей прокатке. В этом исследовании сначала получали различные слябы из кремнистой стали, содержащей: Si: 3,3 масс.%, C: 0,06 масс.%, кислоторастворимый Al: 0,026 масс.%, N: 0,009 масс.%, Mn: 0,1 масс.%, S: 0,005 масс.%, Se: 0,007 масс.% и B: от 0,001 масс.% до 0,004 масс.%, остальное Fe и неизбежные примеси. Далее, слябы из кремнистой стали нагревали при температуре 1200°C и подвергали горячей прокатке. При горячей прокатке проводили черновую прокатку при 1050°C, а затем чистовую прокатку при температуре от 1020°C до 900°C, тем самым получая горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем горячекатаные стальные полосы орошали струями охлаждающей воды, чтобы охладить их до 550°C, после чего горячекатаные стальные полосы охлаждали в атмосфере. Затем проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку и получали холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого холоднокатаные стальные полосы нагревали со скоростью 15°C/с и подвергали обезуглероживающему отжигу при температуре 850°C, получая обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,021 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и окончательный отжиг проводили таким образом, что для атмосферы при 800°C-1100°C парциальное давление азота PN2 устанавливали на 0,5, и кислородный потенциал log[PH2O/PN2] устанавливали на -1, и для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше, и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, и получали различные образцы.
Затем исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после окончательного отжига. Результаты показаны на фиг.30. На фиг.30 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что плотность магнитного потока B8 была больше или равна 1,91 Тл, а черные квадраты указывают, что плотность магнитного потока B8 была меньше 1,91 Тл. Как показано на фиг.30, оказалось, что когда конечная температура Tf чистовой прокатки удовлетворяет выражению (5), достигается высокая плотность магнитного потока B8. По-видимому, это объясняется тем, что контроль конечной температуры Tf чистовой прокатки дополнительно способствует выделению BN.
Аналогично, исследовали связь между конечной температурой чистовой прокатки при горячей прокатке и адгезионной способностью пленочного покрытия после окончательного отжига. Результаты показаны на фиг.31. На фиг.31 горизонтальная ось указывает содержание B (масс.%), а вертикальная ось указывает конечную температуру Tf чистовой прокатки. Далее, белые кружки указывают, что адгезионная способность пленочного покрытия улучшена, а черные квадраты указывают, что происходило отслаивание пленочного покрытия, и адгезионная способность пленочного покрытия не улучшалась. Как показано на фиг.31, оказалось, что когда конечная температура Tf чистовой прокатки удовлетворяет выражению (5), и атмосфера при окончательном отжиге отвечает надлежащим условиям, адгезионная способность пленочного покрытия улучшается.
Из результатов первого - третьего экспериментов найдено, что если форму выделений BN и атмосферу окончательного отжига контролировать, как указано выше, в результате стабильно улучшаются магнитные свойства и адгезионная способность пленочного покрытия текстурованного листа из электротехнической стали. При этом, когда атмосфера окончательного отжига не соответствует значениям выражений (9) и (10), магнитные свойства были хорошими, но эффект улучшения адгезионной способности пленочного покрытия не достигался. Точная причина, почему когда B не полностью композиционно выделяется с MnS или MnSe в виде BN, то вторичная рекристаллизация становится нестабильной, не давая тем самым получить хорошие магнитные свойства, и почему, если атмосфера окончательного отжига не контролируется, то эффект улучшения адгезионной способности пленочного покрытия не достигается, пока не выяснена, но можно предположить следующее.
Сначала относительно магнитных свойств. Вообще говоря, B в состоянии твердого раствора будет по-видимому, выделяться по границам зерен, и выделения BN, которые выделились независимо после горячей прокатки, часто мелкие. Бор в состоянии твердого раствора и мелкие выделения BN подавляют рост зерен во время первичной рекристаллизации как сильные ингибиторы в низкотемпературном диапазоне, в каком проводится обезуглероживающий отжиг, а в высокотемпературном диапазоне, в каком проводится окончательный отжиг, B в состоянии твердого раствора и мелкие выделения BN не действуют локально как ингибиторы, поэтому кристаллическая зернистая структура превращается в смешанную зернистую структуру. Таким образом, когда температура первичной рекристаллизации лежит в низкотемпературном диапазоне, первично рекристаллизованные зерна малы, так что плотность магнитного потока текстурованного листа из электротехнической стали становится низкой. Далее, в высокотемпературном диапазоне кристаллическая зернистая структура превращается в смешанную зернистую структуру, так что вторичная рекристаллизация становится нестабильной.
Теперь что касается адгезионной способности пленочного покрытия. Во-первых, учитывая состояние B после очистительного отжига, можно предположить, что B на границе раздела между стеклянным пленочным покрытием и стальным листом находится в виде оксида. Можно предположить, что до очистки B находится в виде BN, но вследствие очистки BN разлагается, и B в стальном листе диффундирует вблизи поверхности стального листа, образуя оксид. Детальный состав оксида неясен, но авторы настоящего изобретения предполагают, что B образует смешанный оксид с Mg, Si и Al, присутствующими в стеклянном пленочном покрытии и внизу стеклянного пленочного покрытия.
На более поздней стадии окончательного отжига BN разлагается, и B концентрируется на поверхности стального листа, но когда концентрация B происходит на ранней стадии образования стеклянного пленочного покрытия, структура границы раздела после завершения окончательного отжига такова, что B сконцентрирован в части стеклянного пленочного покрытия на меньшей глубине, не доходя до низа. Поэтому граница раздела между стеклянным пленочным покрытием и стальным листом не превращается в структуру, имеющую характеристики согласно настоящему изобретению. С другой стороны, если разложение BN начинается в состоянии, когда образование стеклянного пленочного покрытия прошло до заданной степени, B концентрируется вблизи нижней границы стеклянного пленочного покрытия, и граница раздела между стеклянным пленочным покрытием и стальным листом получает структуру, обладающую характеристиками согласно настоящему изобретению. Здесь, состояние, в котором образование стеклянного пленочного покрытия прошло до заданной степени, означает ситуацию, когда началось формирование низа стеклянного пленочного покрытия, и температура в этом случае составляет примерно 1000°C или выше. Таким образом, чтобы структура границы раздела между стеклянным пленочным покрытием и стальным листом соответствовала настоящему изобретению, B должен концентрироваться при этой температуре или выше, что может быть установлено как необходимое условие, но для этого выделения BN в стальном листе должны стабильно присутствовать до тех пор, пока температура не станет высокой.
Если выделения BN не мелкие и композиционно не выделяются с MnS или MnSe, температура разложения при окончательном отжиге снижается, и бор концентрируется в виде твердого раствора на границе раздела между стеклянным пленочным покрытием и стальным листом, прежде чем будет сформирована нижняя граница стеклянного пленочного покрытия, что не способствует улучшению эффекта закрепления на границе раздела между стеклянным пленочным покрытием и стальным листом. Поэтому можно предположить, что эффект улучшения адгезионной способности пленочного покрытия пропадет.
Таким образом, чтобы заставить B действовать эффективно, необходимо контролировать атмосферу окончательного отжига в высокотемпературном диапазоне. Авторы изобретения обнаружили, что для достижения этого эффективно подавлять разложение BN в диапазоне от 800°C до 1100°C, а при 1100°C или выше промотировать разложение BN и создавать атмосферу, при которой очистка улучшается.
Между прочим, B используется также в качестве добавки в отжиговый сепаратор, и таким образом, в текстурованном листе электротехнической стали, который был подвергнут окончательному отжигу, иногда наблюдается ликвация B вблизи границы раздела между стеклянным пленочным покрытием и стальным листом. Однако, B из отжигового сепаратора затрудняет получение структуры границы раздела между стеклянным пленочным покрытием и стальным листом согласно настоящему изобретению. Чтобы сделать условия концентрации такими, чтобы структура границы раздела между стеклянным пленочным покрытием и стальным листом соответствовала настоящему изобретению, благодаря B из отжигового сепаратора, необходимо, чтобы достаточное количество B продиффундировало в глубь стального листа с поверхности стального листа. Можно предположить, что оксид B имеет относительно высокое давление кислорода при равновесной диссоциации среди элементов, образующих стеклянное пленочное покрытие, и таким образом, в случае, когда B диффундирует к нижней границе стеклянного пленочного покрытия, где, как предполагается, кислородный потенциал ниже, чем в поверхностном слое стеклянного пленочного покрытия, образование оксида затрудняется. Таким образом, трудно образовать структуру границы раздела между стеклянным пленочным покрытием и стальным листом согласно настоящему изобретению, используя B из отжигового сепаратора.
Кроме того, ниже поясняются причины ограничения соответствующих условий в настоящем изобретении.
Сначала, что касается структуры границы раздела между стеклянным пленочным покрытием и стальным листом, то когда в самой глубокой части концентрирование B происходит глубже, чем концентрирование Mg, адгезионная способность стеклянного пленочного покрытия улучшается. Что касается чисел, то если при проведении анализа GDS от поверхности стеклянного пленочного покрытия между положением пика концентрации B в самом глубоком месте, выражаемом через время разряда tB (секунды), и положением пика Mg, выражаемом через tMg (секунды), устанавливается нижеследующее соотношение, то можно получить хорошие результаты:
С другой стороны, когда величина tB слишком большая, магнитные свойства имеют тенденцию ухудшаться. Поэтому величину tB предпочтительно устанавливают равной 5,0∙tMg или меньше.
Далее будут детально описаны причины ограничения атмосферы окончательного отжига. Когда температура составляет от 800°C до 1100°C, парциальное давление азота PN2 поддерживается в интервале от 0,75 до 0,2, и кислородный потенциал log[PH2O/PN2] устанавливают на 0,7 или меньше. Это делается, чтобы подавить разложение BN в температурном диапазоне от 800 до 1100°C. Если не подавлять разложение BN в этом температурном диапазоне, будет невозможно получить хорошую адгезионную способность. Это связано с тем, что если не подавлять разложение BN в достаточной степени, то при ненадлежащей атмосфере B диффундирует к поверхности стального листа с самого начала окончательного отжига и концентрируется в неглубоком месте от поверхности стального листа.
Детали атмосферного режима для окончательного отжига следующие. Так, парциальное давление азота PN2 устанавливают на значение 0,2 или больше, чтобы надлежащим образом подавить разложение BN. С другой стороны, когда парциальное давление азота превышает 0,75, разложение BN подавляется чрезмерно, и хорошей вторичной рекристаллизации не происходит. Далее, когда кислородный потенциал log[PH2O/PN2] превышает -0,7, происходит окисление B, соответственно промотируется разложение BN. Таким образом, чтобы подавить разложение BN в температурном диапазоне от 800 до 1100°C, атмосфера окончательного отжига должна удовлетворять вышеописанным условиям на парциальное давление азота PN2 и кислородный потенциал log[PH2O/PN2].
Далее, что касается контроля атмосферы окончательного отжига, наилучшие результаты можно получить, когда парциальное давление кислорода и парциальное давление азота контролируются согласно выражению (11).
Здесь удовлетворяются условия
-3,72≥3log[PH2O/PH2]+A≥-5,32
-0,7≥log[PH2O/PH2],
и T означает абсолютную температуру.
Кроме того, температурный диапазон, в котором устанавливается такой атмосферный режим, составляет от 800°C до 1100°C. Если температура ниже 800°C, он перекрывается температурным диапазоном ранней стадии образования стеклянного пленочного покрытия, и когда вышеописанный кислородный потенциал log[PH2O/PN2] устанавливают в этом диапазоне, нельзя получить хорошее стеклянное пленочное покрытие, и вероятно ухудшение адгезионной способности пленочного покрытия. Когда нижний предел температуры слишком низкий, адгезионная способность ухудшается, а когда он слишком высокий, нельзя в достаточной степени подавить разложение BN, поэтому в данном варианте осуществления устанавливают нижний предел температуры 800°C. С другой стороны, когда верхний предел температуры слишком высок, вторичная рекристаллизация становится нестабильной, а когда верхний предел температуры слишком низок, B легко концентрируется вблизи полюсов поверхности стального листа, и эффект улучшения адгезионной способности вероятно пропадет. Таким образом, в этом варианте осуществления атмосфера в вышеописанных условиях устанавливается для диапазона от 800°C до 1100°C.
Что касается парциального давления азота PN2, подбор атмосферы окончательного отжига можно осуществить, контролируя отношение в смеси газообразного азота и газа, который не реагирует со стальным листом, такого, например, как водород. Далее, что касается кислородного потенциала log[PH2O/PN2], его подбирают, контролируя точку росы атмосферы или подобное.
Кроме того, в атмосфере при температуре выше 1100°C парциальное давление азота PN2 предпочтительно устанавливают 0,1 или меньше и кислородный потенциал log[PH2O/PN2] предпочтительно устанавливают -2 или меньше. Это делается, чтобы сконцентрировать B в заданном месте как оксид и чтобы дополнительно способствовать очистке после вторичной рекристаллизации. Причина, почему верхний предел кислородного потенциала log[PH2O/PN2] устанавливается на -2, заключается в дополнительной концентрации B вблизи поверхности стального листа в виде оксида. Когда это значение слишком большое, оксид B концентрируется в глубине стального листа, что затрудняет получение хороших магнитных свойств. Далее, причина установления парциального давления азота PN2 0,1 или меньше заключается в том, что когда парциальное давление азота PN2 слишком велико, концентрирование оксида B происходит вблизи поверхности стального листа, что делает невозможным получение хорошей адгезионной способности. Далее, это еще и потому, что иногда бывают случаи, когда очистка продвигается с трудом, и продолжительность отжига становится большой вплоть до экономически невыгодной. Как было подробно описано выше, чтобы заставить B действовать эффективно в улучшении адгезионной способности пленочного покрытия, необходимо контролировать парциальное давление азота PN2 и кислородный потенциал log[PH2O/PN2] в высокотемпературном диапазоне во время окончательного отжига.
Далее будут описаны причины ограничения диапазонов содержания компонентов.
Кремнистая сталь, используемая в этом варианте осуществления, содержит: Si: от 0,8 масс.% до 7 масс.%, кислоторастворимый Al: от 0,01 масс.% до 0,065 масс.%, N: от 0,004 масс.% до 0,012 масс.%, Mn: от 0,05 масс.% до 1 масс.%, S и Se в сумме: от 0,003 масс.% до 0,015 масс.%, B: от 0,0005 масс.% до 0,0080 масс.%, причем содержание C составляет 0,085 масс.% или меньше, остальное составляют Fe и неизбежные примеси.
Далее, полученный окончательно текстурованный лист из электротехнической стали содержит Si от 0,8 масс.% до 7 масс.%, Mn от 0,05 масс.% до 1 масс.%, B от 0,0005 масс.% до 0,0080 масс.%, Al, C, N, S и Se каждый в содержании 0,005 масс.% или меньше, остальное составляют Fe и неизбежные примеси.
Si повышает электрическое сопротивление, снижая потери в сердечнике. Однако, когда содержание Si превышает 7 масс.%, становится сложным проводить холодную прокатку, и во время холодной прокатки возможно образование трещин. Поэтому устанавливают содержание Si 7 масс.% или меньше, предпочтительно 4,5 масс.% или меньше, более предпочтительно 4 масс.% или меньше. Далее, если содержание Si меньше 0,8 масс.%, во время окончательного отжига происходит γ-превращение, что ухудшает ориентацию кристаллов текстурованного листа электротехнической стали. Поэтому устанавливают содержание Si 0,8 масс.% или больше, предпочтительно 2 масс.% или больше, более предпочтительно 2,5 масс.% или больше.
C является элементом, эффективным для контроля первичной рекристаллизованной структуры, но он отрицательно влияет на магнитные свойства. Поэтому в данном варианте осуществления перед окончательным отжигом проводится обезуглероживающий отжиг. Однако, если содержание C превысит 0,085 масс.%, продолжительность обезуглероживающего отжига становится большой, и производительность промышленного производства ухудшается. Поэтому содержание C устанавливается 0,085 масс.% или меньше, предпочтительно 0,07 масс.% или меньше.
Кроме того, углерод в содержании выше 0,005 масс.% в окончательно получаемом текстурованном листе из электротехнической стали отрицательно влияет на магнитные свойства, поэтому содержание C в окончательно получаемом текстурованном листе из электротехнической стали устанавливается 0,005 масс.% или меньше.
Кислоторастворимый Al соединяется с N, выделяясь как (Al, Si)N, и действует как ингибитор. Когда содержание кислоторастворимого Al лежит в диапазоне от 0,01 масс.% до 0,065 масс.%, вторичная рекристаллизация стабилизирована. Поэтому содержание кислоторастворимого Al устанавливается не менее 0,01 масс.% и не более 0,065 масс.%. Далее, содержание кислоторастворимого Al предпочтительно составляет 0,02 масс.% или больше, более предпочтительно 0,025 масс.% или больше. Далее, содержание кислоторастворимого Al предпочтительно составляет 0,04 масс.% или меньше, более предпочтительно 0,03 масс.% или меньше.
Кроме того, при содержании Al в полученном окончательно текстурованном листе из электротехнической стали более 0,005 масс.% он отрицательно влияет на магнитные свойства, поэтому содержание Al в получаемом окончательно текстурованном листе из электротехнической стали устанавливается 0,005 масс.% или меньше.
B соединяется с N, комбинированно выделяясь с MnS или MnSe в виде BN и действует как ингибитор. Когда содержание B снижается до диапазона от 0,0005 масс.% до 0,0080 масс.%, вторичная рекристаллизация стабилизирована. Поэтому содержание B устанавливают не ниже 0,0005 масс.%, но не более 0,0080 масс.%. Далее, содержание B предпочтительно больше или равно 0,001 масс.%, более предпочтительно больше или равно 0,0015 масс.%. Далее, содержание B предпочтительно меньше или равно 0,0040 масс.%, более предпочтительно меньше или равно 0,0030 масс.%.
Далее, в получаемый окончательно текстурованный лист из электротехнической стали B добавляется вследствие присутствия его в отжиговом сепараторе или подобном. Если его содержание превышает 0,0080 масс.%, B отрицательно влияет на магнитные свойства, поэтому содержание B в получаемом окончательно текстурованном листе из электротехнической стали устанавливается от 0,0005 масс.% до 0,0080 масс.%.
N соединяется с B или Al, действуя как ингибитор. Когда содержание N меньше 0,004 масс.%, нельзя получить достаточное количество ингибитора. Поэтому содержание N устанавливается 0,004 масс.% или больше, предпочтительно составляет 0,006 масс.% или больше, более предпочтительно 0,007 масс.% или больше. С другой стороны, если содержание N превышает 0,012 масс.%, во время холодной прокатки в стальной полосе образуются полости, называемые газовыми раковинами. Поэтому устанавливается содержание N 0,012 масс.% или меньше, более предпочтительно 0,010 масс.% или меньше, еще более предпочтительно 0,009 масс.% или меньше.
Кроме того, когда содержание N в окончательном текстурованном листе из электротехнической стали превышает 0,005 масс.%, он отрицательно влияет на магнитные свойства, поэтому содержание N в окончательно получаемом текстурованном листе из электротехнической стали устанавливается 0,005 масс.% или меньше.
Mn, S и Se образуют MnS и MnSe, являющиеся зародышем, вокруг которого комбинированно выделяется BN, и комбинированные выделения действуют как ингибиторы. Когда содержание Mn лежит в диапазоне от 0,05 масс.% до 1 масс.%, вторичная рекристаллизация стабилизирована. Поэтому содержание Mn устанавливают не меньше 0,05 масс.% и не больше 1 масс.%. Далее, содержание Mn предпочтительно составляет 0,08 масс.% или больше, более предпочтительно 0,09 масс.% или больше. Далее, содержание Mn предпочтительно составляет 0,50 масс.% или меньше, более предпочтительно 0,2 масс.% или меньше.
Далее, если содержание Mn не попадает в диапазон от 0,05 масс.% до 1 масс.% даже в окончательно получаемом текстурованном листе из электротехнической стали, вторичная рекристаллизация становится нестабильной, отрицательно влияя на магнитные свойства, поэтому содержание Mn в получаемом окончательно текстурованном листе из электротехнической стали устанавливается от 0,05 масс.% до 1 масс.%.
Далее, если суммарное содержание S и Se лежит в диапазоне от 0,003 масс.% до 0,015 масс.%, вторичная рекристаллизация стабилизирована. Поэтому суммарное содержание S и Se устанавливают не меньше 0,003 масс.%, но не больше 0,015 масс.%. Далее, в целях предупреждения трещин при горячей прокатке, предпочтительно, чтобы удовлетворялось выражение (14) ниже. При этом в кремнистой стали может содержаться либо только S или Se, либо и S, и Se. Когда содержатся оба элемента S и Se, можно поддерживать более стабильное выделение BN и стабильно улучшать магнитные свойства.
Далее, при превышении содержания S и Se 0,005 масс.% в окончательно получаемом текстурованном листе из электротехнической стали они отрицательно влияют на магнитные свойства, поэтому содержание S и Se в окончательно получаемом текстурованном листе из электротехнической стали устанавливается 0,005 масс.% или меньше.
Ti образует грубый TiN, влияющий на количество выделений BN и (Al, Si)N, действующих как ингибиторы. Когда содержание Ti превышает 0,004 масс.%, сложно получить хорошие магнитные свойства. Поэтому содержание Ti предпочтительно составляет 0,004 масс.% или меньше.
Кроме того, в кремнистой стали может также содержаться один или более из элементов, выбранных из группы, состоящей из Cr, Cu, Ni, P, Mo, Sn, Sb и Bi, в указанных ниже диапазонах.
Cr улучшает оксидный слой, образующийся при обезуглероживающем отжиге, и эффективен для образования стеклянного пленочного покрытия. Однако, когда содержание Cr превышает 0,3 масс.%, заметно затрудняется обезуглероживание. Поэтому, содержание Cr устанавливается 0,3 масс.% или меньше.
Cu повышает удельное сопротивление, снижая потери в сердечнике. Однако, если содержание Cu превышает 0,4 масс.%, этот эффект выходит на насыщение. Кроме того, иногда во время горячей прокатки образуются пороки поверхности, называемые "медной пленой". Поэтому содержание Cu устанавливается 0,4 масс.% или меньше.
Ni повышает удельное сопротивление, сокращая потери в сердечнике. Кроме того, Ni контролирует металлическую структуру горячекатаной стальной полосы, улучшая магнитные свойства. Однако, когда содержание Ni превышает 1 масс.%, вторичная рекристаллизация становится неустойчивой. Поэтому содержание Ni устанавливают 1 масс.% или меньше.
P повышает удельное сопротивление, сокращая потери в сердечнике. Однако, когда содержание P превышает 0,5 масс.%, возникают проблемы с характеристиками прокатки. Поэтому содержание P устанавливается 0,5 масс.% или меньше.
Mo улучшает поверхностные свойства во время горячей прокатки. Однако, когда содержание Mo превышает 0,1 масс.%, этот эффект выходит на насыщение. Поэтому содержание Mo устанавливают 0,1 масс.% или меньше.
Sn и Sb являются элементами, выделяющимися по границам зерен. Кремнистая сталь, используемая в этом варианте осуществления, содержит Al, так что иногда возникают случаи, когда Al окисляется влагой, выделяющейся из отжигового сепаратора, в зависимости от условий окончательного отжига. В этом случае происходят изменения ингибирующей способности в зависимости от положения в текстурованном листе из электротехнической стали, и магнитные свойства также иногда изменяются. Однако, если присутствуют элементы, выделяющимися по границам зерен, окисление Al можно подавить. Таким образом, Sn и Sb подавляют окисление Al, подавляя тем самым изменения магнитных свойств. Однако, если суммарное содержание Sn и Sb превысит 0,30 масс.%, трудно сформировать оксидный слой при обезуглероживающем отжиге, что делает образование стеклянного пленочного покрытия недостаточным. Кроме того, заметно ухудшается обезуглероживание. Поэтому суммарное содержание Sn и Sb устанавливают 0,3 масс.% или меньше.
Bi стабилизирует такие выделения, как сульфиды, усиливая их функцию как ингибитора. Однако, если содержание Bi превысит 0,01 масс.%, затрудняется образование стеклянного пленочного покрытия. Поэтому, устанавливается содержание Bi 0,01 масс.% или меньше.
Далее поясняется каждая обработка в этом варианте осуществления.
Материал из кремнистой стали (сляб), содержащий вышеописанные компоненты, можно получить, например, выплавляя сталь в конвертере, электрической печи или подобном и проводя при необходимости вакуумную дегазацию расплавленной стали, а затем проводя непрерывную разливку. Кроме того, материал из кремнистой стали можно получить, проводя вместо непрерывной разливки разливку в слитки, которые затем прокатывают в блюм. Толщина сляба из кремнистой стали устанавливается, например, от 150 до 350 мм, предпочтительно от 220 мм до 280 мм. Кроме того, можно получать так называемые тонкие слябы, имеющие толщину от 30 мм до 70 мм. Когда производят тонкие слябы, черновую прокатку, проводимую при получении горячекатаных стальных полос, можно не проводить.
После получения сляба из кремнистой стали проводят нагрев сляба и проводят горячую прокатку. Затем, в этом варианте осуществления, заставляют BN композиционно выделяться с MnS и/или MnSe, и условия нагрева сляба и горячей прокатки устанавливаются таким образом, чтобы количество выделений BN, MnS и MnSe в горячекатаной стальной полосе удовлетворяло выражениям (6)-(8) ниже.
Здесь BasBN означает количество B (масс.%), выделившегося в виде BN, SasMnS означает количество S (масс.%), выделившегося в виде MnS, и SeasMnSe означает количество Se (масс.%), выделившегося в виде MnSe.
Что касается B, количество выделений и содержание B в твердом растворе контролируют таким образом, чтобы удовлетворялись выражения (6) и (7). Чтобы обеспечить количество ингибитора, выделение BN должно быть больше или равно определенной величине. Кроме того, когда количество растворенного в твердом растворе B велико, иногда в последующих процессах образуются нестабильные мелкие выделения, которые отрицательно влияют на структуру при первичной рекристаллизации.
Каждый из MnS и MnSe действует как зародыш, вокруг которого комбинированно выделяется BN. Таким образом, чтобы заставить BN выделяться в достаточной степени, чтобы тем самым улучшить магнитные свойства, количество выделений MnS и MnSe должно контролироваться так, чтобы удовлетворялось выражение (8).
Условие, представленное выражением (7), выведено, исходя из фиг.4, фиг.14 и фиг.24. Из фиг.4, фиг.14 и фиг.24 было найдено, что когда [B]-BasBN составляет 0,001 масс.% или меньше, получается хорошая плотность магнитного потока, то есть плотность магнитного потока B8 1,88 Тл или больше.
Условия, выраженные формулами (6) и (8), выведены, исходя из фиг.2, фиг.12 и фиг.22. Из фиг.2 было найдено, что когда концентрация BasBN больше или равна 0,0005 масс.%, и концентрация SasMnS больше или равна 0,002 масс.%, получается хорошая плотность магнитного потока, то есть плотность магнитного потока B8 1,88 Тл или больше.
Аналогично, из фиг.12 следует, что когда BasBN составляет 0,0005 масс.% или больше, и SeasMnSe составляет 0,004 масс.% или больше, получаются хорошая плотность магнитного потока, то есть плотность магнитного потока B8 1,88 Тл или больше. Равным образом из фиг.22 следует, что когда BasBN составляет 0,0005 масс.% или больше, и SasMnS+0,5×SeaSMnSe составляет 0,002 масс.% или больше, получается хорошая плотность магнитного потока, то есть плотность магнитного потока B8 1,88 Тл или больше. Далее, пока величина SasMns больше или равна 0,002 масс.%, выражение SasMnS+0,5×SeasMnSe неизбежно будет больше или равно 0,002 масс.%, и пока величина SeaSMnSe больше или равна 0,004 масс.%, сумма SasMnS+0,5×SeasMnSe неизбежно будет больше или равна 0,002 масс.%. Таким образом, важно, чтобы SasMnS+0,5×SeasMnSe было больше или равно 0,002 масс.%.
Далее, температуру нагрева сляба устанавливают так, чтобы удовлетворялись следующие условия:
(i) в случае, когда сляб из кремнистой стали содержит S и Se:
- температура T1(°C) отвечает выражению (2) или ниже, температура T2(°C) отвечает выражению (3) или ниже, и температура T3(°C) отвечает выражению (4) или ниже;
(ii) в случае, когда сляб из кремнистой стали не содержит Se:
- температура T1(°C) отвечает выражению (2) или ниже, и температура T3(°C) отвечает выражению (4) или ниже;
(iii) в случае, когда сляб из кремнистой стали не содержит S:
- температура T2(°C) отвечает выражению (3) или ниже, и температура T3(°C) отвечает выражению (4) или ниже
Это так, потому что когда нагрев сляба проводится при таких температурах, BN, MnS и MnSe не полностью находятся в виде твердого раствора во время нагрева сляба, и во время горячей прокатки промотируется выделение BN, MnS и MnSe. Как ясно из фиг.6, фиг.16 и фиг.26, температуры растворения T1 и T2, приблизительно соответствующие верхнему пределу температуры нагрева сляба, способны обеспечивать плотность магнитного потока B8 1,88 Тл или выше. Далее, как следует из фиг.7, фиг.17 и фиг.27, температура T3 раствора, приблизительно соответствующая верхнему пределу температуры нагрева сляба, способна обеспечивать плотность магнитного потока B8 1,88 Тл или выше.
Кроме того, температуру нагрева сляба более предпочтительно устанавливать так, чтобы удовлетворялись также следующие условия. Это делается, чтобы во время нагрева сляба выделилось предпочтительное количество MnS или MnSe.
(i) в случае, когда сталь из кремнистой стали не содержит Se
- температура T4(°C) отвечает приводимому ниже выражению (15) или ниже;
(ii) в случае, когда сляб из кремнистой стали не содержит S:
- температура T5(°C) отвечает приводимому ниже выражению (16) или ниже.
Если температура нагрева сляба слишком высока, BN, MnS и/или MnSe иногда полностью растворяются в твердом растворе. В этом случае становится затруднительным заставить BN, MnS и/или MnSe выделяться во время горячей прокатки. Поэтому нагрев сляба предпочтительно проводится при температуре T1 и/или температуре T2 или ниже, и при температуре T3 или ниже. Далее, если температура нагрева сляба является температурой T4 или T5 или ниже, во время нагрева сляба выделяется предпочтительное количество MnS или MnSe, и таким образом, становится возможным заставить BN композиционно выделяться вокруг MnS или MnSe, легко образуя эффективные ингибиторы.
Далее, что касается B, конечная температура Tf чистовой прокатки при горячей прокатке устанавливается так, чтобы удовлетворялось выражение (5) ниже. Это необходимо, чтобы дополнительно промотировать выделение BN.
Как следует из фиг.10, фиг.20 и фиг.30, условие, описываемое выражением (5), приблизительно соответствует условию, при котором возможно получить плотность магнитного потока B8 1,88 Тл или больше. Далее, с точки зрения выделений BN конечную температуру Tf чистовой прокатки более предпочтительно устанавливать на 800°C или выше.
После горячей прокатки проводится отжиг горячекатаной стальной полосы. Затем проводится холодная прокатка. Как описано выше, холодная прокатка может проводиться всего один раз или может проводиться несколько раз с промежуточным отжигом между этапами прокатки. При холодной прокатке предпочтительно устанавливать конечную скорость холодной прокатки предпочтительно 80% или больше. Это делается для того, чтобы сформировать хорошую текстуру первичной рекристаллизации.
После этого проводят обезуглероживающий отжиг. В результате удаляется C, содержавшийся в стальной полосе. Обезуглероживающий отжиг проводится, например, во влажной атмосфере. Далее, обезуглероживающий отжиг предпочтительно проводится, например, в течение такого времени, чтобы диаметр кристаллического зерна, полученного при первичной рекристаллизации в температурном диапазоне от 770°C до 950°C, составлял 15 мкм или больше. Это нужно для получения хороших магнитных свойств. Затем наносится отжиговый сепаратор и проводится окончательный отжиг. В результате, при вторичной рекристаллизации преимущественно растут кристаллические зерна с ориентацией (110).
Кроме того, между началом обезуглероживающего отжига и наступлением вторичной рекристаллизации при окончательном отжиге проводится азотирование. Это делается, чтобы образовать ингибиторы (Al, Si)N. Это азотирование может проводиться во время обезуглероживающего отжига или может также проводиться во время окончательного отжига. Если азотирование проводится во время обезуглероживающего отжига, отжиг обязательно проводится в атмосфере, содержащей газ, обладающий азотирующей способностью, такой, например, как аммиак. Кроме того, азотирование может проводиться в зоне нагрева или зоне томления отжиговой печи непрерывного действия, или азотирование может проводиться также на стадии после зоны томления. Если азотирование проводится во время окончательного отжига, порошок, обладающий азотирующей способностью, такой, например, как MnN, необходимо только добавлять в отжиговый сепаратор.
В процессе окончательного отжига температура лежит в диапазоне от 800°C до 1100°C, а атмосфера удовлетворяет выражениям (9) и (10), как описано выше.
Обычно окончательный отжиг проводится в смешанной атмосфере азота и водорода, чтобы парциальное давление азота в этой атмосфере контролировалось и тем самым удовлетворялось условие согласно выражению (9). Далее, кислородный потенциал можно контролировать наличием водяного пара в атмосфере, что позволяет удовлетворить условию выражения (10).
Если, кроме того, удовлетворяется условие, описываемое выражением (11), и атмосфера при 1100°C или выше удовлетворяет выражениям (12) и (13), можно получить еще лучшие результаты.
Здесь удовлетворяются условия
-3,72≥3∙log[PH2O/PH2]+A≥-5,32 и
-0,7≥log[PH2O/PH2],
и PN2 означает парциальное давление азота, PH2O и PH2 означают парциальное давление водяного пара и парциальное давление водорода, соответственно, A означает константу, определенную таким образом, чтобы 3∙log[PH2O/PH2]+A попадало в заданный диапазон согласно log[PH2O/PH2], и T означает абсолютную температуру.
В этом варианте осуществления ингибиторы усиливаются присутствием BN, так что в процесс нагрева при окончательном отжиге скорость нагрева в температурном диапазоне от 1000°C до 1100°C предпочтительно устанавливают 15°C/ч или ниже. Далее, вместо контроля скорости нагрева эффективно также проводить изотермический отжиг, при котором стальная полоса поддерживается в температурном диапазоне от 1000°C до 1100°C в течение 10 часов или дольше.
Согласно описанному выше варианту осуществления, можно стабильно получать текстурованный лист из электротехнической стали, имеющий отличные магнитные свойства.
Пример
Далее поясняются эксперименты, проведенные авторами настоящего изобретения. Условия экспериментов являются примерными, используемыми для подтверждения практической осуществимости и эффектов настоящего изобретения, и настоящее изобретение не ограничено этими примерами.
Пример 1
Готовили слябы, имеющие состав, приведенный в таблице 1, причем остальное составляют Fe и неизбежные примеси. Затем слябы нагревали при 1100°C, после чего подвергали чистовой прокатке при 900°C. При этом величина температуры нагрева 1100°C была ниже всех значений температуры T1, T2 и T3, рассчитанных для состава из таблицы 1. Таким способом получали горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем проводили отжиг горячекатаных стальных полос при 1100°C. Затем проводили холодную прокатку, получая холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. Затем обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и для атмосферы до 800°C устанавливали парциальное давление азота PN2 0,5 и кислородный потенциал log[PH2O/PN2] на -0,5, для атмосферы от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1, и для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] на -2 или меньше, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч и подвергали окончательному отжигу.
Стальные листы, полученные таким способом, имели составы, указанные в таблице 2. Для каждого такого образца, полученного после окончательного отжига, определяли состояние пленочного покрытия и магнитные свойства (плотность магнитного потока B8). Сначала, что касается состояния пленочного покрытия, исследовали содержание форстерита в стеклянном пленочном покрытии и определяли положение пиков Mg и B согласно методу GDS. При этом перед проведением измерений методом GDS готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия с концентрацией твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем раствор для покрытия наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 5 г/м2 на одну сторону после обжига и сушки, и затем обжигали при 900°C. Толщина вторичного пленочного покрытия составляла в этом случае 1,5 мкм.
Кроме того, измеряли магнитные свойства (плотность магнитного потока B8) на основе стандарта JIS C2556. Далее, оценивали также адгезионную способность пленочного покрытия по следующей методике. Сначала готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем этот раствор наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 10 г/м2 на каждую сторону после обжига и сушки, и затем обжигали при 900°C. Затем этот стальной лист закручивали вокруг круглого стержня диаметром ϕ20 и измеряли отслоившуюся площадь пленочного покрытия, оголяющую стальной лист, на внутренней стороне согнутого участка. Если отслоившаяся площадь была 5% или меньше, адгезионная способность определялась как хорошая. Результаты вышеописанного испытания показаны в таблице 3.
Как показано в таблицах 2 и 3, было обнаружено, что когда стальной лист имеет состав, лежащий в диапазоне согласно настоящему изобретению, количество форстерита в стеклянном пленочном покрытии составляет 70% или больше, и отношение tB/tMg положений пиков Mg и B в спектре GDS равно 1,6 или больше, адгезионная способность и плотность магнитного потока хорошие. В частности, если tB/tMg больше или равно 2,0, адгезионная способность особенно хорошая. С другой стороны, если tB/tMg превышает 5,0, магнитные свойства ухудшаются, поэтому верхний предел tB/tMg равен 5. Что касается количества форстерита, содержание 70% или более не может быть достигнуто, если количества каждого из Si и Al не соответствуют диапазону согласно настоящему изобретению.
Пример 2
Готовили слябы, имеющие состав, указанный в таблице 4, где остальное составляют Fe и неизбежные примеси. Далее, в температурных условиях, указанных в таблице 5, слябы нагревали и проводили чистовую прокатку, получая горячекатаные стальные полосы толщиной 2,3 мм каждая. Результаты анализа содержаний B, BN, MnS и MnSe горячекатаных листов, подвергнутых таким термообработкам, приведены в таблице 6. Затем проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого проводили обезуглероживающий отжиг во влажной газовой атмосфере при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. Затем обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и атмосферу до 800°C устанавливали такую же, как в примере 1, для атмосферы в интервале от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1, а для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч и подвергали окончательному отжигу. Затем, таким же способом, как в примере 1, проводили оценку tB и tMg методом GDS и, кроме того, определяли магнитные свойства (плотность магнитного потока B8). Далее, проводили также оценку адгезионной способности пленочного покрытия. Результаты приведены в таблице 7.
(°C)
Как показано в таблице 7, в случае опытов d1-d3 температура нагрева сляба была выше, чем T1, так что адгезионная способность пленочного покрытия была плохой, и плотность магнитного потока также была низкой. Далее, в опыте d4 конечная температура Tf чистовой прокатки была выше, чем (1000-10000×[B]), поэтому адгезионная способность пленочного покрытия была плохой. Кроме того, в опыте d5 конечная температура Tf чистовой прокатки не достигала 800°C, поэтому адгезионная способность пленочного покрытия была плохой, и плотность магнитного потока также была низкой. В случае опытов d6 и d7 температура нагрева сляба была выше, чем T1 и T3, и, кроме того, величина BasBN была меньше 0,0005, а величина [B]-BasBN превышала 0,001, поэтому адгезионная способность пленочного покрытия была плохой, и плотность магнитного потока также была низкой. В опыте d8 сумма SasMns+0,5∙SeasMnSe была меньше 0,002, поэтому плотность магнитного потока была низкой. С другой стороны, в опытах D1-D10, соответствующих примеру по изобретению, в которых температура нагрева сляба была меньше или равна температурам T1, T2 и T3, были получены хорошая адгезионная способность пленочного покрытия и высокая плотность магнитного потока.
Из изложенного выше ясно, что в рабочих условиях в диапазоне согласно настоящему изобретению можно получить текстурованный лист электротехнической стали, имеющий хорошие магнитные свойства и хорошую адгезионную способность пленочного покрытия.
Пример 3
Делали слябы, имеющие состав, указанный в таблице 8, причем остальное составляют Fe и неизбежные примеси. Далее, в условиях, указанных в таблице 9, слябы нагревали и затем подвергали чистовой прокатке при 900°C. Так были получены горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем проводили отжиг горячекатаных стальных полос при 1100°C. Затем проводили холодную прокатку, получая в результате холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого проводили обезуглероживающий отжиг во влажной газовой атмосфере при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. Затем обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,022 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и атмосфера до 800°C устанавливалась такая же, как в примере 1, а для атмосферы от 800°C до 1100°C парциальное давление азота PN2 устанавливали на 0,5 и кислородный потенциал log[PH2O/PN2] устанавливали на -1, а для атмосферы при 1100°C или выше парциальное давление азота PN2 устанавливали на 0,1 или меньше и кислородный потенциал log[PH2O/PN2] устанавливали на -2, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч и подвергали окончательному отжигу. Затем, как и в примере 1, проводили оценку tB и tMg методом GDS и, кроме того, оценивали адгезионную способность пленочного покрытия и измеряли магнитные свойства (плотность магнитного потока B8). Результаты приведены в таблице 10.
Как следует из таблиц 8 и 10, в сравнительных примерах, в которых состав каждого материала лежал вне диапазона согласно настоящему изобретению, адгезионная способность пленочного покрытия ухудшалась, и плотность магнитного потока была низкой. Однако, в примерах по изобретению номера с E1 по E23, где состав каждого материала лежал в диапазоне согласно настоящему изобретению, были получены хорошая адгезионная способность пленочного покрытия и хорошая плотность магнитного потока.
Пример 4
Следующий эксперимент проводился с целью исследования влияния атмосферы в диапазоне от 800°C до 1100°C и температуры переключения. Сначала готовили слябы, имеющие следующий состав: Si: 3,4 масс.%, B: 0,0025 масс.%, C: 0,06 масс.%, N: 0,008 масс.%, S: 0,007 масс.% и Al 0,03 масс.%, остальное Fe и неизбежные примеси. Затем слябы нагревали до 1100°C, после чего подвергали чистовой прокатке при 900°C. Температура нагрева 1100°C была ниже всех значений температур T1, T2 и T3, рассчитанных для вышеуказанного состава. Таким образом получали горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого проводили обезуглероживающий отжиг во влажной газовой атмосфере при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее, на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и атмосферу до температуры A1 из таблицы 11 устанавливали такую же, как в примере 1, при температурах переключения A1 и A2 атмосфера была такой, как указано в таблице 11, а при температуре выше температуры A2 парциальное давление азота PN2 устанавливали на 0,05 и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, стальные полосы нагревали до 1200°C со скоростью 15°C/ч и после достижения 1200°C стальные полосы подвергали окончательному отжигу в атмосфере 100%-ного водорода.
Для каждого образца, полученного после окончательного отжига, исследовали состояние пленочных покрытий и измеряли магнитные свойства (плотность магнитного потока B8). Сначала, что касается состояния пленочного покрытия, исследовали количество форстерита в стеклянном пленочном покрытии и положение пиков Mg и B в спектре GDS. Количество форстерита во всех образцах составляло 70% или больше. До проведения измерений методом GDS готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем этот раствор наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, плотностью 5 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. Толщина вторичного пленочного покрытия в этом случае была 1,5 мкм.
Далее, определяли магнитные свойства (плотность магнитного потока B8) на основе стандарта JIS C2556. Кроме того, оценивали также адгезионную способность пленочного покрытия по следующей методике. Сначала готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем этот раствор наносили на стальной лист, содержащий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 10 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. Этот стальной лист сворачивали вокруг круглого стержня диаметром ϕ20 и затем измеряли отслоившуюся площадь пленочного покрытия, обнажающую стальной лист на внутренней стороне согнутого участка. Если отслоившаяся площадь составляла 5% или меньше, адгезионная способность определялась как хорошая. Результаты вышеописанного испытания приведены в таблице 11.


Как показано в таблице 11, в случае опыта f1 парциальное давление азота PN2 при температуре от 800°C до 1100°C было слишком низким, так что разложение BN продолжалось, B концентрировался вблизи поверхности, и отношение tB/tMg становилось низким, что не позволило достичь эффекта улучшения адгезионной способности пленочного покрытия. Кроме того, в опыте f2 парциальное давление азота PN2 было слишком высоким, так что адгезионная способность пленочного покрытия была хорошей, но было невозможно получить хорошие магнитные свойства. В случае опыта f3 кислородный потенциал log[PH2O/PN2] был слишком высоким, так что разложение BN продолжалось, плотность магнитного потока была низкой, и отношение tB/tMg стало слишком низким, так что было невозможно достичь эффекта улучшения адгезионной способности пленочного покрытия.
С другой стороны, в опыте f4, в котором была изменена температура переключения атмосферы, температура переключения A1 была слишком низкой, что делало невозможным достижение эффекта улучшения адгезионной способности. В опыте f5 температура переключения A1 была слишком высокой, так что разложение BN в результате окисления ускорялось, отношение tB/tMg переставало удовлетворять условиям, и плотность магнитного потока B8 также была низкой. В опыте f6 температура переключения A2 была слишком низкой, так что разложение BN ускорялось, отношение tB/tMg перестало удовлетворять условиям, и плотность магнитного потока B8 также была низкой. В опыте f7 температура переключения A2 была слишком высокой, так что разложение BN было медленным, отношение tB/tMg было слишком большим, и магнитные свойства были плохими.
Из изложенного выше ясно, что когда рабочие условия устанавливаются согласно настоящему изобретению, можно получить текстурованный лист из электротехнической стали с хорошими магнитными свойствами и хорошей адгезионной способностью пленочного покрытия.
Пример 5
Следующий эксперимент проводился с целью поиска лучших условий для атмосферы в диапазоне от 800°C до 1100°C. Сначала готовили слябы следующего состава: Si: 3,4 масс.%, B: 0,0025 масс.%, C: 0,06 масс.%, N: 0,008 масс.%, S: 0,007 масс.% и Al 0,03 масс.%, остальное Fe и неизбежные примеси. Затем слябы нагревали до 1100°C, после чего подвергали чистовой прокатке при 900°C. Значение температуры нагрева 1100°C было ниже всех значений T1, T2 и T3, рассчитанных для вышеописанного состава. Таким способом были получены горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем проводили отжиг горячекатаных стальных полос при 1100°C. После этого проводили холодную прокатку, получая в результате холоднокатаные стальные полосы толщиной 0,22 мм каждая. Затем проводили обезуглероживающий отжиг во влажной газовой атмосфере при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и атмосферу до температуры A1 из таблицы 12 устанавливали такую же, как в примере 1, при температурах переключения A1 и A2 атмосфера была такая, как указано в таблице 12, а при температуре выше температуры A2 парциальное давление азота PN2 устанавливали на 0,05 и кислородный потенциал log[PH2O/PN2] устанавливали на -2 или меньше, стальные полосы нагревали до 1200°C со скоростью 15°C/ч и после достижения 1200°C стальные полосы подвергали окончательному отжигу в атмосфере 100%-ного водорода.
Для каждого образца, полученного после окончательного отжига, исследовали состояние пленочного покрытия и измеряли магнитные свойства (плотность магнитного потока B8). Сначала, что касается состояния пленочного покрытия, исследовали количество форстерита в слое стеклянного пленочного покрытия и положение пиков Mg и B в спектре GDS. Количество форстерита составляло 70% или больше во всех образцах. До проведения измерений методом GDS готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем этот раствор наносили на стальной лист, содержащий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 5 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. Толщина вторичного пленочного покрытия в этом случае составляла 1,5 мкм.
Далее, определяли магнитные свойства (плотность магнитного потока B8) на основе стандарта JIS C2556. Кроме того, оценивали также адгезионную способность пленочного покрытия по следующей методике. Сначала готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем, чтобы получить особенно высокое натяжение, этот раствор наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 12 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. Этот стальной лист сворачивали вокруг круглого стержня диаметром ϕ20, и затем измеряли отслоившуюся площадь пленочного покрытия, обнажающую стальной лист на внутренней стороне согнутого участка. Если отслоившаяся площадь составляла 5% или меньше, адгезионная способность считалась хорошей. Результаты вышеописанного испытания приведены в таблице 12.
Как показано в таблице 12, в случае опыта g1 величина 3log[PH2O/PN2]+A в выражении (11) для диапазона от 800°C до 1100°C была ниже, чем наилучшее условие, так что разложение BN легко продвигалось, и по сравнению с наилучшим условием, B концентрировался вблизи поверхности, и отношение tB/tMg становилось малым, а в случае этого примера осуществления, имеющего, в частности, высокое натяжение пленочного покрытия, адгезионная способность пленочного покрытия не была хорошей. Далее, в случае опыта g2 величина 3log[PH2O/PN2]+A в выражении (11) была слишком высокой, так что адгезионная способность пленочного покрытия была хорошей, но было невозможно получить хорошие магнитные свойства. В случае опыта g3 кислородный потенциал log[PH2O/PN2] был слишком высоким, так что отношение tb/tMg перестало удовлетворять условиям, что делает невозможным получение хорошей адгезионной способности. В случае опыта g4 и опыта g5 кислородный потенциал log[PH2O/PN2] был слишком высоким, а величина 3log[PH2O/PN2]+A не удовлетворяла условиям, так что в обоих случаях было невозможно получить хорошие магнитные свойства, и, кроме того, в случае опыта g5 было невозможно получить хорошую адгезионную способность.
С другой стороны, в опыте g6, в котором изменялась температура переключения атмосферы, температура переключения A1 была слишком низкой, что в результате делает невозможным достижение эффекта улучшения адгезионной способности. В опыте g7 температура переключения A1 была слишком высокой, так что ускорялось разложение BN в результате окисления, отношение tB/tMg переставало удовлетворять условиям, и плотность магнитного потока B8 была плохой. В опыте g8 температура переключения A2 была слишком низкой, так что ускорялось разложение BN, отношение tB/tMg переставало удовлетворять условиям, и плотность магнитного потока B8 также была плохой. В опыте g9 температура переключения A2 была слишком высокой, так что разложение BN было медленным, отношение tB/tMg было слишком большим, и магнитные свойства были плохими.
Из изложенного выше ясно, что когда рабочие условия во время окончательного отжига согласно настоящему изобретению устанавливаются в особенно хорошем диапазоне парциального давления азота, можно получить текстурованный лист из электротехнической стали с хорошей адгезионной способностью пленочного покрытия в дополнение к хорошим магнитным свойствам, даже если образованы пленочные покрытия, создающие особенно высокое натяжение.
Пример 6
Следующий эксперимент проводился с целью исследовать условия атмосферы при 1100°C или выше. Сначала получали слябы следующего состава: Si: 3,4 масс.%, B: 0,0025 масс.%, C: 0,06 масс.%, N: 0,008 масс.%, S: 0,007 масс.% и Al 0,03 масс.%, остальное Fe и неизбежные примеси. Далее слябы нагревали до 1100°C, после чего подвергали чистовой прокатке при 900°C. Температура нагрева 1100°C была ниже всех значений T1, T2, и T3, рассчитанных для вышеуказанного состава. Таким образом, получали горячекатаные стальные полосы толщиной 2,3 мм каждая. Затем проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая холоднокатаные стальные полосы толщиной 0,22 мм каждая. После этого проводили обезуглероживающий отжиг во влажной газовой атмосфере при 830°C в течение 100 секунд и получали обезуглероженные отожженные стальные полосы. Потом обезуглероженные отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, чтобы повысить содержание азота в стальных полосах до 0,023 масс.%. Далее на стальные полосы наносили отжиговый сепаратор, содержащий в качестве основного компонента MgO, и для атмосферы при 800°C было установлено парциальное давление азота PN2 0,5, и кислородный потенциал log[PH2O/PN2] был установлен на -0,5, для атмосферы в температурном диапазоне от 800°C до 1100°C парциальное давление азота PN2 было установлено на 0,5, и кислородный потенциал log[PH2O/PN2] был установлен на -1, а при температуре 1100°C или выше устанавливали атмосферу, указанную в таблице 13, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч и по достижении 1200°C стальные полосы подвергали окончательному отжигу в атмосфере 100%-ного водорода.
На каждом из таких образцов, полученных после окончательного отжига, определяли состояние пленочных покрытий и измеряли магнитные свойства (плотность магнитного потока B8). Сначала, что касается состояния пленочных покрытий, определяли количество форстерита в слое стеклянного пленочного покрытия и положение пиков Mg и B методом GDS. Количество форстерита для всех образцов составляло 70% или больше. Перед проведением измерений методом GDS готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем раствор для покрытия наносили на стальной лист, имеющий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 5 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. В этом случае толщина вторичного пленочного покрытия составляла 1,5 мкм.
Кроме того, измеряли магнитные свойства (плотность магнитного потока B8) на основе японского стандарта JIS C2556. Далее, адгезионную способность пленочного покрытия оценивали также следующими процедурами. Сначала готовили раствор для покрытия, состоящий из 100 г раствора бифосфата алюминия, имеющего концентрацию твердых веществ 50%, 102 г коллоидного оксида кремния, имеющего концентрацию твердых веществ 20%, и 5,4 г хромового ангидрида. Затем, чтобы приложить особенно высокое натяжение, раствор для покрытия наносили на стальной лист, содержащий стеклянное пленочное покрытие, полученное после окончательного отжига, с плотностью 12 г/м2 на каждой стороне после обжига и сушки, и затем обжигали при 900°C. Этот стальной лист сворачивали вокруг круглого стержня диаметром ϕ20, и затем измеряли отслоившуюся площадь пленочного покрытия, обнажающую стальной лист на внутренней стороне согнутого участка. Если отслоившаяся площадь составляла 5% или меньше, адгезионная способность считалась хорошей. Результаты вышеописанного испытания приведены в таблице 13.
Как показано в таблице 13, в случае опыта h1 парциальное давление азота PN2 и кислородный потенциал log[PH2O/PN2] при 1100°C или выше были слишком высокими, так что разложение BN не улучшалось, отношение tB/tMg было слишком большим, и магнитные свойства были плохими. Далее, в случае опыта h2 кислородный потенциал log[PH2O/PN2] был слишком высоким, так что отношение tb/tMg было слишком большим, и магнитные свойства были плохими. В случае опыта h3 парциальное давление азота PN2 было слишком высоким, так что отношение tB/tMg было слишком малым, а когда были образованы пленочные покрытия, создающие особенно высокое натяжение, как в этом примере воплощения, было невозможным получить эффект улучшения адгезионной способности.
Из приведенного выше ясно, что устанавливая рабочие условия при окончательном отжиге в соответствии с настоящим изобретением, можно получить текстурованный лист из электротехнической стали с хорошей адгезионной способностью пленочного покрытия в дополнение к хорошим магнитным свойствам, даже если создается особенно высокое натяжение.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение может применяться, например, в промышленности производства электротехнических стальных листов и в промышленности, где используются электротехнические стальные листы.



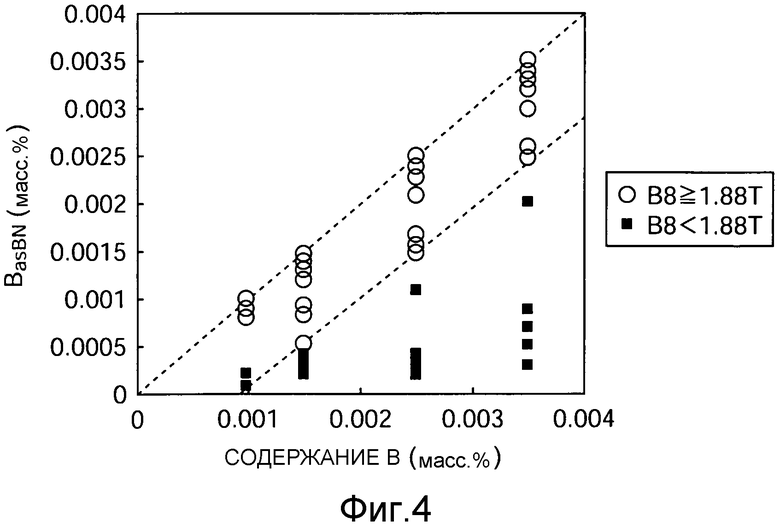

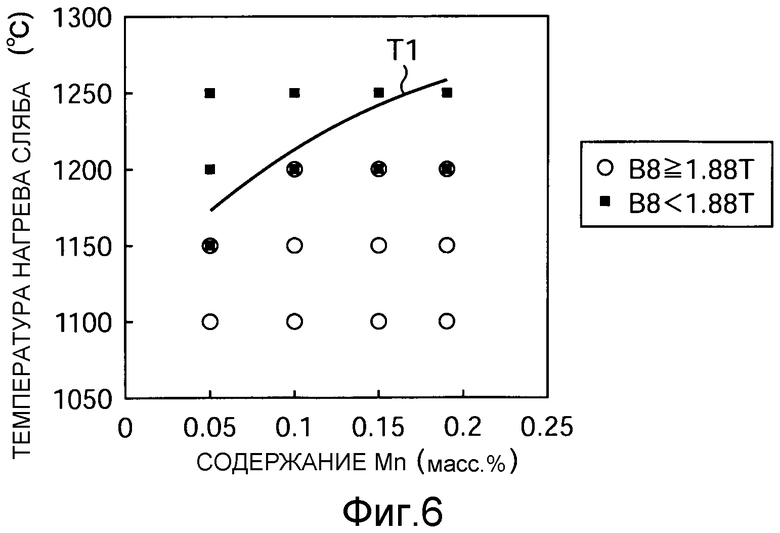




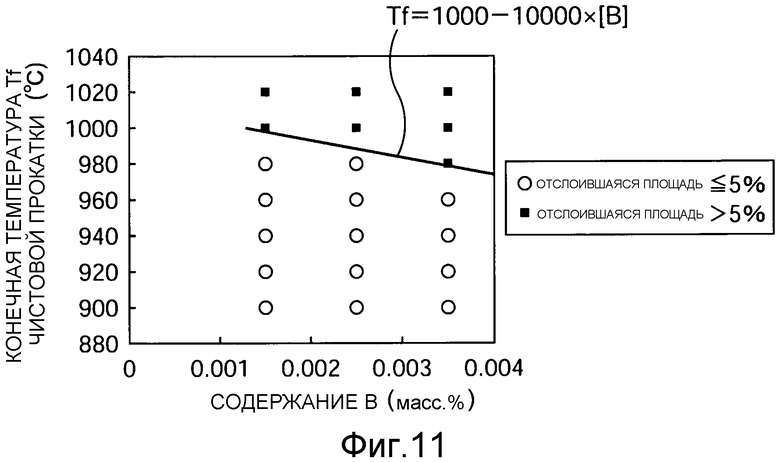






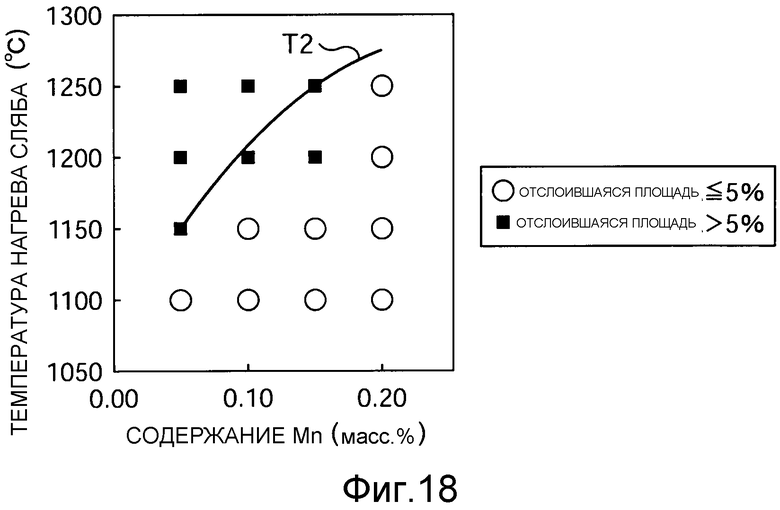



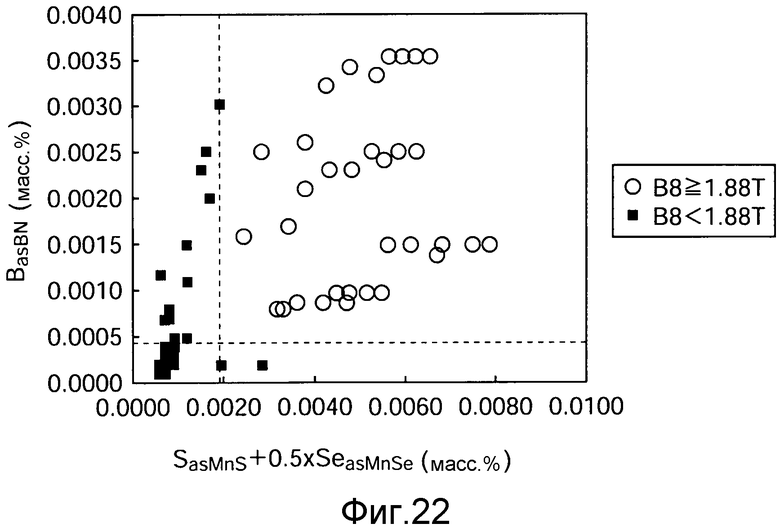








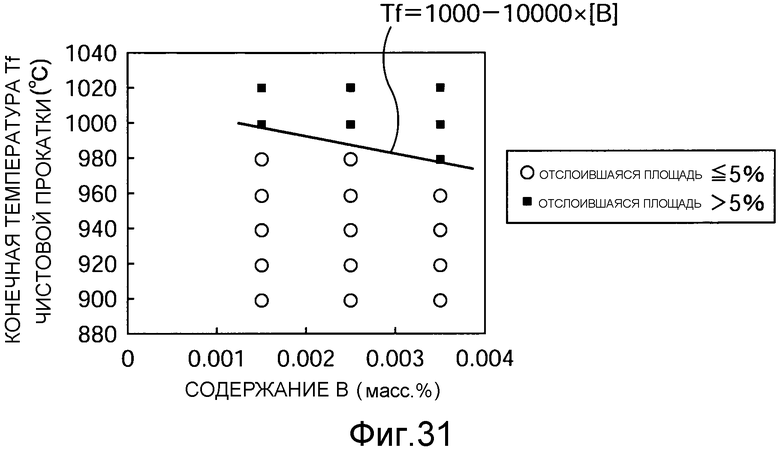
Изобретение относится к области производства текстурированных листов из электротехнических сталей. Лист из электротехнической стали, содержащей, мас.%: Si в количестве от 0,8 до 7, Mn от 0,05 до 1, В от 0,0005 до 0,0080, при этом содержание каждого из Al, С, N, S и Se составляет 0,005 или меньше, остальное - Fe и неизбежные примеси, имеет стеклянное пленочное покрытие, полученное из смешанного оксида, состоящего в основном из форстерита, на поверхности стального листа. При этом, когда поверхность вторичного пленочного покрытия, образованного на поверхности стеклянного пленочного покрытия в заданных условиях, исследуется методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS), получают, что имеется пик интенсивности излучения B, положение которого отличается от положения пика интенсивности излучения Mg, и положение пика интенсивности излучения B находится дальше от поверхности стального листа, чем положение пика интенсивности излучения Mg. Способ производства листа включает нагрев листа при заданной температуре листового материала. Причем значение заданной температуры зависит от химического состава стали. Технический результат заключается в повышении адгезии стеклянного пленочного покрытия, расположенного на поверхности стального листа из электротехнической стали с повышенными магнитными свойствами. 2 н. и 3 з.п. ф-лы, 32 ил., 13 табл.
1. Текстурованный лист из электротехнической стали, являющийся текстурованным листом, содержащий, мас.%: Si от 0,8 до 7, Mn от 0,05 до 1, В от 0,0005 до 0,0080, при этом содержание каждого из Al, С, N, S, и Se составляет 0,005 или меньше, остальное - Fe и неизбежные примеси, и имеющий стеклянное пленочное покрытие, полученное из смешанного оксида, состоящего в основном из форстерита, на поверхности стального листа, причем при образовании на поверхности стеклянного пленочного покрытия вторичного пленочного покрытия толщиной не менее 1 мкм и не более 2 мкм, которое состоит из, мас.%: 26-38 коллоидного оксида кремния, 4-12 одного или двух веществ, выбранных из группы, состоящей из хромового ангидрида и хромата, остальное - бифосфат алюминия, его поверхность исследуют методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS) и получают пик интенсивности излучения В, положение которого отличается от положения пика интенсивности излучения Mg, при этом положение пика интенсивности излучения В находится дальше от поверхности стального листа, чем положение пика интенсивности излучения Mg, и вне пиков интенсивности излучения В в спектре излучения при наблюдении методом оптической эмиссионной спектроскопии в тлеющем разряде (GDS) время образования максимальной интенсивности tB (с) для пика интенсивности излучения, наиболее удаленного от поверхности стального листа, выражается уравнением (1):
tMg×1,6≤tB≤tMg×5 (1),
где tMg - время наступления пика Mg (с).
2. Способ получения текстурованного листа из электротехнической стали, включающий нагрев при заданной температуре листового материала кремнистой стали, содержащей, мас.%: Si от 0,8 до 7, кислоторастворимый Al от 0,01 до 0,065, N от 0,004 до 0,012, Mn от 0,05 до 1, В от 0,0005 до 0,0080, по меньшей мере один элемент, выбранный из группы, состоящей из S и Se, в суммарном количестве от 0,003 до 0,015, С от 0,085 или меньше, остальное - Fe и неизбежные примеси, проведение горячей прокатки нагретой кремнистой стали с получением горячекатаного стального листа, проведение отжига горячекатаного стального листа с получением отожженного стального листа, проведение холодной прокатки отожженного стального листа по меньшей мере один раз для получения холоднокатаного стального листа, проведение обезуглероживающего отжига холоднокатаного стального листа для получения обезуглероженного отожженного стального листа, в котором инициирована первичная рекристаллизация, нанесение отжигового сепаратора, содержащего в качестве основного компонента MgO, на обезуглероженный отожженный стальной лист, окончательный отжиг обезуглероженного отожженного стального листа, вызывающий вторичную рекристаллизацию, и дополнительное проведение азотирования, при котором содержание N в обезуглероженном отожженном стальном листе увеличивается, между началом обезуглероживающего отжига и наступлением вторичной рекристаллизации при окончательном отжиге, причем когда в кремнистой стали содержатся S и Se, заданная температура является температурой Т1(°C), отвечающей уравнению (2) или меньше, с температурой Т2(°C), отвечающей уравнению (3) или меньше, с температурой Т3(°C), отвечающей уравнению (4) или меньше, когда в кремнистой стали Se отсутствует, и заданная температура является температурой Т1(°C), отвечающей уравнению (2) или меньше с температурой Т3(°C), отвечающей уравнению (4) или меньше, когда в кремнистой стали отсутствует S и заданная температура является температурой Т2(°C), отвечающей уравнению (3) или меньше, с температурой Т3(°C), отвечающей уравнению (4) или меньше, а конечная температура Tf чистовой прокатки при горячей прокатке удовлетворяет уравнению (5), причем количества BN, MnS и MnSe в горячекатаном стальном листе удовлетворяют уравнению (6), (7) и (8), и во время окончательного отжига температура лежит в диапазоне от 800°C до 1100°C, и атмосфера удовлетворяет выражениям (9) и (10):
где [Mn] - содержание Mn, мас.%, в кремнистой стали, [S] - содержание S, мас.%, в кремнистой стали, [Se] - содержание Se, мас.%, в кремнистой стали, [В] - содержание В, мас.%, в кремнистой стали, [N] - содержание N, мас.%, в кремнистой стали, BasBN - количество В, мас.%, выделившегося в виде BN в горячекатаном стальном листе, SasMnS - количество S, мас.%, выделившегося в виде MnS в горячекатаном стальном листе, и SeasMnSe - количество Se, мас.%, выделившегося в виде MnSe в горячекатаном стальном листе, причем PN2-парциальное давление азота, и PH2O и PH2 - парциальное давление водяного пара и парциальное давление водорода соответственно.
3. Способ по п.2, в котором температура во время окончательного отжига находится в температурном диапазоне от 800°C до 1100°C, а атмосфера во время окончательного отжига удовлетворяет уравнению (11):
где -3,72≥3·log[PH2O/PH2]+А≥-5,32 и
-0,7≥log[PH2O/PH2],
а А - константа, определенная таким образом, чтобы 3log[PH2O/PH2]+А попадало в заданный диапазон согласно log[PH2O/PH2],
Т - абсолютная температура.
4. Способ по п.2, в котором во время окончательного отжига атмосфера при 1100°C или выше удовлетворяет уравнениям (12) и (13):
5. Способ по п. 2, в котором лист кремнистой стали содержит, мас.%, по меньшей мере один элемент, выбранный из группы, состоящей из: Cr 0,3 или меньше, Cu 0,4 или меньше, Ni 1 или меньше, Р 0,5 или меньше, Мо 0,1 или меньше, Sn 0,3 или меньше, Sb 0,3 или меньше и Bi 0,01 или меньше.
| JP 10140243 A, 26.05.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| JP 10324959 A, 08.12.1998 | |||
| JP 11269544 A, 10.05.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ СО СТЕКЛЯННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2139945C1 |

