ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к листу анизотропной электротехнической стали, способу формирования изоляционного покрытия листа анизотропной электротехнической стали и способу производства листа анизотропной электротехнической стали. Приоритет испрашивается по заявке на патент Японии № 2019-005237, поданной 16 января 2019 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Лист анизотропной электротехнической стали представляет собой стальной лист, который содержит кремний (Si) в количестве приблизительно 0,5-7 мас.% и имеет кристаллографическую ориентацию, выставленную с ориентировкой {110}<001> (ориентировкой Госса) за счет использования явления, называемого вторичной рекристаллизацией. В настоящем документе ориентировка {110}<001> означает, что плоскость {110} кристалла выставлена параллельно прокатанной поверхности, а ось <001> кристалла выставлена параллельно направлению прокатки.
[0003] Лист анизотропной электротехнической стали используется главным образом для железного сердечника трансформатора и т.п. в качестве магнитно-мягкого материала. Поскольку лист анизотропной электротехнической стали значительно влияет на характеристики трансформатора, было выполнено исследование с целью улучшения характеристик возбуждения и характеристик магнитных потерь листа анизотропной электротехнической стали.
[0004] Типичный способ производства листа анизотропной электротехнической стали заключается в следующем. Стальная заготовка с заданным составом нагревается и подвергается горячей прокатке для того, чтобы получить горячекатаный стальной лист. Этот горячекатаный стальной лист по мере необходимости подвергается отжигу в состоянии горячей полосы, а затем холодной прокатке для того, чтобы получить холоднокатаный стальной лист. Этот холоднокатаный стальной лист подвергается обезуглероживающему отжигу, чтобы активировать первичную рекристаллизацию. Подвергнутый обезуглероживающему отжигу стальной лист после обезуглероживающего отжига окончательно отжигается, чтобы активировать вторичную рекристаллизацию.
[0005] После обезуглероживающего отжига и перед окончательным отжигом на поверхность подвергнутого обезуглероживающему отжигу стального листа наносится водная суспензия, включающая сепаратор отжига, главным компонентом которого является MgO, а затем сушится. Этот подвергнутый обезуглероживающему отжигу стальной лист сматывается в рулон, а затем окончательно отжигается. Во время окончательного отжига MgO, содержащийся в сепараторе отжига, реагирует с SiO2, содержащимся во внутренне окисленном слое, сформированном на поверхности стального листа обезуглероживающим отжигом, и тем самым на поверхности стального листа формируется первичный слой (называемый «стеклянной пленкой» или «пленкой форстерита»), который включает в себя главным образом форстерит (Mg2SiO4). В дополнение, после формирования стеклянной пленки (то есть после окончательного отжига) на поверхность окончательно отожженного стального листа наносится раствор, который включает в себя главным образом коллоидный кремнезем и фосфат, например, и прокаливается, и тем самым формируется изоляционное покрытие с натяжением (называемое «вторичным слоем»).
[0006] Вышеупомянутая стеклянная пленка действует как изолятор, а также улучшает адгезию изоляционного покрытия с натяжением, формируемого на стеклянной пленке. Натяжение прикладывается к основному стальному листу за счет сцепления стеклянной пленки, изоляционного покрытия с натяжением и основного стального листа. В результате магнитные потери в листе анизотропной электротехнической стали уменьшаются.
[0007] Однако, поскольку стеклянная пленка является немагнитным материалом, ее присутствие неблагоприятно с магнитной точки зрения. Кроме того, граница раздела между основным стальным листом и стеклянной пленкой имеет проникающую структуру, так что стеклянная пленка сложно переплетается с листом, и эта проникающая структура имеет тенденцию подавлять движение стенки доменов, когда лист анизотропной электротехнической стали намагничивается. Таким образом, наличие стеклянной пленки может вызывать увеличение магнитных потерь.
[0008] Например, в том случае, когда образование стеклянной пленки подавлено, формирование проникающей структуры может быть подавлено, а значит, и доменная стенка может легко перемещаться во время намагничивания. Однако в том случае, когда образование стеклянной пленки просто подавляется, адгезия изоляционного покрытия с натяжением не гарантируется, а значит, и достаточное натяжение не прикладывается к основному стальному листу. В результате становится трудно уменьшить магнитные потери.
[0009] Как описано выше, в настоящее время в том случае, когда стеклянная пленка удаляется с листа анизотропной электротехнической стали, доменная стенка может легко перемещаться, и поэтому ожидается, что магнитные характеристики улучшатся. С другой стороны, в вышеупомянутом случае натяжение практически не прикладывается к основному стальному листу, и поэтому неизбежно ухудшение магнитных характеристик (особенно магнитных потерь). Следовательно, в том случае, когда реализован лист анизотропной электротехнической стали, в котором стеклянная пленка удалена, а адгезия покрытия гарантирована, ожидается, что магнитные характеристики улучшатся.
[0010] В прошлом было исследовано улучшение адгезии изоляционного покрытия с натяжением для листа анизотропной электротехнической стали без стеклянной пленки.
[0011] Например, патентный документ 1 раскрывает метод промывки стального листа путем его погружения в водный раствор серной кислоты или сульфата с концентрацией 2-30% перед формированием изоляционного покрытия с натяжением. Патентный документ 2 раскрывает метод проведения предварительной обработки поверхности стального листа с использованием окисляющей кислоты перед формированием изоляционного покрытия с натяжением. Патентный документ 3 раскрывает лист анизотропной электротехнической кремнистой стали, в который включен внешне окисленный слой, содержащий главным образом кремнезем, и в котором металлическое железо с долей площади сечения 30% или меньше включено в этот внешне окисленный слой. Патентный документ 4 раскрывает лист анизотропной электротехнической стали, в котором тонкие линейные канавки формируются непосредственно на поверхности основного стального листа в листе анизотропной электротехнической стали, и эти тонкие линейные канавки обладают глубиной 0,05-2 мкм и интервалом 0,05-2 мкм.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0012] Патентный документ 1: Японская нерассмотренная патентная заявка, первая публикация № H05-311453
Патентный документ 2: Японская нерассмотренная патентная заявка, первая публикация № 2002-249880
Патентный документ 3: Японская нерассмотренная патентная заявка, первая публикация № 2003-313644
Патентный документ 4: Японская нерассмотренная патентная заявка, первая публикация № 2001-303215
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РЕШАЕМАЯ ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0013] Как описано выше, лист анизотропной электротехнической стали без стеклянной пленки имеет плохую адгезию изоляционного покрытия с натяжением. Например, в том случае, когда вышеупомянутый лист анизотропной электротехнической стали выдерживается в течение длительного времени, изоляционное покрытие с натяжением может отслаиваться. В этом случае натяжение не прикладывается к основному стальному листу. Для листа анизотропной электротехнической стали чрезвычайно важно улучшить адгезию изоляционного покрытия с натяжением.
[0014] Методы, раскрытые в патентных документах 1-4, соответственно предназначены для улучшения адгезии изоляционного покрытия с натяжением. Однако в этих методах неясно, стабильно ли достигается адгезия и получается ли в результате эффект улучшения магнитных потерь. Вышеупомянутых методов недостаточно для того, чтобы получить этот эффект.
[0015] Настоящее изобретение было создано с учетом вышеупомянутых ситуаций. Задача настоящего изобретения состоит в том, чтобы предложить лист анизотропной электротехнической стали, обладающий превосходной адгезией изоляционного покрытия с натяжением даже без стеклянной пленки (пленки форстерита). В дополнение, задача настоящего изобретения состоит в том, чтобы предложить способ формирования вышеупомянутого изоляционного покрытия и производства вышеупомянутого листа анизотропной электротехнической стали.
РЕШЕНИЕ ПРОБЛЕМЫ
[0016] Аспекты настоящего изобретения заключаются в следующем.
[0017] (1) Лист анизотропной электротехнической стали в соответствии с одним аспектом настоящего изобретения, не имеющий пленки форстерита, включает в себя:
основной стальной лист;
оксидный слой, расположенный в контакте с основным стальным листом; и
изоляционное покрытие с натяжением, расположенное в контакте с оксидным слоем,
причем основной стальной лист включает в свой химический состав, в мас.%:
2,5-4,0% Si,
0,05-1,00% Mn,
0-0,01% C,
0-0,005% S+Se,
0-0,01% раств.Al,
0-0,005% N,
0-0,03% Bi,
0-0,03% Те,
0-0,03% Pb,
0-0,50% Sb,
0-0,50% Sn,
0-0,50% Cr,
0-1,0% Cu, и
остальное, состоящее из железа и примесей,
оксидный слой является железооксидным слоем,
когда железооксидный слой анализируется с помощью инфракрасной спектроскопии с преобразованием Фурье, когда A650 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 650 см-1 в инфракрасном спектре поглощения, и когда A1250 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 1250 см-1 в инфракрасном спектре поглощения,
A650 и A1250 удовлетворяют условию 0,2≤A650/A1250≤5,0, и
магнитная индукция B8 в направлении прокатки листа анизотропной электротехнической стали составляет 1,90 Тл или больше.
(2) В листе анизотропной электротехнической стали по пункту (1) средняя толщина железооксидного слоя может составлять 200-500 нм.
(3) Способ формирования изоляционного покрытия листа анизотропной электротехнической стали без пленки форстерита в соответствии с одним аспектом настоящего изобретения включает в себя процесс формирования изоляционного покрытия с натяжением на стальной подложке,
причем в процессе формирования изоляционного покрытия
на оксидный слой стальной подложки наносят раствор для формирования изоляционного покрытия с натяжением и прокаливают,
при этом стальная подложка включает в себя основной стальной лист и оксидный слой, расположенный в контакте с основным стальным листом,
основной стальной лист включает в свой химический состав, в мас.%:
2,5-4,0% Si,
0,05-1,00% Mn,
0-0,01% C,
0-0,005% S+Se,
0-0,01% раств.Al,
0-0,005% N,
0-0,03% Bi,
0-0,03% Те,
0-0,03% Pb,
0-0,50% Sb,
0-0,50% Sn,
0-0,50% Cr,
0-1,0% Cu, и
остальное, состоящее из железа и примесей,
оксидный слой является железооксидным слоем, и
когда железооксидный слой анализируется с помощью инфракрасной спектроскопии с преобразованием Фурье, когда A650 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 650 см-1 в инфракрасном спектре поглощения, и когда A1250 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 1250 см-1 в инфракрасном спектре поглощения,
A650 и A1250 удовлетворяют условию 0,2≤A650/A1250≤5,0.
(4) В способе формирования изоляционного покрытия листа анизотропной электротехнической стали по пункту (3) средняя толщина железооксидного слоя может составлять 200-500 нм.
(5) Способ производства листа анизотропной электротехнической стали без пленки форстерита в соответствии с одним аспектом настоящего изобретения включает в себя
процесс горячей прокатки с нагреванием и затем горячей прокаткой стальной заготовки для получения горячекатаного стального листа,
процесс отжига в состоянии горячей полосы с необязательным отжигом горячекатаного стального листа для получения отожженного в состоянии горячей полосы стального листа;
процесс холодной прокатки с холодной прокаткой горячекатаного стального листа или отожженного в состоянии горячей полосы стального листа один или множество раз с промежуточным отжигом между ними для получения холоднокатаного стального листа,
процесс обезуглероживающего отжига с обезуглероживающим отжигом холоднокатаного стального листа для получения подвергнутого обезуглероживающему отжигу стального листа;
процесс окончательного отжига с нанесением сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист и после этого окончательным отжигом подвергнутого обезуглероживающему отжигу стального листа для получения окончательно отожженного стального листа;
процесс оксидирования с проведением по очереди обработки промывкой, обработки травлением и термической обработки окончательно отожженного стального листа для получения оксидированного стального листа,
процесс формирования изоляционного покрытия с нанесением раствора для формирования изоляционного покрытия с натяжением на поверхность оксидированного стального листа и прокаливанием этого раствора,
причем в процессе горячей прокатки
стальная заготовка включает в свой химический состав, в мас.%:
2,5-4,0% Si,
0,05-1,00% Mn,
0,02-0,10% C,
0,005-0,080% S+Se,
0,010-0,07% раств.Al,
0,005-0,020% N,
0-0,03% Bi,
0-0,03% Те,
0-0,03% Pb,
0-0,50% Sb,
0-0,50% Sn,
0-0,50% Cr,
0-1,0% Cu, и
остальное, состоящее из железа и примесей, и
при этом в процессе оксидирования
в качестве обработки промывкой поверхность окончательно отожженного стального листа промывают,
в качестве обработки травлением окончательно отожженный стальной лист травят с использованием 5-20 мас.% серной кислоты, и
в качестве термической обработки окончательно отожженный стальной лист выдерживают в диапазоне температур 700-850°C в течение 10-50 секунд в атмосфере с концентрацией кислорода 5-21 об.% и точкой росы от -10 до 30°C.
(6) В способе производства листа анизотропной электротехнической стали по пункту (5), в процессе окончательного отжига,
сепаратор отжига может включать в себя MgO и Al2O3 в суммарном количестве 85 мас.% или более,
MgO:Al2O3, которое представляет собой массовое соотношение MgO и Al2O3, может составлять от 3:7 до 7:3, и
сепаратор отжига может включать в себя хлорид висмута в количестве 0,5-15 мас.% по сравнению с суммарным количеством MgO и Al2O3.
(7) В способе производства листа анизотропной электротехнической стали по пункту (5), в процессе окончательного отжига,
сепаратор отжига может включать в себя MgO в количестве 60 мас.% или больше, и
образовавшаяся на поверхности пленка форстерита может быть удалена путем шлифовки или травления поверхности окончательно отожженного стального листа после окончательного отжига.
(8) В способе производства листа анизотропной электротехнической стали по любому из пунктов (5)-(7), в процессе обезуглероживающего отжига,
когда S1 является средней скоростью нагрева в единицах °C/секунду в диапазоне температур 500°C или больше и меньше 600°C в ходе подъема температуры холоднокатаного стального листа, и когда S2 является средней скоростью нагрева в единицах °C/секунду в диапазоне температур 600°C или больше и 700°C или меньше в ходе подъема температуры холоднокатаного стального листа,
S1 и S2 могут удовлетворять условиям 300≤S1≤1000, 1000≤S2≤3000 и 1,0<S2/S1≤10,0.
(9) В способе производства листа анизотропной электротехнической стали по любому из пунктов (5)-(8), в процессе горячей прокатки,
стальная заготовка может включать в свой химический состав, в мас.%, по меньшей мере один элемент, выбранный из группы, состоящей из
0,0005-0,03% Bi,
0,0005-0,03% Те и
0,0005-0,03% Pb.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0018] В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить лист анизотропной электротехнической стали, обладающий превосходной адгезией изоляционного покрытия с натяжением даже без стеклянной пленки (пленки форстерита). В дополнение, возможно обеспечить способ формирования вышеупомянутого изоляционного покрытия и способ производства вышеупомянутого листа анизотропной электротехнической стали.
[0019] В частности, в соответствии с вышеописанными аспектами настоящего изобретения стеклянная пленка не включается, формирование проникающей структуры подавляется, и тем самым стенка домена может легко перемещаться. В дополнение, морфология железооксидного слоя контролируется, гарантируется адгезия изоляционного покрытия с натяжением, и тем самым к основному стальному листу может быть приложено достаточное натяжение. В результате возможно получить превосходные магнитные характеристики листа анизотропной электротехнической стали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Фиг. 1A – иллюстрация сечения, показывающая лист анизотропной электротехнической стали в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 1B – иллюстрация сечения, показывающая модификацию листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
Фиг. 2A – инфракрасный спектр поглощения при инфракрасной спектроскопии с преобразованием Фурье.
Фиг. 2B – инфракрасный спектр поглощения при инфракрасной спектроскопии с преобразованием Фурье.
Фиг. 3 - блок-схема, иллюстрирующая способ производства листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0021] Далее будут подробно описаны предпочтительный вариант осуществления настоящего изобретения. Однако настоящее изобретение не ограничено только конфигурацией, которая раскрыта в данном варианте осуществления, и возможны различные модификации, не отступающие от аспекта настоящего изобретения. В дополнение, описываемый ниже ограничивающий диапазон включает в себя свой нижний предел и свой верхний предел. Однако значение, выражаемое с помощью «больше чем» или «меньше чем», не включается в этот диапазон. Если не указано иное, «%», относящийся к химическому составу, представляет собой «мас.%».
[0022] Кроме того, в варианте осуществления и на чертежах повторяющиеся объяснения в отношении компонента, который выполняет по существу ту же функцию, опускаются, а для его обозначения используется то же самое ссылочное обозначение.
[0023] Авторы настоящего изобретения провели тщательное исследование для улучшения адгезии изоляционного покрытия с натяжением для листа анизотропной электротехнической стали без стеклянной пленки (пленки форстерита). В результате было найдено, что даже без стеклянной пленки адгезия покрытия может быть обеспечена путем формирования благоприятного железооксидного слоя с помощью следующих обработок. В частности, окончательно отожженный стальной лист без стеклянной пленки после окончательного отжига подвергают промывочной обработке промывкой его поверхности, обработке травлением с использованием серной кислоты, а затем термической обработке в заданной атмосфере.
[0024] Кроме того, было найдено, что в листе анизотропной электротехнической стали с вышеупомянутым конкретным железооксидным слоем степень выстраивания кристаллографической ориентации основного стального листа значительно влияет на магнитные характеристики после формирования изоляционного покрытия с натяжением и после обработки измельчением магнитных доменов, и что вышеупомянутое влияние более сильное, чем ожидалось. Авторы настоящего изобретения также обнаружили, что можно предпочтительно улучшить магнитные характеристики путем управления скоростью нагрева для обезуглероживающего отжига и/или путем включения в химический состав стальной заготовки элемента, увеличивающего интенсивность ингибитора.
<Лист анизотропной электротехнической стали>
[0025] Главные признаки листа анизотропной электротехнической стали в соответствии с вариантом осуществления описываются со ссылкой на Фиг. 1A и Фиг. 1B. Фиг. 1A и Фиг. 1B представляют собой иллюстрации, схематически показывающие структуру листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
[0026] Как схематично показано на Фиг. 1A, лист 10 анизотропной электротехнической стали согласно варианту осуществления включает в себя основной стальной лист 11, железооксидный слой 13, расположенный в контакте с основным стальным листом 11, и изоляционное покрытие 15 с натяжением, расположенное в контакте с железооксидным слоем 13. В листе 10 анизотропной электротехнической стали стеклянная пленка (пленка форстерита) между основным стальным листом 11 и изоляционным покрытием 15 с натяжением отсутствует. В листе 10 анизотропной электротехнической стали железооксидный слой 13 и изоляционное покрытие 15 с натяжением могут быть сформированы на по меньшей мере одной поверхности основного стального листа 11. В общем, железооксидный слой 13 и изоляционное покрытие 15 с натяжением формируют на обеих поверхностях основного стального листа 11, как схематично показано на Фиг. 1B.
[0027] Далее лист 10 анизотропной электротехнической стали согласно варианту осуществления объясняется с упором на его характерные признаки. В следующем описании может быть опущено подробное описание известных признаков, а также признаков, которые могут быть реализованы специалистом в данной области техники.
(Основной стальной лист 11)
[0028] Основной стальной лист 11 получают путем использования стальной заготовки с заданным химическим составом и применения заданных условий производства, и таким образом контролируют химический состав и текстуру. Химический состав основного стального листа 11 подробно описывается ниже.
(Железооксидный слой 13)
[0029] Железооксидный слой 13 является оксидным слоем, который действует как промежуточный слой между основным стальным листом 11 и изоляционным покрытием 15 с натяжением в листе 10 анизотропной электротехнической стали согласно варианту осуществления. Железооксидный слой 13 включает в себя главным образом оксиды железа. Составляющие фазы в нем конкретно не ограничены. В листе 10 анизотропной электротехнической стали в соответствии с вариантом осуществления железооксидный слой 13 определяется как оксидный слой, который удовлетворяет описанному позже условию 0,2≤A650/A1250≤5,0. С другой стороны, пленка форстерита, оксидный слой за исключением железооксидного слоя и т.п. не удовлетворяют условию 0,2≤A650/A1250≤5,0.
[0030] Железооксидный слой 13 включает в себя главным образом оксиды железа, такие как магнетит (Fe3O4), гематит (Fe2O3) и фаялит (Fe2SiO4). В дополнение к вышеупомянутым оксидам железа, он может включать оксид кремния (SiO2) и т.п. Наличие железооксидного слоя 13 может быть подтверждено путем проведения инфракрасной спектроскопии с преобразованием Фурье (FT-IR) на той поверхности, где не сформировано изоляционное покрытие 15 с натяжением (на той поверхности, где изоляционное покрытие 15 с натяжением удалено).
[0031] Оксиды железа образуются, например, при реагировании кислорода с поверхностью окончательно отожженного стального листа. Железооксидный слой 13 включает в себя главным образом оксиды железа, и за счет этого адгезия с основным стальным листом 11 улучшается. В большинстве случаев трудно улучшить адгезию между металлами и керамикой. Однако в листе 10 анизотропной электротехнической стали согласно варианту осуществления железооксидный слой 13 расположен между основным стальным листом 11 и изоляционным покрытием 15 с натяжением, которое является своего рода керамикой, и тем самым адгезия изоляционного покрытия 15 с натяжением улучшается даже без стеклянной пленки.
[0032] Средняя толщина железооксидного слоя 13 (средняя толщина d1 на Фиг. 1A и Фиг. 1B) предпочтительно находится в диапазоне 200-500 нм, например. Когда средняя толщина d1 железооксидного слоя 13 составляет 200 нм или больше, адгезия может быть благоприятно улучшена. С другой стороны, когда средняя толщина d1 железооксидного слоя 13 составляет более 500 нм, железооксидный слой 13 может быть чрезмерно толстым, и может частично происходить отслаивание. Средняя толщина d1 железооксидного слоя 13 предпочтительно составляет 220 нм или больше, а более предпочтительно 250 нм или больше. Более того, средняя толщина d1 железооксидного слоя 13 предпочтительно составляет 480 нм или меньше, а более предпочтительно 450 нм или меньше.
[0033] Вышеупомянутая средняя толщина d1 железооксидного слоя 13 может быть измерена путем наблюдения распределения связи между железом и кислородом с использованием, например, рентгеновской фотоэлектронной спектроскопии (XPS). В частности, спектр XPS измеряют при распылении с поверхности, и среднюю толщину d1 железооксидного слоя 13 можно рассматривать как диапазон от того положения, где в спектре появляется пик Fe-O при 712 эВ, до того положения, где указанный выше пик Fe-O заменяется пиком металлического Fe, который появляется в спектре при 708 эВ.
[0034] Когда измеряемый образец имеет изоляционное покрытие 15 с натяжением в качестве самого внешнего слоя, анализ XPS может быть проведен после уменьшения толщины изоляционного покрытия 15 с натяжением. Например, толщина изоляционного покрытия 15 с натяжением предварительно подтверждается по сечению вдоль направления по толщине листа 10 анизотропной электротехнической стали, а затем поверхность листа 10 анизотропной электротехнической стали механически полируется параллельно так, чтобы толщина изоляционного покрытия 15 с натяжением стала менее 0,1 мкм. После этого анализ XPS может быть проведен с использованием вышеописанного листа 10 анизотропной электротехнической стали. Спектр, исходящий от изоляционного покрытия 15 с натяжением, может быть обнаружен сразу после начала анализа XPS (сразу после начала распыления). С течением времени обнаруживается пик Fe-O, который появляется при 712 эВ и исходит от железооксидного слоя 13. После этого обнаруживается пик металлического Fe, который появляется при 708 эВ и исходит от основного стального листа 11. На основании вышеупомянутого пика Fe-O и вышеупомянутого пика металлического Fe можно измерить среднюю толщину d1 железооксидного слоя 13, как описано выше.
[0035] Составляющие фазы в железооксидном слое 13 конкретно не ограничены. При необходимости, можно идентифицировать составляющую фазу с помощью рентгеновской кристаллографии, анализа XPS и т.п.
(Изоляционное покрытие 15 с натяжением)
[0036] Изоляционное покрытие 15 с натяжением расположено на поверхности железооксидного слоя 13. Изоляционное покрытие 15 с натяжением гарантирует электрическую изоляцию для листа 10 анизотропной электротехнической стали, и тем самым потери на вихревые токи уменьшаются. В результате характеристики магнитных потерь улучшаются. В дополнение к электрической изоляции, изоляционное покрытие 15 с натяжением улучшает коррозионную стойкость, термостойкость, скольжение и т.п. у листа 10 анизотропной электротехнической стали.
[0037] Кроме того, изоляционное покрытие 15 с натяжением прикладывает натяжение к основному стальному листу 11. Когда к основному стальному листу 11 прикладывается натяжение, движение стенки магнитного домена становится более легким во время процесса намагничивания, а значит, характеристики магнитных потерь листа 10 анизотропной электротехнической стали улучшаются.
[0038] Средняя толщина изоляционного покрытия 15 с натяжением конкретно не ограничена, но может составлять, например, 0,1-10 мкм.
[0039] Кроме того, можно облучать поверхность изоляционного покрытия 15 с натяжением непрерывным лазерным лучом или электронным лучом для измельчения магнитного домена.
[0040] Например, изоляционное покрытие 15 с натяжением формируют нанесением раствора для формирования изоляционного покрытия, который включает в себя главным образом фосфат металла и коллоидный кремнезем, на поверхность железооксидного слоя 13, расположенного в контакте с основным стальным листом 11, и прокаливанием этого раствора.
<Толщина листа 10 анизотропной электротехнической стали>
[0041] Средняя толщина листа 10 анизотропной электротехнической стали согласно варианту осуществления (средняя толщина t на Фиг. 1A и Фиг. 1B) конкретно не ограничена, но может составлять, например, 0,17-0,35 мм.
<Химический состав основного стального листа 11>
[0042] Далее будет подробно описан химический состав основного стального листа 11 листа 10 анизотропной электротехнической стали согласно варианту осуществления. Описанное в дальнейшем процентное количество соответствующих элементов указывается в массовых процентах (мас.%), если явно не указано иное.
[0043] В листе анизотропной электротехнической стали 10 согласно варианту осуществления основной стальной лист 11 включает в свой химический состав основные элементы, необязательные элементы по мере необходимости, а остальное состоит из Fe и примесей.
[0044] В варианте осуществления основной стальной лист 11 включает в себя Si и Mn в качестве основных элементов (главных легирующих элементов).
(2,5-4,0% Si)
[0045] Si (кремний) является элементом, который увеличивает электрическое сопротивление стали и уменьшает потери на вихревые токи. Когда содержание Si составляет менее 2,5%, вышеупомянутый эффект уменьшения потерь на вихревые токи получается в недостаточной степени. С другой стороны, когда содержание Si составляет более 4,0%, холодная обрабатываемость стали ухудшается. Таким образом, в варианте осуществления содержание Si в основном стальном листе 11 должно составлять 2,5-4,0%. Содержание Si предпочтительно составляет 2,7% или больше, а более предпочтительно 2,8% или больше. Кроме того, содержание Si предпочтительно составляет 3,9% или меньше, а более предпочтительно 3,8% или меньше.
(0,05-1,0% Mn)
[0046] Mn (марганец) образует в процессах производства MnS и MnSe, связываясь с S и/или Se, что объяснено позже. Эти выделения действуют как ингибитор (ингибитор нормального роста зерна) и вызывают вторичную рекристаллизацию в стали во время окончательного отжига. Кроме того, Mn является элементом, который улучшает горячую обрабатываемость стали. Когда содержание Mn составляет менее 0,05%, этот эффект проявляется в недостаточной степени. С другой стороны, когда содержание Mn составляет более 1,0%, вторичная рекристаллизация не происходит, и магнитные характеристики стали ухудшаются. Таким образом, в варианте осуществления содержание Mn в основном стальном листе 11 должно составлять 0,05-1,0%. Содержание марганца предпочтительно составляет 0,06% или больше. Кроме того, содержание Mn предпочтительно составляет 0,50% или меньше.
[0047] В варианте осуществления основной стальной лист 11 может включать в себя примеси. Примеси соответствуют элементам, которые загрязняют сталь во время ее промышленного производства из руд и лома, которые используются в качестве сырья для производства стали, или из окружающей среды производственного процесса.
[0048] Кроме того, в варианте осуществления основной стальной лист 11 в дополнение к основным элементам и примесям может включать в себя необязательные элементы. Например, вместо части Fe, составляющего остальное, лист кремнистой стали может включать в себя такие необязательные элементы, как C, S, Se, раств.Al (кислоторастворимый Al), N, Bi, Te, Pb, Sb, Sn, Cr и Cu. Необязательные элементы могут включаться в состав по мере необходимости. Таким образом, нижний предел содержания соответствующих необязательных элементов не должен быть ограничен, и этот нижний предел может составлять 0 мас.%. Кроме того, даже если необязательные элементы могут быть включены как примеси, вышеупомянутые эффекты не затрагиваются.
(0-0,01% C)
[0049] C (углерод) является необязательным элементом. C – это элемент, эффективный для управления микроструктурой до завершения процесса обезуглероживающего отжига в производственных процессах, и при этом улучшаются магнитные характеристики листа анизотропной электротехнической стали. Однако в конечном продукте, когда содержание C в основном стальном листе 11 составляет более 0,01%, магнитные характеристики листа 10 анизотропной электротехнической стали ухудшаются. Таким образом, в варианте осуществления содержание C в основном стальном листе 11 должно составлять 0,01% или меньше. Содержание C предпочтительно составляет 0,005 мас.% или меньше. С другой стороны, нижний предел содержания C в основном стальном листе 11 конкретно не ограничен и может составлять 0%. Предпочтительно, чтобы содержание C было как можно более низким. Однако, даже когда содержание C уменьшается до величины менее 0,0001%, эффект управления микроструктурой насыщается, а производственные затраты увеличиваются. Таким образом, содержание C предпочтительно составляет 0,0001% или больше.
(0-0,005% в сумме S+Se)
[0050] S (сера) и Se (селен) являются необязательными элементами. S и Se образуют MnS и MnSe, которые действуют как ингибитор, связываясь с Mn в производственных процессах. Однако, когда суммарное количество S и Se в основном стальном листе 11 составляет более 0,005%, ингибитор остается в основном стальном листе 11, и магнитные характеристики ухудшаются. Таким образом, в варианте осуществления суммарное количество S и Se в основном стальном листе 11 должно составлять 0,005% или меньше. С другой стороны, нижний предел суммарного количества S и Se в основном стальном листе 11 конкретно не ограничен и может составлять 0%. Предпочтительно, чтобы суммарное количество S и Se было как можно более низким. Однако, даже когда суммарное количество S и Se уменьшается до величины менее 0,0001%, производственные затраты увеличиваются. Таким образом, суммарное количество S и Se предпочтительно составляет 0,0001% или больше.
(0-0,01% раств.Al)
[0051] Раств.Al (кислоторастворимый алюминий Al) является необязательным элементом. Al образует AlN, который действует как ингибитор, связываясь с N в производственных процессах. Однако, когда содержание раств.Al составляет более 0,01%, ингибитор чрезмерно остается в основном стальном листе 11, и магнитные характеристики ухудшаются. Таким образом, в варианте осуществления содержание раств.Al в основном стальном листе 11 должно составлять 0,01% или меньше. Содержание раств.Al предпочтительно составляет 0,005% или меньше, а более предпочтительно 0,004% или меньше. Нижний предел содержания раств.Al в основном стальном листе 11 конкретно не ограничен, но может составлять 0%. Однако при уменьшении содержания раств.Al до величины менее 0,0001% производственные затраты увеличиваются. Таким образом, содержание раств.Al предпочтительно составляет 0,0001% или больше.
(0-0,005% N)
[0052] N (азот) является необязательным элементом. N образует AlN, который действует как ингибитор, связываясь с Al в производственных процессах. Однако, когда содержание N составляет более 0,005%, ингибитор чрезмерно остается в основном стальном листе 11, и магнитные характеристики ухудшаются. Таким образом, в варианте осуществления содержание N в основном стальном листе 11 должно составлять 0,005% или меньше. Содержание N предпочтительно составляет 0,004 мас.% или меньше. Нижний предел содержания N в основном стальном листе 11 конкретно не ограничен, но может составлять 0%. Однако при уменьшении содержания N до величины менее 0,0001% производственные затраты увеличиваются. Таким образом, содержание N предпочтительно составляет 0,0001% или больше.
(0-0,03% Bi)
(0-0,03% Те)
(0-0,03% Pb)
[0053] Bi (висмут), Те (теллур) и Pb (свинец) являются необязательными элементами. Когда количество каждого из этих элементов в основном стальном листе 11 составляет 0,03% или меньше, возможно выгодно улучшить магнитные характеристики листа 10 анизотропной электротехнической стали. Однако, когда количество каждого из этих элементов составляет более 0,03% соответственно, стальной лист может стать хрупким в диапазоне высоких температур. Таким образом, в варианте осуществления количество каждого из этих элементов в основном стальном листе 11 должно составлять 0,03% или меньше. Нижний предел количества каждого из этих элементов в основном стальном листе 11 конкретно не ограничен, но может составлять 0%. Нижний предел количества каждого из этих элементов может составлять 0,0001%.
(0-0,50% Sb)
(0-0,50% Sn)
(0-0,50% Cr)
(0-1,0% Cu)
[0054] Sb (сурьма), Sn (олово), Cr (хром) и Cu (медь) являются необязательными элементами. Когда эти элементы включаются в состав основного стального листа 11, возможно выгодно улучшить магнитные характеристики листа 10 анизотропной электротехнической стали. Таким образом, в варианте осуществления предпочтительно управлять количеством каждого из этих элементов в основном стальном листе 11 так, чтобы оно составляло 0,50% или меньше Sb, 0,50% или меньше Sn, 0,50% или меньше Cr и 1,0% или меньше Cu. Нижний предел количества каждого из этих элементов в основном стальном листе 11 конкретно не ограничен, но может составлять 0%. Для того, чтобы благоприятно получить вышеупомянутый эффект, количество каждого из этих элементов предпочтительно составляет 0,0005% или больше, а более предпочтительно 0,001% или больше.
[0055] При этом в состав основного стального листа 11 может быть включен по меньшей мере один из Sb, Sn, Cr и Cu. В частности, основной стальной лист 11 может содержать по меньшей мере один из 0,0005-0,50% Sb, 0,0005-0,50% Sn, 0,0005-0,50% Cr и 0,0005-1,0% Cu.
[0056] В листе анизотропной электротехнической стали химический состав относительно сильно изменяется (количество легирующего элемента уменьшается) посредством обезуглероживающего отжига и посредством рафинирующего отжига во время вторичной рекристаллизации. В зависимости от конкретного элемента его количество может уменьшаться при рафинирующем отжиге до необнаруживаемого уровня (1 миллионная доля (млн-1) или меньше) при использовании типичного аналитического метода. Вышеупомянутый химический состав - это химический состав конечного продукта (основного стального листа 11 листа 10 анизотропной электротехнической стали). В общем, химический состав конечного продукта отличается от химического состава стальной заготовки (сляба) в качестве исходного материала.
[0057] Химический состав основного стального листа 11 листа 10 анизотропной электротехнической стали может быть измерен с помощью типичных способов анализа стали. Например, химический состав может быть измерен с использованием ICP-AES (атомный эмиссионный спектрометр с индуктивно связанной плазмой: спектрометрия/спектроскопия излучения индуктивно связанной плазмы). В частности, можно получить химический состав путем проведения измерения с помощью измерительного прибора Shimadzu ICPS-8100 и т.п. при условиях, основанных на калибровочной кривой, подготовленной заранее с использованием квадратных образцов размером 35 мм, взятых из основного стального листа 11. В дополнение к этому, содержание C и S может быть измерено способом поглощения в инфракрасной области спектра после сгорания, а содержание N может быть измерено с помощью термокондуктометрического способа после плавления в потоке инертного газа.
[0058] Вышеупомянутый химический состав - это состав основного стального листа 11 листа 10 анизотропной электротехнической стали. Когда лист 10 анизотропной электротехнической стали, используемый в качестве образца для измерения, имеет на своей поверхности изоляционное покрытие 15 с натяжением и железооксидный слой 13, химический состав измеряют после удаления этого покрытия и т.п. типичными способами.
<Анализ поверхности с помощью инфракрасной спектроскопии с преобразованием Фурье>
[0059] В листе 10 анизотропной электротехнической стали согласно варианту осуществления железооксидный слой 13 расположен между основным стальным листом 11 и изоляционным покрытием 15 с натяжением, и за счет этого железооксидный слой 13, изоляционное покрытие 15 с натяжением и основной стальной лист 11 плотно сцепляются даже без стеклянной пленки (пленки форстерита).
[0060] О том, входит ли железооксидный слой 13 в состав листа 10 анизотропной электротехнической стали, можно судить с помощью анализа поверхности с использованием инфракрасной спектроскопии с преобразованием Фурье (FT-IR). В частности, проводят FT-IR, а затем может быть подтвержден коэффициент поглощения конкретного пика. Далее анализ поверхности с помощью FT-IR объясняется подробно со ссылкой на Фиг. 2A и Фиг. 2B. Фиг. 2A и Фиг. 2B показывают инфракрасный спектр поглощения при инфракрасной спектроскопии с преобразованием Фурье (FT-IR).
[0061] Когда изоляционное покрытие 15 с натяжением не входит в состав листа 10 анизотропной электротехнической стали (когда стальной лист находится после процесса оксидирования и перед процессом формирования изоляционного покрытия в способе производства листа анизотропной электротехнической стали согласно варианту осуществления), поверхность железооксидного слоя 13 анализируют с помощью известного коммерчески доступного инфракрасного спектрофотометра с преобразованием Фурье (например, марки Frontier производства компании PERKIN ELMER Frontier и т.п.).
[0062] Когда изоляционное покрытие 15 с натяжением присутствует, FT-IR может быть проведена с уменьшением толщины образца для измерения. Например, толщину изоляционного покрытия 15 с натяжением предварительно подтверждают по сечению вдоль направления по толщине листа 10 анизотропной электротехнической стали, а затем поверхность листа 10 анизотропной электротехнической стали механически полируют параллельно так, чтобы толщина изоляционного покрытия 15 с натяжением стала менее 0,1 мкм. FT-IR проводят с использованием вышеупомянутого листа 10 анизотропной электротехнической стали после полирования. После этого измеряемую поверхность образца механически полируют параллельно так, чтобы толщина анализируемого образца была дополнительно уменьшена приблизительно на 0,05 мкм. Затем FT-IR проводят снова с использованием образца после полирования. Вышеуказанные анализ и полирование повторяют до тех пор, пока в образце для измерения не обнажится основной стальной лист 11. По вышеописанной процедуре железооксидный слой 13 анализируют спектрофотометром FT-IR.
[0063] На результат FT-IR не влияет наличие или отсутствие изоляционного покрытия 15 с натяжением. В частности, подтверждено, что результат FT-IR эквивалентен в случае анализа, использующего образец для измерения, где изоляционное покрытие 15 с натяжением отсутствует и где железооксидный слой 13 является самым внешним слоем, и в случае анализа, использующего образец для измерения, где изоляционное покрытие 15 с натяжением имеется и где железооксидный слой 13 обнажен по вышеупомянутой процедуре.
[0064] При проведении FT-IR, например, предпочтительно измерять инфракрасный спектр поглощения железооксидного слоя 13 с помощью отражательной абсорбционной спектроскопии. При этом пик поглощения, обнаруживаемый при 650 см-1 в инфракрасном спектре поглощения, наблюдается как пик поглощения, происходящий от оксидов железа, содержащихся в железооксидном слое 13. С другой стороны, пик поглощения, обнаруживаемый при 1250 см-1 в инфракрасном спектре поглощения, наблюдается как пик поглощения, происходящий от SiO2. В некоторых случаях положение волнового числа, на котором обнаруживаются эти пики поглощения, может сдвигаться примерно на 1-2 см-1 от вышеуказанных волновых чисел. Однако, как показано на Фиг. 2A и Фиг. 2B, форма спектральной кривой двух вышеупомянутых пиков поглощения является специфической, а значит, специалист может легко идентифицировать два вышеупомянутых пика поглощения в инфракрасном спектре поглощения.
[0065] Коэффициент поглощения Ak каждого пика поглощения можно определить следующим образом (формула 11), используя интенсивность Ik (например, коэффициент пропускания Tk (единица измерения: %)) каждого пика поглощения и интенсивность I0k (например, коэффициент пропускания T0k (единица измерения: %)) базисной линии каждого пика поглощения, как показано, например, на Фиг. 2A. Кроме того, если спектрофотометр FT-IR, используемый для анализа поверхности, является прибором, который может непосредственно выводить коэффициент поглощения, можно также определить коэффициент поглощения Ak каждого пика поглощения (см. формулу 11'), используя коэффициент поглощения A'k (безразмерный) каждого пика поглощения и коэффициент поглощения A0k (безразмерный) базисной линии каждого пика поглощения, как показано, например, на Фиг. 2B.
[0066] Ak=log(I0k/Ik) ... (формула 11)
Ak=A'k - A0k ... (формула 11')
[0067] Основываясь на вышеуказанной формуле 11 и вышеуказанной формуле 11', A650 определяется как коэффициент поглощения пика поглощения, обнаруженного при волновом числе 650 см-1 в инфракрасном спектре поглощения, а A1250 определяется как коэффициент поглощения пика поглощения, обнаруженного при волновом числе 1250 см-1 в инфракрасном спектре поглощения.
[0068] Пик поглощения, обнаруженный при 650 см-1, происходит от оксидов железа, а пик поглощения, обнаруженный при 1250 см-1, происходит от SiO2. Таким образом, значение вышеуказанного A650 и значение вышеуказанного A1250 соответствуют количеству образовавшихся оксидов железа и количеству образовавшегося SiO2 соответственно.
[0069] В случае наблюдения инфракрасного спектра поглощения, который является соотношением между волновым числом (см-1) и коэффициентом пропускания T (%), как показано на Фиг. 2A, можно определить вышеупомянутую базисную линию следующим образом.
Базисная линия пика поглощения, обнаруженного при 650 см-1: линия, соединяющая максимум коэффициента пропускания T в диапазоне волновых чисел 510-560 см-1 и максимум коэффициента пропускания T в диапазоне волновых чисел 720-820 см-1.
Базисная линия пика поглощения, обнаруженного при 1250 см-1: линия, соединяющая максимум коэффициента пропускания T в диапазоне волновых чисел 1000-1100 см-1 и максимум коэффициента пропускания T в диапазоне волновых чисел 1280-1350 см-1.
[0070] В случае наблюдения инфракрасного спектра поглощения, который является соотношением между волновым числом (см-1) и коэффициентом поглощения A (безразмерным), как показано на Фиг. 2B, можно определить вышеупомянутую базисную линию следующим образом.
Базисная линия пика поглощения, обнаруженного при 650 см-1: линия, соединяющая минимум коэффициента поглощения A в диапазоне волновых чисел 510-560 см-1 и минимум коэффициента поглощения A в диапазоне волновых чисел 720-820 см-1.
Базисная линия пика поглощения, обнаруженного при 1250 см-1: линия, соединяющая минимум коэффициента поглощения A в диапазоне волновых чисел 1000-1100 см-1 и минимум коэффициента поглощения A в диапазоне волновых чисел 1280-1350 см-1.
[0071] В листе 10 анизотропной электротехнической стали согласно варианту осуществления, когда железооксидный слой 13 анализируют с помощью FT-IR, удовлетворяется следующая (формула 101).
[0072] 0,2≤A650/A1250≤5,0 ... (формула 101)
[0073] В листе 10 анизотропной электротехнической стали согласно варианту осуществления, когда инфракрасный спектр поглощения удовлетворяет вышеупомянутой формуле 101, считается, что железооксидный слой 13 содержится в листе 10 анизотропной электротехнической стали. Например, в отношении листа 10 анизотропной электротехнической стали, включающего изоляционное покрытие 15 с натяжением, когда во множестве анализов FT-IR, где повторяют вышеупомянутый анализ и полирование, наблюдается по меньшей мере один инфракрасный спектр поглощения, удовлетворяющий вышеупомянутой формуле 101, считается, что железооксидный слой 13 содержится в листе 10 анизотропной электротехнической стали. С другой стороны, пленка форстерита и оксидный слой, за исключением железооксидного слоя 13, не удовлетворяют вышеупомянутой формуле 101.
[0074] Когда отношение коэффициентов поглощения A650/A1250 составляет менее 0,2, количество образовавшихся оксидов железа является чрезмерно малым по сравнению с количеством образовавшегося SiO2, формирование железооксидного слоя 13 является недостаточным, а значит, адгезия изоляционного покрытия с натяжением не может быть улучшена в достаточной степени. В дополнение, когда отношение коэффициентов поглощения A650/A1250 составляет более 5,0, адгезия изоляционного покрытия 15 с натяжением уменьшается, что является невыгодным. Причина, по которой адгезия уменьшается, когда отношение коэффициентов поглощения A650/A1250 составляет более 5,0, не совсем ясна. В том случае, когда при термической обработке процесса оксидирования, который будет объяснен позже, время выдержки является более коротким или температура выдержки является более низкой, иногда наблюдается вышеописанная ситуация. Таким образом, предполагается, что и количество образовавшихся оксидов железа, и количество образовавшегося SiO2 являются недостаточными, и что формирование оксидов железа для обеспечения адгезии является недостаточным.
[0075] В листе 10 анизотропной электротехнической стали согласно варианту осуществления отношение коэффициентов поглощения A650/A1250 предпочтительно составляет 0,4 или больше, а более предпочтительно 0,6 или больше. Кроме того, отношение коэффициентов поглощения A650/A1250 предпочтительно составляет 4,5 или меньше, а более предпочтительно 4,0 или меньше.
<Пленка форстерита>
[0076] Лист 10 анизотропной электротехнической стали согласно варианту осуществления не включает в себя пленку форстерита. В варианте осуществления то, включает ли лист 10 анизотропной электротехнической стали пленку форстерита или нет, может быть определено по следующей процедуре.
[0077] Включает ли лист анизотропной электротехнической стали пленку форстерита или нет, может быть подтверждено способом рентгеновской дифракции. Например, рентгеновская дифракция может быть проведена для поверхности после удаления изоляционного покрытия 15 с натяжением и т.п. с листа 10 анизотропной электротехнической стали, и полученный спектр рентгеновской дифракции может быть сопоставлен с PDF (файлом порошковой дифракции). Форстерит (Mg2SiO4) может быть идентифицирован по карточке JCPDS № 34-189. В варианте осуществления, когда основная составляющая фаза в вышеупомянутом спектре рентгеновской дифракции не является форстеритом, считается, что лист 10 анизотропной электротехнической стали не включает в себя пленку форстерита.
[0078] Для того, чтобы удалить только изоляционное покрытие 15 с натяжением с листа 10 анизотропной электротехнической стали, лист 10 анизотропной электротехнической стали с покрытием может быть погружен в горячий щелочной раствор. В частности, можно удалить изоляционное покрытие 15 с натяжением и т.п. с листа 10 анизотропной электротехнической стали путем погружения стального листа в водный раствор гидроксида натрия, содержащий 30 мас.% NaOH и 70 мас.% H2O, при 80°C на 20 минут, промывки его водой, а затем его сушки. В общем, щелочным раствором удаляется только изоляционное покрытие, а пленка форстерита удаляется кислым раствором, таким как соляная кислота. Таким образом, в том случае, когда имеется пленка форстерита, при погружении в вышеупомянутый щелочной раствор изоляционное покрытие 15 с натяжением удаляется, а пленка форстерита обнажается.
<Магнитные характеристики>
[0079] Магнитные характеристики листа анизотропной электротехнической стали могут быть измерены на основе испытания по методу Эпштейна, регулируемого стандартом JIS C2550:2011, метода однолистового тестера (SST), регулируемого стандартом JIS C 2556:2015, и т.п. В листе 10 анизотропной электротехнической стали согласно варианту осуществления магнитные характеристики могут быть оценены с использованием метода однолистового тестера (SST), регулируемого стандартом JIS C 2556:2015.
[0080] В листе 10 анизотропной электротехнической стали согласно варианту осуществления магнитная индукция B8 в направлении прокатки (магнитная индукция в намагничивающем поле с напряженностью 800 А/м) может составлять 1,90 Тл или больше. Верхний предел магнитной индукции конкретно не ограничен, но может составлять, например, 2,02 Тл.
[0081] Как описано выше, магнитные характеристики листа анизотропной электротехнической стали могут быть измерены на основе испытания по методу Эпштейна, регулируемого стандартом JIS C2550:2011, метода однолистового тестера (SST), регулируемого стандартом JIS C 2556:2015, и т.п. Когда стальной слиток формируется в вакуумной печи и т.п. на исследований и разработок, трудно получить тестовый образец того же размера, что и при промышленном производстве. В этом случае, например, может быть взят тестовый образец с шириной 60 мм и длиной 300 мм, и измерение может быть проведено в соответствии с методом однолистового тестера. Кроме того, измеренное значение может быть умножено на поправочный коэффициент, чтобы получить измеренное значение, эквивалентное значению, основанному на испытания по методу Эпштейна. В варианте осуществления измерение проводят в соответствии с методом однолистового тестера. Тестовый образец может быть взят так, чтобы продольное направление было направлением прокатки, и может быть измерена магнитная индукция B8 в направлении прокатки.
<Способ производства листа анизотропной электротехнической стали>
[0082] Далее со ссылкой на Фиг. 3 будет подробно описан способ производства листа анизотропной электротехнической стали в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Фиг. 3 представляет собой блок-схему, иллюстрирующую способ производства листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
[0083] При этом способ производства листа 10 анизотропной электротехнической стали не ограничен следующим способом. Следующий способ является всего лишь примером производства листа 10 анизотропной электротехнической стали.
<Общая технологическая последовательность способа производства листа анизотропной электротехнической стали>
[0084] Способ производства листа анизотропной электротехнической стали согласно варианту осуществления предназначен для производства листа анизотропной электротехнической стали без пленки форстерита, и его общая технологическая последовательность заключается в следующем.
[0085] Способ производства листа анизотропной электротехнической стали согласно варианту осуществления включает в себя следующие процессы, которые показаны на Фиг. 3.
(S101) Процесс горячей прокатки с нагреванием и затем горячей прокаткой стальной заготовки (сляба), имеющей заданный химический состав, для получения горячекатаного стального листа.
(S103) Процесс отжига в состоянии горячей полосы с необязательным отжигом горячекатаного стального листа для получения отожженного в состоянии горячей полосы стального листа.
(S105) Процесс холодной прокатки с холодной прокаткой горячекатаного стального листа или отожженного в состоянии горячей полосы стального листа один или множество раз с промежуточным отжигом между ними для получения холоднокатаного стального листа.
(S107) Процесс обезуглероживающего отжига с обезуглероживающим отжигом холоднокатаного стального листа для получения подвергнутого обезуглероживающему отжигу стального листа.
(S109) Процесс окончательного отжига с нанесением сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист и после этого окончательным отжигом подвергнутого обезуглероживающему отжигу стального листа для получения окончательно отожженного стального листа.
(S111) Процесс оксидирования с проведением по очереди обработки промывкой, обработки травлением и термической обработки окончательно отожженного стального листа для получения оксидированного стального листа.
(S113) Процесс формирования изоляционного покрытия с нанесением раствора для формирования изоляционного покрытия с натяжением на поверхность оксидированного стального листа и прокаливанием этого раствора.
[0086] Далее вышеупомянутые процессы описываются подробно. В последующем описании, если условия каждого процесса не описаны, то могут быть подходящим образом применены известные условия.
<Процесс горячей прокатки>
[0087] Процесс горячей прокатки (этап S101) является процессом нагревания с последующей горячей прокаткой стальной заготовки (например, стального слитка, такого как сляб), имеющей заданный химический состав, для того, чтобы получить горячекатаный стальной лист. В процессе горячей прокатки стальная заготовка подвергается термообработке. Температура нагрева стальной заготовки предпочтительно находится в диапазоне 1200-1400°C. Температура нагрева стальной заготовки предпочтительно составляет 1250°C или больше, а более предпочтительно 1380°C или больше. После этого нагретая стальная заготовка подвергается горячей прокатке для того, чтобы получить горячекатаный стальной лист. Средняя толщина горячекатаного стального листа предпочтительно находится, например, в диапазоне 2,0-3,0 мм.
[0088] В способе производства листа анизотропной электротехнической стали согласно варианту осуществления стальная заготовка включает в свой химический состав основные элементы, необязательные элементы по мере необходимости, а остальное состоит из Fe и примесей. В дальнейшем процентное количество соответствующих элементов указывается в массовых процентах (мас.%), если явно не указано иное.
[0089] В способе производства листа анизотропной электротехнической стали согласно варианту осуществления стальная заготовка (сляб) включает в себя Si, Mn, C, S+Se, раств.Al и N в качестве основных элементов (главных легирующих элементов).
(2,5-4,0% Si)
[0090] Si является элементом, который увеличивает электрическое сопротивление стали и уменьшает потери на вихревые токи. Когда содержание Si в стальной заготовке составляет менее 2,5%, вышеупомянутый эффект уменьшения потерь на вихревые токи получается в недостаточной степени. С другой стороны, когда содержание Si в стальной заготовке составляет более 4,0%, холодная обрабатываемость стали ухудшается. Таким образом, в варианте осуществления содержание Si в стальной заготовке должно составлять 2,5-4,0%. Содержание Si в стальной заготовке предпочтительно составляет 2,7% или больше, а более предпочтительно 2,8% или больше. Кроме того, содержание Si в стальной заготовке предпочтительно составляет 3,9% или меньше, а более предпочтительно 3,8% или меньше.
(0,05-1,0% Mn)
[0091] Mn образует MnS и MnSe, связываясь в процессах производства с S и/или Se, что будет объяснено позже. Эти выделения действуют как ингибитор и вызывают вторичную рекристаллизацию в стали во время окончательного отжига. Кроме того, Mn является элементом, который улучшает горячую обрабатываемость стали. Когда содержание Mn в стальной заготовке составляет менее 0,05%, вышеупомянутый эффект получается в недостаточной степени. С другой стороны, когда содержание Mn в стальной заготовке составляет более 1,0%, вторичная рекристаллизация не происходит, и магнитные характеристики стали ухудшаются. Таким образом, в варианте осуществления содержание Mn в стальной заготовке должно составлять 0,05-1,0%. Содержание Mn в стальной заготовке предпочтительно составляет 0,06% или больше. Кроме того, содержание Mn в стальной заготовке предпочтительно составляет 0,50% или меньше.
(0,02-0,10% C)
[0092] C является элементом, эффективным для управления микроструктурой до завершения процесса обезуглероживающего отжига в производственных процессах, и тем самым улучшает магнитные характеристики листа анизотропной электротехнической стали. Когда содержание C в стальной заготовке составляет менее 0,02% или когда содержание C в стальной заготовке составляет более 0,10%, вышеупомянутый эффект улучшения магнитных характеристик получается в недостаточной степени. Содержание C в стальной заготовке предпочтительно составляет 0,03% или больше. Кроме того, содержание C в стальной заготовке предпочтительно составляет 0,09% или меньше.
(0,005-0,080% в сумме S+Se)
[0093] S и Se образуют MnS и MnSe, которые действуют как ингибитор, связываясь с Mn в производственных процессах. Когда суммарное количество S и Se в стальной заготовке составляет менее 0,005%, трудно получить эффект образования MnS и MnSe. С другой стороны, когда суммарное количество S и Se составляет более 0,080%, магнитные характеристики ухудшаются, и стальной лист может стать хрупким в диапазоне высоких температур. Таким образом, в варианте осуществления суммарное количество S и Se в стальной заготовке должно составлять 0,005-0,080%. Суммарное количество S и Se в стальной заготовке предпочтительно составляет 0,006 мас.% или больше. Кроме того, суммарное количество S и Se в стальной заготовке предпочтительно составляет 0,070% или меньше.
(0,01-0,07% раств.Al)
[0094] Раств.Al образует AlN, который действует как ингибитор, связываясь с N в производственных процессах. Когда содержание раств.Al в стальной заготовке составляет менее 0,01%, AlN не образуется в достаточной степени, а значит, магнитные характеристики ухудшаются. С другой стороны, когда содержание раств.Al составляет более 0,07%, магнитные характеристики ухудшаются, и во время холодной прокатки могут появляться трещины. Таким образом, в варианте осуществления содержание раств.Al в стальной заготовке должно составлять 0,01-0,07%. Содержание раств.Al в стальной заготовке предпочтительно составляет 0,02% или больше. Кроме того, содержание раств.Al в стальной заготовке предпочтительно составляет 0,05% или меньше.
(0,005-0,020% N)
[0095] N образует AlN, который действует как ингибитор, связываясь с Al в производственных процессах. Когда содержание N в стальной заготовке составляет менее 0,005%, AlN не образуется в достаточной степени, а значит, магнитные характеристики ухудшаются. С другой стороны, когда содержание N в стальной заготовке составляет более 0,020%, AlN практически перестает действовать как ингибитор, а значит, вторичная рекристаллизация затрудняется. В дополнение, во время холодной прокатки могут появляться трещины. Таким образом, в варианте осуществления содержание N в стальной заготовке должно составлять 0,005-0,020%. Содержание N в стальной заготовке предпочтительно составляет 0,012% или меньше, а более предпочтительно 0,010% или меньше.
[0096] В способе производства листа анизотропной электротехнической стали согласно варианту осуществления стальная заготовка (сляб) может включать в себя примеси. Примеси соответствуют элементам, которые загрязняют сталь во время ее промышленного производства из руд и лома, которые используются в качестве сырья для производства стали, или из окружающей среды производственного процесса.
[0097] Кроме того, в варианте осуществления стальная заготовка в дополнение к основным элементам и примесям может включать в себя необязательные элементы. Например, вместо части Fe, составляющего остальное, лист кремнистой стали может включать такие необязательные элементы, как Bi, Те, Pb, Sb, Sn, Cr и Cu. Необязательные элементы могут включаться в состав по мере необходимости. Таким образом, нижний предел содержания соответствующих необязательных элементов не должен быть ограничен, и этот нижний предел может составлять 0 мас.%. Кроме того, даже если необязательные элементы могут быть включены как примеси, вышеупомянутые эффекты не затрагиваются.
(0-0,03% Bi)
(0-0,03% Те)
(0-0,03% Pb)
[0098] Bi, Те и Pb являются необязательными элементами. Когда количество каждого из этих элементов в стальной заготовке составляет 0,03% или меньше, возможно выгодно улучшить магнитные характеристики листа анизотропной электротехнической стали. Однако, когда количество каждого из этих элементов составляет более 0,03% соответственно, стальной лист может стать хрупким в диапазоне высоких температур. Таким образом, в варианте осуществления количество каждого из этих элементов в стальной заготовке должно составлять 0,03% или меньше. Нижний предел количества каждого из этих элементов в стальной заготовке конкретно не ограничен, но может составлять 0%. Для того, чтобы благоприятно получить вышеупомянутый эффект, количество каждого из этих элементов предпочтительно составляет 0,0005% или больше, а более предпочтительно 0,001% или больше.
[0099] При этом в состав стальной заготовки может быть включен по меньшей мере один из Bi, Те и Pb. В частности, стальная заготовка может включать в себя по меньшей мере один из 0,0005-0,03% Bi, 0,0005-0,03% Те и 0,0005-0,03% Pb.
(0-0,50% Sb)
(0-0,50% Sn)
(0-0,50% Cr)
(0-1,0% Cu)
[0100] Sb, Sn, Cr и Cu являются необязательными элементами. Когда эти элементы включаются в состав стальной заготовки, возможно выгодно улучшить магнитные характеристики листа анизотропной электротехнической стали. Таким образом, в варианте осуществления предпочтительно управлять количеством каждого из этих элементов в стальной заготовке так, чтобы оно составляло 0,50% или меньше Sb, 0,50% или меньше Sn, 0,50% или меньше Cr и 1,0% или меньше Cu. Нижний предел количества каждого из этих элементов в стальной заготовке конкретно не ограничен, но может составлять 0%. Для того, чтобы благоприятно получить вышеупомянутый эффект, количество каждого из этих элементов предпочтительно составляет 0,0005% или больше, а более предпочтительно 0,001% или больше.
[0101] При этом в состав стальной заготовки может быть включен по меньшей мере один из Sb, Sn, Cr и Cu. В частности, стальная заготовка может содержать по меньшей мере одно из 0,0005-0,50% Sb, 0,0005-0,50% Sn, 0,0005-0,50% Cr и 0,0005-1,0% Cu.
[0102] Химический состав стальной заготовки может быть измерен с помощью типичных методов анализа стали. Например, химический состав может быть измерен на основе вышеупомянутого аналитического метода.
<Процесс отжига в состоянии горячей полосы>
[0103] Процесс отжига в состоянии горячей полосы (этап S103) является процессом необязательного отжига горячекатаного стального листа после процесса горячей прокатки для того, чтобы получить отожженный в состоянии горячей полосы стальной лист. При проведении отжига горячекатаного стального листа в стали происходит рекристаллизация, и в итоге могут быть получены превосходные магнитные характеристики.
[0104] Способ нагрева конкретно не ограничен, и может использоваться известный способ нагрева. Кроме того, условия отжига конкретно не ограничены. Например, горячекатаный стальной лист может быть выдержан в диапазоне температур 900-1200°C в течение от 10 секунд до 5 минут.
[0105] Процесс отжига в состоянии горячей полосы может быть исключен при необходимости. Кроме того, после процесса отжига в состоянии горячей полосы и перед объясняемым ниже процессом холодной прокатки, поверхность горячекатаного стального листа может быть протравлена.
<Процесс холодной прокатки>
[0106] Процесс холодной прокатки (этап S105) является процессом холодной прокатки горячекатаного стального листа после процесса горячей прокатки или отожженного в состоянии горячей полосы стального листа после процесса отжига в состоянии горячей полосы путем проведения холодной прокатки один или множество раз с промежуточным отжигом между ними для того, чтобы получить холоднокатаный стальной лист. Поскольку форма отожженного в состоянии горячей полосы стального листа является превосходной благодаря отжигу в состоянии горячей полосы, можно уменьшить вероятность разрушения стального листа при первой холодной прокатке. Холодная прокатка может проводиться три или более раз, но производственные затраты при этом увеличиваются. Таким образом, предпочтительно проводить холодную прокатку один или два раза.
[0107] В процессе холодной прокатки способ холодной прокатки стального листа конкретно не ограничен, и может использоваться известный способ. Например, обжатие при конечной холодной прокатке (совокупное обжатие при холодной прокатке без промежуточного отжига или совокупное обжатие при холодной прокатке после промежуточного отжига) может составлять в диапазоне 80-95%.
[0108] При этом обжатие при конечной холодной прокатке (%) определяется следующим образом: Обжатие при конечной холодной прокатке (%) = (1 - Толщина стального листа после конечной холодной прокатки/Толщина стального листа перед конечной холодной прокаткой) × 100.
[0109] Когда обжатие при конечной холодной прокатке составляет менее 80%, ядра Госса могут не сформироваться выгодным образом. С другой стороны, когда обжатие при конечной холодной прокатке составляет более 95%, вторичная рекристаллизация может быть нестабильной в процессе окончательного отжига. Таким образом, предпочтительно, чтобы обжатие при конечной холодной прокатке составляло 80-95%.
[0110] При проведении многократной холодной прокатки с промежуточным отжигом обжатие при первой холодной прокатке может составлять 5-50%, а выдержка при промежуточном отжиге может быть проведена в диапазоне температур 950-1200°C в течение от 30 секунд до 30 минут.
[0111] Средняя толщина холоднокатаного стального листа (толщина после холодной прокатки) отличается от толщины листа анизотропной электротехнической стали, которая включает в себя толщину изоляционного покрытия с натяжением. Например, средняя толщина холоднокатаного стального листа может составлять 0,10-0,50 мм. В варианте осуществления, даже когда холоднокатаный стальной лист является тонким листом, средняя толщина которого составляет менее 0,22 мм, адгезия изоляционного покрытия с натяжением выгодно улучшается. Таким образом, средняя толщина холоднокатаного стального листа может составлять 0,20 мм или меньше.
[0112] В процессе холодной прокатки может проводиться обработка старением для того, чтобы благоприятно улучшить магнитные характеристики листа анизотропной электротехнической стали. Например, поскольку толщина стального листа уменьшается при множественных проходах холодной прокатки, стальной лист может выдерживаться в диапазоне температур 100°C или больше в течение 1 минуты или больше по меньшей мере один раз в интервале между несколькими проходами. Посредством обработки старением можно благоприятно управлять текстурой первичной рекристаллизации в процессе обезуглероживающего отжига, и в результате можно получить вторично рекристаллизованную текстуру, в которой ориентировка {110}<001> благоприятно развивается в процессе окончательного отжига.
<Процесс обезуглероживающего отжига>
[0113] Процесс обезуглероживающего отжига (этап S107) является процессом обезуглероживающего отжига холоднокатаного стального листа после процесса холодной прокатки для получения подвергнутого обезуглероживающему отжигу стального листа. В процессе обезуглероживающего отжига холоднокатаный стальной лист отжигают при заданных условиях для управления первично рекристаллизованной структурой.
[0114] В способе производства листа анизотропной электротехнической стали согласно варианту осуществления процесс обезуглероживающего отжига включает в себя две стадии, которыми являются стадия нагрева и стадия выдержки, для того, чтобы получить желаемую первично рекристаллизованную структуру. Условия на стадии нагрева и стадии выдержки конкретно не ограничены, и могут использоваться известные условия.
[0115] На стадии нагрева скорость нагрева для достижения температуры обезуглероживающего отжига может влиять на первично рекристаллизованную текстуру, а значит, может влиять и на степень выстраивания в ориентировке Госса после вторичной рекристаллизации. В листе анизотропной электротехнической стали без стеклянной пленки согласно варианту осуществления степень выстраивания в ориентировке Госса основного стального листа значительно влияет на магнитные характеристики после формирования изоляционного покрытия с натяжением и после обработки для измельчения магнитного домена. Таким образом, предпочтительно подходящим образом управлять скоростью нагрева при обезуглероживающем отжиге.
[0116] В частности, когда холоднокатаный стальной лист нагревается на стадии нагрева, предпочтительно управлять скоростью нагрева в диапазоне температур 500-700°C для того, чтобы улучшить первично рекристаллизованную текстуру. В частности, более предпочтительно отдельно управлять скоростью нагрева в диапазоне температур 500°C или больше и меньше 600°C и скоростью нагрева в диапазоне температур 600°C или больше и 700°C или меньше. С точки зрения влияния на оксидный слой, формируемый при обезуглероживающем отжиге, благоприятный диапазон отличается между средней скоростью нагрева S1 в диапазоне температур 500°C или больше и меньше 600°C, и средней скоростью нагрева S2 в диапазоне температур 600°C или больше и 700°C или меньше. В диапазоне температур 500°C или больше и меньше 600°C оказывается влияние на образование оксидов Mn в дополнение к первично рекристаллизованной текстуре. В диапазоне температур 600°C или больше и 700°C или меньше оказывается влияние на образование SiO2 в дополнение к первично рекристаллизованной текстуре.
[0117] В варианте осуществления средняя скорость нагрева S1 в диапазоне температур 500°C или больше и меньше 600°C предпочтительно составляет 300°C/секунду или больше и 1000°C/секунду или меньше. Кроме того, в диапазоне температур 600°C или больше и 700°C или меньше, где образуется SiO2, влияющий на реакцию формирования стеклянной пленки (пленки форстерита), предпочтительно, чтобы время выдержки стального листа было сокращено. Таким образом, средняя скорость нагрева S2 в диапазоне температур 600°C или больше и 700°C или меньше предпочтительно составляет 1000°C/секунду или больше и 3000°C/секунду или меньше.
[0118] Предпочтительно, чтобы средняя скорость нагрева S2 была выше, чем средняя скорость нагрева S1. Например, предпочтительно, чтобы отношение S2/S1 составляло больше 1,0 и 10,0 или меньше.
[0119] В частности, предпочтительно, чтобы средняя скорость нагрева S1 и средняя скорость нагрева S2 удовлетворяли всем следующим формулам 111-113. Когда все следующие формулы 111-113 удовлетворяются, возможно более выгодно улучшить магнитные характеристики (характеристики магнитных потерь) листа анизотропной электротехнической стали.
[0120] 300≤S1≤1000... (формула 111)
1000≤S2≤3000... (формула 112)
1,0<S2/S1≤10,0... (формула 113)
[0121] Что касается вышеприведенной формулы 111, то когда средняя скорость нагрева S1 составляет менее 300°C/секунду, это может повлиять на первично рекристаллизованную текстуру, а значит, магнитные характеристики могут ухудшиться. С другой стороны, когда средняя скорость нагрева S1 составляет более 1000°C/секунду, адгезия изоляционного покрытия с натяжением может быть недостаточной. Средняя скорость нагрева S1 в диапазоне температур 500°C или больше и меньше 600°C более предпочтительно составляет 350°C/секунду или больше. Средняя скорость нагрева S1 более предпочтительно составляет 900°C/секунду или меньше.
[0122] Что касается вышеприведенной формулы 112, то когда средняя скорость нагрева S2 составляет менее 1000°C/секунду, образование SiO2, влияющего на реакцию формирования стеклянной пленки, может быть недостаточно подавлено. С другой стороны, когда средняя скорость нагрева S2 составляет более 3000°C/секунду, температура обезуглероживающего отжига может быть превышена. Средняя скорость нагрева S2 в диапазоне температур 600°C или больше и 700°C или меньше более предпочтительно составляет 1200°C/секунду или больше. Средняя скорость нагрева S2 более предпочтительно составляет 2500°C/секунду или меньше.
[0123] Что касается вышеупомянутой формулы 113, то когда отношение S2/S1 средних скоростей нагрева составляет 1,0 или меньше, магнитные характеристики могут ухудшиться. С другой стороны, когда отношение S2/S1 средних скоростей нагрева составляет более 10,0, регулирование температуры может стать затруднительным. Отношение S2/S1 средних скоростей нагрева более предпочтительно составляет 1,2 или больше. Отношение S2/S1 более предпочтительно составляет 9,0 или меньше.
[0124] Предпочтительно, чтобы холоднокатаный стальной лист нагревался до температуры обезуглероживающего отжига 750-950°C с вышеупомянутыми средними скоростями нагрева.
[0125] Другие условия на стадии нагрева (например, атмосфера нагрева и т.п.) конкретно не ограничены. Холоднокатаный стальной лист может быть нагрет в известной влажной атмосфере, включающей водород и азот, в соответствии с обычной процедурой.
[0126] В процессе обезуглероживающего отжига после вышеупомянутого процесса нагревания холоднокатаный стальной лист выдерживают при температуре обезуглероживающего отжига в качестве стадии выдержки. Условия на стадии выдержки конкретно не ограничены. Например, холоднокатаный стальной лист может быть выдержан в диапазоне температур 750-950°C в течение 1-5 минут. Кроме того, атмосфера на стадии выдержки конкретно не ограничена. Стадия выдержки может проводиться в известной влажной атмосфере, включающей водород и азот, в соответствии с обычной процедурой.
<Процесс окончательного отжига>
[0127] Процесс окончательного отжига (этап S109) является процессом нанесения сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист после процесса обезуглероживающего отжига с после этого окончательным отжигом подвергнутого обезуглероживающему отжигу стального листа с тем, чтобы получить окончательно отожженный стальной лист. При окончательном отжиге смотанный в рулон стальной лист может выдерживаться при более высокой температуре в течение длительного времени, как правило. Таким образом, для того, чтобы подавить слипание между внутренней и внешней сторонами смотанного в рулон стального листа, сепаратор отжига наносят на подвергнутый обезуглероживающему отжигу лист и сушат перед окончательным отжигом.
[0128] В процессе окончательного отжига сепаратор отжига, наносимый на подвергнутый обезуглероживающему отжигу стальной лист, конкретно не ограничен, и может использоваться известный сепаратор отжига. Способ производства листа анизотропной электротехнической стали согласно варианту осуществления представляет собой способ производства листа анизотропной электротехнической стали без стеклянной пленки (пленки форстерита), а значит, может использоваться сепаратор отжига, который не образует пленки форстерита. В том случае, когда используется сепаратор отжига, который образует пленку форстерита, эта пленка форстерита может быть удалена путем шлифовки или травления после окончательного отжига.
(Сепаратор отжига, не образующий пленки форстерита)
[0129] В качестве сепаратора отжига, не образующего стеклянную пленку (пленку форстерита), может быть использован сепаратор отжига, который включает в себя главным образом MgO и Al2O3. Например, предпочтительно, чтобы сепаратор отжига включал в себя MgO и Al2O3 в суммарном количестве твердого содержимого 85 мас.% или более, MgO:Al2O3, которое представляет собой массовое соотношение MgO и Al2O3, составляло от 3:7 до 7:3, и чтобы сепаратор отжига включал в себя хлорид висмута в количестве 0,5-15 мас.% по сравнению с суммарным количеством MgO и Al2O3 в качестве твердого содержимого. Диапазон вышеупомянутого массового соотношения MgO и Al2O3 и количество вышеупомянутого хлорида висмута определяются с точки зрения получения основного стального листа, обладающего превосходной гладкостью поверхности без стеклянной пленки.
[0130] Что касается вышеупомянутого массового соотношения MgO и Al2O3, то когда количество MgO превышает вышеупомянутый диапазон, стеклянная пленка может сформироваться и остаться на поверхности стального листа, а значит, поверхность основного стального листа не может быть сглажена. Кроме того, что касается вышеупомянутого массового соотношения MgO и Al2O3, то когда количество Al2O3 превышает вышеупомянутый диапазон, может произойти слипание Al2O3, а значит, поверхность основного стального листа не может быть сглажена. Более предпочтительно, чтобы MgO:Al2O3, которое представляет собой массовое соотношение MgO и Al2O3, удовлетворяло условию от 3,5:6,5 до 6,5:3,5.
[0131] В том случае, когда хлорид висмута включается в сепаратор отжига, стеклянная пленка легко удаляется с поверхности стального листа, даже когда она сформировалась при окончательном отжиге. Когда количество хлорида висмута составляет менее 0,5 мас.% по сравнению с суммарным количеством MgO и Al2O3, стеклянная пленка может остаться. С другой стороны, когда количество хлорида висмута составляет более 15 мас.% по сравнению с суммарным количеством MgO и Al2O3, эффект подавления слипания между стальными листами сепаратором отжига не может быть получен. Количество хлорида висмута более предпочтительно составляет 3 мас.% или больше и 7 мас.% или меньше по сравнению с суммарным количеством MgO и Al2O3.
[0132] Тип хлорида висмута конкретно не ограничен, и может использоваться известный хлорид висмута. Например, может использоваться оксихлорид висмута (BiOCl), трихлорид висмута (BiCl3) и т.п. Кроме того, могут использоваться соединения, которые могут образовывать оксихлорид висмута по реакции в сепараторе отжига во время процесса окончательного отжига. Например, в качестве соединений, которые могут образовывать оксихлорид висмута во время окончательного отжига, может использоваться смесь соединения висмута и хлорида металла. Например, в качестве соединения висмута могут использоваться оксид висмута, гидроксид висмута, сульфид висмута, сульфат висмута, фосфат висмута, карбонат висмута, нитрат висмута, органическое соединение висмута, галогенид висмута и т.п. Например, в качестве хлорида металла могут использоваться хлорид железа, хлорид кобальта, хлорид никеля и т.п.
[0133] После нанесения вышеупомянутого сепаратора отжига, не образующего пленку форстерита на поверхности подвергнутого обезуглероживающему отжигу стального листа, и сушки сепаратора отжига проводят окончательный отжиг. Условия отжига в процессе окончательного отжига конкретно не ограничены, и могут использоваться известные условия. Например, стальной лист может быть выдержан в диапазоне температур 1100-1300°C в течение 10-30 часов. Кроме того, печная атмосфера может быть известной атмосферой азота или смешанной атмосферой азота и водорода. После окончательного отжига предпочтительно, чтобы избыточный сепаратор отжига удалялся с поверхности стального листа промывкой водой или травлением.
(Сепаратор отжига, образующий пленку форстерита)
[0134] В качестве сепаратора отжига, образующего стеклянную пленку (пленку форстерита), может быть использован сепаратор отжига, который включает в себя главным образом MgO. Например, предпочтительно, чтобы сепаратор отжига включал в себя MgO в количестве 60 мас.% или больше как твердого содержимого.
[0135] После нанесения сепаратора отжига на поверхность подвергнутого обезуглероживающему отжигу стального листа и сушки сепаратора отжига проводят окончательный отжиг. Условия отжига в процессе окончательного отжига конкретно не ограничены, и могут использоваться известные условия. Например, стальной лист может быть выдержан в диапазоне температур 1100-1300°C в течение 10-30 часов. Кроме того, печная атмосфера может быть известной атмосферой азота или смешанной атмосферой азота и водорода.
[0136] В том случае, когда используется сепаратор отжига, образующий пленку форстерита, MgO в сепараторе отжига реагирует с SiO2 поверхности стального листа во время окончательного отжига, в результате чего образуется форстерит (Mg2SiO4). Таким образом, предпочтительно, чтобы образовавшаяся на поверхности пленка форстерита удалялась путем шлифовки или травления поверхности окончательно отожженного стального листа после окончательного отжига. Способ удаления пленки форстерита с поверхности окончательно отожженного стального листа конкретно не ограничен, и может использоваться известная шлифовка или известное травление.
[0137] Например, для того, чтобы удалить пленку форстерита травлением, окончательно отожженный стальной лист может быть погружен в соляную кислоту с концентрацией 20-40 мас.% при 50-90°C на 1-5 минут, промыт водой и затем высушен. Кроме того, окончательно отожженный стальной лист может быть протравлен в смешанном растворе фторированного аммония и серной кислоты, химически отполирован в смешанном растворе фтористоводородной кислоты и перекиси водорода, промыт водой, а затем высушен.
<Процесс оксидирования>
[0138] Процесс оксидирования (этап S111) является процессом проведения по очереди обработки промывкой, обработки травлением и термической обработки окончательно отожженного стального листа после процесса окончательного отжига (окончательно отожженного стального листа без пленки форстерита) для того, чтобы получить оксидированный стальной лист. В частности, поверхность окончательно отожженного стального листа промывают в качестве обработки промывкой, затем окончательно отожженный стальной лист травят с использованием 5-20 мас.% серной кислоты в качестве обработки травлением, и окончательно отожженный стальной лист выдерживают в диапазоне температур 700-850°C в течение 10-50 секунд в атмосфере, имеющей концентрацию кислорода 5-21 об.% и точку росы от -10 до 30°C, в качестве термической обработки.
(Обработка промывкой)
[0139] Поверхность окончательно отожженного стального листа после процесса окончательного отжига промывают. Способ промывки поверхности окончательно отожженного стального листа конкретно не ограничен, и может использоваться известный способ промывки. Например, поверхность окончательно отожженного стального листа может быть промыта водой.
(Обработка травлением)
[0140] Окончательно отожженный стальной лист после промывки травят с использованием 5-20 мас.% серной кислоты. Когда серная кислота составляет менее 5 мас.%, железооксидный слой, удовлетворяющий вышеупомянутой формуле 101, не формируется. Кроме того, когда серная кислота составляет более 20 мас.%, железооксидный слой, удовлетворяющий вышеупомянутой формуле 101, не формируется. Концентрация серной кислоты предпочтительно составляет 6 мас.% или больше. Концентрация серной кислоты предпочтительно составляет 15 мас.% или меньше. Кроме того, температура используемой для травления серной кислоты конкретно не ограничена, но может составлять, например, 70°C или выше.
[0141] Продолжительность обработки травлением конкретно не ограничена. Например, окончательно отожженный стальной лист может быть пропущен с обычной линейной скоростью через травильную ванну, содержащую вышеупомянутую серную кислоту.
(Термическая обработка)
[0142] Окончательно отожженный стальной лист после травления выдерживают в диапазоне температур 700-850°C в течение 10-50 секунд в атмосфере с концентрацией кислорода 5-21 об.% и точкой росы от -10 до 30°C. При термической обработке поверхность окончательно отожженного стального листа после травления окисляется, и тем самым формируется железооксидный слой. Оксидированный стальной лист после проведения обработки промывкой, обработки травлением и термической обработки удовлетворяет вышеупомянутой формуле 101.
[0143] Когда концентрация кислорода составляет менее 5%, когда точка росы находится ниже -10°C, или когда температура выдержки составляет менее 700°C, железооксидный слой, удовлетворяющий вышеупомянутой формуле 101, не формируется. Кроме того, когда концентрация кислорода составляет более 21% или когда точка росы превышает 30°C, железооксидный слой, удовлетворяющий вышеупомянутой формуле 101, не формируется. Когда температура выдержки составляет более 850°C, эффект насыщается, а затраты на нагрев возрастают.
[0144] Когда время выдержки составляет менее 10 секунд, железооксидный слой, удовлетворяющий вышеупомянутой формуле 101, не формируется. С другой стороны, когда время выдержки составляет более 50 секунд, эффект насыщается, а затраты на нагрев возрастают.
[0145] Концентрация кислорода предпочтительно составляет 6 об.% или больше и предпочтительно составляет 21 об.% или меньше. Точка росы предпочтительно составляет 0°C или больше и предпочтительно составляет 30°C или меньше. Температура выдержки предпочтительно составляет 720°C или больше и предпочтительно составляет 850°C или меньше. Время выдержки предпочтительно составляет 15 секунд или больше и предпочтительно составляет 50 секунд или меньше.
<Процесс формирования изоляционного покрытия>
[0146] Процесс формирования изоляционного покрытия (этап S113) является процессом нанесения раствора для формирования изоляционного покрытия с натяжением на поверхность оксидированного стального листа после процесса оксидирования и прокаливания этого раствора для того, чтобы получить лист анизотропной электротехнической стали. В процессе формирования изоляционного покрытия изоляционное покрытие с натяжением может быть сформировано на одной поверхности листа или на обеих поверхностях оксидированного стального листа.
[0147] Перед нанесением раствора поверхность оксидированного стального листа, на которой формируется изоляционное покрытие, может быть подвергнута необязательной предварительной обработке, такой как обезжиривающая обработка щелочью, обработка травлением соляной кислотой, серной кислотой, фосфорной кислотой и т.п. Предварительная обработка может не проводиться.
[0148] Условия для формирования изоляционного покрытия с натяжением конкретно не ограничены, и могут использоваться известные условия. Кроме того, изоляционное покрытие с натяжением может включать главным образом неорганические вещества и может дополнительно включать органические вещества. Например, изоляционное покрытие с натяжением может главным образом включать по меньшей мере одно из хромата металла, фосфата металла, коллоидного кремнезема, соединения Zr, соединения Ti и т.п. в качестве неорганических веществ, и мелкодисперсные частицы органической смолы могут быть диспергированы в изоляционном покрытии с натяжением. С точки зрения снижения экологической нагрузки во время производства изоляционное покрытие с натяжением может производиться из такого исходного материала, как фосфат металла, связующие вещества с Zr или Ti, их карбонаты, их соли аммония.
<Другие процессы>
(Процесс выравнивающего отжига)
[0149] После процесса формирования изоляционного покрытия для выпрямления листа может быть проведен выравнивающий отжиг. При выполнении выравнивающего отжига листа анизотропной электротехнической стали после процесса формирования изоляционного покрытия можно выгодно снизить характеристики магнитных потерь.
(Процесс измельчения магнитного домена)
[0150] Обработка для измельчения магнитного домена может быть проведена на произведенном листе анизотропной электротехнической стали. При этом обработка для измельчения магнитного домена представляет собой такую обработку, при которой лазерным лучом, который измельчает магнитный домен, облучают поверхность листа анизотропной электротехнической стали или формируют канавку на поверхности листа анизотропной электротехнической стали. При проведении обработки для измельчения магнитного домена можно выгодно улучшить магнитные характеристики.
<Способ формирования изоляционного покрытия листа анизотропной электротехнической стали>
[0151] Далее описывается способ формирования изоляционного покрытия листа анизотропной электротехнической стали согласно предпочтительному варианту осуществления настоящего изобретения. Способ формирования изоляционного покрытия листа анизотропной электротехнической стали согласно варианту осуществления включает в себя процесс формирования изоляционного покрытия. В процессе формирования изоляционного покрытия раствор для формирования изоляционного покрытия с натяжением наносят на стальную подложку и прокаливают этот раствор для того, чтобы сформировать изоляцию с натяжением.
[0152] Вышеупомянутая стальная подложка включает в себя основной стальной лист и оксидный слой, расположенный в контакте с основным стальным листом.
[0153] Основной стальной лист включает в свой химический состав, в мас.%:
2,5-4,0% Si,
0,05-1,0% Mn,
0-0,01% C,
0-0,005% S+Se,
0-0,01% раств.Al,
0-0,005% N,
0-0,03% Bi,
0-0,03% Те,
0-0,03% Pb,
0-0,50% Sb,
0-0,50% Sn,
0-0,50% Cr,
0-1,0% Cu, и
остальное, состоящее из железа и примесей.
[0154] Оксидный слой является железооксидным слоем. Когда железооксидный слой анализируется с помощью инфракрасной спектроскопии с преобразованием Фурье, когда A650 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 650 см-1 в инфракрасном спектре поглощения, и когда A1250 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 1250 см-1 в инфракрасном спектре поглощения, A650 и A1250 удовлетворяют условию 0,2≤A650/A1250≤5,0.
[0155] В процессе формирования изоляционного покрытия раствор для формирования изоляционного покрытия с натяжением наносят на железооксидный слой стальной подложки и прокаливают этот раствор.
[0156] Предпочтительно, чтобы средняя толщина железооксидного слоя составляла 200-500 нм.
[0157] Способ формирования изоляционного покрытия листа анизотропной электротехнической стали согласно варианту осуществления по существу является тем же самым, что и процесс формирования изоляционного покрытия в описанном выше способе производства листа анизотропной электротехнической стали. Например, стальная подложка в способе формирования изоляционного покрытия листа анизотропной электротехнической стали согласно варианту осуществления соответствует оксидированному стальному листу в описанном выше способе производства листа анизотропной электротехнической стали. Кроме того, стальная подложка в способе формирования изоляционного покрытия листа анизотропной электротехнической стали согласно варианту осуществления соответствует показанным на Фиг. 1A и Фиг. 1B основному стальному листу 11 и железооксидному слою 13 описанного выше листа анизотропной электротехнической стали. Таким образом, подробное объяснение способа формирования изоляционного покрытия листа анизотропной электротехнической стали согласно варианту осуществления опущено.
Примеры
[0158] Далее эффекты одного аспекта настоящего изобретения подробно описываются со ссылками на следующие примеры. Однако условия в примерах представляют собой примерные условия, используемые для того, чтобы подтвердить работоспособность и эффекты настоящего изобретения, так что настоящее изобретение не ограничено этими примерными условиями. Настоящее изобретение может использовать различные типы условий, если только эти условия не отступают от объема охраны настоящего изобретения и позволяют решать задачу настоящего изобретения.
(Пример 1)
[0159] Стальной сляб A (стальную заготовку A) и стальной сляб B (стальную заготовку B) нагревали до 1350°C, а затем подвергали горячей прокатке для получения горячекатаных стальных листов, имеющих среднюю толщину 2,3 мм, причем стальной сляб A содержал 0,082 мас.% C, 3,3 мас.% Si, 0,082 мас.% Mn, 0,023 мас.% S, 0,025 мас.% раств.Al, 0,008 мас.% N и остальное, состоящее из Fe и примесей, а стальной сляб B содержал 0,081 мас.% C, 3,3 мас.% Si, 0,083 мас.% Mn, 0,022 мас.% S, 0,025 мас.% раств.Al, 0,008 мас.% N, 0,0025 мас.% Bi и остальное, состоящее из Fe и примесей.
[0160] Полученные горячекатаные стальные листы отжигали при 1100°C в течение 120 секунд, а затем протравливали. Стальные листы после травления подвергали холодной прокатке, получив холоднокатаные стальные листы, имеющие среднюю толщину 0,23 мм.
[0161] Полученные холоднокатаные стальные листы подвергали обезуглероживающему отжигу. При обезуглероживающем отжиге холоднокатаные стальные листы нагревали при таких условиях, что средняя скорость нагрева S1 на стадии нагрева до 500°C или больше и меньше 600°C составляла 400°C/секунду, а средняя скорость нагрева S2 на стадии нагрева до 600°C или больше и 700°C или меньше составляла 1100°C/секунду (S2÷S1=2,75), а затем выдерживали при 850°C в течение 120 секунд.
[0162] После этого сепаратор отжига нанесли и высушили. В сепараторе отжига содержались MgO и Al2O3 в суммарном количестве твердого содержимого 95 мас.%, причем соотношение смешиваемых MgO и Al2O3 составляло 50%:50% по массе (массовое отношение 1:1), а также содержался BiOCl в количестве 5 мас.% по сравнению с суммарным количеством MgO и Al2O3. После этого проводили окончательный отжиг при 1200°C в течение 20 часов.
[0163] Избыточный сепаратор отжига удаляли с полученного окончательно отожженного стального листа путем промывки водой. Во всех стальных листах стеклянная пленка (пленка форстерита) не была сформирована, что было подтверждено способом рентгеновской дифракции.
[0164] Стальные листы после удаления избыточного сепаратора отжига промывкой водой подвергли травлению с использованием серной кислоты с температурой 70°C и концентрацией, показанной в следующей Таблице 1. После этого проводили термическую обработку с изменением концентрации кислорода, точки росы, температуры и времени.
[0165] [Таблица 1]
мас.%
°C
об.%
°C
с
[0166] После процесса оксидирования на стальные листы наносили водный раствор, который включал главным образом фосфат алюминия и коллоидный кремнезем, прокаливали этот раствор при 850°C в течение 1 минуты, и тем самым формировали изоляционное покрытие с натяжением, удельная масса которого составляла 4,5 г/м2 на поверхности тестового образца. Затем тестовый образец облучали лучом лазера для измельчения магнитного домена.
[0167] Основные стальные листы листов анизотропной электротехнической стали были химически проанализированы на основе вышеописанного способа. Стальные листы, сделанные из стального сляба A, содержали в своем химическом составе, в мас.%, 0,002% или меньше C, 3,30% Si, 0,082% Mn, 0,005% или меньше S (0,005% или меньше S+Se), 0,005% или меньше раств.Al, 0,005% или меньше N, а остальное состояло из Fe и примесей. Стальные листы, сделанные из стального сляба B, содержали в своем химическом составе, в мас.%, 0,002% или меньше C, 3,30% Si, 0,083% Mn, 0,005% или меньше S (0,005% или меньше S+Se), 0,005% или меньше раств.Al, 0,005% или меньше N, 0,0001 мас.% Bi, а остальное состояло из Fe и примесей.
<Оценка>
[0168] Были оценены инфракрасная спектроскопия с преобразованием Фурье, средняя толщина железооксидного слоя, магнитные характеристики и адгезия изоляционного покрытия с натяжением. Способы оценки были следующими.
(Магнитные характеристики)
[0169] Магнитная индукция B8 в направлении прокатки (в Тл) (магнитная индукция при 800 А/м) и магнитные потери W17/50 (в Вт/кг) (магнитные потери при возбуждении до 1,7 Тл при 50 Гц) оценивали на основе способа, регулируемого стандартом JIS C 2556:2015, с использованием одиночного тестового образца с длиной 300 мм и шириной 60 мм. Когда магнитная индукция B8 составляла 1,90 Тл или больше, это считалось приемлемым.
(Инфракрасная спектроскопия с преобразованием Фурье)
[0170] Поверхность стального листа после оксидирования и перед формированием изоляционного покрытия с натяжением анализировали с помощью отражательной абсорбционной инфракрасной спектроскопии с преобразованием Фурье с использованием спектрометра Frontier производства компании PERKIN ELMER Frontier. Из полученного инфракрасного спектра поглощения на основе вышеописанного способа вычислялось отношение коэффициентов поглощения A650/A1250. Когда отношение коэффициентов поглощения A650/A1250 составляло 0,2-5,0, это считалось приемлемым.
(Адгезия изоляционного покрытия с натяжением)
[0171] Из полученных листов анизотропной электротехнической стали брали тестовый образец, продольное направление которого соответствовало направлению прокатки, и проводили испытания на изгиб с диаметром ∅ 10 и диаметром ∅ 20 с использованием прибора для испытания на изгиб с цилиндрической оправкой. Поверхность тестового образца после испытаний на изгиб наблюдали, вычисляли долю площади, на которой изоляционное покрытие осталось неотслоенным на площади согнутой части (долю оставшегося покрытия), и тем самым оценивали адгезию изоляционного покрытия с натяжением. Когда доля оставшегося покрытия получала оценку A, это считалось приемлемым.
[0172] Оценка A: доля оставшегося покрытия - 90% или больше.
Оценка B: доля оставшегося покрытия - 70% или больше и меньше 90%.
Оценка C: доля оставшегося покрытия - менее 70%.
(Средняя толщина железооксидного слоя)
[0173] Тестовый образец для XPS брали из полученных листов анизотропной электротехнической стали и измеряли среднюю толщину железооксидного слоя на основе вышеописанного способа.
[0174] Полученные результаты показаны в следующей Таблице 2.
[0175] [Таблица 2]
FT-IR
Tл
покрытия после изгиба с Ø20
покрытия после изгиба с Ø10
[0176] Как ясно показано в Таблицах 1 и 2, поскольку условия оксидирования удовлетворялись в тестах №№ 1-2, 1-3, 1-5, 1-6, 1-8, 1-15, 1-16, 1-18, 1-19 и 1-21, отношение коэффициентов поглощения A650/A1250 удовлетворялось, и как магнитные характеристики, так и адгезия изоляционного покрытия с натяжением были превосходными. Кроме того, поскольку химические составы стальных слябов в тестах №№ 1-15, 1-16, 1-18, 1-19 и 1-21 среди вышеупомянутых тестов были благоприятными, магнитные характеристики были еще более превосходными.
[0177] С другой стороны, поскольку время выдержки для оксидирования было короче в тесте № 1-1 и температура выдержки для оксидирования была более низкой в тесте № 1-4, отношение коэффициентов поглощения A650/A1250 не удовлетворялось, и адгезия изоляционного покрытия с натяжением была плохой.
Поскольку концентрация серной кислоты была более низкой в тесте № 1-7 и концентрация кислорода для оксидирования была более высокой в тесте № 1-9, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку точка росы для оксидирования была более низкой в тесте № 1-10 и концентрация кислорода для оксидирования была более низкой в тесте № 1-11, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку точка росы для оксидирования была более высокой в тесте № 1-12, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку концентрация для травления была более высокой и температура для оксидирования была более низкой в тесте № 1-13, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку время выдержки для оксидирования было короче в тесте № 1-14 и температура выдержки для оксидирования была более низкой в тесте № 1-17, отношение коэффициентов поглощения A650/A1250 не удовлетворялось, и адгезия изоляционного покрытия с натяжением была плохой.
Поскольку концентрация серной кислоты была более низкой в тесте № 1-20 и концентрация кислорода для оксидирования была более высокой в тесте № 1-22, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку точка росы для оксидирования была более низкой в тесте № 1-23 и концентрация кислорода для оксидирования была более низкой в тесте № 1-24, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку точка росы для оксидирования была более высокой в тесте № 1-25, адгезия изоляционного покрытия с натяжением была плохой.
Поскольку концентрация для травления была более высокой и температура для оксидирования была более низкой в тесте № 1-26, адгезия изоляционного покрытия с натяжением была плохой.
(Пример 2)
[0178] Стальные слябы (стальные заготовки) с химическими составами, показанными в следующей Таблице 3, нагревали до 1380°C, а затем подвергали горячей прокатке, получив горячекатаные стальные листы, имеющие среднюю толщину 2,3 мм. Некоторые образцы при этом растрескались, и поэтому не могли быть подвергнуты последующим процессам.
[0179] [Таблица 3]
[0180] Горячекатаные стальные листы, которые могли быть подвергнуты последующим процессам, отжигали при 1120°C в течение 120 секунд, а затем травили. Стальные листы после травления были подвергали холодной прокатке, получив холоднокатаные стальные листы, имеющие среднюю толщину 0,23 мм. Некоторые стали растрескались во время холодной прокатки и поэтому не могли быть подвергнуты последующим процессам.
[0181] Стальные листы, которые могли быть подвергнуты последующим процессам, подвергали обезуглероживающему отжигу. При обезуглероживающем отжиге холоднокатаные стальные листы нагревали при таких условиях, что средняя скорость нагрева S1 на стадии нагрева до 500°C или больше и меньше 600°C составляла 900°C/секунду, а средняя скорость нагрева S2 на стадии нагрева до 600°C или больше и 700°C или меньше составляла 1600°C/секунду (S2÷S1=1,78), а затем выдерживали при 850°C в течение 150 секунд.
[0182] После этого наносили сепаратор отжига и сушили. В сепараторе отжига содержались MgO и Al2O3 в суммарном количестве твердого содержимого 94 мас.%, причем соотношение смешиваемых MgO и Al2O3 составляло 50%:50% по массе (массовое отношении 1:1), а также содержался BiOCl в количестве 6 мас.% по сравнению с суммарным количеством MgO и Al2O3. После этого проводили окончательный отжиг при 1200°C в течение 20 часов.
[0183] Избыточный сепаратор отжига удаляли с полученного окончательно отожженного стального листа путем промывки водой. Во всех стальных листах стеклянная пленка (пленка форстерита) не была сформирована, что было подтверждено способом рентгеновской дифракции.
[0184] Стальные листы после удаления избыточного сепаратора отжига промывкой водой подвергали обработке травлением с использованием серной кислоты с температурой 70°C и концентрацией 10%. После этого проводили термическую обработку путем выдержки при таких условиях, как концентрация кислорода 21%, точка росы 10°C, температура 800°C и время 20 секунд. При этом в показанном ниже тесте № 2-24 термическая обработка не проводилась, и тест № 2-24 имел состояние после травления.
[0185] После этого наносили водный раствор, который включал главным образом фосфат алюминия и коллоидный кремнезем, и раствор прокаливали при 850°C в течение 1 минуты, и тем самым сформировали изоляционное покрытие с натяжением, удельная масса которого составляла 4,5 г/м2 на поверхности тестового образца.
[0186] Основные стальные листы листов анизотропной электротехнической стали были химически проанализированы на основе вышеописанного способа. Химические составы показаны в Таблице 4. В Таблицах 3 и 4 элемент, значение которого не указано, означает элемент, целенаправленный контроль за количеством которого во время производства не проводили.
[0187] [Таблица 4]
<Оценка>
[0188] Были оценены инфракрасная спектроскопия с преобразованием Фурье, средняя толщина железооксидного слоя, магнитные характеристики и адгезия изоляционного покрытия с натяжением. Способы оценки для FT-IR, средней толщины железооксидного слоя и адгезии изоляционного покрытия с натяжением были теми же самыми, что и в вышеупомянутом Примере 1. Магнитные характеристики оценивали следующим образом.
(Магнитные характеристики)
[0189] Магнитные характеристики в направлении прокатки оценивали на основе способа, регулируемого стандартом JIS C 2556:2015, с использованием одиночного тестового образца с длиной 300 мм и шириной 60 мм. Когда магнитная индукция B8 составляла 1,90 Тл или больше, это считалось приемлемым. Стальные листы, магнитная индукция B8 которых была приемлемой, облучали лучом лазера для измельчения магнитного домена. Затем оценивали магнитные потери W17/50 стальных листов, облученных лучом лазера.
[0190] Полученные результаты показаны в следующей Таблице 5.
[0191] [Таблица 5]
нм
Tл
Ø20
оставшегося покрытия после изгиба с
Ø10
[0192] Как ясно показано в Таблицах 3-5, поскольку химические составы основных стальных листов удовлетворялись в тестах №№ с 2-1 по 2-11, отношение коэффициентов поглощения A650/A1250 удовлетворялось, и как магнитные характеристики, так и адгезия изоляционного покрытия с натяжением были превосходными. Кроме того, поскольку химические составы стальных слябов в тестах №№ с 2-3 по 2-11 среди вышеупомянутых тестов были благоприятными, магнитные характеристики были еще более превосходными.
[0193] С другой стороны, поскольку содержание Si было чрезмерным в тесте № 2-12, стальной лист разрушился во время холодной прокатки.
Поскольку содержание Si было недостаточным в тесте № 2-13, магнитные характеристики были плохими.
Поскольку содержание C было недостаточным в тесте № 2-14 и содержание C было чрезмерным в тесте № 2-15, магнитные характеристики были плохими.
Поскольку содержание раств.Al было недостаточным в тесте № 2-16, магнитные характеристики были плохими.
Поскольку содержание раств.Al было чрезмерным в тесте № 2-17, стальной лист разрушился во время холодной прокатки.
Поскольку содержание Mn было недостаточным в тесте № 2-18 и содержание Mn было чрезмерным в тесте № 2-19, магнитные характеристики были плохими.
Поскольку суммарное количество S и Se было недостаточным в тесте № 2-20, магнитные характеристики были плохими.
Поскольку суммарное количество S и Se было чрезмерным в тесте № 2-21, стальной лист разрушился во время горячей прокатки.
Поскольку содержание N было чрезмерным в тесте № 2-22, стальной лист разрушился во время холодной прокатки.
Поскольку содержание N было недостаточным в тесте № 2-23, магнитные характеристики были плохими.
Поскольку термическая обработка в процессе оксидирования не проводилась в тесте № 2-24, адгезия изоляционного покрытия с натяжением была плохой. В тесте № 2-24 покрытие сразу после прокаливания отслоилось даже в плоской части в дополнение к изогнутой части.
(Пример 3)
[0194] Стальные слябы (стальные заготовки) с химическими составами, показанными в следующей Таблице 6, нагревали до 1380°C, а затем подвергали горячей прокатке, получив горячекатаные стальные листы, имеющие среднюю толщину 2,3 мм.
[0195] [Таблица 6]
[0196] Горячекатаные стальные листы отжигали при 1120°C в течение 120 секунд, а затем протравливали. Стальные листы после травления подвергали холодной прокатке, получив холоднокатаные стальные листы, имеющие среднюю толщину 0,23 мм.
[0197] Полученные холоднокатаные стальные листы подвергали обезуглероживающему отжигу. При обезуглероживающем отжиге холоднокатаные стальные листы нагревали при изменении средней скорости нагрева S1 (°C/секунду) на стадии нагрева до 500°C или больше и меньше 600°C и средней скорости нагрева S2 (°C/секунду) на стадии нагрева до 600°C или больше и 700°C или меньше, как показано в Таблице 7, а затем выдерживали при 850°C в течение 150 секунд.
[0198] [Таблица 7]
°C/с
°C/с
°C
с
[0199] После этого наносили и сушили сепаратор отжига. В сепараторе отжига содержались MgO и Al2O3 в суммарном количестве твердого содержимого 94 мас.%, причем соотношение смешиваемых MgO и Al2O3 составляло 50%:50% по массе (массовое отношение 1:1), а также содержался BiOCl в количестве 6 мас.% по сравнению с суммарным количеством MgO и Al2O3. После этого проводили окончательный отжиг при 1200°C в течение 20 часов.
[0200] Избыточный сепаратор отжига удаляли с полученного окончательно отожженного стального листа путем промывки водой. Во всех стальных листах стеклянная пленка (пленка форстерита) не была сформирована, что было подтверждено способом рентгеновской дифракции.
[0201] Стальные листы после удаления избыточного сепаратора отжига промывкой водой подвергали обработке травлением с использованием серной кислоты с температурой 85°C и концентрацией 8%. После этого для тестов №№ с 3-1 по 3-12 и 3-16 проводили термическую обработку путем выдержки при таких условиях, как концентрация кислорода 21%, точка росы 10°C, температура 800°C и время 30 секунд. Кроме того, для теста № 3-13 термическая обработка проводилась путем выдержки при таких условиях, как концентрация кислорода 1%, точка росы 10°C, температура 700°C и время 5 секунд. Кроме того, для тестов №№ 3-14 и 3-15 термическая обработка проводилась путем выдержки при таких условиях, как концентрация кислорода 21%, точка росы 10°C, температура 650°C и время 5 секунд.
[0202] После процесса оксидирования на стальные листы наносили водный раствор, который включал главным образом фосфат алюминия и коллоидный кремнезем, раствор прокаливали при 850°C в течение 1 минуты, и тем самым формировали изоляционное покрытие с натяжением, удельная масса которого составляла 4,5 г/м2 на поверхности тестового образца. Затем тестовый образец облучали лучом лазера для измельчения магнитного домена.
[0203] Основные стальные листы листов анизотропной электротехнической стали были химически проанализированы на основе вышеописанного способа. Все стальные листы содержали в своем химическом составе, в мас.%, 0,002% или меньше C, 0,005% или меньше S (0,005% или меньше S+Se), 0,005% или меньше раств.Al и 0,005% или меньше N. Кроме того, содержание Si, содержание Mn и содержание Pb во всех стальных листах было тем же самым, что и в стальных слябах (стальных заготовках). Кроме того, во всех стальных листах, включающих Bi или Те, содержание Bi составляло 0,0001% и содержание Те составляло 0,0001%. Кроме того, во всех стальных листах остальное в составе состояло из Fe и примесей.
<Оценка>
[0204] Были оценены инфракрасная спектроскопия с преобразованием Фурье, средняя толщина железооксидного слоя, магнитные характеристики и адгезия изоляционного покрытия с натяжением. Способы оценки были теми же самыми, что и в вышеприведенном Примере 1.
[0205] Полученные результаты показаны в следующей Таблице 8.
[0206] [Таблица 8]
при FT-IR
нм
Tл
[0207] Как ясно показано в Таблицах 6-8, поскольку химические составы основных стальных листов удовлетворялись и удовлетворялись условия производства в тестах №№ с 3-1 по 3-12 и 3-16, магнитные характеристики и адгезия изоляционного покрытия с натяжением были превосходными.
Кроме того, поскольку среди вышеупомянутых тестов условия оксидирования были благоприятными в тестах №№ с 3-1 по 3-3, хотя номер стали и скорость нагрева при обезуглероживающем отжиге в тестах №№ с 3-1 по 3-3 были теми же самыми, что и в тестах №№ с 3-13 по 3-15, магнитные характеристики и адгезия изоляционного покрытия с натяжением были превосходными по сравнению с тестами №№ с 3-13 по 3-15.
Кроме того, поскольку химические составы стальных слябов в тестах №№ с 3-4 по 3-12 среди вышеупомянутых тестов были благоприятными, магнитные характеристики были еще более превосходными.
В частности, поскольку среди вышеупомянутых тестов средняя скорость нагрева S1 и средняя скорость нагрева S2 на стадии нагрева при обезуглероживающем отжиге были благоприятными в дополнение к благоприятным химическим составам стальных слябов в тестах №№ с 3-6 по 3-12, магнитные характеристики были еще более превосходными.
[0208] С другой стороны, поскольку условия для процесса оксидирования не были благоприятными в тестах №№ с 3-13 по 3-15, адгезия изоляционного покрытия с натяжением была плохой. В этих тестах покрытие отслоилось до проведения испытания на изгиб.
(Пример 4)
[0209] Стальные слябы (стальные заготовки) с химическими составами, показанными в следующей Таблице 9, нагревали до 1350°C, а затем подвергали горячей прокатке, получив горячекатаные стальные листы, имеющие среднюю толщину 2,3 мм.
[0210] [Таблица 9]
[0211] Полученные горячекатаные стальные листы отжигали при 1100°C в течение 120 секунд, а затем протравливали. Стальные листы после травления подвергали холодной прокатке, получив холоднокатаные стальные листы, имеющие среднюю толщину 0,23 мм.
[0212] Полученные холоднокатаные стальные листы подвергали обезуглероживающему отжигу. При обезуглероживающем отжиге холоднокатаные стальные листы нагревали при таких условиях, что средняя скорость нагрева S1 на стадии нагрева до 500°C или больше и меньше 600°C составляла 400°C/секунду, а средняя скорость нагрева S2 на стадии нагрева до 600°C или больше и 700°C или меньше - 1100°C/секунду (S2÷S1=2,75), а затем выдерживали при 850°C в течение 120 секунд.
[0213] После этого проводили окончательный отжиг при условиях, показанных в следующей Таблице 10. В Таблице 10 количество главных материалов в сепараторе отжига показано как процент твердого содержимого. Кроме того, количество хлорида висмута показано как количество по сравнению с суммарным количеством MgO и Al2O3.
[0214] [Таблица 10]
°C
ч
мас.%
MgO/Al2O3
Прим.: в приведенной выше таблице «I» означает «MgO/Al2O3», а «II» означает «MgO».
[0215] Избыточный сепаратор отжига удаляли с полученного окончательно отожженного стального листа путем промывки водой. В любых стальных листах, за исключением тестов №№ 4-3 и 4-4, стеклянная пленка (пленка форстерита) не была сформирована, что было подтверждено с помощью рентгеновской дифракции. В стальных листах тестов №№ 4-3 и 4-4 образовавшаяся на поверхности пленка форстерита была удалена путем шлифовки или травления поверхности окончательно отожженного стального листа после окончательного отжига. После этого отсутствие во всех стальных листах стеклянной пленки (пленки форстерита) было подтверждено способом рентгеновской дифракции.
[0216] Стальные листы после удаления избыточного сепаратора отжига путем промывки водой (стальные листы после удаления стеклянной пленки в тестах №№ 4-3 и 4-4) подвергали травлению при условиях, показанных в следующей Таблице 11. При этом в тестах №№ 4-1 и 4-2, показанных в Таблице 11, обработку травлением в процессе оксидирования не проводили, а концентрация кислорода в атмосфере во время термической обработки была равна 0 об.% (25 об.% азота и 75 об.% водорода).
[0217] [Таблица 11]
мас.%
°C
об.%
°C
°C
с
Прим.1: концентрация кислорода составляла 0% (25% азота и 75% водорода).
[0218] После процесса оксидирования на стальные листы наносили водный раствор, который включал главным образом фосфат алюминия и коллоидный кремнезем, раствор прокаливали при 850°C в течение 1 минуты за исключением тестов №№ 4-1 и 4-2, раствор прокаливали при 850°C в течение 30 минут в тестах №№ 4-1 и 4-2, и тем самым сформировали изоляционное покрытие с натяжением, удельная масса которого составляла 4,5 г/м2 на поверхности тестового образца. Затем тестовый образец облучали лучом лазера для измельчения магнитного домена.
[0219] Основные стальные листы листов анизотропной электротехнической стали были химически проанализированы на основе вышеописанного способа. Химические составы показаны в Таблице 12. В Таблицах 9 и 12 элемент, значение которого не указано, означает элемент, целенаправленный контроль за количеством которого во время производства не проводили.
[0220] [Таблица 12]
<Оценка>
[0221] Были оценены инфракрасная спектроскопия с преобразованием Фурье, средняя толщина железооксидного слоя, магнитные характеристики и адгезия изоляционного покрытия с натяжением. Способы оценки были теми же самыми, что и в вышеприведенном Примере 1.
[0222] Полученные результаты показаны в следующей Таблице 13.
[0223] [Таблица 13]
железо-оксидного слоя,
нм
Tл
оставшегося покрытия
после изгиба с Ø20
покрытия после изгиба с Ø10
[0224] Как ясно показано в Таблицах 9-13, поскольку химические составы основных стальных листов удовлетворялись и удовлетворялись условия производства в тестах №№ с 4-3 по 4-14, как магнитные характеристики, так и адгезия изоляционного покрытия с натяжением были превосходными. С другой стороны, поскольку условия производства не были благоприятными в тестах №№ 4-1 и 4-2, адгезия изоляционного покрытия с натяжением была плохой.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0225] 10 - Лист анизотропной электротехнической стали
11 - Основной стальной лист
13 - Железооксидный слой
15 - Изоляционное покрытие с натяжением
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2778536C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2022 |
|
RU2823742C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2022 |
|
RU2821534C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2778541C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2776472C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2018 |
|
RU2727435C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2779985C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ПРОМЕЖУТОЧНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2020 |
|
RU2774384C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776382C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2018 |
|
RU2725943C1 |

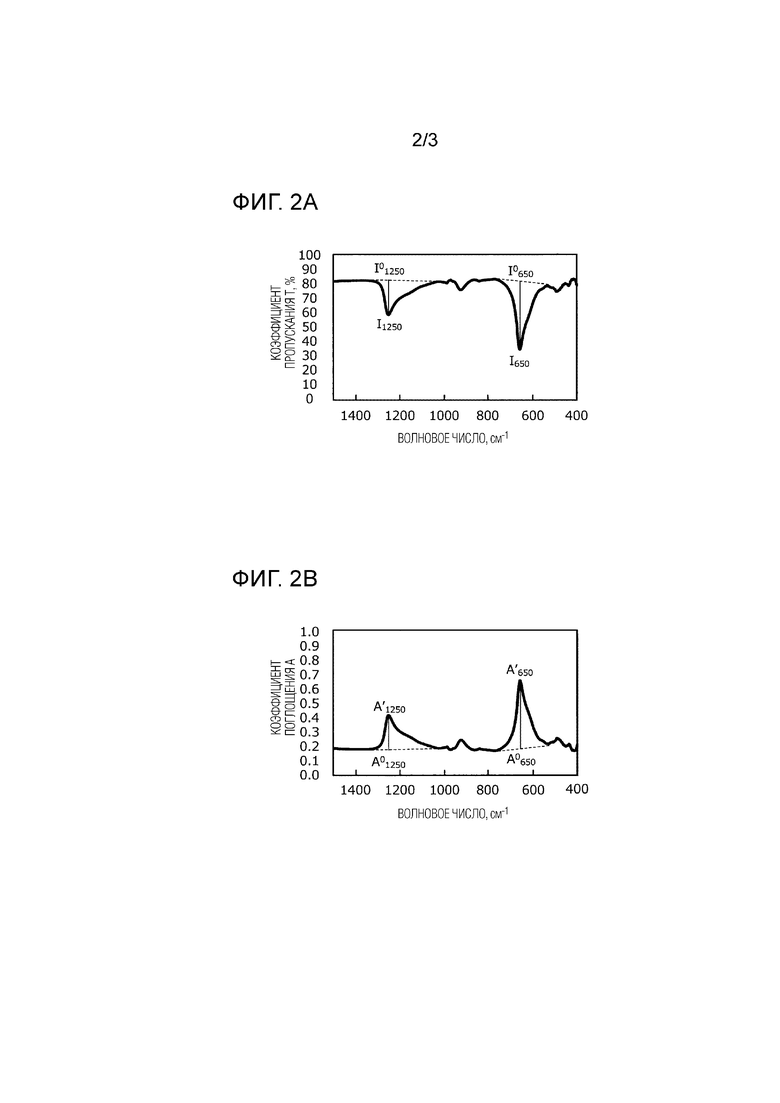
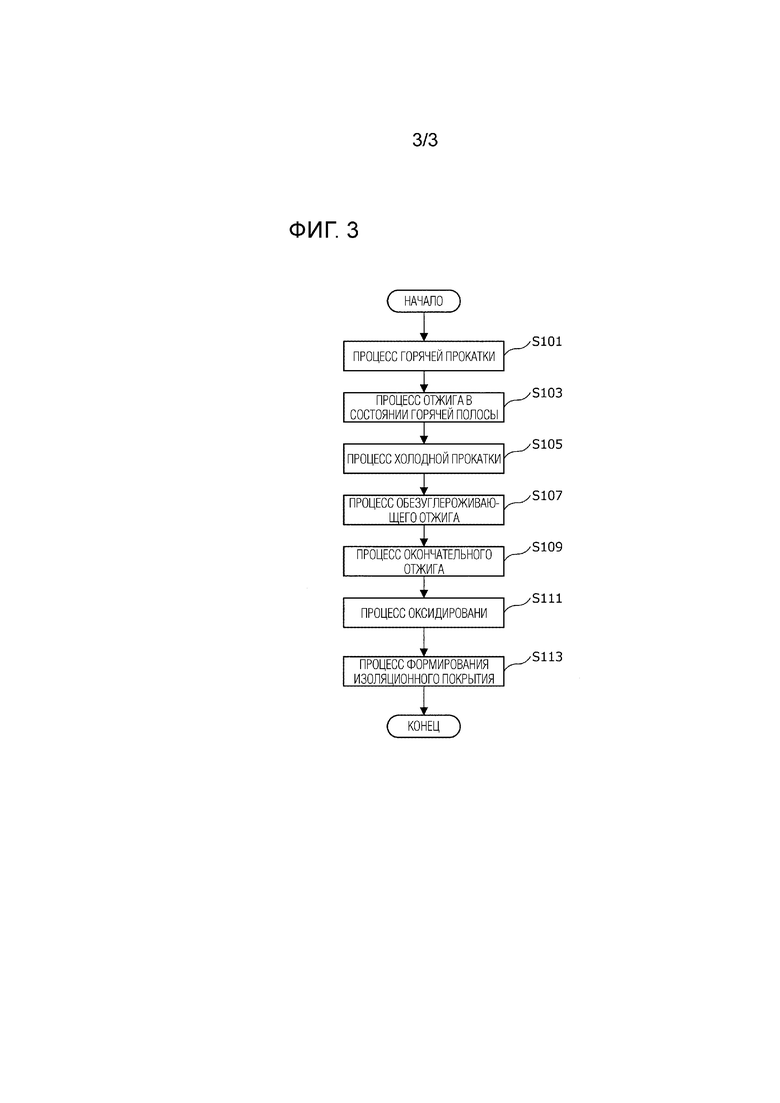
Изобретение относится к металлургии, а именно к листу анизотропной электротехнической стали без пленки форстерита. Лист анизотропной электротехнической стали без пленки форстерита содержит основной стальной лист; оксидный слой, расположенный в контакте с основным стальным листом, и изоляционное покрытие с натяжением, расположенное в контакте с оксидным слоем. Основной стальной лист включает в свой химический состав в мас.%: 2,5-4,0 Si, 0,05-1,00 Mn, 0,01 или менее C, 0-0,005 S+Se, 0-0,01 раств. Al, 0-0,005 N, 0-0,03 Bi, 0-0,03 Те, 0-0,03 Pb, 0-0,50 Sb, 0-0,50 Sn, 0-0,50 Cr, 0-1,0 Cu и остальное, состоящее из железа и примесей. Оксидный слой является железооксидным слоем, когда железооксидный слой анализируют с помощью инфракрасной спектроскопии с преобразованием Фурье, когда A650 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 650 см-1 в инфракрасном спектре поглощения, и когда A1250 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 1250 см-1 в инфракрасном спектре поглощения, A650 и A1250 удовлетворяют условию 0,2≤A650/A1250≤5,0 и магнитная индукция B8 в направлении прокатки листа анизотропной электротехнической стали составляет 1,90 Тл или больше. Лист анизотропной электротехнической стали обладает высокой адгезией изоляционного покрытия с натяжением без стеклянной пленки форстерита. 2 н. и 5 з.п. ф-лы, 3 ил., 13 табл., 12 пр.
1. Лист анизотропной электротехнической стали без пленки форстерита, характеризующийся тем, что
лист анизотропной электротехнической стали содержит:
основной стальной лист;
оксидный слой, расположенный в контакте с основным стальным листом; и
изоляционное покрытие с натяжением, расположенное в контакте с оксидным слоем,
причем основной стальной лист включает в свой химический состав, мас.%:
2,5-4,0 Si,
0,05-1,00 Mn,
0,01 или менее C,
0-0,005 S+Se,
0-0,01 раств. Al,
0-0,005 N,
0-0,03 Bi,
0-0,03 Те,
0-0,03 Pb,
0-0,50 Sb,
0-0,50 Sn,
0-0,50 Cr,
0-1,0 Cu и
остальное, состоящее из железа и примесей,
оксидный слой является железооксидным слоем,
когда железооксидный слой анализируют с помощью инфракрасной спектроскопии с преобразованием Фурье, когда A650 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 650 см-1 в инфракрасном спектре поглощения, и когда A1250 представляет собой коэффициент поглощения пика поглощения, обнаруженного при 1250 см-1 в инфракрасном спектре поглощения,
A650 и A1250 удовлетворяют условию 0,2≤A650/A1250≤5,0 и
магнитная индукция B8 в направлении прокатки листа анизотропной электротехнической стали составляет 1,90 Тл или больше.
2. Лист по п. 1, в котором средняя толщина железооксидного слоя составляет 200-500 нм.
3. Способ производства листа анизотропной электротехнической стали без пленки форстерита по п. 1 или 2, характеризующийся тем, что способ включает в себя:
процесс горячей прокатки с нагреванием и затем горячей прокаткой стальной заготовки для получения горячекатаного стального листа,
процесс отжига в состоянии горячей полосы с необязательным отжигом горячекатаного стального листа для получения отожженного в состоянии горячей полосы стального листа;
процесс холодной прокатки с холодной прокаткой горячекатаного стального листа или отожженного в состоянии горячей полосы стального листа один или множество раз с промежуточным отжигом между ними для получения холоднокатаного стального листа,
процесс обезуглероживающего отжига с обезуглероживающим отжигом холоднокатаного стального листа для получения подвергнутого обезуглероживающему отжигу стального листа;
процесс окончательного отжига с нанесением сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист и после этого окончательным отжигом подвергнутого обезуглероживающему отжигу стального листа для получения окончательно отожженного стального листа,
процесс оксидирования с проведением по очереди обработки промывкой, обработки травлением и термической обработки окончательно отожженного стального листа для получения оксидированного стального листа,
процесс формирования изоляционного покрытия с нанесением раствора для формирования изоляционного покрытия с натяжением на поверхность оксидированного стального листа и прокаливанием этого раствора,
причем в процессе горячей прокатки
стальная заготовка включает в свой химический состав, мас.%:
2,5-4,0 Si,
0,05-1,00 Mn,
0,02-0,10 C,
0,005-0,080 S+Se,
0,010-0,07 раств. Al,
0,005-0,020 N,
0-0,03 Bi,
0-0,03 Те,
0-0,03 Pb,
0-0,50 Sb,
0-0,50 Sn,
0-0,50 Cr,
0-1,0 Cu и
остальное, состоящее из железа и примесей, и
при этом в процессе оксидирования
в качестве обработки промывкой поверхность окончательно отожженного стального листа промывают,
в качестве обработки травлением окончательно отожженный стальной лист травят с использованием 5-20 мас.% серной кислоты и
в качестве термической обработки окончательно отожженный стальной лист выдерживают в диапазоне температур 700-850°C в течение 10-50 секунд в атмосфере с концентрацией кислорода 5-21 об.% и точкой росы от -10 до 30°C.
4. Способ по п. 3, в котором в процессе окончательного отжига
сепаратор отжига включает в себя MgO и Al2O3 в суммарном количестве 85 мас.% или более,
MgO:Al2O3, которое представляет собой массовое отношение MgO и Al2O3, удовлетворяет условию от 3:7 до 7:3 и
сепаратор отжига включает хлорид висмута в количестве 0,5-15 мас.% по сравнению с суммарным количеством MgO и Al2O3.
5. Способ по п. 3, в котором в процессе окончательного отжига
сепаратор отжига включает в себя MgO в количестве 60 мас.% или больше и
образовавшуюся на поверхности пленку форстерита удаляют путем шлифовки или травления поверхности окончательно отожженного стального листа после окончательного отжига.
6. Способ по любому из пп. 3-5, в котором в процессе обезуглероживающего отжига,
когда S1 является средней скоростью нагрева в единицах °C/секунду в диапазоне температур 500°C или больше и меньше 600°C во время подъема температуры холоднокатаного стального листа и когда S2 является средней скоростью нагрева в единицах °C/секунду в диапазоне температур 600°C или больше и 700°C или меньше во время подъема температуры холоднокатаного стального листа,
S1 и S2 удовлетворяют условиям 300≤S1≤1000, 1000≤S2≤3000 и 1,0<S2/S1≤10,0.
7. Способ по любому из пп. 3-6, в котором в процессе горячей прокатки стальная заготовка включает в свой химический состав, мас.%, по меньшей мере один элемент, выбранный из группы, состоящей из
0,0005-0,03 Bi,
0,0005-0,03 Те и
0,0005-0,03 Pb.
| JP 8191010 A, 23.07.1996 | |||
| JP 11246981 A, 14.09.1999 | |||
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ, ОБЛАДАЮЩАЯ ИСКЛЮЧИТЕЛЬНО ВЫСОКОЙ АДГЕЗИЕЙ ПЛЕНКИ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2298592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2532539C2 |
| JP 62030302 A, 09.02.1987. | |||

