Область техники
[0001] Настоящее изобретение относится к способу производства текстурированной магнитной листовой стали, подходящей для железных сердечников или подобных электротехнических устройств.
Уровень техники
[0002] Текстурированная электротехническая листовая сталь представляет собой магнитно-мягкий материал, и используется для железных сердечников или подобных электротехнических устройств, таких как трансформаторы. Содержание Si в текстурированной электротехнической листовой стали составляет приблизительно 7 мас.% или менее. Кристаллические зерна текстурированной электротехнической листовой стали являются сильно интегрированными в ориентации {110} <001> по индексам Миллера. Ориентацию кристаллических зерен регулируют, используя явление катастрофического роста зерен, называемое термином «вторичная перекристаллизация».
[0003] Для регулирования вторичной перекристаллизации важно регулировать структуру (структуру первичной перекристаллизации), полученную путем первичной перекристаллизации перед вторичной перекристаллизацией, и регулировать мелкозернистые выделения, называемые «ингибитором» или «сегрегирующимся по границам зерен элементом». Функция ингибитора заключается в том, что он способствует предпочтительному росту кристаллических зерен с ориентацией {110} <001> в структуре первичной перекристаллизации и подавляет рост других кристаллических зерен.
[0004] Таким образом, традиционно были сделаны разнообразные предложения в целях эффективного выделения ингибитора.
[0005] Однако при традиционных технологиях было трудно обеспечить стабильное промышленное производство текстурированной электротехнической листовой стали, имеющей высокую плотность магнитного потока (магнитную индукцию).
Список цитированной литературы
[0006] Патентная литература
Патентная литература 1: публикация японской рассмотренной патентной заявки № 30-003651
Патентная литература 2: публикация японской рассмотренной патентной заявки № 33-004710
Патентная литература 3: публикация японской рассмотренной патентной заявки № 51-013469
Патентная литература 4: публикация японской рассмотренной патентной заявки № 62-045285
Патентная литература 5: японская выложенная патентная публикация № 03-002324
Патентная литература 6: патент США № 3905842
Патентная литература 7: патент США № 3905843
Патентная литература 8: японская выложенная патентная публикация № 01-230721
Патентная литература 9: японская выложенная патентная публикация № 01-283324
Патентная литература 10: японская выложенная патентная публикация № 10-140243
Патентная литература 11: японская выложенная патентная публикация № 2000-129352
Патентная литература 12: японская выложенная патентная публикация № 11-050153
Патентная литература 13: японская выложенная патентная публикация № 2001-152250
Патентная литература 14: японская выложенная патентная публикация № 2000-282142
Патентная литература 15: японская выложенная патентная публикация № 11-335736
[0007] Непатентная литература
Непатентная литература 1: Trans. Met. Soc. AIME, т. 212, с. 769/781, 1958
Непатентная литература 2: J. Japan Inst. Metals, т. 27, с. 186, 1963
Непатентная литература 3: Tetsu-to-Hagane (Iron and Steel), т. 53, с. 1007-1023, 1967
Непатентная литература 4: J. Japan Inst. Metals, т. 43, с. 175-181, 1979; и J. Japan Inst. Metals, т. 44, с. 419/424, 1980
Непатентная литература 5: Materials Science Forum, т. 204-206, с. 593-598, 1996
Непатентная литература 6: IEEE Trans. Mag., т. MAG-13, с. 1427
Сущность изобретения
Техническая проблема
[0008] Задача настоящего изобретения заключается в том, чтобы предложить способ производства текстурированной магнитной листовой стали (с ориентированной зерненной структурой), который обеспечивает стабильное промышленное производство текстурированной магнитной листовой стали, имеющей высокую плотность магнитного потока.
Решение проблемы
[0009] Способ производства текстурированной электротехнической листовой стали согласно первому аспекту настоящего изобретения включает в себя: горячую прокатку материала из кремнистой стали для получения горячекатаной стальной полосы, причем материал из кремнистой стали содержит от 0,8 мас.% до 7 мас.% Si, от 0,01 мас.% до 0,065 мас.% растворимого в кислоте Al, от 0,004 мас.% до 0,012 мас.% N, от 0,05 мас.% до 1 мас.% Mn и от 0,0005 мас.% до 0,0080 мас.% B, материал из кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, состоящей из S и Se, составляющих в сумме от 0,003 мас.% до 0,015 мас.%, содержание C составляет 0,085 мас.% или менее, а остальное состоит из Fe и неизбежных примесей; отжиг горячекатаной стальной полосы для получения отожженной стальной полосы; однократную или многократную холодную прокатку отожженной стальной полосы для получения холоднокатаной стальной полосы; обезуглероживающий отжиг холоднокатаной стальной полосы для получения обезуглероженной отожженной стальной полосы, в которой вызвана первичная перекристаллизация; нанесение разделителя для отжига, содержащего MgO в качестве своего основного компонента, на обезуглероженную отожженную стальную полосу; и вызывание вторичной перекристаллизации окончательным отжигом обезуглероженной отожженной стальной полосы, причем способ дополнительно включает проведение азотирующей обработки, при которой увеличивается содержание N в обезуглероженной отожженной стальной полосе, между началом обезуглероживающего отжига и возникновением вторичной перекристаллизации при окончательном отжиге, горячая прокатка включает: выдерживание материала из кремнистой стали в интервале температур между 1000°C и 800°C в течение 300 секунд или дольше; и затем проведение чистовой прокатки.
[0010] Способ производства текстурированной электротехнической листовой стали согласно второму аспекту настоящего изобретения представляет собой способ согласно первому аспекту, дополнительно включающий перед горячей прокаткой нагревание материала из кремнистой стали при заданной температуре, которая представляет собой температуру T1 (°C) или меньшую, в том случае, когда в материале из кремнистой стали не содержится Se, причем температура T1 выражается приведенным ниже уравнением (1).

Здесь [Mn] представляет содержание Mn (мас.%) в материале из кремнистой стали, а [S] представляет содержание S (мас.%) в материале из кремнистой стали.
[0011] Способ производства текстурированной электротехнической листовой стали согласно третьему аспекту настоящего изобретения представляет собой способ согласно первому аспекту, дополнительно включающий перед горячей прокаткой нагревание материала из кремнистой стали при заданной температуре, которая представляет собой температуру T2 (°C) или меньшую, в том случае, когда в материале из кремнистой стали не содержится S, причем температура T2 выражается приведенным ниже уравнением (2).

Здесь [Mn] представляет содержание Mn (мас.%) в материале из кремнистой стали, а [Se] представляет содержание Se (мас.%) в материале из кремнистой стали.
[0012] Способ производства текстурированной электротехнической листовой стали согласно четвертому аспекту настоящего изобретения представляет собой способ согласно первому аспекту, дополнительно включающий перед горячей прокаткой нагревание материала из кремнистой стали при заданной температуре, которая представляет собой температуру T1 (°C) или меньшую и температуру T2 (°C) или меньшую, в том случае, когда в материале из кремнистой стали содержатся S и Se, причем температура T1 выражается уравнением (1), а температура T2 выражается уравнением (2).
[0013] Способ производства текстурированной электротехнической листовой стали согласно пятому аспекту настоящего изобретения представляет собой способ согласно любому из аспектов с первого по четвертый, в котором азотирующую обработку проводят при том условии, что содержание N [N] в стальной полосе, полученной после азотирующей обработки, удовлетворяет приведенному ниже неравенству (3).

Здесь [N] представляет содержание N (мас.%) в стальной полосе, полученной после азотирующей обработки, [Al] представляет содержание растворимого в кислоте Al (мас.%) в стальной полосе, полученной после азотирующей обработки, [B] представляет содержание B (мас.%) в стальной полосе, полученной после азотирующей обработки, а [Ti] представляет содержание Ti (мас.%) в стальной полосе, полученной после азотирующей обработки.
[0014] Способ производства текстурированной электротехнической листовой стали согласно шестому аспекту настоящего изобретения представляет собой способ согласно любому из аспектов с первого по четвертый, в котором азотирующую обработку проводят при том условии, что содержание N [N] в стальной полосе, полученной после азотирующей обработки, удовлетворяет приведенному ниже неравенству (4).

Здесь [N] представляет содержание N (мас.%) в стальной полосе, полученной после азотирующей обработки, [Al] представляет содержание растворимого в кислоте Al (мас.%) в стальной полосе, полученной после азотирующей обработки, [B] представляет содержание B (мас.%) в стальной полосе, полученной после азотирующей обработки, а [Ti] представляет содержание Ti (мас.%) в стальной полосе, полученной после азотирующей обработки.
Полезные эффекты изобретения
[0015] Согласно настоящему изобретению можно обеспечивать надлежащее выделение BN композитно на MnS и/или MnSe и формировать соответствующие ингибиторы, так что возможно достижение высокой плотности магнитного потока. Кроме того, данные процессы можно стабильно осуществлять в промышленных условиях.
Краткое описание чертежей
[0016] Фиг.1 представляет собой блок-схему, изображающую способ производства текстурированной электротехнической листовой стали;
фиг.2 представляет собой изображение результатов первого эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига);
фиг.3 представляет собой изображение результатов первого эксперимента (соотношение между количеством B, не выделившегося в виде BN, и магнитным свойством после окончательного отжига);
фиг.4 представляет собой изображение результатов первого эксперимента (соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига);
фиг.5 представляет собой изображение результатов второго эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига);
фиг.6 представляет собой изображение результатов второго эксперимента (соотношение между количеством B, не выделившегося в виде BN, и магнитным свойством после окончательного отжига);
фиг.7 представляет собой изображение результатов второго эксперимента (соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига);
фиг.8 представляет собой изображение результатов третьего эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига);
фиг.9 представляет собой изображение результатов третьего эксперимента (соотношение между количеством B, не выделившегося в виде BN, и магнитным свойством после окончательного отжига);
фиг.10 представляет собой изображение результатов третьего эксперимента (соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига);
фиг.11 представляет собой соотношение между выделившимся количеством BN, температурой выдержки и временем выдержки.
Описание вариантов осуществления
[0017] Авторы настоящего изобретения считали, что в случае производства текстурированной электротехнической листовой стали из материала кремнистой стали, имеющего заданный состав, содержащий B, выделившаяся форма B может повлиять на поведение вторичной перекристаллизации, и, таким образом, проводили разнообразные эксперименты. Здесь будет кратко описан способ производства текстурированной электротехнической листовой стали. Фиг.1 представляет блок-схему, изображающую способ производства текстурированной электротехнической листовой стали.
[0018] Сначала, как представлено на фиг.1, на стадии S1 материал из кремнистой стали (сляб) с заданным составом, содержащим B, подвергают горячей прокатке. Путем горячей прокатки получают горячекатаную стальную полосу. Затем на стадии S2 проводят отжиг горячекатаной стальной полосы, чтобы нормализовать (упорядочить) структуру в горячекатаной стальной полосе и отрегулировать выделение ингибиторов. Путем отжига получают отожженную стальную полосу. После этого на стадии S3 проводят холодную прокатку отожженной стальной полосы. Холодную прокатку можно проводить лишь однократно, или же можно также проводить ее множество раз, осуществляя между прокатками промежуточный отжиг. Путем холодной прокатки получают холоднокатаную стальную полосу. При этом, в случае проведения промежуточного отжига, можно также пропускать отжиг горячекатаной стальной полосы перед холодной прокаткой, проводя отжиг (стадию S2) при промежуточном отжиге. То есть отжиг (стадию S2) можно проводить на горячекатаной стальной полосе, или же можно также проводить отжиг на стальной полосе, полученной после однократной холодной прокатки и перед окончательной холодной прокаткой.
[0019] После холодной прокатки на стадии S4 проводят обезуглероживающий отжиг холоднокатаной стальной полосы. В процессе обезуглероживающего отжига происходит первичная перекристаллизация. Кроме того, путем обезуглероживающего отжига получают обезуглероженную отожженную стальную полосу. Далее на стадии S5 на поверхность обезуглероженной отожженной стальной полосы наносят разделитель для отжига, содержащий MgO (оксид магния) в качестве своего основного компонента, и проводят окончательный отжиг. При окончательном отжиге происходит вторичная перекристаллизация, и на поверхности стальной полосы образуется и очищается стеклянная пленка, содержащая форстерит в качестве своего основного компонента. В результате вторичной перекристаллизации получают вторично перекристаллизованную структуру, имеющую текстуру Госса. Путем окончательного отжига получают готовую отожженную стальную полосу. Кроме того, между началом обезуглероживающего отжига и возникновением вторичной перекристаллизации при окончательном отжиге проводят азотирующую обработку (стадию S6), при которой увеличивается количество азота в стальной полосе.
[0020] Таким способом может быть получена текстурированная электротехническая листовая сталь.
[0021] Кроме того, хотя подробности будут описаны позже, но в качестве материала из кремнистой стали использовали материал, содержащий от 0,8 мас.% до 7 мас.% Si, от 0,01 мас.% до 0,065 мас.% растворимого в кислоте Al, от 0,004 мас.% до 0,012 мас.% N и от 0,05 мас.% до 1 мас.% Mn и дополнительно содержащие заданные количества S и/или Se, и B, причем содержание C составляет 0,085 мас.% или менее, а остальное состоит из Fe и неизбежных примесей.
[0022] Затем в результате разнообразных экспериментов авторы настоящего изобретения обнаружили, что важно регулировать условия горячей прокатки (стадия S1), чтобы тем самым генерировать в горячекатаной стальной полосе выделения в эффективной в качестве ингибиторов форме. В частности, авторы настоящего изобретения обнаружили, что, когда B в материале из кремнистой стали выделяется главным образом в виде выделений BN композитно на MnS и/или MnSe при регулировании условий горячей прокатки, ингибиторы термически стабилизируются и точно ориентируются зерна зернистой структуры первичной перекристаллизации. Затем авторы настоящего изобретения получили сведения, обеспечивающие возможность стабильного производства текстурированной электротехнической листовой стали, имеющей хорошее магнитное свойство, и завершили настоящее изобретение.
[0023] Далее будут разъяснены эксперименты, проведенные авторами настоящего изобретения.
Первый эксперимент
[0024] В первом эксперименте сначала получали различные слябы из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,008 мас.% N, от 0,05 мас.% до 0,19 мас.% Mn, 0,007 мас.% S и от 0,0010 мас.% до 0,0035 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре от 1100°C до 1250°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1050°C, а затем проводили чистовую прокатку при 1000°C, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого на горячекатаные стальные полосы направляли струи охлаждающей воды, в результате чего горячекатаные стальные полосы охлаждались до 550°C, а после этого горячекатаные стальные полосы охлаждались в атмосфере. После этого проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем холоднокатаные стальные полосы нагревали со скоростью 15°C/с, и подвергали обезуглероживающему отжигу при температуре 840°C, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и проводили окончательный отжиг. Таким способом получали различные образцы.
[0025] После этого исследовали соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 2. На фиг. 2 горизонтальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества MnS в количество S, а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Горизонтальная ось соответствует тому количеству S, которая выделилась в виде MnS (мас.%). Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг. 2, в каждом из образцов, содержащих выделившееся количество каждого из MnS и BN, составляющее менее чем определенное значение, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0026] Кроме того, исследовали соотношение между количеством B, который не выделился в виде BN, и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 3. На фиг. 3 горизонтальная ось показывает содержание B (мас.%), а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг. 3, в каждом из образцов, содержащих количество B, не выделившегося в виде BN, составляющее определенное значение или более, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0027] Кроме того, в результате исследования формы выделений в каждом из образцов, имеющих хорошее магнитное свойство, оказалось, что MnS становится центром кристаллизации (зародышем), а BN выделяется композитно на MnS. Такие композитные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную перекристаллизацию.
[0028] Кроме того, исследовали соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 4. На фиг. 4 горизонтальная ось показывает содержание Mn (мас.%), а вертикальная ось показывает температуру (°C) нагревания сляба во время горячей прокатки. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Кроме того, кривая на фиг. 4 показывает температуру T1 (°C) растворения MnS, выраженную приведенным ниже уравнением (1). Как представлено на фиг. 4, оказалось, что в образцах, в которых нагревание полосы проводят при определенной согласно содержанию Mn температуре или ниже, получают высокую плотность магнитного потока B8. Кроме того, также оказалось, что эта температура приблизительно соответствует температуре T1 растворения MnS. То есть было обнаружено, что можно эффективно проводить нагревание сляба в той температурной зоне, где MnS не полностью переходит в твердый раствор.

Здесь [Mn] представляет содержание Mn (мас.%), [S] представляет содержание S (мас.%).
[0029] Кроме того, в результате исследования поведения при выделении MnS и BN оказалось, что, если существует MnS, то BN композитно выделялся преимущественно с MnS, служащим в качестве центра кристаллизации, и температурная зона выделения BN составляет от 800°C до 1000°C.
[0030] Кроме того, авторы настоящего изобретения исследовали условия, эффективные для выделения BN. В данном исследовании сначала получали различные слябы с толщиной 40 мм из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,1 мас.% Mn, 0,007 мас.% S и 0,0014 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре 1200°C, и подвергали черновой прокатке при 1100°C, чтобы получить толщину 15 мм. После этого полученные слябы из кремнистой стали выдерживали в печи при температуре от 1050°C до 800°C в течение заданного периода времени. Затем проводили чистовую прокатку, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого горячекатаные стальные полосы охлаждали водой до комнатной температуры, и исследовали выделения. В результате оказалось, что если сляб из кремнистой стали выдерживают в интервале температур между 1000°C и 800°C в течение 300 секунд или дольше между черновой прокаткой и чистовой прокаткой, образуется превосходное композитное выделение.
Второй эксперимент
[0031] Во втором эксперименте сначала получали различные слябы из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,007 мас.% N, от 0,05 мас.% до 0,20 мас.% Mn, 0,007 мас.% Se и от 0,0010 мас.% до 0,0035 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре от 1100°C до 1250°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1050°C, а затем проводили чистовую прокатку при 1000°C, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого на горячекатаные стальные полосы направляли струи охлаждающей воды, в результате чего горячекатаные стальные полосы охлаждались до 550°C, а затем горячекатаные стальные полосы охлаждались в атмосфере. После этого проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем холоднокатаные стальные полосы нагревали со скоростью 15°C/с, и подвергали обезуглероживающему отжигу при температуре 840°C, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и проводили окончательный отжиг. Таким способом получали различные образцы.
[0032] После этого исследовали соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг.5. На фиг.5 горизонтальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества MnSe в количество Se, а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Горизонтальная ось соответствует количеству Se, который выделился в виде MnSe (мас.%). Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг.5, в каждом из образцов, содержащих выделившееся количество каждого из MnSe и BN, составляющее менее чем определенное значение, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0033] Кроме того, исследовали соотношение между количеством B, не выделившегося в виде BN, и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг.6. На фиг.6 горизонтальная ось показывает содержание B (мас.%), а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг.6, в каждом из образцов, содержащих количество B, не выделившегося в виде BN, составляющее определенное значение или более, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0034] Кроме того, в результате исследования формы выделений в каждом из образцов, имеющих хорошее магнитное свойство, оказалось, что MnSe становится центром кристаллизации, а BN выделяется композитно на MnSe. Такие композитные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную перекристаллизацию.
[0035] Кроме того, исследовали соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг.7. На фиг.7 горизонтальная ось показывает содержание Mn (мас.%), а вертикальная ось показывает температуру (°C) нагревания сляба во время горячей прокатки. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов показывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Кроме того, кривая на фиг. 7 показывает температуру T2 (°C) растворения MnSe, выраженную приведенным ниже уравнением (2). Как представлено на фиг. 7, оказалось, что в образцах, в которых нагревание сляба проводили при определенной согласно содержанию Mn температуре или ниже, получают высокую плотность магнитного потока B8. Кроме того, также оказалось, что эта температура приблизительно соответствует температуре T2 растворения MnSe. То есть оказалось, что можно эффективно проводить нагревание сляба в той температурной зоне, где MnSe не полностью переходит в твердый раствор.

Здесь [Se] представляет содержание Se (мас.%).
[0036] Кроме того, в результате исследования поведения при выделении MnSe и BN оказалось, что, если существует MnSe, то BN композитно выделяется преимущественно с MnSe, служащим в качестве центра кристаллизации, и температурная зона выделения BN составляет от 800°C до 1000°C.
[0037] Кроме того, авторы настоящего изобретения исследовали условия, эффективные для выделения BN. В данном исследовании сначала получали различные слябы с толщиной 40 мм из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,007 мас.% N, 0,1 мас.% Mn, 0,007 мас.% Se и 0,0014 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре 1200°C, и подвергали черновой прокатке при 1100°C, чтобы получить толщину 15 мм. После этого полученные слябы из кремнистой стали выдерживали в печи при температуре от 1050°C до 800°C в течение заданного периода времени. Затем проводили чистовую прокатку, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого горячекатаные стальные полосы охлаждали водой до комнатной температуры, и исследовали выделения. В результате оказалось, что, если сляб из кремнистой стали выдерживают в интервале температур между 1000°C и 800°C в течение 300 секунд или дольше между черновой прокаткой и чистовой прокаткой, образуется превосходное композитное выделение.
Третий эксперимент
[0038] В третьем эксперименте сначала получали различные слябы из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,026 мас.% растворимого в кислоте Al, 0,009 мас.% N, от 0,05 мас.% до 0,20 мас.% Mn, 0,005 мас.% S, 0,007 мас.% Se и от 0,0010 мас.% до 0,0035 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре от 1100°C до 1250°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1050°C, а затем проводили чистовую прокатку при 1000°C, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого на горячекатаные стальные полосы направляли струи охлаждающей воды, в результате чего горячекатаные стальные полосы охлаждались до 550°C, а затем горячекатаные стальные полосы охлаждались в атмосфере. После этого проводили отжиг горячекатаных стальных полос. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем холоднокатаные стальные полосы нагревали со скоростью 15°C/с, и подвергали обезуглероживающему отжигу при температуре 840°C, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и проводили окончательный отжиг. Таким способом получали различные образцы.
[0039] После этого исследовали соотношение между выделениями в горячекатаной стальной полосе и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 8. На фиг. 8 горизонтальная ось показывает сумму (мас.%) значения, полученного пересчетом выделившегося количества MnS в количество S, и значения, полученного умножением значения, полученного пересчетом выделившегося количества MnSe в количество Se, на 0,5, а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг. 8, в каждом из образцов, содержащих выделившееся количество каждого из MnS, MnSe и BN, составляющее менее чем определенное значение, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0040] Кроме того, исследовали соотношение между количеством B, не выделившегося в виде BN, и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 9. На фиг. 9 горизонтальная ось показывает содержание B (мас.%), а вертикальная ось показывает значения (мас.%), полученные пересчетом выделившегося количества BN в B. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Как представлено на фиг. 9, в каждом из образцов, содержащих количество B, не выделившегося в виде BN, составляющее определенное значение или более, плотность магнитного потока B8 была низкой. Это свидетельствует, что вторичная перекристаллизация была нестабильной.
[0041] Кроме того, в результате исследования формы выделений в каждом из образцов, имеющих хорошее магнитное свойство, оказалось, что MnS или MnSe становится центром кристаллизации, а BN выделяется композитно на MnS или MnSe. Такие композитные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную перекристаллизацию.
[0042] Кроме того, исследовали соотношение между условиями горячей прокатки и магнитным свойством после окончательного отжига. Результаты исследования представлены на фиг. 10. На фиг. 10 горизонтальная ось показывает содержание Mn (мас.%), а вертикальная ось показывает температуру (°C) нагревания сляба во время горячей прокатки. На фиг. 10 горизонтальная ось показывает содержание B (мас.%), а вертикальная ось показывает температуру (°C) нагревания сляба во время горячей прокатки. Кроме того, каждый из белых кружков указывает, что плотность магнитного потока B8 составляла 1,88 Тл или более, а каждый из черных квадратов указывает, что плотность магнитного потока B8 составляла менее чем 1,88 Тл. Кроме того, две кривые на фиг. 10 показывают температуру T1 (°C) растворения MnS, выраженную уравнением (1), и температуру T2 (°C) растворения MnSe, выраженную уравнением (2). Как представлено на фиг. 10, оказалось, что в образцах, в которых нагревание сляба проводят при определенной согласно содержанию Mn температуре или ниже, получают высокую плотность магнитного потока B8. Кроме того, также оказалось, что эта температура приблизительно соответствует температуре T1 растворения MnS и температуре T2 растворения MnSe. То есть оказалось, что можно эффективно проводить нагревание сляба в той температурной зоне, где MnS и MnSe не полностью переходят в твердый раствор.
[0043] Кроме того, в результате исследования поведения при выделении MnS, MnSe и BN оказалось, что, если существуют MnS и MnSe, то BN композитно выделялся преимущественно с MnS и MnSe, служащими в качестве центра кристаллизации, и температурная зона выделения BN составляет от 800°C до 1000°C.
[0044] Кроме того, авторы настоящего изобретения исследовали условия, эффективные для выделения BN. В данном исследовании сначала получали различные слябы с толщиной 40 мм из кремнистой стали, содержащей 3,3 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,007 мас.% N, 0,1 мас.% Mn, 0,006 мас.% S, 0,008 мас.% Se и 0,0017 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы из кремнистой стали нагревали при температуре 1200°C, и подвергали черновой прокатке при 1100°C, чтобы получить толщину 15 мм. После этого полученные слябы из кремнистой стали выдерживали в печи при температуре от 1050°C до 800°C в течение заданного периода времени. Затем проводили чистовую прокатку, получая в результате горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого горячекатаные стальные полосы охлаждали водой до комнатной температуры, и исследовали выделения. В результате оказалось, что, если сляб из кремнистой стали выдерживают в интервале температур между 1000°C и 800°C в течение 300 секунд или дольше между черновой прокаткой и чистовой прокаткой, образуется превосходное композитное выделение.
[0045] Согласно этим результатам первого-третьего экспериментов обнаружено, что регулирование выделившейся формы BN делает возможным стабильное улучшение магнитного свойства текстурированной электротехнической листовой стали. До настоящего времени причина того, почему вторичная перекристаллизация становится нестабильной, делая тем самым невозможным получение хорошего магнитного свойства в том случае, когда B не выделяется композитно на MnS или MnSe в виде BN, выяснена не была, но она считается следующей.
[0046] Как правило, B в состоянии твердого раствора склонен к сегрегации на границах зерен, и BN, который выделялся независимо после горячей прокатки, часто является мелкодисперсным. B в состоянии твердого раствора и мелкодисперсный BN подавляют рост зерен во время первичной перекристаллизации, выступая как сильные ингибиторы в той низкотемпературной зоне, где проводят обезуглероживающий отжиг, и в той высокотемпературной зоне, где проводят окончательный отжиг. B в состоянии твердого раствора и мелкодисперсный BN не функционируют как ингибиторы на местном уровне, превращая тем самым зернистую структуру в смешанную зернистую структуру. Таким образом, в низкотемпературной зоне первично перекристаллизованные зерна малы, так что плотность магнитного потока текстурированной электротехнической листовой стали уменьшается. Кроме того, в высокотемпературной зоне зернистая структура превращается в смешанную зернистую структуру, так что вторичная перекристаллизация становится нестабильной.
[0047] Далее будет разъяснен вариант осуществления настоящего изобретения, сделанного на основании данных сведений.
[0048] Сначала будут разъяснены причины ограничения компонентов материала из кремнистой стали.
[0049] Материал из кремнистой стали, используемый в данном варианте осуществления, содержит от 0,8 мас.% до 7 мас.% Si, от 0,01 мас.% до 0,065 мас.% растворимого в кислоте Al, от 0,004 мас.% до 0,012 мас.% N, от 0,05 мас.% до 1 мас.% Mn, 0,003 мас.% до 0,015 мас.% суммы S и Se и от 0,0005 мас.% до 0,0080 мас.% B, содержание C составляет 0,085 мас.% или менее, а остальное состоит из Fe и неизбежных примесей.
[0050] Кремний (Si) увеличивает электрическое сопротивление, уменьшая потери в сердечнике. Однако когда содержание Si превышает 7 мас.%, становится затруднительным проведение холодной прокатки, и вероятно возникновение трещин во время холодной прокатки. Таким образом, содержание Si устанавливают на уровне 7 мас.% или менее, предпочтительно 4,5 мас.% или менее, а предпочтительнее 4 мас.% или менее. Кроме того, когда содержание Si составляет менее чем 0,8 мас.%, во время окончательного отжига вызывается γ-превращение, которое нарушает ориентацию кристаллов текстурированной электротехнической листовой стали. Таким образом, содержание Si устанавливают на уровне 0,8 мас.% или более, предпочтительно 2 мас.% или более, а предпочтительнее 2,5 мас.% или более.
[0051] Углерод (C) представляет собой элемент, эффективный для регулирования структуры первичной перекристаллизации, но неблагоприятно воздействует на магнитное свойство. Таким образом, в данном варианте осуществления перед окончательным отжигом (стадия S5) проводят обезуглероживающий отжиг (стадия S4). Однако когда содержание C превышает 0,085 мас.%, увеличивается время, требуемое для обезуглероживающего отжига, и снижается производительность промышленного производства. Таким образом, содержание C устанавливают на уровне 0,85 мас.% или менее, а предпочтительно 0,07 мас.% или менее.
[0052] Растворимый в кислоте алюминий (Al) соединяется с N, выделяясь как (Al,Si)N, и действует как ингибитор. В том случае, когда содержание растворимого в кислоте Al находится в интервале от 0,01 мас.% до 0,065 мас.%, вторичная перекристаллизация стабилизируется. Таким образом, содержание растворимого в кислоте Al устанавливают на уровне не менее чем 0,01 мас.% и не более чем 0,065 мас.%. Кроме того, содержание растворимого в кислоте Al составляет предпочтительно 0,02 мас.% или более, а предпочтительнее 0,025 мас.% или более. Кроме того, содержание растворимого в кислоте Al составляет предпочтительно 0,04 мас.% или менее, а предпочтительнее 0,03 мас.% или менее.
[0053] Бор (B) соединяется с N, композитно выделяясь на MnS или MnSe как BN, и действует как ингибитор. В том случае, когда содержание B находится в интервале от 0,0005 мас.% до 0,0080 мас.%, вторичная перекристаллизация стабилизируется. Таким образом, содержание B устанавливают на уровне не менее чем 0,0005 мас.% и не более чем 0,0080 мас.%. Кроме того, содержание B составляет предпочтительно 0,001 мас.% или более, а предпочтительнее 0,0015 мас.% или более. Кроме того, содержание B составляет предпочтительно 0,0040 мас.% или менее, а предпочтительнее 0,0030 мас.% или менее.
[0054] Азот (N) соединяется с B или Al и функционирует как ингибитор. Когда содержание N составляет менее чем 0,004 мас.%, невозможно получить достаточное количество ингибитора. Таким образом, содержание N устанавливают на уровне 0,004 мас.% или более, предпочтительно 0,006 мас.% или более, а предпочтительнее 0,007 мас.% или более. С другой стороны, когда содержание N превышает 0,012 мас.%, в стальной полосе во время холодной прокатки образуются полости, называемые раковинами. Таким образом, содержание N устанавливают на уровне 0,012 мас.% или менее, предпочтительно 0,010 мас.% или менее, а предпочтительнее 0,009 мас.% или менее.
[0055] Марганец (Mn), сера (S) и селен (Se) образуют MnS и MnSe в качестве центров кристаллизации, на которых композитно выделяется BN, и эти композитные выделения действуют как ингибитор. В том случае, когда содержание Mn находится в интервале от 0,05 мас.% до 1 мас.%, вторичная перекристаллизация стабилизируется. Таким образом, содержание Mn устанавливают на уровне не менее чем 0,05 мас.% и не более чем 1 мас.%. Кроме того, содержание Mn составляет предпочтительно 0,08 мас.% или более, а предпочтительнее 0,09 мас.% или более. Кроме того, содержание Mn составляет предпочтительно 0,50 мас.% или менее, а предпочтительнее 0,2 мас.% или менее.
[0056] Кроме того, в том случае, когда суммарное содержание S и Se находится в интервале от 0,003 мас.% до 0,015 мас.%, вторичная перекристаллизация стабилизируется. Таким образом, суммарное содержание S и Se устанавливают на уровне не менее чем 0,003 мас.% и не более чем 0,015 мас.%. Кроме того, что касается предотвращения возникновения трещин при горячей прокатке, предпочтительно выполняется приведенное ниже неравенство (5). При этом в материале из кремнистой стали может содержаться либо S, либо Se, или же в материале из кремнистой стали могут содержаться и S, и Se. В том случае, когда содержатся и S, и Se, можно способствовать более стабильному выделению BN, и стабильно улучшать магнитное свойство.

[0057] Титан (Ti) образует крупнодисперсный TiN, влияя на выделившиеся количества BN и (Al,Si)N, действующих как ингибитор. Когда содержание Ti превышает 0,004 мас.%, нелегко получить хорошее магнитное свойство. Таким образом, содержание Ti составляет предпочтительно 0,004 мас.% или менее.
[0058] Кроме того, в материале из кремнистой стали могут также содержаться один или более элемент(ов), выбранных из группы, состоящей из Cr, Cu, Ni, P, Mo, Sn, Sb и Bi, в указанных ниже пределах.
[0059] Хром (Cr) улучшает оксидный слой, образующийся во время обезуглероживающего отжига, и эффективен для образования стеклянной пленки, получаемой в ходе реакции оксидного слоя и MgO, являющегося основным компонентом разделителя для отжига, во время окончательного отжига. Однако когда содержание Cr превышает 0,3 мас.%, обезуглероживание заметно предотвращается. Таким образом, содержание Cr можно устанавливать на уровне 0,3 мас.% или менее.
[0060] Медь (Cu) увеличивает удельное сопротивление, уменьшая потери в сердечнике. Однако когда содержание Cu превышает 0,4 мас.%, происходит насыщение данного эффекта. Кроме того, во время горячей прокатки иногда образуются поверхностные дефекты, называемые «медными отколами». Таким образом, содержание Cu можно устанавливать на уровне 0,4 мас.% или менее.
[0061] Никель (Ni) увеличивает удельное сопротивление, уменьшая потери в сердечнике. Кроме того, Ni регулирует металлическую структуру горячекатаной стальной полосы, улучшая магнитное свойство. Однако когда содержание Ni превышает 1 мас.%, вторичная перекристаллизация становится нестабильной. Таким образом, содержание Ni можно устанавливать на уровне 1 мас.% или менее.
[0062] Фосфор (P) увеличивает удельное сопротивление, уменьшая потери в сердечнике. Однако когда содержание P превышает 0,5 мас.%, вследствие охрупчивания во время холодной прокатки легко возникают трещины. Таким образом, содержание P можно устанавливать на уровне 0,5 мас.% или менее.
[0063] Молибден (Mo) улучшает свойство поверхности во время горячей прокатки. Однако когда содержание Mo превышает 0,1 мас.%, происходит насыщение данного эффекта. Таким образом, содержание Mo можно устанавливать на уровне 0,1 мас.% или менее.
[0064] Олово (Sn) и сурьма (Sb) представляют собой сегрегирующиеся по границам зерен элементы. Материал из кремнистой стали, используемый в данном варианте осуществления, содержит Al, так что в некоторых случаях Al окисляется влагой, выделяемой из разделителя для отжига, в зависимости от условий окончательного отжига. В данном случае изменения силы ингибитора происходят в зависимости от его положения в текстурированной электротехнической листовой стали, и магнитное свойство также иногда меняется. Однако в том случае, когда содержатся сегрегирующиеся по границам зерен элементы, можно подавить окисление Al. То есть Sn и Sb подавляют окисление Al, подавляя изменения магнитного свойства. Однако когда суммарное содержание Sn и Sb превышает 0,30 мас.%, оксидный слой нелегко образуется во время обезуглероживающего отжига, и в результате этого образование стеклянной пленки, получаемой в ходе реакции оксидного слоя и MgO, являющегося основным компонентом разделителя для отжига, во время окончательного отжига становится недостаточным. Кроме того, заметно предотвращается обезуглероживание. Таким образом, суммарное содержание Sn и Sb можно устанавливать на уровне 0,3 мас.% или менее.
[0065] Висмут (Bi) стабилизирует выделения, такие как сульфиды, усиливая действие как ингибитора. Однако когда содержание Bi превышает 0,01 мас.%, он неблагоприятно влияет на образование стеклянной пленки. Таким образом, содержание Bi можно устанавливать на уровне 0,01 мас.% или менее.
[0066] Далее будет разъяснен каждый вид обработки в данном варианте осуществления.
[0067] Материал из кремнистой стали (сляб), содержащий описанные выше компоненты, можно производить таким образом, что, например, сталь плавят в конвертере, электрической печи или подобном устройстве, и расплавленную сталь подвергают вакуумному дегазированию по мере необходимости, а затем подвергают непрерывному литью. Кроме того, материал из кремнистой стали можно также производить таким образом, что вместо непрерывного литья получают слиток, который прокатывают на блюминге. Толщину сляба из кремнистой стали устанавливают на уровне, например, от 150 мм до 350 мм, а предпочтительно от 220 мм до 280 мм. Кроме того, можно производить также так называемый тонкий сляб, имеющий толщину от 30 мм до 70 мм. В том случае, когда производят тонкий сляб, черновую прокатку, проводимую при получении горячекатаной стальной полосы, можно исключить.
[0068] После изготовления сляба из кремнистой стали проводят нагревание сляба и горячую прокатку (стадия S1). После этого в данном варианте осуществления условия нагревания сляба и горячей прокатки устанавливают таким образом, что заставляют BN выделяться композитно на MnS и/или MnSe, и что количества выделений BN, MnS и MnSe в горячекатаной стальной полосе удовлетворяют нижеприведенным неравенствам (6)-(8).

Здесь «BкакBN» представляет количество B, который выделился как BN (мас.%), «SкакMnS» представляет количество S, которая выделилась как MnS (мас.%), а «SeкакMnSe» представляет количество Se, который выделился как MnSe (мас.%).
[0069] Что касается B, выделившееся количество бора и его количество в твердом растворе регулируют так, чтобы удовлетворялись неравенство (6) и неравенство (7). Определенное количество или более BN заставляют выделяться с тем, чтобы обеспечить количество ингибиторов. Кроме того, в том случае, когда количество содержащегося в твердом растворе B велико, иногда в последующих процессах образуются нестабильные мелкодисперсные выделения, неблагоприятно влияя на структуру первичной перекристаллизации.
[0070] Каждый из MnS и MnSe действует в качестве центра кристаллизации, на котором композитно выделяется BN. Таким образом, чтобы обеспечить достаточное выделение BN и тем самым улучшить магнитное свойство, количества выделений MnS и MnSe регулируют так, что выполняется неравенство (8).
[0071] Условие, выраженное в неравенстве (7), следует из фиг. 3, фиг. 6 и фиг. 9. На фиг. 3, фиг. 6 и фиг. 9 обнаружено, что в том случае, когда [B] - BкакBN составляет 0,001 мас.% или менее, получают хорошую плотность магнитного потока, представляющую собой плотность магнитного потока B8 в 1,88 Тл или более.
[0072] Условия, выраженные в неравенстве (6) и неравенстве (8), следуют из фиг. 2, фиг. 5 и фиг. 8. Обнаружено, что в том случае, когда BкакBN составляет 0,0005 мас.% или более, а SкакMnS составляет 0,002 мас.% или более, по фиг. 2 получена хорошая плотность магнитного потока, представляющая собой плотность магнитного потока B8 в 1,88 Тл или более. Аналогичным образом, обнаружено, что в том случае, когда BкакBN составляет 0,0005 мас.% или более, а SeкакMnSe составляет 0,004 мас.% или более, по фиг. 5 получена хорошая плотность магнитного потока, представляющая собой плотность магнитного потока B8 в 1,88 Тл или более. Аналогичным образом, обнаружено, что в том случае, когда BкакBN составляет 0,0005 мас.% или более, а сумма SкакMnS + 0,5×SeкакMnSe составляет 0,002 мас.% или более, по фиг. 8 получена хорошая плотность магнитного потока, представляющая собой плотность магнитного потока B8 в 1,88 Тл или более. Далее, при условии, что SкакMnS составляет 0,002 мас.% или более, сумма SкакMnS + 0,5×SeкакMnSe неизбежно становится равной 0,002 мас.% или более, а при условии, что SeкакMnSe составляет 0,004 мас.% или более, сумма SкакMnS + 0,5×SeкакMnSe неизбежно становится равной 0,002 мас.% или более. Таким образом, важно, чтобы сумма SкакMnS + 0,5×SeкакMnSe составляла 0,002 мас.% или более.
[0073] Кроме того, при горячей прокатке, чтобы выделить достаточное количество BN, необходимо выдерживать материал из кремнистой стали (сляб) в интервале температур между 1000°C и 800°C в течение 300 секунд или дольше во время горячей прокатки, как представлено на фиг. 11. Если температура выдержки ниже, чем 800°C, скорости диффузии B и N малы, и увеличивается период времени, требуемый для выделения BN. Между тем, если температура выдержки превышает 1000°C, BN становится более растворимым, выделившееся количество BN не является достаточным, и не может быть получена высокая плотность магнитного потока. Кроме того, если время выдержки составляет менее чем 300 секунд, длины диффузии B и N коротки, и выделившееся количество BN недостаточно.
[0074] Способ выдержки материала из кремнистой стали (сляба) в интервале температур между 1000°C и 800°C конкретно не ограничен. Например, эффективным является следующий способ. Сначала проводят черновую прокатку, и стальную полосу сматывают в виде катушки. После этого стальную полосу выдерживают или медленно охлаждают в таком оборудовании, как промежуточное перемоточное устройство. Затем проводят чистовую прокатку в интервале температур между 1000°C и 800°C, одновременно разматывая стальную полосу.
[0075] Способ выделения MnS и/или MnSe конкретно не ограничен. Например, предпочтительно, чтобы температура нагревания сляба была установлена так, чтобы удовлетворять следующим условиям:
(i) в случае содержания S и Se в слябе из кремнистой стали температура T1 (°C) выражена уравнением (1) или ниже, а температура T2 (°C) выражена уравнением (2) или ниже;
(ii) в случае отсутствия Se в слябе из кремнистой стали температура T1 (°C) выражена уравнением (1) или ниже;
(iii) в случае отсутствия S в слябе из кремнистой стали температура T2 (°C) выражена уравнением (2) или ниже:


[0076] Это объясняется тем, что когда нагревание сляба проводят при таких температурах, MnS и MnSe не полностью переходят в твердый раствор во время нагревания сляба, и процессы выделения MnS и MnSe во время горячей прокатки ускоряются. Как ясно из фиг. 4, фиг. 7 и фиг. 10, температуры T1 и T2 растворения приблизительно соответствуют верхнему пределу температуры нагревания сляба, позволяющей получить плотность магнитного потока B8 в 1,88 Тл или более.
[0077] Кроме того, еще предпочтительнее устанавливать температуру нагревания сляба так, чтобы также удовлетворять следующим условиям. Это служит выделению предпочтительного количества MnS или MnSe во время нагревания сляба:
(i) в случае отсутствия Se в слябе из кремнистой стали температура T3 (°C) выражена уравнением (9) или ниже;
(ii) в случае отсутствия S в слябе из кремнистой стали температура T4 (°C) выражена уравнением (10) или ниже:

[0078] В том случае, когда температура нагревания сляба является чрезмерно высокой, MnS и/или MnSe иногда полностью переходят в твердый раствор. В таком случае становится затруднительным вызвать выделение MnS и/или MnSe во время горячей прокатки. Таким образом, нагревание сляба предпочтительно проводить при температуре T1 и/или температуре T2 или ниже. Кроме того, если температура нагревания сляба равна температуре T3 или T4 или ниже, во время нагревания сляба выделяется предпочтительное количество MnS или MnSe, и, таким образом, становится возможным вызвать выделение BN композитно на MnS или MnSe, легко формируя эффективные ингибиторы.
[0079] После горячей прокатки (стадия S1) проводят отжиг горячекатаной стальной полосы (стадия S2). Далее проводят холодную прокатку (стадия S3). Как описано выше, холодную прокатку можно проводить лишь однократно, или же ее можно также проводить множество раз с выполнением промежуточного отжига между этими операциями. При холодной прокатке степень чистовой холодной прокатки предпочтительно устанавливают на уровне 80% или более. Это нужно для развития хорошей агрегатной структуры первичной перекристаллизации.
[0080] Затем проводят обезуглероживающий отжиг (стадия S4). В результате этого удаляют C, содержащийся в стальной полосе. Обезуглероживающий отжиг проводят, например, во влажной атмосфере. Кроме того, обезуглероживающий отжиг предпочтительно проводят за такое время, когда, например, диаметр зерен, полученных при первичной перекристаллизации, становится равным 15 мкм или более в температурной зоне от 770°C до 950°C. Это нужно для получения хорошего магнитного свойства. После этого проводят нанесение разделителя для отжига и окончательный отжиг (стадия S5). В результате при вторичной перекристаллизации предпочтительно растут зерна, направленные в ориентации {110} <001>.
[0081] Кроме того, проводят азотирующую обработку между началом обезуглероживающего отжига и возникновением вторичной перекристаллизации при окончательном отжиге (стадия S6). Это нужно для образования ингибитора (Al, Si)N. Азотирующую обработку можно проводить во время обезуглероживающего отжига (стадия S4) или можно также проводить во время окончательного отжига (стадия S5). В том случае, когда азотирующую обработку проводят во время обезуглероживающего отжига, отжиг можно проводить в атмосфере, содержащей обладающий способностью к азотированию газ, такой как, например, аммиак. Кроме того, азотирующую обработку можно проводить во время прохождения зоны нагревания или зоны выдержки в печи непрерывного отжига, или же азотирующую обработку можно также проводить на какой-либо стадии после зоны выдержки. В том случае, когда азотирующую обработку проводят во время окончательного отжига, к разделителю для отжига может быть добавлен порошок, обладающий способностью к азотированию, такой как, например, MnN.
[0082] Чтобы проводить вторичную перекристаллизацию более стабильно, желательно регулировать степень азотирования при азотирующей обработке (стадия S6) и регулировать составы (Al,Si)N в стальной полосе после азотирующей обработки. Например, согласно содержанию Al, содержанию B и содержанию неизбежно присутствующего Ti, степень азотирования предпочтительно регулируют так, чтобы удовлетворялось приведенное ниже неравенство (3), а предпочтительнее степень азотирования регулируют так, чтобы удовлетворялось приведенное ниже неравенство (4). Неравенство (3) и неравенство (4) показывают то количество N, которое является предпочтительным для связывания B в виде BN, эффективного в качестве ингибитора, и то количество N, которое является предпочтительным для связывания Al в виде AlN или (Al,Si)N, эффективного в качестве ингибитора.

Здесь [N] представляет содержание N (мас.%) в стальной полосе, полученной после азотирующей обработки, [Al] представляет содержание растворимого в кислоте Al (мас.%) в стальной полосе, полученной после азотирующей обработки, [B] представляет содержание B (мас.%) в стальной полосе, полученной после азотирующей обработки, и [Ti] представляет содержание Ti (мас.%) в стальной полосе, полученной после азотирующей обработки.
[0083] Способ окончательного отжига (стадия S5) также конкретно не ограничен. Следует отметить, что в данном варианте осуществления ингибиторы усиливаются благодаря BN, так что скорость нагревания в интервале температур от 1000°C до 1100°C предпочтительно устанавливают на уровне 15°C/ч или менее в процессе нагревания для окончательного отжига. Кроме того, вместо регулирования скорости нагревания также эффективно проводить изотермический отжиг, при котором стальную полосу выдерживают в интервале температур от 1000°C до 1100°C в течение 10 часов или дольше.
[0084] Согласно данному варианту осуществления, как указано выше, возможно стабильное производство текстурированной электротехнической листовой стали с превосходными магнитными свойствами.
Пример
[0085] Далее будут разъяснены эксперименты, проведенные авторами настоящего изобретения. Условия и другие параметры данных экспериментов представляют собой примеры, используемые для подтверждения практической применимости и эффектов настоящего изобретения, и настоящее изобретение не ограничено этими примерами.
Четвертый эксперимент
[0086] В четвертом эксперименте был подтвержден эффект содержания B в случае отсутствия Se.
[0087] В четвертом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,008 мас.% N, 0,1 мас.% Mn, 0,006 мас.% S и B в количестве, указанном в таблице 1 (от 0 мас.% до 0,0045 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1180°C и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1100°C, проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку при 900°C. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,024 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого измеряли магнитное свойство (плотность магнитного потока B8) после окончательного отжига. Магнитное свойство (плотность магнитного потока B8) измеряли на основе стандарта JIS C2556. Результаты измерений приведены в таблице 1.
[0088]
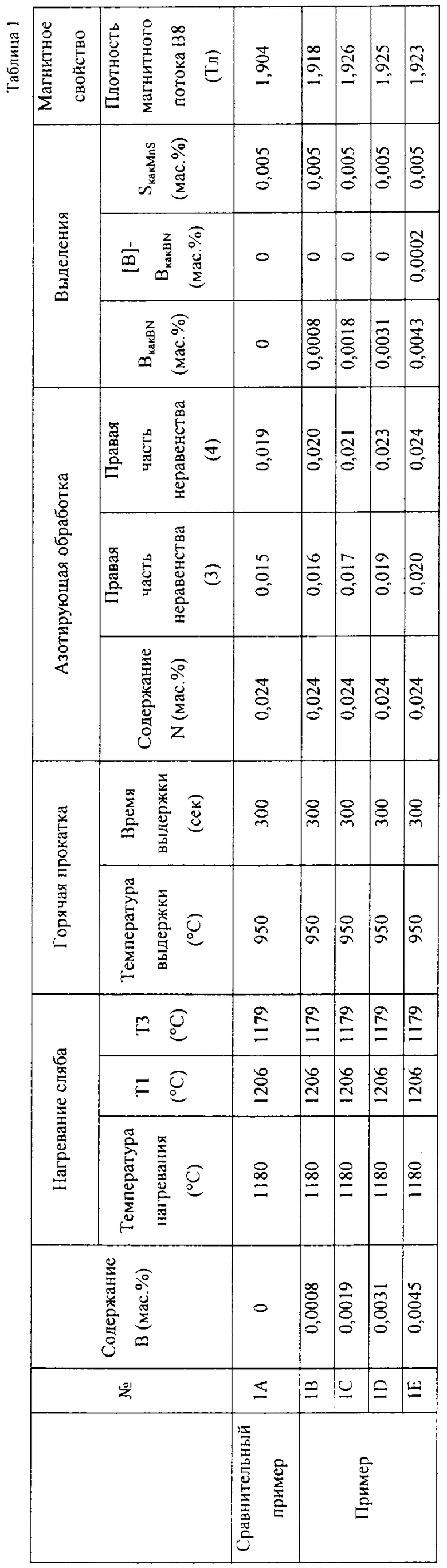
[0089] Как указано в таблице 1, в сравнительном примере № 1A при нулевом содержании B в слябе плотность магнитного потока была низкой, но в каждом из примеров №№ 1B-1E при соответствующем количестве B, содержавшегося в слябе, получена хорошая плотность магнитного потока.
Пятый эксперимент
[0090] В пятом эксперименте подтверждены эффекты содержания Mn и температуры нагревания сляба в случае отсутствия Se.
[0091] В пятом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,007 мас.% N, 0,006 мас.% S, 0,0015 мас.% B, и Mn в количестве, указанном в таблице 2 (от 0,05 мас.% до 0,2 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, и подвергали горячей прокатке. При горячей прокатке для некоторых образцов (примеры №№ 2A1-2A4) проводили черновую прокатку при 1100°C, проводили отжиг, при котором слябы выдерживали при 1000°C в течение 500 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. С другой стороны, для других образцов (примеры №№ 2B1-2B4), проводили черновую прокатку при 1100°C, и после этого проводили чистовую прокатку при 1020°C без проведения отжига. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем обезуглероживающий отжиг проводили в атмосфере влажного газа при 830°C в течение 100 секунд, в результате чего получали обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 2.
[0092]
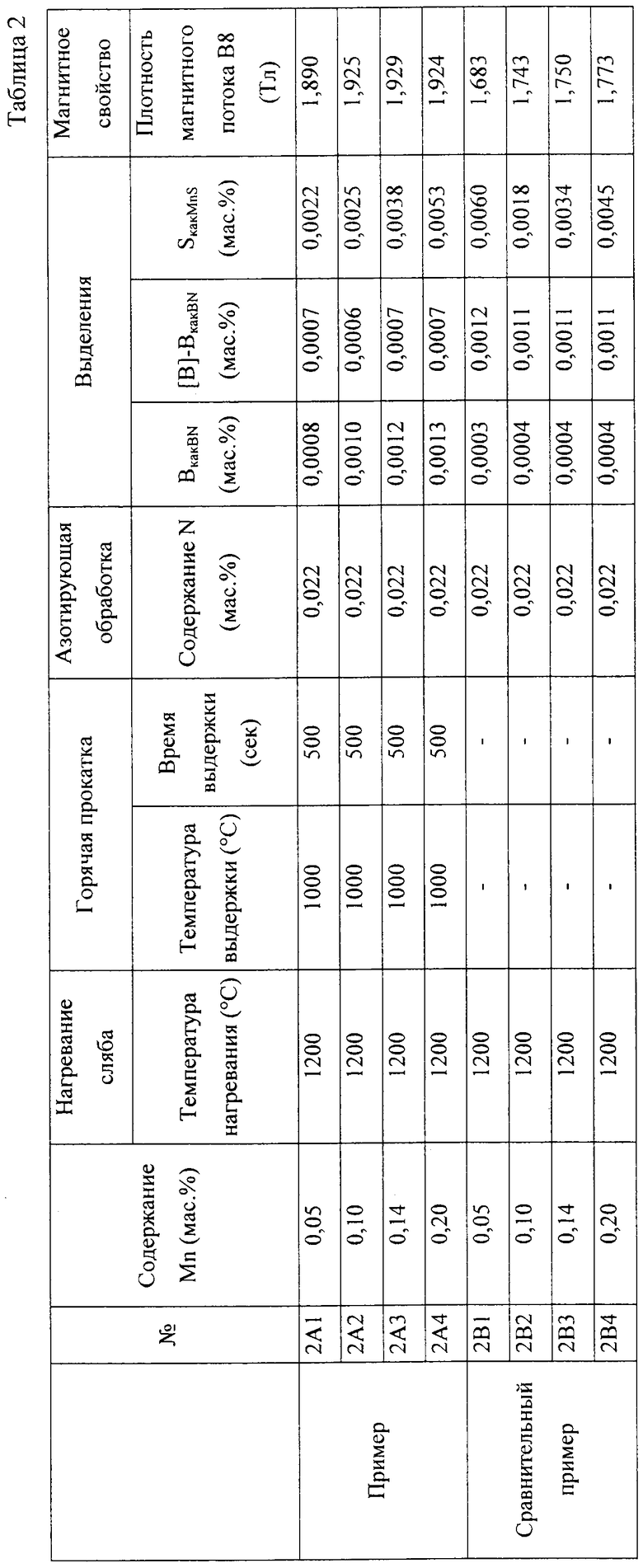
[0093] Как указано в таблице 2, хорошая плотность магнитного потока получена в примерах №№ 2A1-2A4, в каждом из которых сляб выдерживали при заданной температуре на промежуточной стадии горячей прокатки, но плотность магнитного потока была низкой в сравнительных примерах №№ 2B1-2B4, в каждом из которых указанную выдержку не проводили.
Шестой эксперимент
[0094] В шестом эксперименте подтверждены эффекты температуры выдержки и времени выдержки при горячей прокатке в случае отсутствия Se.
[0095] В шестом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,12 мас.% Mn, 0,006 мас.% S и 0,0015 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, после этого проводили отжиг, при котором слябы выдерживали при температуре от 1050°C до 700°C в течение от 100 секунд до 500 секунд, и проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,021 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 3.
[0096]
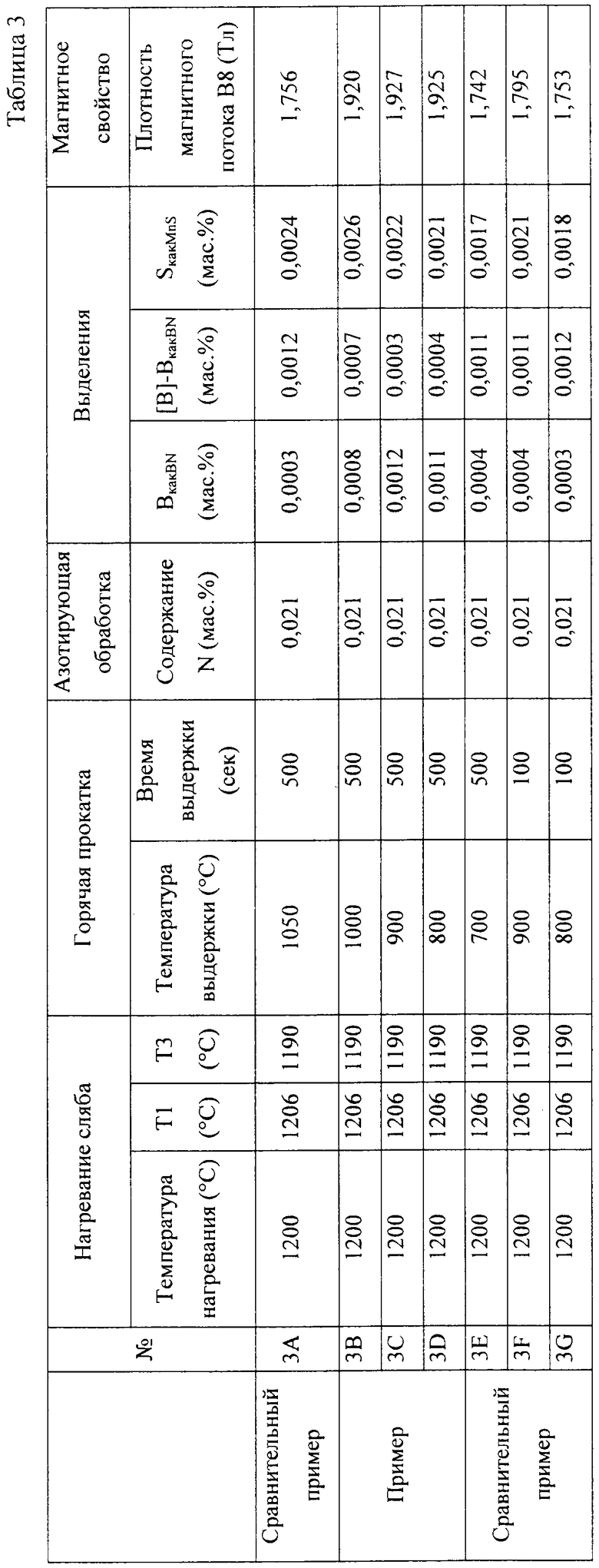
[0097] Как указано в таблице 3, хорошая плотность магнитного потока получена в примерах №№ 3B-3D, в каждом из которых сляб выдерживали при заданной температуре в течение заданного периода времени на промежуточной стадии горячей прокатки. Но плотность магнитного потока была низкой в сравнительных примерах №№ 3A и 3E-3G, в каждом из которых температуру выдержки или время выдержки устанавливали за пределами интервала по настоящему изобретению.
Седьмой эксперимент
[0098] В седьмом эксперименте подтвержден эффект содержания N после азотирующей обработки в случае отсутствия Se.
[0099] В седьмом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,15 мас.% Mn, 0,006 мас.% S и 0,002 мас.% B, содержание являющегося примесью Ti составляло 0,0014 мас.%, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, затем проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, а после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до уровня от 0,012 мас.% до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 4.
[0100]
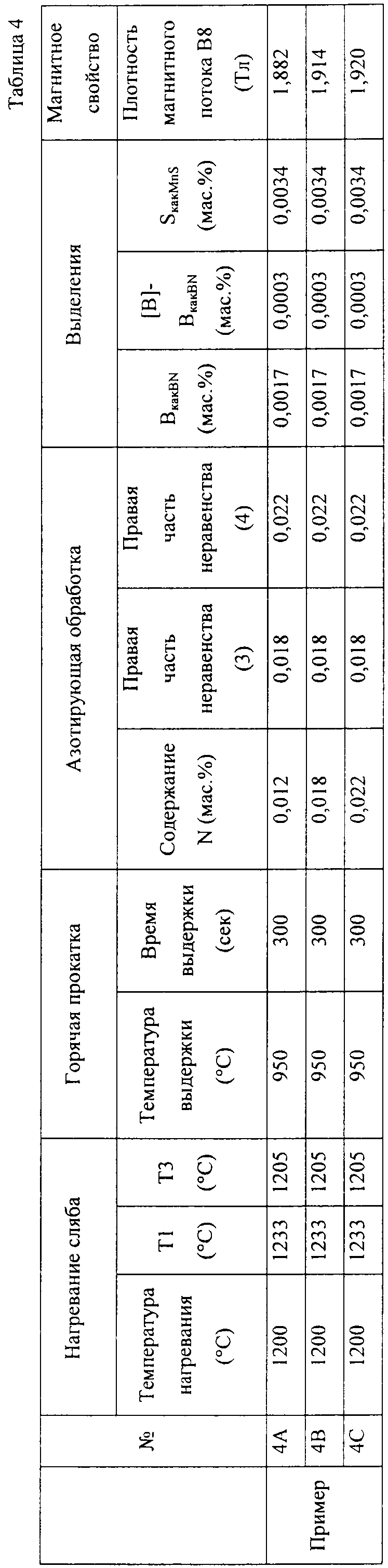
[0101] Как указано в таблице 4, в примере № 4C, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3) и условию неравенства (4), получена особенно хорошая плотность магнитного потока. С другой стороны, в примере № 4B, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3), но не удовлетворяло условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 4C. Кроме того, в примере № 4A, в котором содержание N после азотирующей обработки не удовлетворяло условию неравенства (3) и условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 4B.
Восьмой эксперимент
[0102] В восьмом эксперименте подтвержден эффект компонентов сляба в случае отсутствия Se.
[0103] В восьмом эксперименте сначала производили слябы, содержащие компоненты, указанные в таблице 5, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, затем проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, а после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 860°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,023 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 5.
[0104]
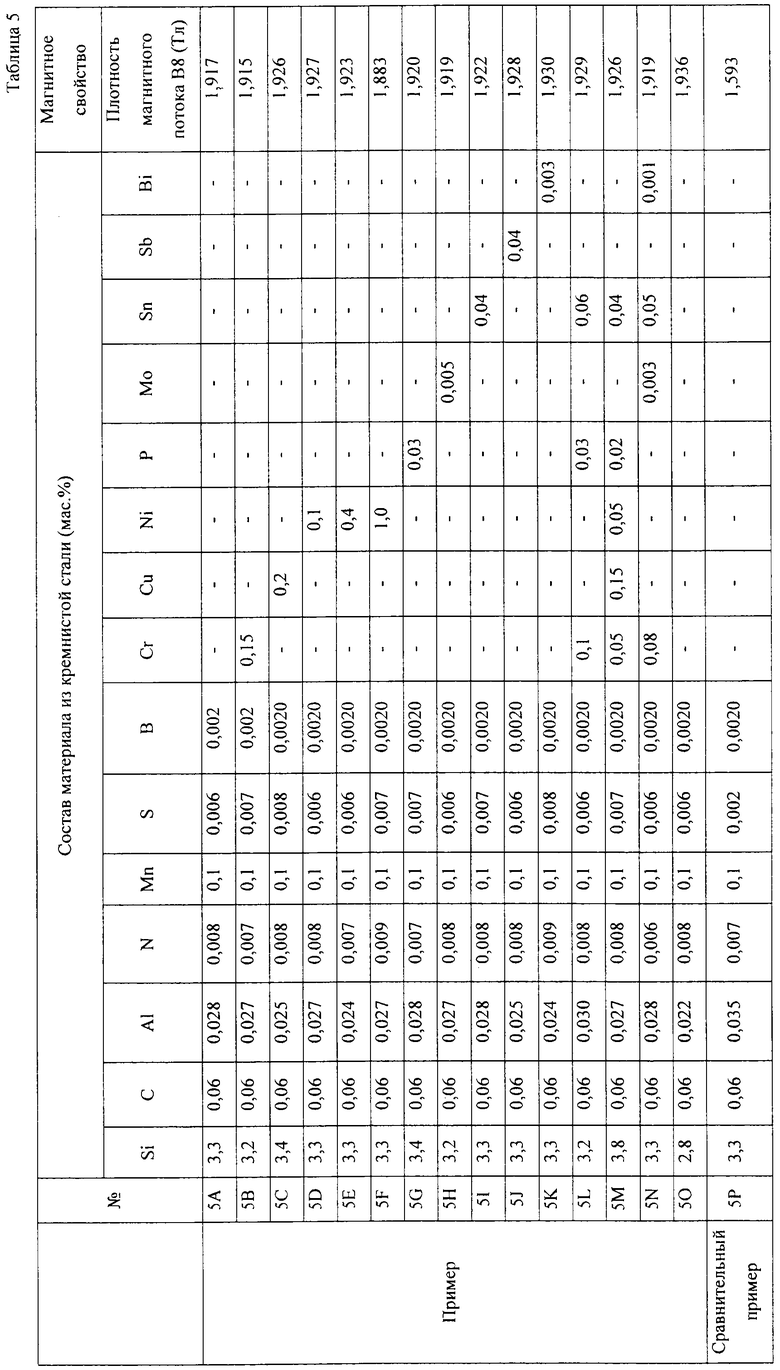
[0105] Как указано в таблице 5, в примерах №№ 5A-5O, в каждом из которых использован сляб с подходящим составом, получена хорошая плотность магнитного потока, но в сравнительном примере № 5P, в котором содержание S составляет ниже нижнего предела интервала по настоящему изобретению, плотность магнитного потока была низкой.
Девятый эксперимент
[0106] В девятом эксперименте подтвержден эффект содержания B в случае отсутствия S.
[0107] В девятом эксперименте сначала производили слябы, содержащие 3,2 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,008 мас.% N, 0,12 мас.% Mn, 0,008 мас.% Se и B в количестве, указанном в таблице 6 (от 0 мас.% до 0,0043 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1180°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1100°C, отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку при 900°C. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,024 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 6.
[0108]
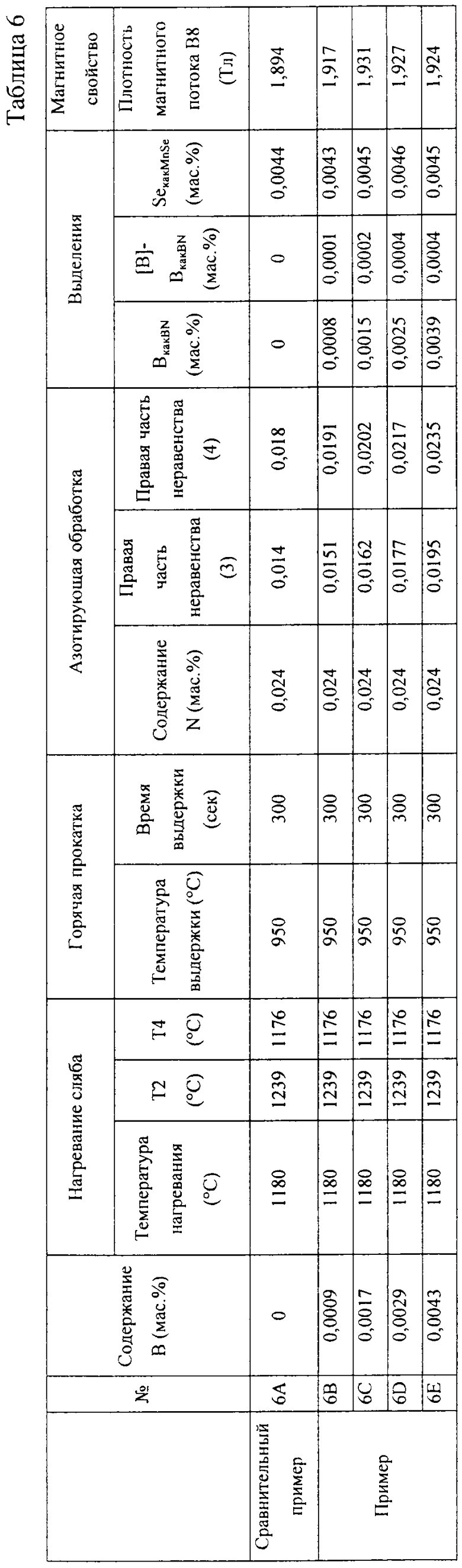
[0109] Как указано в таблице 6, в сравнительном примере № 6A при нулевом содержании B в слябе плотность магнитного потока была низкой, но в примерах №№ 6B-6E, в каждом из которых сляб содержал подходящее количество B, получена хорошая плотность магнитного потока.
Десятый эксперимент
[0110] В десятом эксперименте подтверждены эффекты содержания Mn и температуры нагревания сляба в случае отсутствия S.
[0111] В десятом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,026 мас.% растворимого в кислоте Al, 0,007 мас.% N, 0,009 мас.% Se, 0,0015 мас.% B, и Mn в количестве, указанном в таблице 7 (от 0,1 мас.% до 0,21 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, и подвергали горячей прокатке. При горячей прокатке для некоторых образцов (примеры №№ 7A1-7A3) проводили черновую прокатку при 1100°C, отжиг, при котором слябы выдерживали при 1000°C в течение 500 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. С другой стороны, для других образцов (примеры №№ 7B1-7B3) проводили черновую прокатку при 1100°C, и после этого проводили чистовую прокатку при 1020°C без проведения отжига. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 7.
[0112]
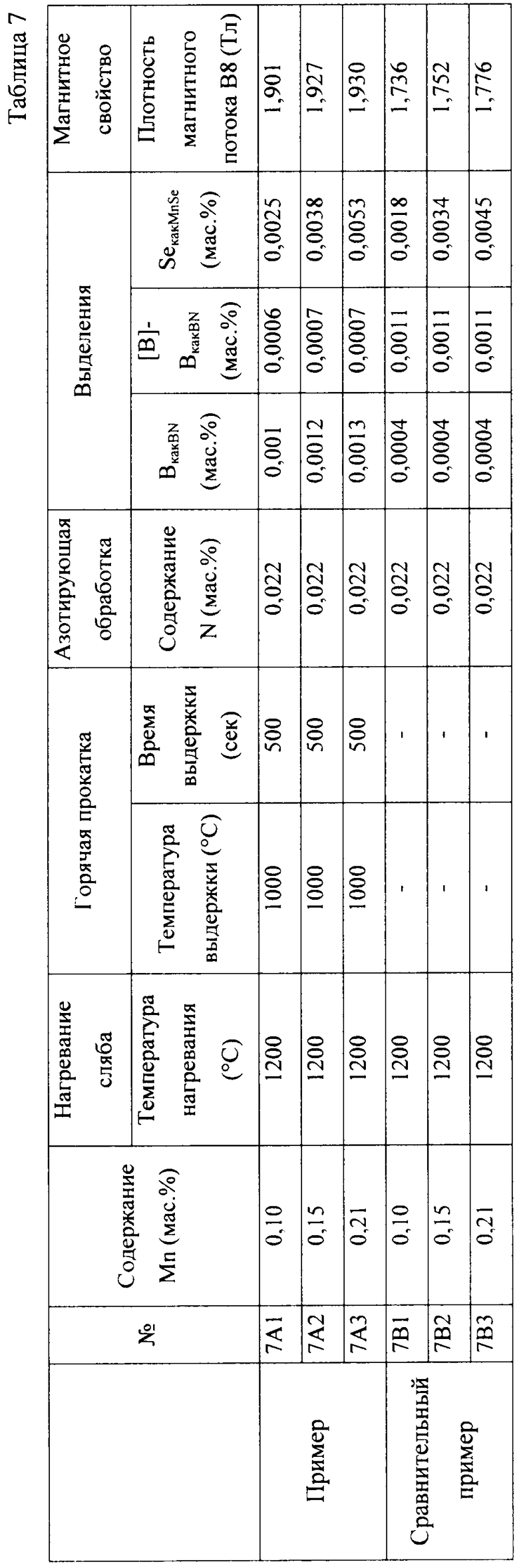
[0113] Как указано в таблице 7, хорошая плотность магнитного потока получена в примерах №№ 7A1-7A3, в каждом из которых сляб выдерживали при заданной температуре на промежуточной стадии горячей прокатки, но плотность магнитного потока была низкой в сравнительных примерах №№ 7B1-7B3, в каждом из которых такую выдержку не проводили.
Одиннадцатый эксперимент
[0114] В одиннадцатом эксперименте подтверждены эффекты температуры выдержки и времени выдержки при горячей прокатке в случае отсутствия S.
[0115] В одиннадцатом эксперименте сначала производили слябы, содержащие 3,2 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,12 мас.% Mn, 0,008 мас.% Se и 0,0017 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, после этого проводили отжиг, при котором слябы выдерживали при температуре от 1050°C до 700°C в течение от 100 секунд до 500 секунд, и проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,021 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 8.
[0116]
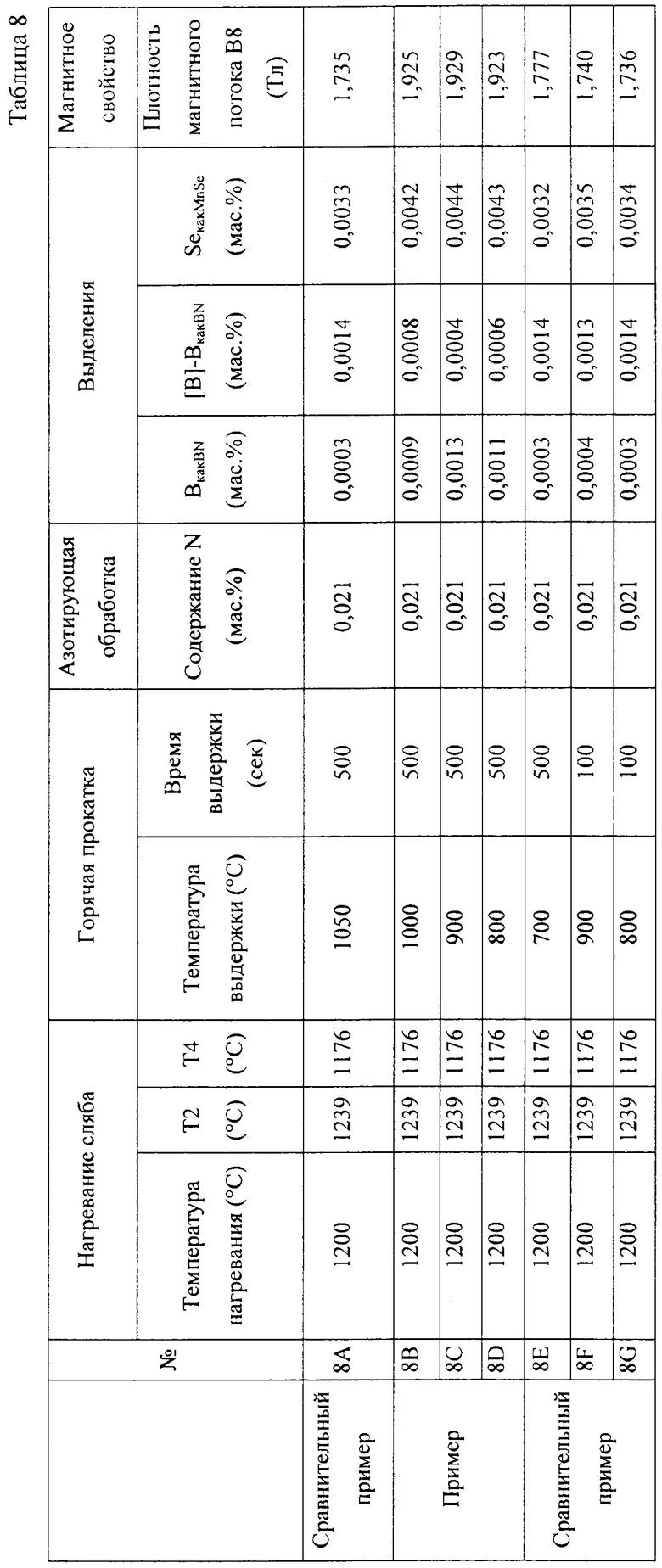
[0117] Как указано в таблице 8, хорошая плотность магнитного потока получена в примерах №№ 8B-8D, в каждом из которых сляб выдерживали при заданной температуре в течение заданного периода времени на промежуточной стадии горячей прокатки. Но плотность магнитного потока была низкой в сравнительных примерах №№ 8A и 8E-8G, в каждом из которых температуру выдержки или время выдержки устанавливали за пределами интервала по настоящему изобретению.
Двенадцатый эксперимент
[0118] В двенадцатом эксперименте подтвержден эффект содержания N после азотирующей обработки в случае отсутствия S.
[0119] В двенадцатом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,008 мас.% N, 0,12 мас.% Mn, 0,007 мас.% Se и 0,0016 мас.% B, содержание являющегося примесью Ti составляло 0,0013 мас.%, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1180°C, затем проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до уровня от 0,015 мас.% до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 9.
[0120]
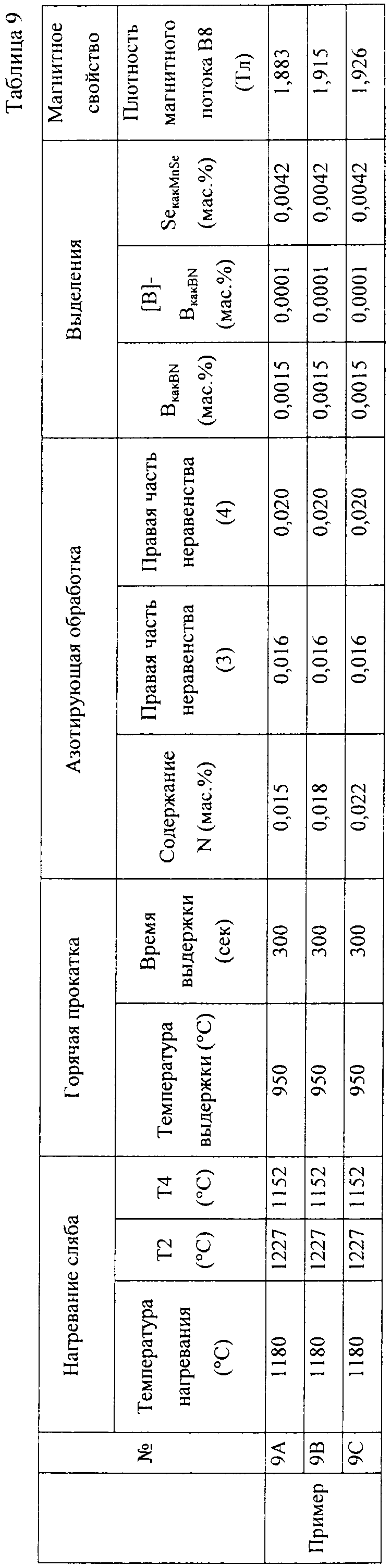
[0121] Как указано в таблице 9, в примере № 9C, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3) и условию неравенства (4), получена особенно хорошая плотность магнитного потока. С другой стороны, в примере № 9B, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3), но не удовлетворяло условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 9C. Кроме того, в примере № 9A, в котором содержание N после азотирующей обработки не удовлетворяло условию неравенства (3) и условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 9B.
Тринадцатый эксперимент
[0122] В тринадцатом эксперименте подтвержден эффект компонентов сляба в случае отсутствия S.
[0123] В тринадцатом эксперименте сначала производили слябы, содержащие компоненты, указанные в таблице 10, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, затем проводили отжиг, при котором полосы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 860°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,023 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 10.
[0124]
[0125] Как указано в таблице 10, в примерах №№ 10A-10O, в каждом из которых использован сляб с подходящим составом, получена хорошая плотность магнитного потока, но в сравнительном примере № 10P, в котором содержание Se составляет ниже нижнего предела интервала по настоящему изобретению, плотность магнитного потока была низкой.
Четырнадцатый эксперимент
[0126] В четырнадцатом эксперименте подтвержден эффект содержания B в случае присутствия S и Se.
[0127] В четырнадцатом эксперименте сначала производили слябы, содержащие 3,2 мас.% Si, 0,05 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,008 мас.% N, 0,1 мас.% Mn, 0,006 мас.% S, 0,006 мас.% Se и B в количестве, указанном в таблице 11 (от 0 мас.% до 0,0045 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1180°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку при 1100°C, отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку при 900°C. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,024 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 11.
[0128]
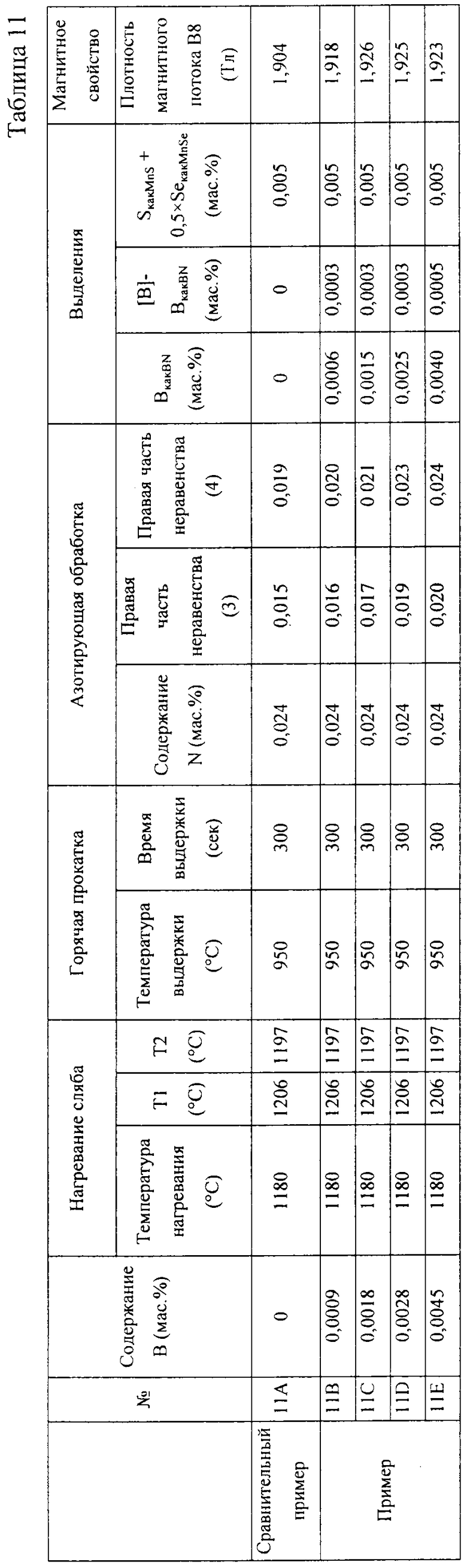
[0129] Как указано в таблице 11, в сравнительном примере № 11A с нулевым содержанием B в слябе плотность магнитного потока была низкой, но в примерах №№ 11B-11E, в каждом из которых сляб содержал подходящее количество B, получена хорошая плотность магнитного потока.
Пятнадцатый эксперимент
[0130] В пятнадцатом эксперименте подтверждены эффекты содержания Mn и температура нагревания сляба в случае присутствия S и Se.
[0131] В пятнадцатом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,006 мас.% S, 0,004 мас.% Se, 0,0015 мас.% B, и Mn в количестве, указанном в таблице 12 (от 0,05 мас.% до 0,2 мас.%), а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, и подвергали горячей прокатке. При горячей прокатке, для некоторых образцов (примеры №№ 12A1-12A4), проводили черновую прокатку при 1100°C, отжиг, при котором слябы выдерживали при 1000°C в течение 500 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. С другой стороны, для других образцов (примеры №№ 12B1-12B4), проводили черновую прокатку при 1100°C, а после этого проводили чистовую прокатку при 1020°C без проведения отжига. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 12.
[0132]
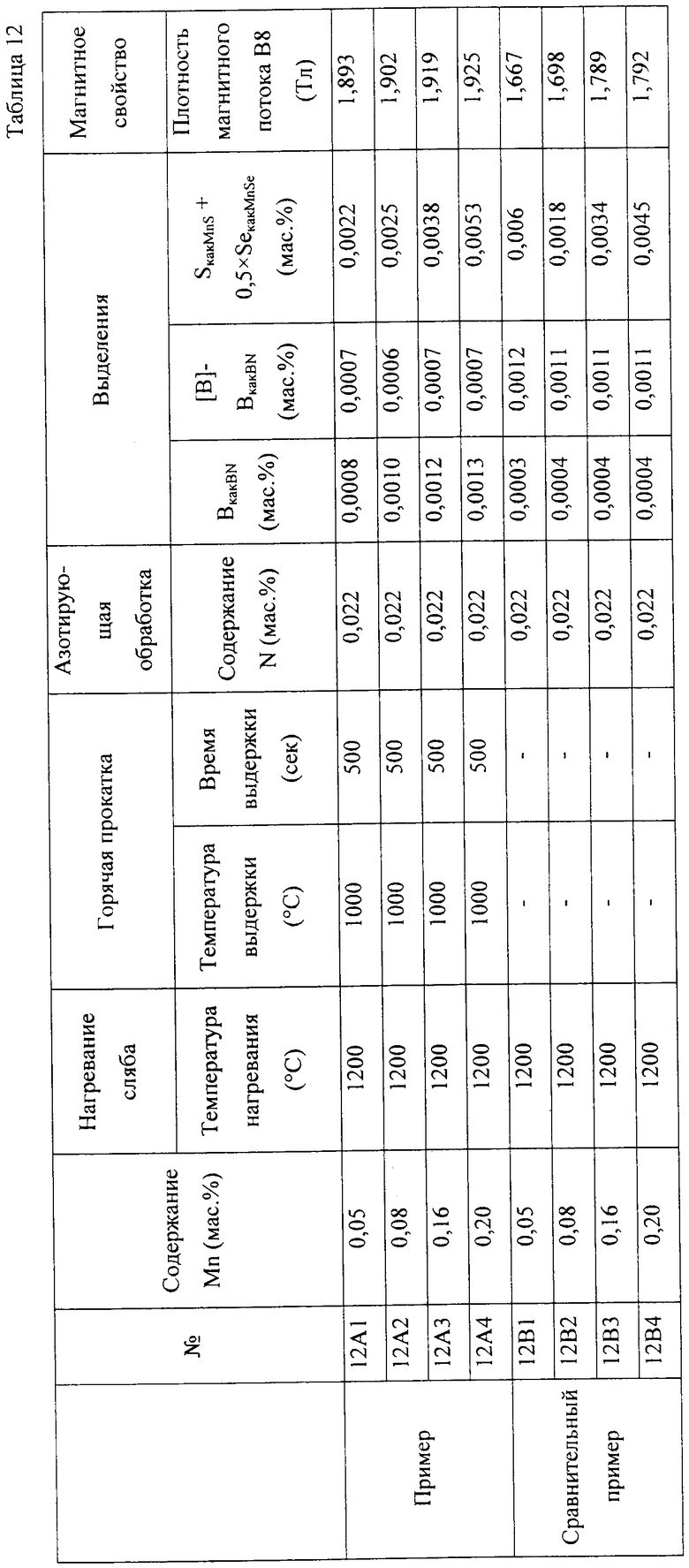
[0133] Как указано в таблице 12, хорошая плотность магнитного потока получена в примерах №№ 12A1-12A4, в каждом из которых сляб выдерживали при заданной температуре на промежуточной стадии горячей прокатки, но плотность магнитного потока была низкой в сравнительных примерах №№ 12B1-12B4, в каждом из которых такую выдержку не проводили.
Шестнадцатый эксперимент
[0134] В шестнадцатом эксперименте подтверждены эффекты температуры выдержки и времени выдержки при горячей прокатке в случае присутствия S и Se.
[0135] В шестнадцатом эксперименте сначала производили слябы, содержащие 3,1 мас.% Si, 0,06 мас.% C, 0,026 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,12 мас.% Mn, 0,006 мас.% S, 0,007 мас.% Se и 0,0015 мас.% B. Далее слябы нагревали при 1200°C, после этого проводили отжиг, при котором слябы выдерживали при температуре от 1050°C до 700°C в течение от 100 секунд до 500 секунд, и проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,021 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 13.
[0136]
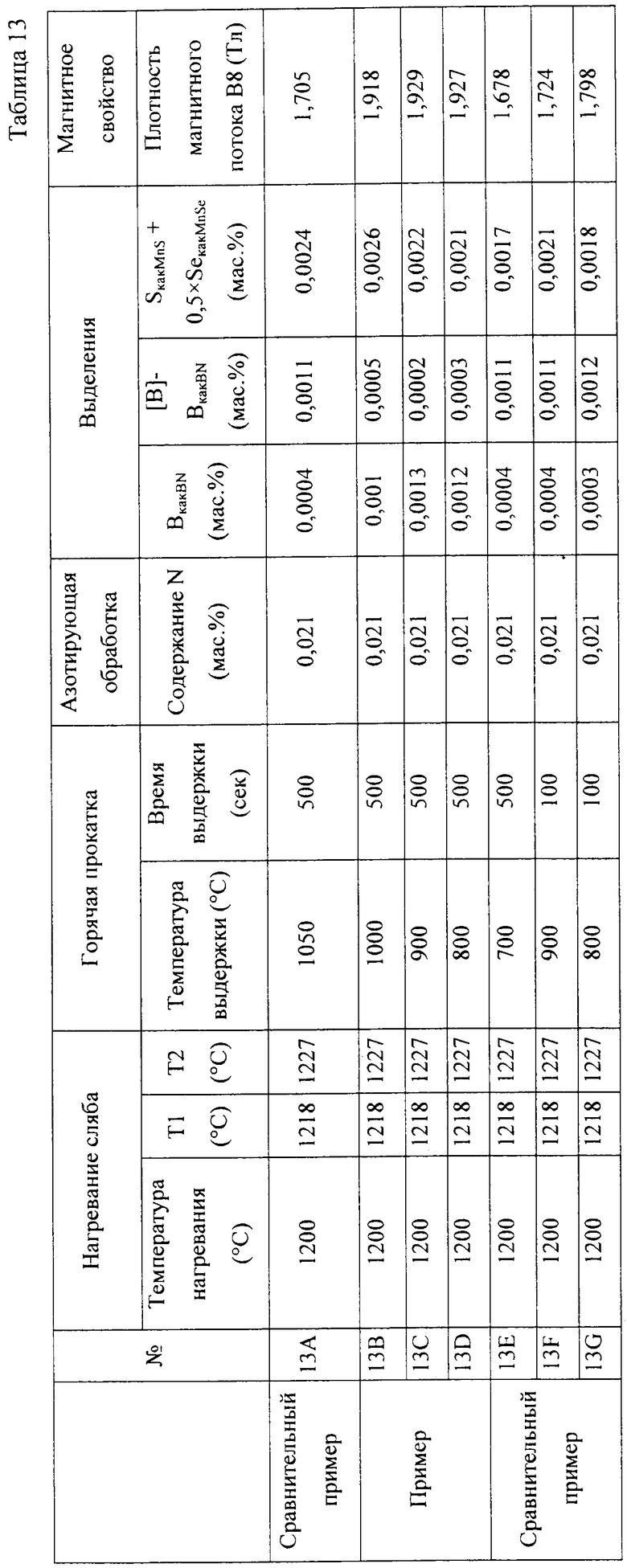
[0137] Как указано в таблице 13, хорошая плотность магнитного потока получена в примерах №№ 13B-13D, в каждом из которых сляб выдерживали при заданной температуре в течение заданного периода времени на промежуточной стадии горячей прокатки. Но плотность магнитного потока была низкой в сравнительных примерах №№ 13A и 13E-13G, в каждом из которых температуру выдержки или время выдержки устанавливали за пределами интервала по настоящему изобретению.
Семнадцатый эксперимент
[0138] В семнадцатом эксперименте подтвержден эффект содержания N после азотирующей обработки в случае присутствия S и Se.
[0139] В семнадцатом эксперименте сначала производили слябы, содержащие 3,3 мас.% Si, 0,06 мас.% C, 0,028 мас.% растворимого в кислоте Al, 0,006 мас.% N, 0,15 мас.% Mn, 0,005 мас.% S, 0,007 мас.% Se и 0,002 мас.% B, содержание являющегося примесью Ti составляло 0,0014 мас.%, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, затем проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 830°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до уровня от 0,014 мас.% до 0,022 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 14.
[0140]
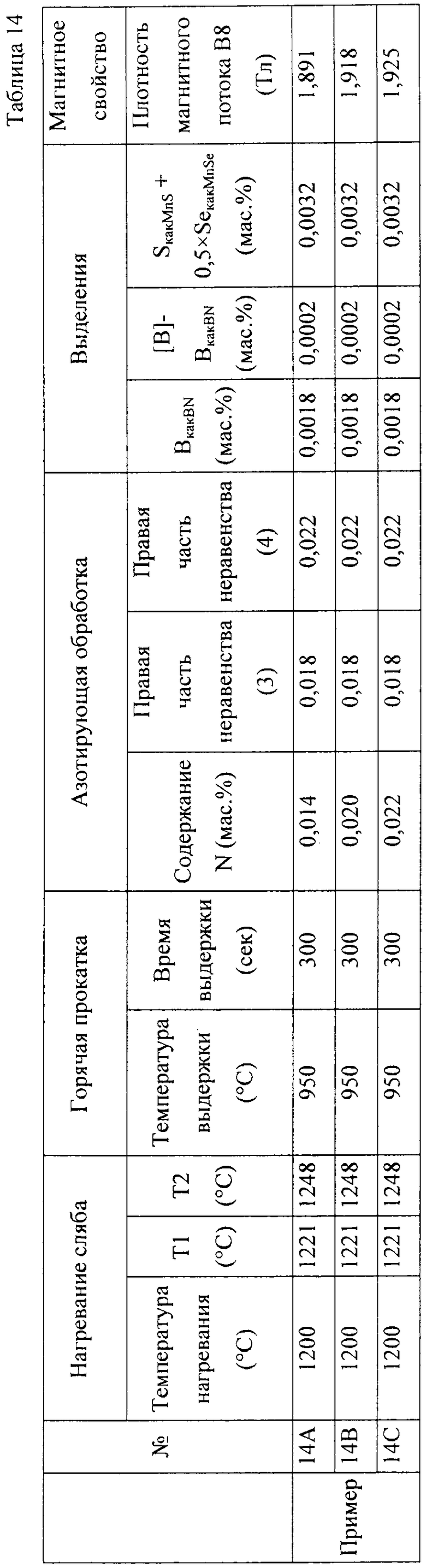
[0141] Как указано в таблице 14, в примере № 14C, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3) и условию неравенства (4), получена особенно хорошая плотность магнитного потока. С другой стороны, в примере № 14B, в котором содержание N после азотирующей обработки удовлетворяло условию неравенства (3), но не удовлетворяло условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 14C. Кроме того, в примере № 14A, в котором содержание N после азотирующей обработки не удовлетворяло условию неравенства (3) и условию неравенства (4), плотность магнитного потока была слегка ниже, чем в примере № 14B.
Восемнадцатый эксперимент
[0142] В восемнадцатом эксперименте подтвержден эффект компонентов сляба в случае присутствия S и Se.
[0143] В восемнадцатом эксперименте сначала производили слябы, содержащие компоненты, указанные в таблице 15, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, затем проводили отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм. Затем проводили обезуглероживающий отжиг в атмосфере влажного газа при 860°C в течение 100 секунд, получая в результате обезуглероженные отожженные стальные полосы. После этого обезуглероженные отожженные стальные полосы отжигали в содержащей аммиак атмосфере, чтобы увеличить содержание азота в стальных полосах до 0,023 мас.%. Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 15.
[0144]
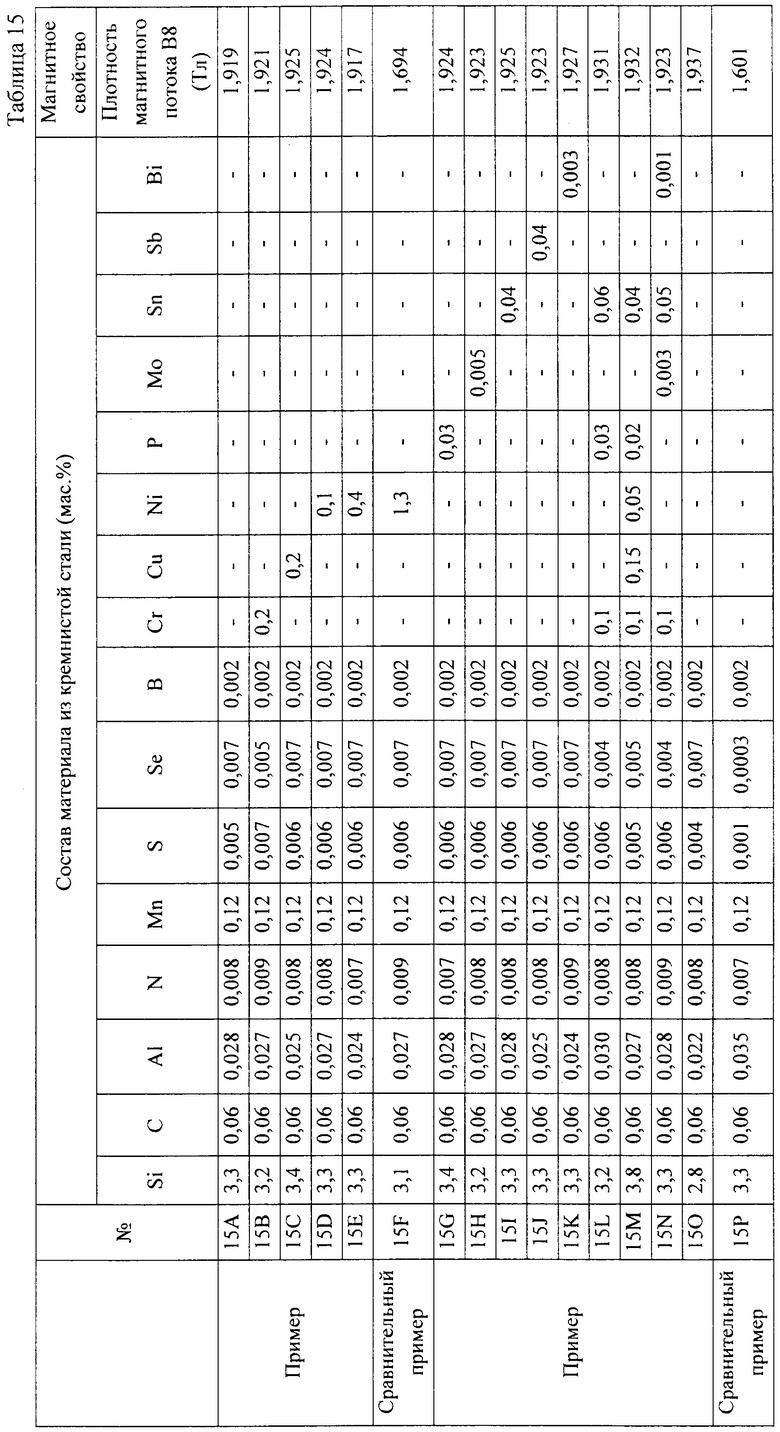
[0145] Как указано в таблице 15, в примерах №№ 15A-15E и 15G-15O, в каждом из которых использован сляб с подходящим составом, получена хорошая плотность магнитного потока, но в сравнительном примере № 15F, в котором содержание Ni превышает верхний предел интервала по настоящему изобретению, и в сравнительном примере № 15P, в котором содержание S и содержание Se составляют ниже нижнего предела интервала по настоящему изобретению, плотность магнитного потока была низкой.
Девятнадцатый эксперимент
[0146] В девятнадцатом эксперименте подтвержден эффект азотирующей обработки в случае присутствия S и Se.
[0147] В девятнадцатом эксперименте сначала производили слябы, содержащие 3,2 мас.% Si, 0,06 мас.% C, 0,027 мас.% растворимого в кислоте Al, 0,007 мас.% N, 0,14 мас.% Mn, 0,006 мас.% S, 0,005 мас.% Se и 0,0015 мас.% B, а остальное состояло из Fe и неизбежных примесей. Далее слябы нагревали при 1200°C, и подвергали горячей прокатке. В ходе горячей прокатки проводили черновую прокатку, отжиг, при котором слябы выдерживали при 950°C в течение 300 секунд, и после этого проводили чистовую прокатку. Таким образом, получали горячекатаные стальные полосы, толщина каждой из которых составляла 2,3 мм. После этого проводили отжиг горячекатаных стальных полос при 1100°C. Далее проводили холодную прокатку, получая в результате холоднокатаные стальные полосы, толщина каждой из которых составляла 0,22 мм.
[0148] Затем, для образца из сравнительного примера № 16A обезуглероживающий отжиг проводили в атмосфере влажного газа при 830°C в течение 100 секунд, в результате чего получали обезуглероженную отожженную стальную полосу. Кроме того, для образца из примера № 16B обезуглероживающий отжиг проводили в атмосфере влажного газа при 830°C в течение 100 секунд, а далее проводили отжиг в содержащей аммиак атмосфере, получая в результате обезуглероженную отожженную стальную полосу, в которой содержание N составляло 0,022 мас.%. Кроме того, для образца из примера № 16C обезуглероживающий отжиг проводили в атмосфере влажного газа при 860°C в течение 100 секунд, получая в результате обезуглероженную отожженную стальную полосу, в которой содержание N составляло 0,022 мас.%. Таким образом, получали три типа обезуглероженных отожженных стальных полос.
[0149] Далее на стальные полосы наносили разделитель для отжига, содержащий MgO в качестве своего основного компонента, и стальные полосы нагревали до 1200°C со скоростью 15°C/ч, и подвергали окончательному отжигу. После этого, аналогично четвертому эксперименту, измеряли магнитное свойство (плотность магнитного потока B8). Результаты измерений приведены в таблице 16.
[0150]
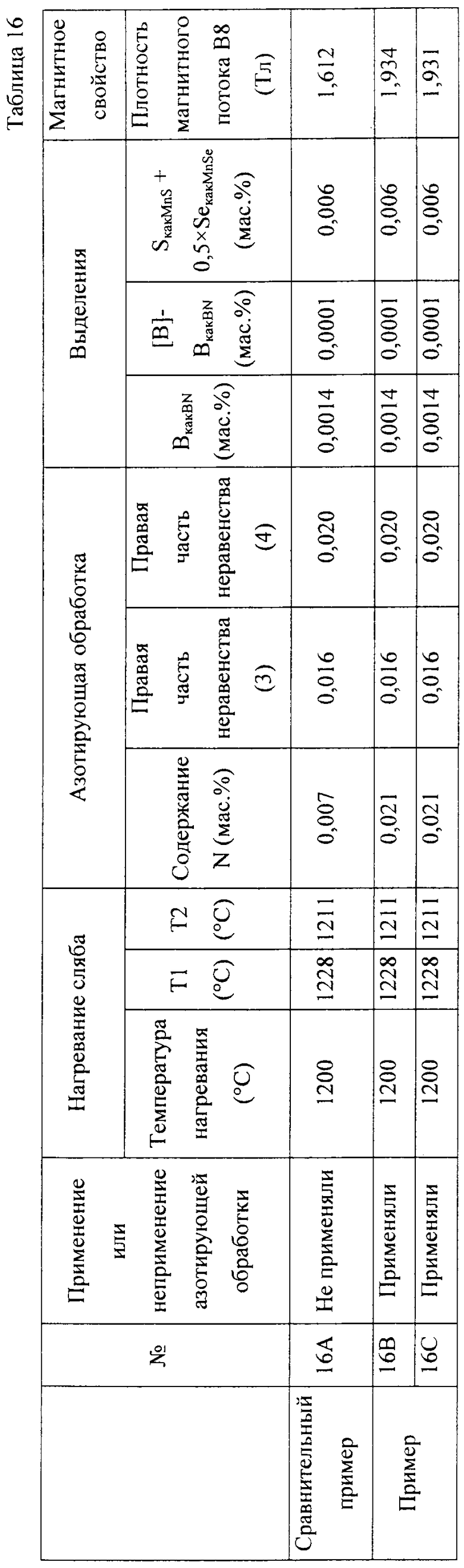
[0151] Как указано в таблице 16, в примере № 16B, в котором азотирующую обработку проводили после обезуглероживающего отжига, и в примере № 16C, в котором азотирующую обработку проводили во время обезуглероживающего отжига, получена хорошая плотность магнитного потока. Однако в сравнительном примере № 16A, в котором азотирующую обработку не проводили, плотность магнитного потока была низкой. При этом численное значение в разделе «Азотирующая обработка» сравнительного примера № 16A в таблице 16 представляет собой значение, полученное от состава обезуглероженной отожженной стальной полосы.
Промышленная применимость
[0152] Настоящее изобретение можно применять, например, в промышленном производстве электротехнических листовых сталей и тех отраслях промышленности, в которых используют электротехнические листовые стали.
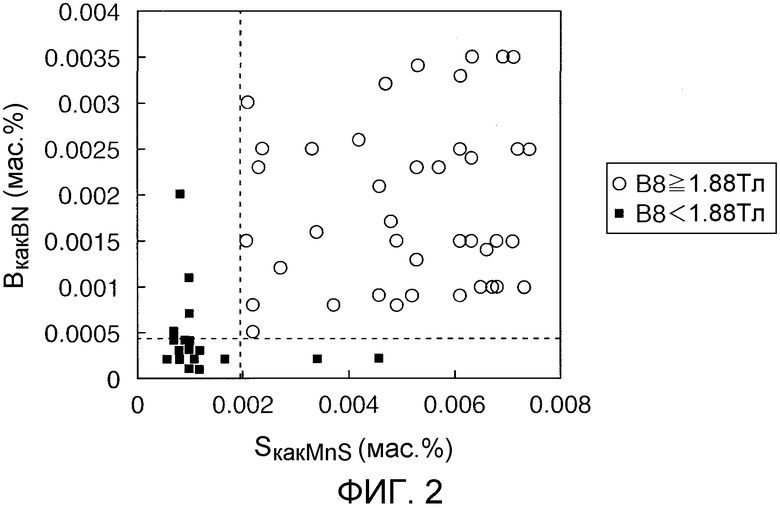
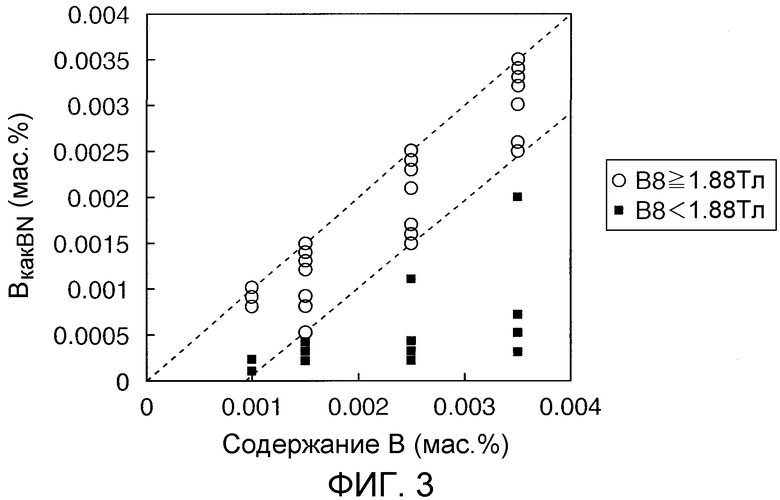
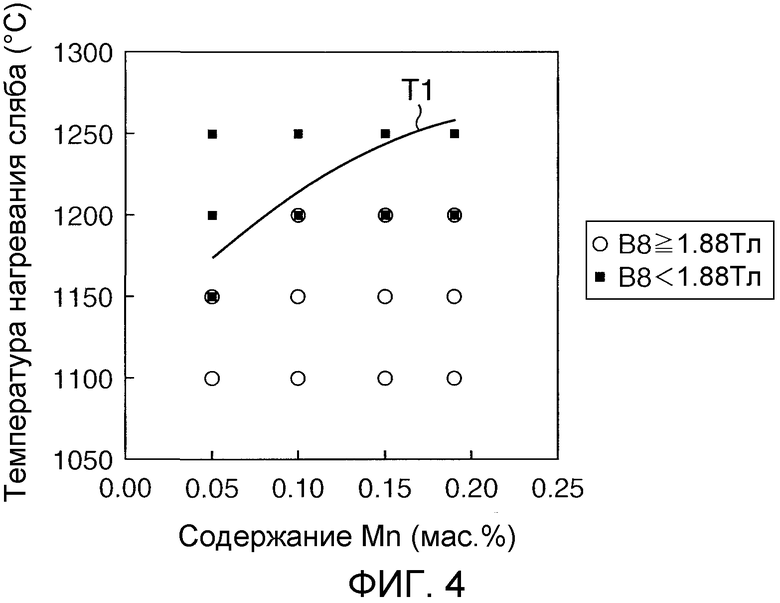
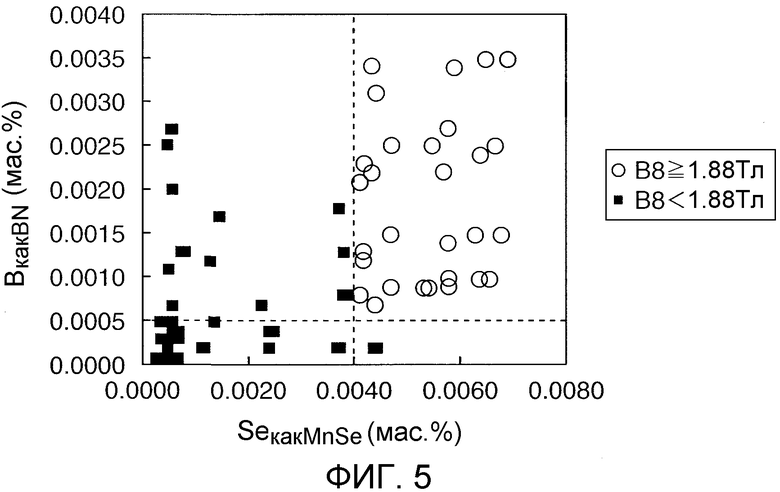
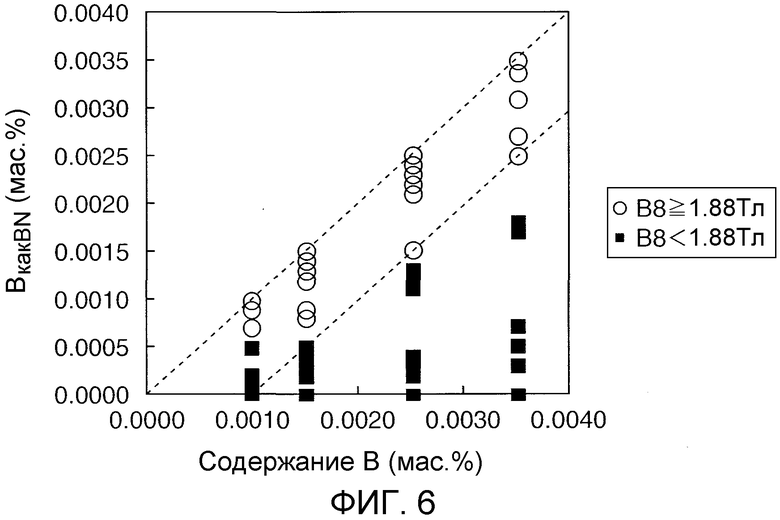
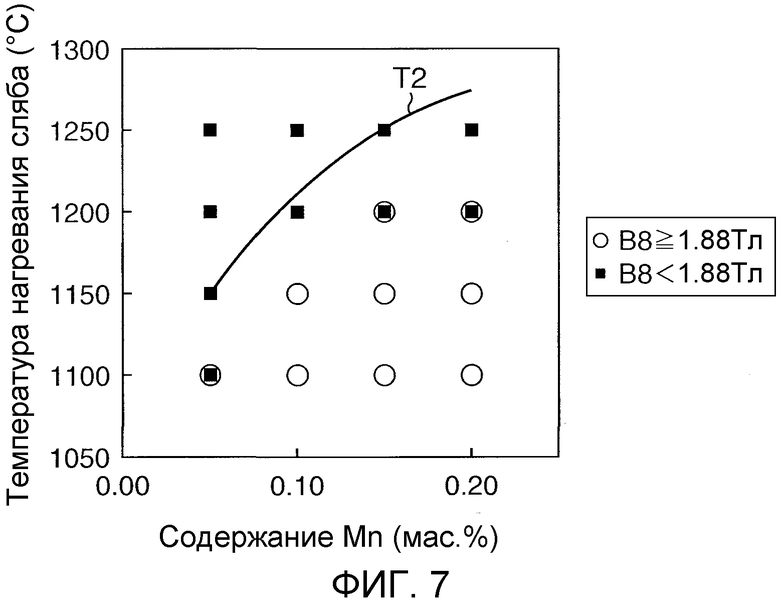
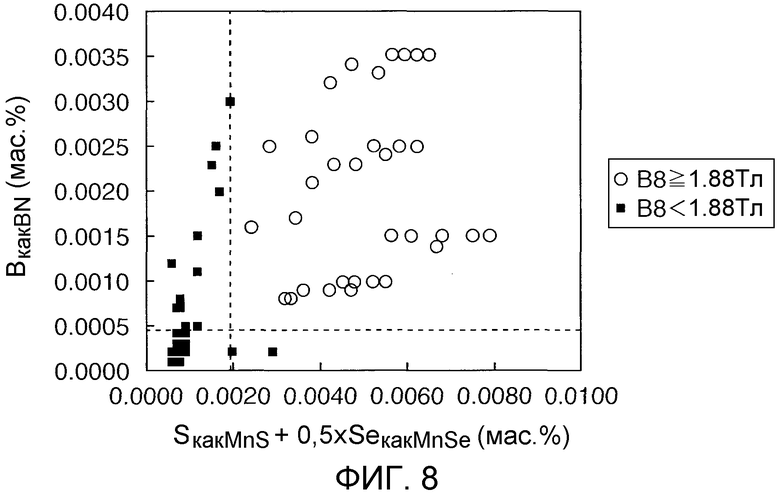
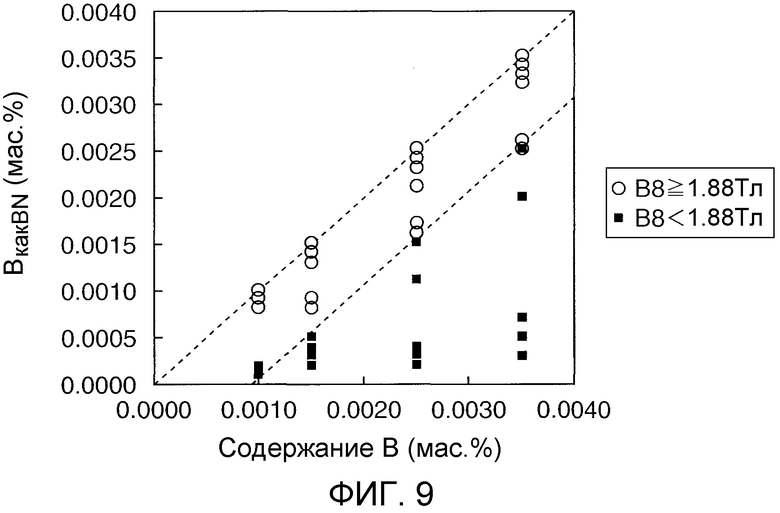
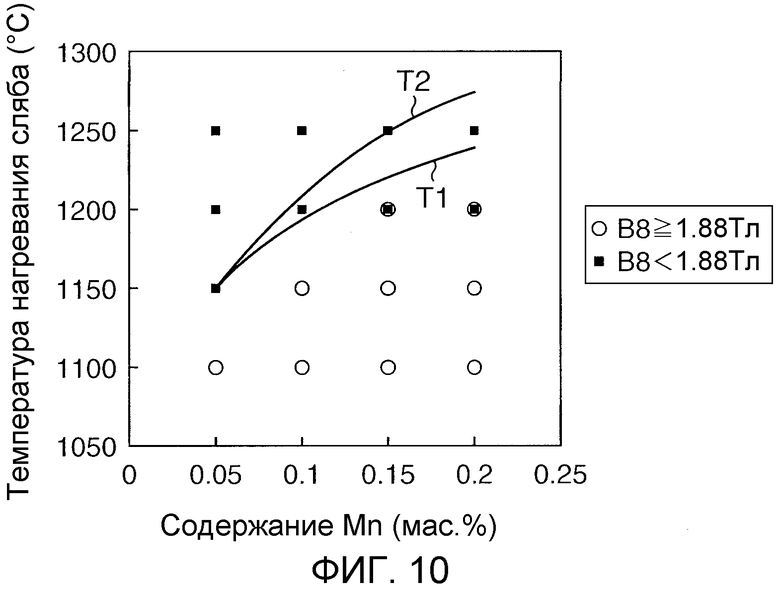
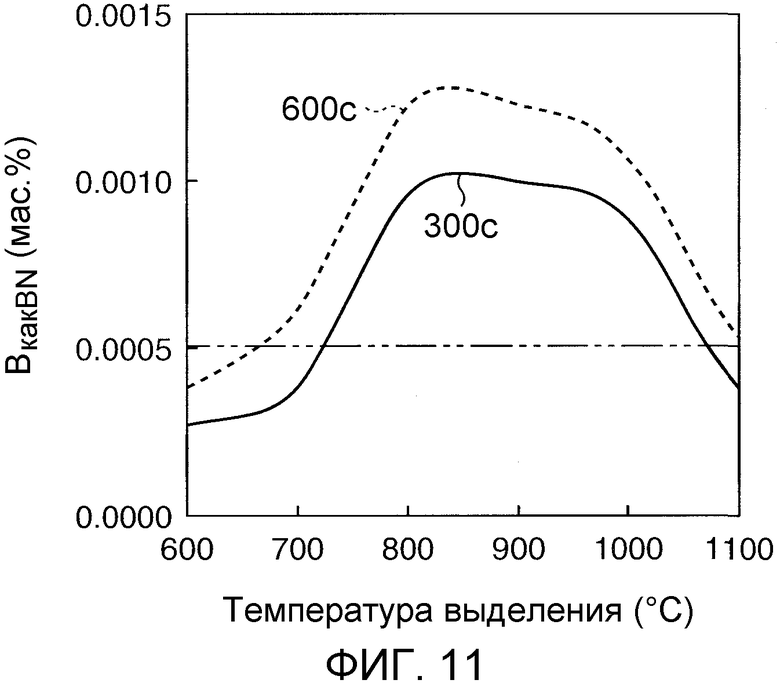
Изобретение относится к области металлургии. Для обеспечения высокой плотности магнитного потока в стали осуществляют горячую прокатку материала из кремнистой стали, содержащей, мас.%: от 0,8 до 7 Si, от 0,01 до 0,065 растворимого в кислоте Аl, от 0,004 до 0,012 N, от 0,05 до 1 Мn и от 0,0005 до 0,0080 В, С 0,085 или менее, Ti 0,004 или менее, по меньшей мере один элемент, выбранный из группы, состоящей из S и Se, составляющих в сумме от 0,003 до 0,015 мас.%, Fe и неизбежные примеси остальное, отжиг горячекатаной стальной полосы, однократную или многократную холодную прокатку, обезуглероживающий отжиг для первичной перекристаллизации, нанесение разделителя для отжига, содержащего MgO в качестве своего основного компонента и окончательный отжиг для вторичной перекристаллизации, при этом между началом обезуглероживающего отжига (стадия S4) и появлением кристаллов вторичной нерекристаллизации при окончательном обезуглероживании (стадия S5) проводят азотирующую обработку (стадия S6) для увеличения содержания N в обезуглероженной отожженной стальной полосе, а при горячей прокатке (стадия S1) материал из кремнистой стали выдерживают при температуре от 1000 до 800°С в течение 300 секунд или дольше, а затем осуществляют чистовую прокатку. 8 з.п. ф-лы, 11 ил., 16 табл., 19 пр.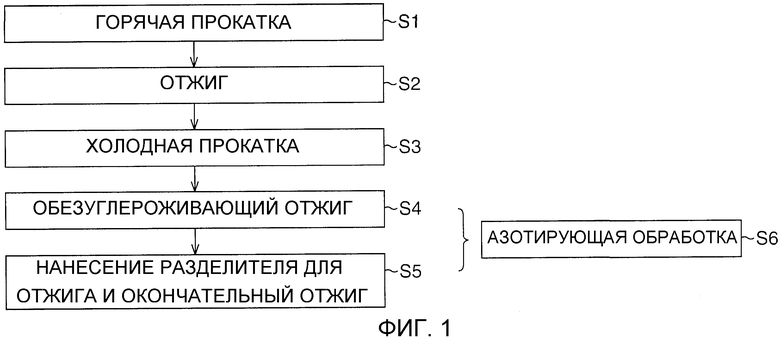
1. Способ производства текстурированной электротехнической листовой стали, включающий:
горячую прокатку материала из кремнистой стали для получения горячекатаной стальной полосы, причем материал из кремнистой стали содержит, мас.%: от 0,8 до 7 Si, от 0,01 до 0,065 растворимого в кислоте A1, от 0,004 до 0,012 N, от 0,05 до 1 Мn и от 0,0005 до 0,0080 В, материал из кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, состоящей из S и Se, составляющих в сумме от 0,003 до 0,015 мас.%, содержание С составляет 0,085 мас.% или менее, содержание Ti составляет 0,004 мас.% или менее, Fe и неизбежные примеси остальное,
отжиг горячекатаной стальной полосы для получения отожженной стальной полосы,
однократную или многократную холодную прокатку отожженной стальной полосы для получения холоднокатаной стальной полосы,
обезуглероживающий отжиг холоднокатаной стальной полосы для получения обезуглероженной отожженной стальной полосы, в которой вызвана первичная перекристаллизация,
нанесение разделителя для отжига, содержащего MgO в качестве своего основного компонента, на обезуглероженную отожженную стальную полосу и окончательный отжиг обезуглероженной отожженной стальной полосы для вторичной перекристаллизации,
при этом дополнительно проводят азотирующую обработку, при которой увеличивают содержание N в обезуглероженной отожженной стальной полосе, между началом обезуглероживающего отжига и возникновением вторичной перекристаллизации при окончательном отжиге, а при горячей прокатке осуществляют выдержку материала из кремнистой стали в интервале температур между 1000°С и 800°С в течение 300 с или дольше и затем проводят чистовую прокатку.
2. Способ по п.1, который дополнительно включает перед горячей прокаткой нагрев материала из кремнистой стали при заданной температуре в том случае, когда в материале из кремнистой стали не содержится Se, причем заданная температура равна или меньше, чем температура Т1 (°С), где температура Т1 выражается приведенным ниже уравнением (1)

где [Мn] представляет содержание Мn (мас.%) в материале из кремнистой стали, a [S] представляет содержание S (мас.%) в материале из кремнистой стали.
3. Способ по п.1, который дополнительно включает перед горячей прокаткой нагрев материала из кремнистой стали при заданной температуре в том случае, когда в материале из кремнистой стали не содержится S, причем заданная температура равна или меньше Т2 (°С), где температура Т2 выражается приведенным ниже уравнением (2)

где [Мn] представляет содержание Мn (мас.%) в материале из кремнистой стали, а [Se] представляет содержание Se (мас.%) в материале из кремнистой стали.
4. Способ по п.1, который дополнительно включает перед горячей прокаткой нагрев материала из кремнистой стали при заданной температуре в том случае, когда в материале из кремнистой стали содержатся S и Se, причем заданная температура равна или меньше, чем каждая из температуры Т1 (°С) и температуры Т2 (°С), где температура Т1 выражается приведенным ниже уравнением (1), а температура Т2 выражается приведенным ниже уравнением (2)
где [Мn] представляет содержание Мn (мас.%) в материале из кремнистой стали, [S] представляет содержание S (мас.%) в материале из кремнистой стали, a [Se] представляет содержание Se (мас.%) в материале из кремнистой стали.
5. Способ но любому из пп.1-4, в котором азотирующую обработку проводят при условии, что содержание N[N] в стальной полосе, полученной после азотирующей обработки, удовлетворяет приведенному ниже неравенству (3)

где [N] представляет содержание N (мас.%) в стальной полосе, полученной после азотирующей обработки, [А1] представляет содержание растворимого в кислоте А1 (мас.%) в стальной полосе, полученной после азотирующей обработки, [В] представляет содержание В (мас.%) в стальной полосе, полученной после азотирующей обработки, a [Ti] представляет содержание Ti (мас.%) в стальной полосе, полученной после азотирующей обработки.
6. Способ по любому из пп.1-4, в котором азотирующую обработку проводят при условии, что содержание N[N] в стальной полосе, полученной после азотирующей обработки, удовлетворяет приведенному ниже неравенству (4):

где [N] представляет содержание N (мас.%) в стальной полосе, полученной после азотирующей обработки, [Аl] представляет содержание растворимого в кислоте Аl (мас.%) в стальной полосе, полученной после азотирующей обработки, [В] представляет содержание В (мас.%) в стальной полосе, полученной после азотирующей обработки, a [Ti] представляет содержание Ti (мас.%) в стальной полосе, полученной после азотирующей обработки.
7. Способ по любому из пп.1-4, в котором материал из кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, состоящей из, мас.%: 0,3 или менее Сr, 0,4 или менее Сu, 1 или менее Ni, 0,5 или менее Р, 0,1 или менее Мо, 0,3 или менее Sn, 0,3 или менее Sb и 0,01 или менее Bi.
8. Способ по п.5, в котором материал из кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, состоящей из, мас.%: 0,3 или менее Сr, 0,4 или менее Cu, 1 или менее Ni, 0,5 или менее Р, 0,1 или менее Мо, 0,3 или менее Sn, 0,3 или менее Sb и 0,01 или менее Bi.
9. Способ по п.6, в котором материал из кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, состоящей из, мас.%: 0,3 или менее Сr, 0,4 или менее Cu, 1 или менее Ni, 0,5 или менее Р, 0,1 или менее Мо, 0,3 или менее Sn, 0,3 или менее Sb и 0,01 или менее Bi.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| EP 1057898 A2, 06.12.2000 | |||
| US 6228182 B1, 08.05.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |

