Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения листа электротехнической стали с ориентированными зернами, пригодного для использования в железном сердечнике или в чем-либо подобном для электрического устройства.
Уровень техники
Лист электротехнической стали с ориентированными зернами (или ориентированной зеренной структурой) представляет собой магнитно-мягкий материал и используется для железного сердечника или чего-либо подобного для электрических устройств, таких как трансформатор. В листе электротехнической стали с ориентированными зернами содержится примерно 7% масс. или меньше Si. Кристаллические зерна листа электротехнической стали с ориентированными зернами объединены в узком интервале вокруг ориентации {110}<001> согласно индексам Миллера. Ориентация кристаллических зерен контролируется посредством использования явления катастрофического роста зерен, называемого вторичной рекристаллизацией.
Для контроля вторичной рекристаллизации важно регулировать структуру (структуру первичной рекристаллизации), полученную посредством первичной рекристаллизации и перед вторичной рекристаллизацией, регулировать мелкодисперсные выделения, называемые ингибитором или элементом сегрегации на границе зерен. Ингибитор имеет функцию предпочтительного роста в структуре кристаллических зерен первичной рекристаллизации в ориентации {110}<001> и подавления роста других кристаллических зерен.
Затем обычно делаются различные предложения, направленные на эффективное выделение ингибитора.
Однако при обычных технологиях является сложным промышленное стабильное получение листа электротехнической стали с ориентированными зернами, имеющего высокую плотность магнитного потока.
Список цитируемых источников
Патентная литература
Патентная литература 1: Публикация рассмотренной заявки на патент Японии № 30-003651
Патентная литература 2: Публикация рассмотренной заявки на патент Японии № 33-004710
Патентная литература 3: Публикация рассмотренной заявки на патент Японии № 51-013469
Патентная литература 4: Публикация рассмотренной заявки на патент Японии № 62-045285
Патентная литература 5: Выложенная заявка на патент Японии № 03-002324
Патентная литература 6: патент США № 3905842
Патентная литература 7: патент США № 3905843
Патентная литература 8: Выложенная заявка на патент Японии № 01-230721
Патентная литература 9: Выложенная заявка на патент Японии № 01-283324
Патентная литература 10: Выложенная заявка на патент Японии № 10-140243
Патентная литература 11: Выложенная заявка на патент Японии № 2001-152250
Патентная литература 12: Выложенная заявка на патент Японии № 2-258929
Непатентная литература
Непатентная литература 1: Trans. Met. Soc. AIME, 212(1958) p 769/781
Непатентная литература 2: Journal of the Japan Institute of Metals 27 (1963) p 186
Непатентная литература 3: Testu-to-Hagane 53 (1967) p 1007/1023
Непатентная литература 4: Journal of the Japan Institute of Metals 43 (1979) p 175/181, Journal of the Japan Institute of Metals 44 (1980) p 419/424
Непатентная литература 5: Materials Science Forum 204-206 (1996) p 593/598
Непатентная литература 6: IEEE Trans. Mag. MAG-13 p 1427
Сущность изобретения
Техническая проблема
Настоящее изобретение имеет целью создание способа получения листа электротехнической стали с ориентированными зернами, пригодного к промышленному стабильному получению листа электротехнической стали с ориентированными зернами, имеющего высокую плотность магнитного потока.
Решение проблемы
Способ получения листа электротехнической стали с ориентированными зернами в соответствии с первым аспектом настоящего изобретения включает: при заданной температуре нагрев кремнистого стального материала, содержащего: Si: 0,8% масс. - 7% масс., растворимый в кислоте Al: 0,01% масс. - 0,065% масс., N: 0,004% масс. - 0,012% масс., Mn: 0,05% масс. - 1% масс. и B: 0,0005% масс. - 0,0080% масс., кремнистый стальной материал дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из S и Se, составляющий 0,003% масс. - 0,015% масс. в общем количестве, содержание C составляет 0,085% масс. или меньше, а оставшаяся часть состоит из Fe и неизбежных примесей; горячую прокатку нагретого кремнистого стального материала, с получением горячекатаной стальной полосы; отжиг горячекатаной стальной полосы, с получением отожженной стальной полосы; холодную прокатку отожженной стальной полосы один или несколько раз, с получением холоднокатаной стальной полосы; отжиг с декарбонизацией холоднокатаной стальной полосы, с получением отожженной декарбонизированной стальной полосы, в которой вызывается первичная рекристаллизация; нанесение в виде покрытия разделительного агента для отжига, содержащего MgO в качестве своего главного компонента, на отожженную и декарбонизированную стальную полосу и осуществление вторичной рекристаллизации посредством конечного отжига отожженной и декарбонизированной стальной полосы, при этом способ дополнительно включает осуществление обработки азотированием, при которой содержание N для отожженной и декарбонизированной стальной полосы повышается от начала отжига с декарбонизацией и до осуществления вторичной рекристаллизации при конечном отжиге, заданная температура равна, в случае когда в кремнистом стальном материале содержатся S и Se, температуре Т1 (°C) или более низкой температуре, температуре Т2 (°C) или более низкой температуре, и температуре Т3 (°C) или более низкой температуре, где температура Т1 выражается уравнением (1) ниже, температура Т2 выражается уравнением (2) ниже, а температура Т3 выражается уравнением (3) ниже, в случае когда S содержится, а Se не содержится в кремнистом стальном материале, она равна температуре Т1 (°C) или более низкой температуре и температуре Т3 (°C) или более низкой температуре, в случае когда Se содержится, а S не содержится в материале кремнистой стали, температуре Т2 (°C) или более низкой температуре и температуре Т3 (°C) или более низкой температуре, конечная температура Tf чистовой прокатки при горячей прокатке удовлетворяет неравенству (4) ниже, а количества BN, MnS и MnSe в горячекатаной стальной полосе удовлетворяют неравенствам (5), (6) и (7), ниже: 






В настоящем документе [Mn] представляет собой содержание Mn (% масс.) для кремнистого стального материала, [S] представляет собой содержание S (% масс.) для кремнистого стального материала, [Se] представляет собой содержание Se (% масс.) для кремнистого стального материала, [B] представляет собой содержание B (% масс.) для кремнистого стального материала, [N] представляет собой содержание N (% масс.) для кремнистого стального материала, BкакBN представляет собой количество B (% масс.), которое выделяется как Bn в горячекатаной стальной полосе, SкакMnS представляет собой количество S (% масс.), которое выделяется как MnS в горячекатаной стальной полосе, а SeкакMnSe представляет собой количество Se (% масс.), которое выделяется как MnSe в горячекатаной стальной полосе.
В способе получения листа электротехнической стали с ориентированными зернами в соответствии со вторым аспектом настоящего изобретения, в способе в соответствии с первым аспектом обработку азотированием осуществляют при условиях, когда содержание N как [N] для стальной полосы, полученной после обработки азотированием, удовлетворяет неравенству (8) ниже.
[N]≥14/27[Al]+14/11[B]+14/47[Ti]
В настоящем документе [N] представляет собой содержание N (% масс.) для стальной полосы, полученной после обработки азотированием, [Al] представляет собой содержание растворимого в кислоте Al (% масс.) для стальной полосы, полученной после обработки азотированием, а [Ti] представляет собой содержание Ti (% масс.) для стальной полосы, полученной после обработки азотированием.
В способе получения листа электротехнической стали с ориентированными зернами, в соответствии с третьим аспектом настоящего изобретения, в способе в соответствии с первым аспектом обработку азотированием осуществляют при условии, что содержание N как [N] для стальной полосы, полученной после обработки азотированием, удовлетворяет неравенство (9) ниже.
[N]≥2/3[Al]+14/11[B]+14/47[Ti]
В настоящем документе [N] представляет собой содержание N (% масс.) для стальной полосы, полученной после обработки азотированием, [Al] представляет собой содержание растворимого в кислоте Al (% масс.) для стальной полосы, полученной после обработки азотированием, а [Ti] представляет собой содержание Ti (% масс.) для стальной полосы, полученной после обработки азотированием.
Преимущественные эффекты изобретения
В соответствии с настоящим изобретением можно заставить BN выделяться смешанным образом на MnS и/или MnSe, соответственно, и формировать соответствующие ингибиторы, так что может быть получена высокая плотность магнитного потока. Кроме того, возможным является промышленное стабильное осуществление этих способов.
Краткое описание чертежей
[Фиг.1] Фиг.1 представляет собой блок-схему, показывающую способ получения листа электротехнической стали с ориентированными зернами.
[Фиг.2] Фиг.2 представляет собой вид, показывающий результат первого эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитными свойствами после конечного отжига).
[Фиг.3] Фиг.3 представляет собой вид, показывающий результат первого эксперимента (соотношение между количеством B, которое не выделяется как Bn, а магнитными свойствами после конечного отжига).
[Фиг.4] Фиг.4 представляет собой вид, показывающий результат первого эксперимента (соотношение между содержанием Mn, условиями горячей прокатки и магнитными свойствами после конечного отжига).
[Фиг.5] Фиг.5 представляет собой вид, показывающий результат первого эксперимента (соотношение между содержанием B, условиями горячей прокатки и магнитными свойствами после конечного отжига).
[Фиг.6] Фиг.6 представляет собой вид, показывающий результат первого эксперимента (соотношение между условиями чистовой прокатки и магнитными свойствами после конечного отжига).
[Фиг.7] Фиг.7 представляет собой вид, показывающий результат второго эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитными свойствами после конечного отжига).
[Фиг.8] Фиг.8 представляет собой вид, показывающий результат второго эксперимента (соотношение между количеством B, которое не выделяется как Bn, и магнитными свойствами после конечного отжига).
[Фиг.9] Фиг.9 представляет собой вид, показывающий результат второго эксперимента (соотношение между содержанием Mn, условиями горячей прокатки и магнитными свойствами после конечного отжига).
[Фиг.10] Фиг.10 представляет собой вид, показывающий результат второго эксперимента (соотношение между содержанием B, условиями горячей прокатки и магнитными свойствами после конечного отжига).
[Фиг.11] Фиг.11 представляет собой вид, показывающий результат второго эксперимента (соотношение между условиями чистовой прокатки и магнитными свойствами после конечного отжига).
[Фиг.12] Фиг.12 представляет собой вид, показывающий результат третьего эксперимента (соотношение между выделениями в горячекатаной стальной полосе и магнитными свойствами после конечного отжига).
[Фиг.13] Фиг.13 представляет собой вид, показывающий результат третьего эксперимента (соотношение между количеством B, которое не выделяется как Bn и магнитными свойствами после конечного отжига).
[Фиг.14] Фиг.14 представляет собой вид, показывающий результат третьего эксперимента (соотношение между содержанием Mn, условиями горячей прокатки и магнитными свойствами после конечного отжига).
[Фиг.15] Фиг.15 представляет собой вид, показывающий результат третьего эксперимента (соотношение между содержанием B, условиями горячей прокатки и магнитными свойствами после конечного отжига); и
[Фиг.16] фиг.16 представляет собой вид, показывающий результат третьего эксперимента (соотношение между условиями чистовой прокатки и магнитными свойствами после конечного отжига).
Описание вариантов осуществления
Авторы настоящего изобретения считают, что в случае получения листа электротехнической стали с ориентированными зернами из кремнистого стального материала, имеющего заданную композицию, содержащую B, форма выделений B может влиять на поведение при вторичной рекристаллизации, и таким образом осуществляют различные эксперименты. В настоящем документе объясняются основные особенности способа получения листа электротехнической стали с ориентированными зернами. Фиг.1 представляет собой блок-схему, показывающую способ получения листа электротехнической стали с ориентированными зернами.
Сначала, как иллюстрируется на фиг.1, на стадии S1 кремнистый стальной материал (сляб), имеющий заданную композицию, содержащий B, нагревают до заданной температуры и на стадии S2 осуществляют горячую прокатку нагретого кремнистого стального материала. С помощью горячей прокатки получают горячекатаную стальную полосу. После этого на стадии S3 осуществляют отжиг горячекатаной стальной полосы для нормализации структуры горячекатаной стальной полосы и для регулировки выделения ингибиторов. С помощью отжига получают отожженную стальную полосу. Затем на стадии S4 осуществляют холодную прокатку отожженной стальной полосы. Холодная прокатка может осуществляться только один раз или может также осуществляться множество раз, при этом в промежутках между проходами осуществляют промежуточный отжиг. С помощью холодной прокатки получают холоднокатаную стальную полосу. Иногда, в случае осуществления промежуточного отжига, можно также пропустить отжиг горячекатаной стальной полосы перед холодной прокаткой с осуществлением отжига (стадии S3) при промежуточном отжиге. То есть отжиг (стадия S3) может осуществляться на горячекатаной стальной полосе или может также осуществляться на стальной полосе, получаемой после одного прохода холодной прокатки и перед чистовой холодной прокаткой.
После холодной прокатки на стадии S5 осуществляют отжиг с декарбонизацией холоднокатаной стальной полосы. При отжиге с декарбонизацией осуществляется первичная рекристаллизация. После этого с помощью отжига с декарбонизацией, получают отожженную и декарбонизированную стальную полосу. Затем на стадии S6 разделительный агент для отжига, содержащий MgO (оксид магния) в качестве своего главного компонента, наносится на поверхность отожженной и декарбонизированной стальной полосы, и осуществляют конечный отжиг. При конечном отжиге осуществляется вторичная рекристаллизация и формируется стеклянная пленка, содержащая форстерит в качестве своего главного компонента, на поверхности стальной полосы, а она очищается. В результате вторичной рекристаллизации получают структуру после вторичной рекристаллизации, расположенную в ориентации Госса. С помощью конечного отжига получают стальную полосу после конечного отжига. Кроме того, от начала отжига с декарбонизацией и до осуществления вторичной рекристаллизации при конечном отжиге осуществляют обработку азотированием, при которой количество азота для стальной полосы повышается (стадия S7).
Таким образом, можно получить лист электротехнической стали с ориентированными зернами.
Кроме того, хотя подробности будут описаны позже, в качестве кремнистого стального материала используется материал, содержащий: Si: 0,8% масс. - 7% масс., растворимый в кислоте Al: 0,01% масс. - 0,065% масс., N: 0,004% масс. - 0,012% масс., а также Mn: 0,05% масс. - 1% масс., а кроме того, содержащий заданные количества S и/или Se и В, содержание C составляет 0,085% масс. или меньше, а оставшаяся часть состоит из Fe и неизбежных примесей.
Затем, в результате различных экспериментов, авторы настоящего изобретения обнаружили, что важно регулировать условия нагрева сляба (стадия S1) и горячей прокатки (стадия S2), чтобы затем генерировать в горячекатаной стальной полосе выделения в форме, эффективной в качестве ингибиторов. Конкретно авторы настоящего изобретения обнаружили, что, когда B в материале кремнистой стали выделяется в основном как выделения BN смешанным образом на MnS и/или на MnSe, посредством регулировки условий нагрева сляба и горячей прокатки, ингибиторы термически стабилизируются и зерна зернистой структуры после первичной рекристаллизации располагаются гомогенно. Кроме того, авторы настоящего изобретения получили информацию, необходимую для получения листа электротехнической стали с ориентированными зернами, имеющей стабильно хорошие магнитные свойства, и создали настоящее изобретение.
Далее будут объясняться эксперименты, осуществленные авторами настоящего изобретения.
(Первый эксперимент)
В первом эксперименте сначала получают различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,05% масс. - 0,19% масс., S: 0,007% масс. и B: 0,0010% масс. - 0,0035% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревают до температуры от 1100°C до 1250°C и подвергают воздействию горячей прокатки. При горячей прокатке осуществляют черновую прокатку при 1050°C, а затем осуществляют чистовую прокатку при 1000°C, и при этом получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляют струи охлаждающей воды, чтобы затем позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждаются на воздухе. После этого осуществляют отжиг горячекатаных стальных полос. Затем осуществляют холодную прокатку, и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревают при скорости 15°C/сек и подвергают воздействию отжига с декарбонизацией при температуре 840°C, и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы и осуществляют конечный отжиг. Таким образом, получают различные образцы.
Затем исследуют соотношение между выделениями в горячекатаной стальной полосе и магнитными свойствами после конечного отжига. Результат этого исследования иллюстрируется на фиг.2. На фиг.2 горизонтальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения MnS в количество S, а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Горизонтальная ось соответствует количеству S, которое выделяется какMnS (% масс.). Кроме того, белые кружки показывают, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл, как иллюстрируется на фиг.2, в образцах, каждый из которых имеет величины выделения MnS и BN, каждая из которых меньше определенного значения, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация была нестабильной.
Кроме того, исследуют соотношение между количеством B, которое не выделяется как Bn, и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.3. На фиг.3 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Как иллюстрируется на фиг.3, в образцах, каждый из которых имеет количество B, которое не выделяется как Bn, составляющее определенное значение или значение, большее чем это значение, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация была нестабильной.
Кроме того, в результате исследования формы выделений в образцах, каждый из которых имеет хорошие магнитные свойства, показано, что MnS становится зародышем и BN выделяется смешанным образом на MnS. Такие смешанные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию.
Кроме того, исследуют соотношение между условиями горячей прокатки и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.4 и фиг.5. На фиг.4 горизонтальная ось показывает содержание Mn (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. На фиг.5 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Кроме того, кривая на фиг.4 показывает температуру T1 (°C) растворения MnS, выраженную уравнением (1), приведенным ниже, а кривая на фиг.5 показывает температуру T3 (°C) растворения BN, выраженную уравнением (3), приведенным ниже. Как иллюстрируется на фиг.4, здесь показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием Mn или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T1 растворения MnS. Кроме того, как иллюстрируется на фиг.5, здесь также показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием B или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T3 растворения BN. То есть показано, что является эффективным осуществление нагрева сляба в температурной зоне, где MnS и BN не находятся полностью в твердом растворе.
T1=14855/(6,82-log ([Mn]×[S]))-273
T3=16000/(5,92-log ([B]×[N]))-273
В настоящем документе [Mn] представляет собой содержание Mn (% масс.), [S] представляет собой содержание S (% масс.), [B] представляет собой содержание B (% масс.) и [N] представляет собой содержание N (% масс.).
Кроме того, в результате исследования поведения BN при выделении показано, что температурная зона выделения BN составляет 800°C-1000°C.
Кроме того, авторы настоящего изобретения исследуют конечную температуру чистовой прокатки при горячей прокатке. Как правило, при чистовой прокатке при горячей прокатке прокатку осуществляют множество раз, и при этом получают горячекатаные стальные полосы, имеющие заданную толщину. В настоящем документе конечная температура чистовой прокатки означает температуру горячекатаной стальной полосы после конечной прокатки среди множества повторений прокатки. При исследовании сначала получают различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,007% масс. и B: 0,001% масс. - 0,004% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревают при температуре 1150°C и подвергают воздействию горячей прокатки. При горячей прокатке осуществляют черновую прокатку при 1050°C, а затем осуществляют чистовую прокатку при 1020°C-900°C, и при этом получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляют струи охлаждающей воды, чтобы позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждаются на воздухе. После этого осуществляют отжиг горячекатаных стальных полос. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревают при скорости 15°C/сек и подвергают воздействию отжига с декарбонизацией при температуре 840°C и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы и осуществляют конечный отжиг. Таким образом, получают различные образцы.
Затем исследуют соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.6. На фиг.6 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает конечную температуру Tf чистовой прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,91 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,91 Тл. как иллюстрируется на фиг.6, здесь показано, что когда конечная температура Tf чистовой прокатки удовлетворяет неравенству (4), ниже получают высокую плотность магнитного потока B8. Возможно, это связано с тем, что посредством контроля конечной температуры Tf чистовой прокатки, дополнительно облегчается выделение BN.
Tf≤1000-10000×[B]
(Второй эксперимент)
Во втором эксперименте сначала получают различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,007% масс., Mn: 0,05% масс. - 0,20% масс., Se: 0,007% масс. и B: 0,0010% масс. - 0,0035% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревают при температуре 1100°C-1250°C и подвергают воздействию горячей прокатки. При горячей прокатке осуществляют черновую прокатку при 1050°C, а затем осуществляют чистовую прокатку при 1000°C, и при этом получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляют струи охлаждающей воды, чтобы затем позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждаются на воздухе. После этого осуществляют отжиг горячекатаных стальных полос. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревают при скорости 15°C/сек и подвергают воздействию отжига с декарбонизацией при температуре 850°C и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы и осуществляют конечный отжиг. Таким образом, получают различные образцы.
Затем исследуют соотношение между выделениями в горячекатаной стальной полосе и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.7. На фиг.7 горизонтальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения MnSe в количество Se, а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Горизонтальная ось соответствует количеству Se, которое выделяется как MnSe (% масс.). Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Как иллюстрируется на фиг.7, в образцах, каждый из которых имеет величины выделения MnSe и BN, каждая из которых меньше определенного значения, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация является нестабильной.
Кроме того, исследуют соотношение между количеством B, которое не выделяется как Bn, и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.8. На фиг.8 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Как иллюстрируется на фиг.8, в образцах, каждый из которых имеет количество B, которое не выделяется как Bn, составляющее определенное значение или значение, большее чем это значение, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация является нестабильной.
Кроме того, в результате исследования формы выделений в образцах, каждый из которых имеет хорошие магнитные свойства, показано, что MnSe становится зародышем и BN выделяется смешанным образом на MnSe. Такие смешанные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию.
Кроме того, исследуют соотношение между условиями горячей прокатки и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.9 и фиг.10. На фиг.9 горизонтальная ось показывает содержание Mn (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. На фиг.10 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Кроме того, кривая на фиг.9 показывает температуру T2 (°C) растворения MnSe, выраженную уравнением (2), ниже, а кривая на фиг.10 показывает температуру T3 (°C) растворения BN, выраженную уравнением (3). Как иллюстрируется на фиг.9, здесь показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием Mn или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T2 растворения MnSe. Кроме того, как иллюстрируется на фиг.10, здесь также показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием B или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T3 растворения BN. То есть показано, что является эффективным осуществление нагрева сляба в температурной зоне, где MnSe и BN не находятся полностью в твердом растворе.
T2=10733/(4,08-log ([Mn]×[Se]))-273
В настоящем документе [Se] представляет собой содержание Se (% масс.).
Кроме того, в результате исследования поведения BN при выделении показано, что температурная зона выделения BN составляет 800°C-1000°C.
Кроме того, авторы настоящего изобретения исследовали конечную температуру чистовой прокатки при горячей прокатке. При исследовании сначала получают различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,007% масс., Mn: 0,1% масс., Se: 0,007% масс. и В: 0,001% масс. - 0,004% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревают при температуре 1150°C и подвергают воздействию горячей прокатки. При горячей прокатке осуществляют черновую прокатку при 1050°C, а затем осуществляют чистовую прокатку при 1020°C-900°C, и при этом получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляют струи охлаждающей воды, чтобы затем позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждаются на воздухе. После этого осуществляют отжиг горячекатаных стальных полос. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревают при скорости 15°C/сек и подвергают воздействию отжига с декарбонизацией при температуре 850°C и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы и осуществляют конечный отжиг. Таким образом, получают различные образцы.
Затем исследовали соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.11. На фиг.11 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает конечную температуру Tf чистовой прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 была 1,91 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,91 Тл. Как иллюстрируется на фиг.11, показано, что, когда конечная температура Tf чистовой прокатки удовлетворяет неравенству (4), получают высокую плотность магнитного потока B8. Возможно, это связано с тем, что посредством контроля конечной температуры Tf чистовой прокатки выделение BN дополнительно облегчается.
(Третий эксперимент)
В третьем эксперименте получали сначала различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,026% масс., N: 0,009% масс., Mn: 0,05% масс. - 0,20% масс., S: 0,005% масс., Se: 0,007% масс. и В: 0,0010% масс. - 0,0035% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревали при температуре 1100°C-1250°C и подвергали воздействию горячей прокатки. При горячей прокатке осуществляли черновую прокатку при 1050°C, а затем чистовую прокатку при 1000°C, и при этом получали горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляли струи охлаждающей воды, чтобы затем позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждались на воздухе. После этого осуществляли отжиг горячекатаных стальных полос. Затем осуществляли холодную прокатку и при этом получали холоднокатаные стальные полосы, каждая из которых имела толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревали при скорости 15°C/сек и подвергали воздействию отжига с декарбонизацией при температуре 850°C и при этом получали декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигали в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,021% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносили в виде покрытия на стальные полосы и осуществляли конечный отжиг. Таким образом, получали различные образцы.
Затем исследовали соотношение между выделениями в горячекатаных стальных полосах и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.12. На фиг.12 горизонтальная ось показывает сумму (% масс.) значений, полученных посредством преобразования величины выделения MnS в количество S, и значения, полученного посредством умножения значения, полученного посредством преобразования величины выделения MnSe в количество Se, на 0,5, а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Как иллюстрируется на фиг.12, в образцах, каждый из которых имеет величины выделения MnS, MnSe и BN, каждая из которых меньше определенного значения, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация является нестабильной.
Кроме того, исследовали соотношение между количеством B, которое не выделяется как Bn, и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.13. На фиг.13 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает значение (% масс.), полученное посредством преобразования величины выделения BN в B. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Как иллюстрируется на фиг.13, в образцах, каждый из которых имеет количество B, которое не выделяется как Bn, составляющее определенное значение или значение, большее чем это значение, плотность магнитного потока B8 является малой. Это указывает на то, что вторичная рекристаллизация является нестабильной.
Кроме того, в результате исследования формы выделений в образцах, каждый из которых имеет хорошие магнитные свойства, показано, что MnS или MnSe становится зародышем и BN выделяется смешанным образом на MnS или MnSe. Такие смешанные выделения являются эффективными в качестве ингибиторов, которые стабилизируют вторичную рекристаллизацию.
Кроме того, исследуют соотношение между условиями горячей прокатки и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.14 и фиг.15. На фиг.14 горизонтальная ось показывает содержание Mn (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. На фиг.15 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает температуру (°C) нагрева сляба во время горячей прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,88 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,88 Тл. Кроме того, две кривые на фиг.14 показывают температуру T1 (°C) растворения MnS, выраженную уравнением (1), и температуру T2 (°C) растворения MnSe, выраженную уравнением (2), а кривая на фиг.15 показывает температуру T3 (°C) растворения BN, выраженную уравнением (3). Как иллюстрируется на фиг.14, здесь показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием Mn, или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T1 растворения MnS и температурой T2 растворения MnSe. Кроме того, как иллюстрируется на фиг.15, также показано, что в образцах, в которых осуществляют нагрев сляба при температуре, определенной в соответствии с содержанием B, или при более низкой температуре, получают высокую плотность магнитного потока B8. Кроме того, также показано, что эта температура приблизительно совпадает с температурой T3 растворения BN. То есть показано, что является эффективным осуществление нагрева сляба в температурной зоне, где MnS, MnSe и BN не находятся полностью в твердом растворе.
Кроме того, в результате исследования поведения BN при выделении показано, что температурная зона выделения BN составляет 800°C-1000°C.
Кроме того, авторы настоящего изобретения исследовали конечную температуру чистовой прокатки при горячей прокатке. При исследовании сначала получают различные слябы кремнистой стали, содержащей: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,026% масс., N: 0,009% масс., Mn: 0,1% масс., S: 0,005% масс., Se: 0,007% масс. и В: 0,001% масс. - 0,004% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы кремнистой стали нагревают при температуре 1150°C и подвергают воздействию горячей прокатки. При горячей прокатке осуществляют черновую прокатку при 1050°C, а затем осуществляют чистовую прокатку при 1020°C-900°C, и при этом получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. Затем на горячекатаные стальные полосы направляют струи охлаждающей воды, чтобы затем позволить горячекатаным стальным полосам охладиться до 550°C, а затем горячекатаные стальные полосы охлаждаются на воздухе. После этого осуществляют отжиг горячекатаных стальных полос. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого холоднокатаные стальные полосы нагревают при скорости 15°C/сек и подвергают воздействию отжига с декарбонизацией при температуре 850°C и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,021% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы и осуществляют конечный отжиг. Таким образом, получают различные образцы.
Затем исследуют соотношение между конечной температурой чистовой прокатки при горячей прокатке и магнитными свойствами после конечного отжига. Результат исследования иллюстрируется на фиг.16. На фиг.16 горизонтальная ось показывает содержание B (% масс.), а вертикальная ось показывает конечную температуру Tf чистовой прокатки. Кроме того, каждый из белых кружков показывает, что плотность магнитного потока B8 составляет 1,91 Тл или больше, а каждый из черных квадратов показывает, что плотность магнитного потока B8 меньше чем 1,91 Тл. Как иллюстрируется на фиг.16, здесь показано, что, когда конечная температура Tf чистовой прокатки удовлетворяет неравенству (4), получают высокую плотность магнитного потока B8. Возможно, это связано с тем, что посредством контроля конечной температуры Tf чистовой прокатки выделение BN дополнительно облегчается.
В соответствии с этими результатами первого-третьего экспериментов обнаружено, что контроль выделившейся формы BN делает возможным стабильное улучшение магнитных свойств листа электротехнической стали с ориентированными зернами. Причина того, почему вторичная рекристаллизация становится нестабильной, делая при этом невозможным получение хороших магнитных свойств, в случае, когда B не выделяется смешанным образом на MnS или MnSeкакBn, до сих пор не выяснена, но считается следующей.
Как правило, B в состоянии твердого раствора имеет высокую вероятность сегрегации на границе зерен и BN, который выделяется независимо после горячей прокатки, часто является мелкодисперсным. B в состоянии твердого раствора и мелкодисперсный BN подавляют рост зерен во время первичной рекристаллизации как сильные ингибиторы в низкотемпературной зоне, где осуществляют отжиг с декарбонизацией, а в высокотемпературной зоне, где осуществляют конечный отжиг, B в состоянии твердого раствора и мелкодисперсный BN не функционируют локально как ингибиторы, тем самым превращая зеренную структуру в смешанную зеренную структуру с крупными зернами. Таким образом, в низкотемпературной зоне, зерна от первичной рекристаллизации являются малыми, так, что плотность магнитного потока листа электротехнической стали с ориентированными зернами понижается. Кроме того, в высокотемпературной зоне зеренная структура превращается в смешанную структуру с крупными зернами, так что вторичная рекристаллизация становится нестабильной.
Далее будет объясняться один из вариантов осуществления настоящего изобретения, осуществляемый в соответствии со знаниями авторов.
Сначала будут объясняться причины ограничений для компонентов кремнистого стального материала.
Кремнистый стальной материал, используемый в этом варианте осуществления содержит: Si: 0,8% масс. - 7% масс., растворимый в кислоте Al: 0,01% масс. - 0,065% масс., N: 0,004% масс. - 0,012% масс., Mn: 0,05% масс. - 1% масс., S и Se: 0,003% масс. - 0,015% масс. в общем количестве и В: 0,0005% масс. - 0,0080% масс., и содержание C, составляющее 0,085% масс. или меньше, а оставшаяся часть состоит из Fe и неизбежных примесей.
Si повышает электрическое сопротивление для уменьшения потерь в сердечнике. Однако когда содержание Si превышает 7% масс., осуществление холодной прокатки становится сложным, и появляется высокая вероятность появления трещин во время холодной прокатки. Таким образом, содержание Si устанавливается как 7% масс. или меньше и составляет предпочтительно 4,5% масс. или меньше, а более предпочтительно 4% масс. или меньше. Кроме того, когда содержание Si меньше чем 0,8% масс., во время конечного отжига происходит γ превращение, при этом ориентированность кристаллов листа электротехнической стали с ориентированными зернами ухудшается. Таким образом, содержание Si устанавливается как 0,8% масс. или больше, а предпочтительно составляет 2% масс. или больше, а более предпочтительно составляет 2,5% масс. или больше.
C представляет собой элемент, эффективный для контроля структуры после первичной рекристаллизации, но он отрицательно влияет на магнитные свойства. Таким образом, в этом варианте осуществления перед конечным отжигом (стадия S6) осуществляют отжиг с декарбонизацией (стадия S5). Однако когда содержание C превышает 0,085% масс., время, необходимое для отжига с декарбонизацией, становится большим, а производительность при промышленном получении уменьшается. Таким образом, содержание C устанавливается как 0,85% масс. или меньше, а предпочтительно составляет 0,07% масс. или меньше.
Растворимый в кислоте Al связывается с N с выделением в виде (Al, Si)N и функционирует как ингибитор. В случае, когда содержание растворимого в кислоте Al попадает в пределы от 0,01% масс. до 0,065% масс., вторичная рекристаллизация стабилизируется. Таким образом, содержание растворимого в кислоте Al устанавливается, чтобы оно было не меньшим, чем 0,01% масс., и не большим, чем 0,065% масс. Кроме того, содержание растворимого в кислоте Al составляет предпочтительно 0,02% масс. или больше, а более предпочтительно 0,025% масс. или больше. Кроме того, содержание растворимого в кислоте Al предпочтительно составляет 0,04% масс. или меньше, а более предпочтительно составляет 0,03% масс. или меньше.
B связывается с NкакBn с выделением смешанным образом на MnS или MnSe и функционирует как ингибитор. В случае, когда содержание B попадает в пределы от 0,0005% масс. до 0,0080% масс., вторичная рекристаллизация стабилизируется. Таким образом, содержание B устанавливается, чтобы оно было не меньшим, чем 0,0005% масс., и не большим, чем 0,0080% масс. Кроме того, содержание B предпочтительно составляет 0,001% или больше, а более предпочтительно составляет 0,0015% или больше. Кроме того, содержание B предпочтительно составляет 0,0040% или меньше, а более предпочтительно составляет 0,0030% или меньше.
N связывается с B или Al с функционированием как ингибитор. Когда содержание N меньше чем 0,004% масс., нельзя получить достаточное количество ингибитора. Таким образом, содержание N устанавливается как 0,004% масс. или больше, а предпочтительно составляет 0,006% масс. или более, а более предпочтительно составляет 0,007% масс. или больше. С другой стороны, когда содержание N превышает 0,012% масс., во время холодной прокатки в стальной полосе появляется полость, называемая пузырьком. Таким образом, содержание N устанавливается как 0,012% масс. или меньше, а предпочтительно составляет 0,010% масс. или меньше, а более предпочтительно составляет 0,009% масс. или меньше.
Mn, S и Se образуют MnS и MnSe, которые должны представлять собой зародыш, на которых BN выделяется смешанным образом, а смешанные выделения функционируют в качестве ингибитора. В случае, когда содержание Mn попадает в пределы от 0,05% масс. до 1% масс., вторичная рекристаллизация стабилизируется. Таким образом, содержание Mn устанавливается, чтобы оно было не меньшим, чем 0,05% масс., и не большим, чем 1% масс. Кроме того, содержание Mn предпочтительно составляет 0,08% масс. или больше, а более предпочтительно составляет 0,09% масс. или больше. Кроме того, содержание Mn предпочтительно составляет 0,50% масс. или меньше, а более предпочтительно составляет 0,2% масс. или меньше.
Кроме того, в случае, когда содержание S и Se попадает в пределы от 0,003% масс. до 0,015% масс. в общем количестве, вторичная рекристаллизация стабилизируется. Таким образом, содержание S и Se устанавливается, чтобы оно было не меньшим, чем 0,003% масс., и не большим, чем 0,015% масс. в общем количестве. Кроме того, с точки зрения предотвращения появления трещин при горячей прокатке предпочтительно удовлетворяется неравенство (10), приведенное ниже. В принципе, в кремнистом стальном материале могут присутствовать только либо S, либо Se, либо как S, так и Se также могут содержаться в кремнистом стальном материале. В случае, когда содержатся как S, так и Se, может облегчаться более стабильное выделение BN и могут стабильно улучшаться магнитные свойства.
[Mn]/([S]+[Se])≥4
Ti образует крупные включения TiN, влияя на величину выделения BN и (Al, Si)N, функционирующих в качестве ингибитора. Когда содержание Ti превышает 0,004% масс., хорошие магнитные свойства получить сложно. Таким образом, содержание Ti предпочтительно составляет 0,004% масс. или меньше.
Кроме того, один или несколько элементов, выбранных из группы, состоящей из Cr, Cu, Ni, P, Mo, Sn, Sb и Bi, также могут содержаться в кремнистом стальном материале в пределах, указанных ниже.
Cr улучшает оксидный слой, формируемый во время отжига с декарбонизацией, и является эффективным при образовании стеклянной пленки, получаемой посредством взаимодействия оксидного слоя и MgO, составляющего главный компонент разделительного агента для отжига, во время конечного отжига. Однако когда содержание Cr превышает 0,3% масс., декарбонизация явным образом предотвращается. Таким образом, содержание Cr может быть установлено как 0,3% масс. или меньше.
Cu повышает удельное сопротивление для снижения потерь в сердечнике. Однако когда содержание Cu превышает 0,4% масс., эффект насыщается. Кроме того, иногда появляется дефект поверхности, называемый «медный налет», во время горячей прокатки. Таким образом, содержание Cu может устанавливаться как 0,4% масс. или меньше.
Ni повышает удельное сопротивление для уменьшения потерь в сердечнике. Кроме того, Ni контролирует металлическую структуру горячекатаных стальных полос с улучшением магнитных свойств. Однако когда содержание Ni превышает 1% масс., вторичная рекристаллизация становится нестабильной. Таким образом, содержание Ni может устанавливаться как 1% масс. или меньше.
P повышает удельное сопротивление для уменьшения потерь в сердечнике. Однако когда содержание P превышает 0,5% масс., во время холодной прокатки легко возникают трещины из-за повышения хрупкости. Таким образом, содержание P может устанавливаться как 0,5% масс. или меньше.
Mo улучшает поверхностные свойства во время горячей прокатки. Однако когда содержание Mo превышает 0,1% масс., эффект насыщается. Таким образом, содержание Mo может устанавливаться как 0,1% масс. или меньше.
Sn и Sb представляют собой элементы, проявляющие сегрегацию на границах зерен. Кремнистый стальной материал, используемый в этом варианте осуществления, содержит Al, так что иногда имеются случаи, когда Al окисляется под действием влаги, высвобождаемой из разделительного агента для отжига, в зависимости от условий конечного отжига. В этом случае возникает разброс силы ингибитора в зависимости от положения листа электротехнической стали с ориентированными зернами, а магнитные свойства также иногда изменяются. Однако в случае, когда содержатся элементы для сегрегации на границе зерен, окисление Al может подавляться. То есть Sn и Sb подавляют окисление Al с подавлением разброса магнитных свойств. Однако когда содержание Sn и Sb превышает 0,30% масс., как общее количество, оксидный слой во время отжига с декарбонизацией формируется тяжело, и при этом образование стеклянной пленки, получаемой посредством взаимодействия оксидного слоя и MgO, составляющего главный компонент разделительного агента для отжига, во время конечного отжига становится недостаточным. Кроме того, декарбонизация явным образом предотвращается. Таким образом, содержание Sn и Sb может устанавливаться как 0,3% масс. или меньше, как общее количество.
Bi стабилизирует выделения, такие как сульфиды, с усилением функционирования в качестве ингибитора. Однако когда содержание Bi превышает 0,01% масс., происходит отрицательное влияние на образование стеклянной пленки. Таким образом, содержание Bi может устанавливаться как 0,01% масс. или меньше.
Далее будет объясняться каждая обработка в этом варианте осуществления.
Кремнистый стальной материал (сляб), имеющий описанные выше компоненты, может быть получен таким образом, что, например, сталь плавится в конвертере, электрической печи или чем-либо подобном, а затем расплавленную сталь подвергают воздействию обработки вакуумной дегазации в соответствии с необходимостью, а затем подвергают воздействию непрерывного литья. Кроме того, кремнистый стальной материал может также быть получен таким путем, что вместо непрерывного литья получают заготовку для последующей обработки на блюминге. Толщина сляба кремнистой стали устанавливается, например, как 150 мм-350 мм, а предпочтительно устанавливается как 220 мм-280 мм. Далее может быть получено то, что называют тонким слябом, который имеет толщину от 30 мм до 70 мм. В случае, когда получают тонкий сляб, черновая прокатка, осуществляемая, когда получают горячекатаную стальную полосу, может быть пропущена.
После получения сляба кремнистой стали осуществляют нагрев сляба (стадия S1) и осуществляют горячую прокатку (стадия S2). Затем, в этом варианте осуществления, условия нагрева сляба и горячей прокатки устанавливают так, что BN заставляют выделяться смешанным образом на MnS и/или MnSe, и что величины выделения BN, MnS, а MnSe в горячекатаной стальной полосе удовлетворяют неравенствам (5)-(7), приведенным ниже.
BкакBn≥0,0005
[B]-BкакBn≤0,001
SкакMnS+0,5×SeкакMnSe≥0,002
В настоящем документе «BкакBn» представляет собой количество B, которое выделяется как Bn (% масс.), «SкакMnS» представляет собой количество S, которое выделяется как MnS (% масс.), а «SeкакMnSe» представляет собой количество Se, которое выделяется как MnSe (% масс.).
Относительно B величина выделения B и его количество в твердом растворе контролируются так, что удовлетворяются неравенство (5) и неравенство (6). Определенное количество BN или чуть больше заставляют выделяться для получения некоторого количества ингибиторов. Кроме того, в случае, когда количество B в твердом растворе велико, иногда имеются случаи, когда в последующих процессах формируются нестабильные мелкодисперсные выделения, отрицательно влияющие на структуру после первичной рекристаллизации.
Каждый из MnS и MnSe функционирует как зародыш, на котором смешанным образом выделяется BN. Таким образом, чтобы обеспечить достаточное выделение BN, чтобы тем самым улучшить магнитные свойства, величины выделения MnS и MnSe контролируются так, что удовлетворяется неравенство (7).
Условие, выраженное неравенством (6), получается из фиг.3, фиг.8 и фиг.13. Из фиг.3, фиг.8 и фиг.13 видно, что в случае, когда [B]-BкакBn составляет 0,001% масс. или меньше, получают хорошую плотность магнитного потока, которая составляет плотность магнитного потока B8 1,88 Тл или больше.
Условия, выраженные неравенством (5) и неравенством (7), получены из фиг.2, фиг.7 и фиг.12. Обнаружено, что в случае, когда BкакBn составляет 0,0005% масс. или больше и SкакMnS составляет 0,002% масс. или больше, из фиг.2 получается хорошая плотность магнитного потока, причем плотность магнитного потока B8 1,88 Тл или больше. Подобным же образом обнаружено, что в случае, когда BкакBn составляет 0,0005% масс. или больше и SeкакMnSe составляет 0,004% масс. или больше, из фиг.7 получается хорошая плотность магнитного потока, при этом плотность магнитного потока B8 1,88 Тл или больше. Подобным же образом, обнаружено, что в случае, когда BкакBn составляет 0,0005% масс. или больше и SкакMnS+0,5×SeкакMnSe составляет 0,002% масс. или больше, из фиг.12 получается хорошая плотность магнитного потока, причем плотность магнитного потока B8 1,88 Тл или больше. Затем, когда SкакMnS составляет 0,002% масс. или больше, SкакMnS+0,5×SeкакMnSe неизбежно становится равной 0,002% масс. или больше, а когда SeкакMnSe составляет 0,004% масс. или больше, SкакMnS+0,5×SeкакMnSe неизбежно становится равной 0,002% масс. или больше. Таким образом, важно, чтобы значение SкакMnS+0,5×SeкакMnSe составляло 0,002% масс. или больше.
Кроме того, температура нагрева сляба (стадия S1) регулируется так, чтобы она удовлетворяла следующим условиям.
(i) в случае, когда S и Se содержатся в слябе кремнистой стали
температура T1 (°C) выражается уравнением (1) или является более низкой, температура T2 (°C) выражается уравнением (2) или является более низкой, а температура T3 (°C) выражается уравнением (3) или является более низкой;
(ii) в случае, когда Se не содержится в слябе кремнистой стали
температура T1 (°C) выражается уравнением (1) или является более низкой и температура T3 (°C) выражается уравнением (3) или является более низкой;
(iii) в случае, когда S не содержится в слябе кремнистой стали
температура T2 (°C) выражается уравнением (2) или является более низкой и температура T3 (°C) выражается уравнением (3) или является более низкой
T1=14855/(6,82-log ([Mn]×[S]))-273
T2=10733/(4,08-log ([Mn]×[Se]))-273
T3=16000/(5,92-log ([B]×[N]))-273
Это связано с тем, что когда нагрев сляба осуществляют при таких температурах, BN, MnS и MnSe не находятся полностью в твердом растворе во время нагрева сляба, а выделение BN, MnS, а MnSe облегчается во время горячей прокатки, как видно из фиг.4, фиг.9 и фиг.14 температуры растворения T1 и T2 приблизительно совпадают с верхним пределом температуры нагрева сляба, когда можно получить плотность магнитного потока B8 1,88 Тл или больше. Кроме того, как видно из фиг.5, фиг.10 и фиг.15, температура растворения T3 приблизительно совпадает с верхним пределом температуры нагрева сляба, когда можно получить плотность магнитного потока B8 1,88 Тл или более.
Кроме того, более предпочтительно температуру нагрева сляба регулируют так, чтобы она удовлетворяла еще и следующим условиям. Это делается для того, чтобы заставить предпочтительное количество MnS или MnSe выделяться во время нагрева сляба.
(i) в случае, когда Se не содержится в слябе кремнистой стали
температура T4 (°C) выражается уравнением (11), приведенным ниже, или является более низкой;
(ii) в случае, когда S не содержится в слябе кремнистой стали
температура T5 (°C) выражается уравнением (12), приведенным ниже, или является более низкой;
T4=14855/(6,82-log (([Mn]-0,0034)×([S]-0,002)))-273
T5=10733/(4,08-log (([Mn]-0,0028)×([Se]-0,004)))-273
В случае, когда температура нагрева сляба является слишком высокой, BN, MnS и/или MnSe иногда находятся полностью в твердом растворе. В этом случае, становится сложным заставить BN, MnS и/или MnSe выделяться во время горячей прокатки. Таким образом, нагрев сляба предпочтительно осуществляют при температуре T1 и/или температуре T2, или при более низкой температуре, и при температуре T3 или при более низкой температуре. Кроме того, если температура нагрева сляба равна температуре T4 или T5 или является более низкой, во время нагрева сляба выделяется предпочтительное количество MnS или MnSe, и таким образом становится возможным заставить BN выделяться смешанным образом на MnS или MnSe с легким формированием эффективных ингибиторов.
Кроме того, относительно B конечная температура Tf чистовой прокатки при горячей прокатке устанавливается так, что удовлетворяется неравенство (4), приведенное ниже. Это делается для облегчения выделения BN.
Tf≤1000-10000×[B]
Как видно из фиг.6, фиг.11 и фиг.16, условие, выраженное в неравенстве (4), приблизительно совпадает с условием для возможности получения плотности магнитного потока B8 1,91 Тл или больше. Кроме того, конечная температура Tf чистовой прокатки предпочтительно устанавливается при 800°C или выше с точки зрения выделения BN.
После горячей прокатки (стадия S2) осуществляют отжиг горячекатаных стальных полос (стадия S3). Затем осуществляют холодную прокатку (стадия S4). Как описано выше, холодная прокатка может осуществляться только один раз или может также осуществляться множество раз, при этом в промежутках осуществляют промежуточный отжиг. При холодной прокатке величина конечной холодной прокатки предпочтительно устанавливается как 80% или более. Это делается для развития хорошей агрегатной структуры после первичной рекристаллизации.
После этого осуществляют отжиг с декарбонизацией (стадия S5). В результате, удаляется C, содержащийся в стальной полосе. Отжиг с декарбонизацией осуществляют, например, во влажной атмосфере. Кроме того, отжиг с декарбонизацией предпочтительно осуществляют в течение такого времени, когда, например, диаметр зерен, получаемых с помощью первичной рекристаллизации, становится равным 15 мкм или более, в температурной зоне от 770°C до 950°C. Это делается для получения хороших магнитных свойств. После этого осуществляют нанесение покрытия из разделительного агента для отжига и конечный отжиг (стадия S6). В результате, под действием вторичной рекристаллизации предпочтительно растут зерна, ориентированные в ориентации {110}<001>.
Затем осуществляют обработку азотированием от начала отжига с декарбонизацией и до осуществления вторичной рекристаллизации при конечном отжиге (стадия S7). Это делается для формирования ингибитора из (Al, Si)N. Обработка азотированием может осуществляться в течение отжига с декарбонизацией (стадия S5) или может также осуществляться в течение конечного отжига (стадия S6). В случае, когда обработка азотированием осуществляется в течение отжига с декарбонизацией, отжиг может осуществляться в атмосфере, содержащей газ, имеющий способность к азотированию, такой, например, как аммиак. Кроме того, обработка азотированием может осуществляться во время пребывания в зоне нагрева или в зоне выдержки в печи для непрерывного отжига, или обработка азотированием может также осуществляться на некоторой стадии после зоны выдержки. В случае, когда обработка азотированием осуществляется во время конечного отжига, к разделительному агенту для отжига может добавляться порошок, имеющий способность к азотированию, такой, например, как MnN.
Для осуществления более стабильной вторичной рекристаллизации желательно устанавливать уровень азотирования при обработке азотированием (стадия S7) и регулировать композиции (Al, Si)N в стальной полосе после обработки азотированием. Например, в соответствии с содержанием Al, содержанием B и содержанием Ti, которые присутствуют неустранимо, уровень азотирования предпочтительно контролируется так, чтобы он удовлетворял неравенству (8), приведенному ниже, а более предпочтительно уровень азотирования контролируется так, чтобы он удовлетворял неравенству (9), приведенному ниже. Неравенство (8) и неравенство (9) показывают количество N, которое является предпочтительным для фиксации BкакBn, эффективного в качестве ингибитора, и количество N, которое является предпочтительным, чтобы фиксировать Al как AlN или (Al, Si)N, эффективный в качестве ингибитора.
[N]≥14/27[Al]+14/11[B]+14/47[Ti]
[N]≥2/3[Al]+14/11[B]+14/47[Ti]
В настоящем документе [N] представляет собой содержание N (% масс.) для стальной полосы, полученной после обработки азотированием, [Al] представляет собой содержание растворимого в кислоте Al (% масс.) для стальной полосы, полученной после обработки азотированием, [B] представляет собой содержание B (% масс.) для стальной полосы, полученной после обработки азотированием, и [Ti] представляет собой содержание Ti (% масс.) для стальной полосы, полученной после обработки азотированием.
Способ конечного отжига (стадия S6) также как-либо не ограничивается. Необходимо отметить, что в этом варианте осуществления ингибиторы упрочняются с помощью BN, так что скорость нагрева в диапазоне температур от 1000°C до 1100°C предпочтительно устанавливается как 15°C/час или меньше в способе нагрева для конечного отжига. Кроме того, вместо контроля скорости нагрева является также эффективным осуществление изотермического отжига, при котором стальная полоса поддерживается в диапазоне температур от 1000°C до 1100°C в течение 10 часов или более.
В соответствии с вариантом осуществления, как показано выше, возможно стабильное получение листа электротехнической стали с ориентированными зернами, превосходного по магнитным свойствам.
Пример
Затем будут описываться эксперименты, осуществленные авторами настоящего изобретения. Условия и подобное этих экспериментов представляют собой примеры, используемые для подтверждения осуществимости и воздействий настоящего изобретения, и настоящее изобретение не ограничивается этими примерами.
(Четвертый эксперимент)
В четвертом эксперименте подтверждается воздействие содержания B в случае, когда не содержится Se.
В четвертом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В в количестве, приведенном в Таблице 1 (0% масс. - 0,0045% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, а стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем измеряют магнитные свойства (плотность магнитного потока B8) после конечного отжига. Магнитные свойства (плотность магнитного потока B8) измеряют на основе JIS C2556. Результаты измерения приводятся в Таблице 1.
[Таблица 1]
(% масс.)
(% масс.)
(% масс.)
Как показано в Таблице 1, в Сравнительном примере № 1A, где в слябе B не содержится, плотность магнитного потока является низкой, но в Примерах № 1B-№ 1E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, получают хорошую плотность магнитного потока.
(Пятый эксперимент)
В пятом эксперименте подтверждаются воздействия содержания B и температуры нагрева сляба в случае, когда не содержится Se.
В пятом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс., Cr: 0,1% масс., P: 0,03% масс., Sn: 0,06% масс. и В в количестве, приведенном в Таблице 2 (0% масс. - 0,0045% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1180°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, а стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 2.
[Таблица 2]
(% масс.)
(% масс.)
Как показано в Таблице 2, в Сравнительном примере № 2A, где в слябе не содержится B, и в Сравнительном примере № 2B, где температура нагрева сляба выше, чем температура T3, плотность магнитного потока является низкой. С другой стороны, в Примерах № 2C-№ 2E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, и они имеют температуру нагрева сляба, равную температуре T1, или более низкую температуру и температуру T3 или более низкую температуру, получают хорошую плотность магнитного потока.
(Шестой эксперимент)
В шестом эксперименте подтверждаются воздействия содержания Mn и температуры нагрева сляба в случае, когда не содержится Se.
В шестом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,009% масс., S: 0,007% масс., B: 0,002% масс., а Mn, имеющий количество, приведенное в Таблице 3 (0,05% масс. - 0,20% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1200°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, а стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 3.
[Таблица 3]
(% масс.)
(% масс.)
(% масс.)
(% масс.)
Как показано в Таблице 3, в Сравнительном примере № 3A, когда температура нагрева сляба выше, чем температура T1, плотность магнитного потока является низкой. С другой стороны, в Примерах № 3B-№ 3D, в каждом из которых температура нагрева сляба равна T1 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока.
(Седьмой эксперимент)
В седьмом эксперименте подтверждается воздействие конечной температуры Tf чистовой прокатки при горячей прокатке в случае, когда не содержится Se.
В седьмом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В: 0,002% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1180°C, а затем подвергают воздействию чистовой прокатки при конечной температуре Tf, представленной в Таблице 4 (800°C-1000°C). Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,020% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 4.
[Таблица 4]

В случае содержания B, составляющего 0,002% масс. (20 м.д.), конечная температура Tf должна составлять 980°C или ниже, на основе неравенства (4). Тогда, как показано в Таблице 4, в Примерах № 4A-4C, каждый из которых удовлетворяет этому условию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 4D, не удовлетворяющем этому условию, плотность магнитного потока является низкой.
(Восьмой эксперимент)
В восьмом эксперименте подтверждается воздействие содержания N после обработки азотированием в случае, когда не содержится Se.
В восьмом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В: 0,002% масс., содержание Ti, который представляет собой примесь, составляет 0,0014% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до количества, представленного в Таблице 5 (0,012% масс. - 0,028% масс.). Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, а стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 5.
[Таблица 5]

Как показано в Таблице 5, в Примерах № 5C и № 5D, в которых содержание N после обработки азотированием удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), получают особенно хорошую плотность магнитного потока. С другой стороны, в Примерах № 5A и № 5B, в которых содержание N после обработки азотированием не удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), плотность магнитного потока немного ниже, чем в Примерах № 5C и № 5D.
(Девятый эксперимент)
В девятом эксперименте подтверждается воздействие условию конечного отжига в случае, когда не содержится Se.
В девятом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В: 0,002% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1000°C при скорости 15°C/час, и дополнительно нагревают до 1200°C при скорости, представленной в Таблице 6 (5°C/час - 30°C/час), и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 6.
[Таблица 6]

Как показано в Таблице 6, в Примерах № 6A-№ 6C скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 6D скорость нагрева в этом диапазоне температур превышает 15°C/час, так что плотность магнитного потока немного ниже, чем в Примерах № 6A-№ 6C.
(Десятый эксперимент)
В десятом эксперименте подтверждается воздействие условия конечного отжига в случае, когда не содержится Se.
В десятом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В: 0,002% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы. Затем в Примере № 7A стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Кроме того, в Примерах № 7B-№ 7E стальные полосы нагревают до температуры, представленной в Таблице 7 (1000°C-1150°C), при скорости 30°C/час и выдерживают в течение 10 часов при этой температуре, а затем нагревают до 1200°C при скорости 30°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 7.
[Таблица 7]
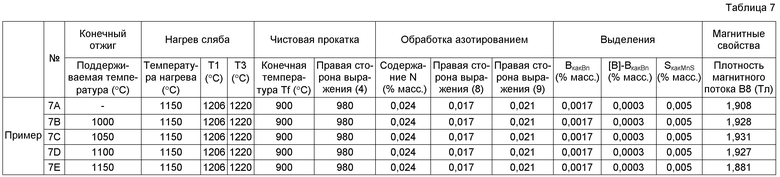
Как показано в Таблице 7, в Примере № 7A скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. Кроме того, в Примерах № 7B-7D стальные полосы выдерживают в диапазоне температур от 1000°C до 1100°C в течение 10 часов, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 7E температура, при которой выдерживают стальную полосу в течение 10 часов, превышает 1100°C, так что плотность магнитного потока немного ниже, чем в Примерах № 7A-№ 7D.
(Одиннадцатый эксперимент)
В одиннадцатом эксперименте подтверждается воздействие температуры нагрева сляба в случае, когда не содержится Se.
В одиннадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс. и В: 0,0017% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при температуре, представленной в Таблице 8 (1100°C-1300°C), а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,021% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час, и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 8.
[Таблица 8]
(°С)
(% масс.)
(% масс.)
Как показано в Таблице 8, в Примерах № 8A-№ 8C, в каждом из которых температура нагрева сляба равна T1 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока. С другой стороны, в Сравнительных примерах № 8D и № 8E, в каждом из которых температура нагрева сляба выше, чем температура T1 и температура T3, плотность магнитного потока является низкой.
(Двенадцатый эксперимент)
В двенадцатом эксперименте подтверждается воздействие компонентов сляба в случае, когда не содержится Se.
В двенадцатом эксперименте сначала получают слябы, содержащие компоненты, представленные в Таблице 9, а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 10.
[Таблица 9]
[Таблица 10]
Как показано в Таблице 10, в Примерах № 9A-№ 9O, каждый из которых использует сляб, имеющий соответствующую композицию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 9P, имеющем содержание S меньшее, чем нижний предел диапазона по настоящему изобретению, плотность магнитного потока является низкой.
(Тринадцатый эксперимент)
В тринадцатом эксперименте подтверждается воздействие обработки азотированием в случае, когда не содержится Se.
В тринадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,007% масс., Mn: 0,14% масс., S: 0,006% масс. и В: 0,0015% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм.
После этого относительно образца Сравнительного примера № 10A, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают отожженную и декарбонизированную стальную полосу. Кроме того, относительно образца Примера № 10B осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и осуществляют дополнительный отжиг в атмосфере, содержащей аммиак, и при этом получают отожженную и декарбонизированную стальную полосу, имеющую содержание N 0,021% масс. Кроме того, относительно образца Примера № 10C, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 860°C в течение 100 секунд, и при этом получают отожженную и декарбонизированную стальную полосу, имеющую содержание N 0,021% масс. Таким образом, получают три типа декарбонизированных и отожженных стальных полос.
Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 11.
[Таблица 11]

Как показано в Таблице 11, в Примере № 10B, в котором осуществляют обработку азотированием после отжига с декарбонизацией, и в Примере № 10C, в котором обработку азотированием осуществляют во время отжига с декарбонизацией, получают хорошую плотность магнитного потока. Однако, в Сравнительном примере № 10A, в котором не осуществляют обработки азотированием, плотность магнитного потока является низкой. как правило, численное значение в секции «обработка азотированием» из Сравнительного примера № 10A в Таблице 11 представляет собой значение, полученное из композиции для отожженной и декарбонизированной стальной полосы.
(Четырнадцатый эксперимент)
В четырнадцатом эксперименте подтверждается воздействие содержания B в случае, когда не содержится S.
В четырнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,2% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,12% масс., Se: 0,008% масс. и В в количестве, приведенном в Таблице 12 (0% масс. - 0,0043% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку, и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 12.
[Таблица 12]
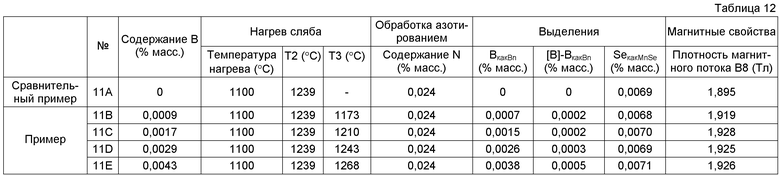
Как показано в Таблице 12, в Сравнительном примере № 11A, где не содержится B в слябе, плотность магнитного потока является низкой, но в Примерах № 11B-№ 11E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, получают хорошую плотность магнитного потока.
(Пятнадцатый эксперимент)
В пятнадцатом эксперименте подтверждаются воздействия содержания B и температуры нагрева сляба в случае, когда не содержится S.
В пятнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,2% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,12% масс., Se: 0,008% масс. и В в количестве, приведенном в Таблице 13 (0% масс. - 0,0043% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1180°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 13.
[Таблица 13]
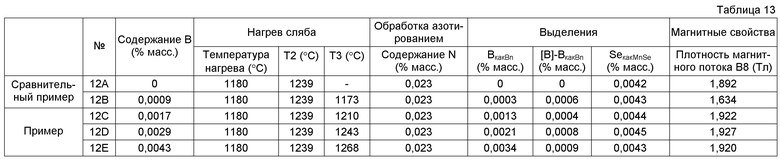
Как показано в Таблице 13, в Сравнительном примере № 12A, где не содержится B в слябе, и в Сравнительном примере № 12B, в котором температура нагрева сляба выше, чем температура T3, плотность магнитного потока является низкой. С другой стороны, в Примерах № 12C-№ 12E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, и где температура нагрева сляба равна температуре T2 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока.
(Шестнадцатый эксперимент)
В шестнадцатом эксперименте подтверждаются воздействия содержания Mn и температуры нагрева сляба в случае, когда не содержится S.
В шестнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Se: 0,007% масс., B: 0,0018% масс. и Mn, имеющий количество, приведенное в Таблице 14 (0,04% масс. - 0,2% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 14.
[Таблица 14]
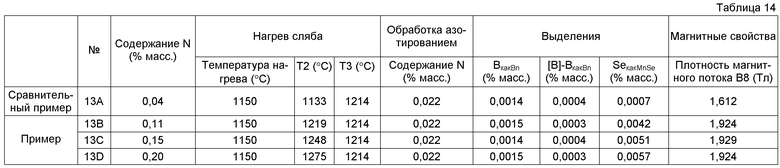
Как показано в Таблице 14, в Сравнительном примере № 13A, в котором содержание Mn меньше, чем нижний предел диапазона по настоящему изобретению, плотность магнитного потока является низкой, но в Примерах № 13B-№ 13D, в каждом из которых имеется соответствующее количество Mn, содержащегося в слябе, получают хорошую плотность магнитного потока.
(Семнадцатый эксперимент)
В семнадцатом эксперименте подтверждается воздействие конечной температуры Tf чистовой прокатки при горячей прокатке в случае, когда не содержится S.
В семнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,026% масс., N: 0,008% масс., Mn: 0,15% масс., Se: 0,006% масс. и В: 0,002% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при конечной температуре Tf приведенной в Таблице 15 (800°C-1000°C). Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,020% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 15.
[Таблица 15]
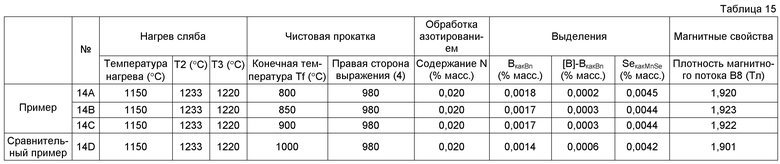
В случае, когда содержание B составляет 0,002% масс. (20 м.д.), конечная температура Tf должна составлять 980°C или ниже, на основе неравенства (4). Тогда, как показано в Таблице 15, в Примерах № 14A-14C, каждый из которых удовлетворяет этому условию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 14D, не удовлетворяющем этому условию, плотность магнитного потока является низкой.
(Восемнадцатый эксперимент)
В восемнадцатом эксперименте подтверждается воздействие содержания N после обработки азотированием в случае, когда не содержится S.
В восемнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,12% масс., Se: 0,007% масс. и В: 0,0016% масс., содержание Ti, который представляет собой примесь, составляет 0,0013% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до количества, представленного в Таблице 16 (0,011% масс. - 0,029% масс.). Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 16.
[Таблица 16]

Как показано в Таблице 16, в Примерах № 15C и № 15D, в которых содержание N после обработки азотированием удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 15B, в котором содержание N после обработки азотированием удовлетворяет соотношению неравенства (8), но не удовлетворяет соотношению неравенства (9), плотность магнитного потока немного ниже, чем в Примерах № 15C и № 15D. Кроме того, в Примере № 15A, в котором содержание N после обработки азотированием не удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), плотность магнитного потока немного меньше, чем в Примере № 15B.
(Девятнадцатый эксперимент)
В девятнадцатом эксперименте подтверждается воздействие условия конечного отжига в случае, когда S не содержится.
В девятнадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., Se: 0,006% масс. и В: 0,0022% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 840°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1000°C при скорости 15°C/час, и дополнительно нагревают до 1200°C при скорости, представленной в Таблице 17 (5°C/час - 30°C/час), и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 17.
[Таблица 17]

Как показано в Таблице 17, в Примерах № 16A-№ 16C скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 16D скорость нагрева в диапазоне температур превышает 15°C/час, так что плотность магнитного потока немного ниже, чем в Примерах № 16A-№ 16C.
(Двадцатый эксперимент)
В двадцатом эксперименте подтверждается воздействие условия конечного отжига в случае, когда не содержится S.
В двадцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., Se: 0,006% масс. и В: 0,0022% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку, и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 840°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы. Затем в Примере № 17A стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Кроме того, в Примерах № 17B-№ 17E стальные полосы нагревают до температуры, представленной в Таблице 18 (1000°C-1150°C), при скорости 30°C/час и выдерживают в течение 10 часов при этой температуре, а затем нагревают до 1200°C при скорости 30°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 18.
[Таблица 18]

Как показано в Таблице 18, в Примере № 17A скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. Кроме того, в Примерах № 17B-17D стальные полосы выдерживают в диапазоне температур от 1000°C до 1100°C в течение 10 часов, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 17E температура, при которой выдерживают стальную полосу в течение 10 часов, превышает 1100°C, так что плотность магнитного потока немного ниже, чем в Примерах № 17A-№ 17D.
(Двадцать первый эксперимент)
В двадцать первом эксперименте подтверждается воздействие температуры нагрева сляба в случае, когда не содержится S.
В двадцать первом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,12% масс., Se: 0,008% масс. и В: 0,0019% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при температуре, представленной в Таблице 19 (1100°C-1300°C), а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час, а подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 19.
[Таблица 19]
(% масс.)
Как показано в Таблице 19, в Примерах № 18A-№ 18C, в каждом из которых температура нагрева сляба равна температуре T2 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока. С другой стороны, в Сравнительных примерах № 18D и № 18E, в каждом из которых температура нагрева сляба выше, чем температура T2 и температура T3, плотность магнитного потока является низкой.
(Двадцать второй эксперимент)
В двадцать втором эксперименте подтверждается воздействие компонентов сляба в случае, когда не содержится S.
В двадцать втором эксперименте сначала получают слябы, содержащие компоненты, представленные в Таблице 20, и оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 21.
[Таблица 20]
[Таблица 21]
Как показано в Таблице 21, в Примерах № 19A-№ 19O, каждый из которых использует сляб, имеющий соответствующую композицию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 19P, где содержание Se меньше, чем нижний предел диапазона по настоящему изобретению, плотность магнитного потока является низкой.
(Двадцать третий эксперимент)
В двадцать третьем эксперименте подтверждается воздействие обработки азотированием в случае, когда не содержится S.
В двадцать третьем эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,007% масс., Mn: 0,12% масс., Se: 0,007% масс. и В: 0,0015% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм.
После этого, относительно образца из Сравнительного примера № 20A, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд, и при этом получают отожженную и декарбонизированную стальную полосу. Кроме того, относительно образца Примера № 20B, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд, и осуществляют дополнительный отжиг в атмосфере, содержащей аммиак, и при этом получают отожженную и декарбонизированную стальную полосу, имеющую содержание N 0,023% масс. Кроме того, относительно образца Примера № 20C, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 860°C в течение 100 секунд и при этом получают отожженную и декарбонизированную стальную полосу, имеющую содержание N 0,023% масс. Таким образом, получают три типа декарбонизированных и отожженных стальных полос.
Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 22.
[Таблица 22]

Как показано в Таблице 22, в Примере № 20B, в котором осуществляют обработку азотированием после отжига с декарбонизацией, и в Примере № 20C, в котором осуществляют обработку азотированием во время отжига с декарбонизацией, получают хорошую плотность магнитного потока. Однако, в Сравнительном примере № 20A, в котором не осуществляют обработку азотированием, плотность магнитного потока является низкой. Как правило, численное значение в секции «обработка азотированием» из Сравнительного примера № 20A в Таблице 22 представляет собой значение, полученное из композиции для отожженной и декарбонизированной стальной полосы.
(Двадцать четвертый эксперимент)
В двадцать четвертом эксперименте подтверждается воздействие содержания B в случае, когда содержится S и Se.
В двадцать четвертом эксперименте сначала получают слябы, содержащие: Si: 3,2% масс., C: 0,05% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс., Se: 0,006% масс. и В в количестве, приведенном в Таблице 23 (0% масс. - 0,0045% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 23.
[Таблица 23]
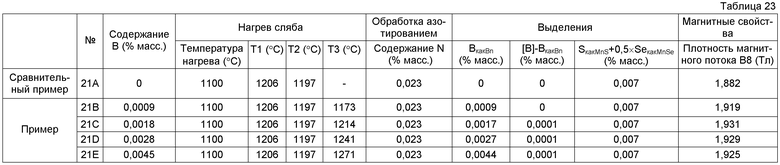
Как показано в Таблице 23, в Сравнительном примере № 21A, где не содержится B в слябе, плотность магнитного потока является низкой, но в Примерах № 21B-№ 21E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, получают хорошую плотность магнитного потока.
(Двадцать пятый эксперимент)
В двадцать пятом эксперименте подтверждаются воздействия содержания B и температуры нагрева сляба в случае, когда содержатся S и Se.
В двадцать пятом эксперименте сначала получают слябы, содержащие: Si: 3,2% масс., C: 0,05% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,1% масс., S: 0,006% масс., Se: 0,006% масс. и В в количестве, приведенном в Таблице 24 (0% масс. - 0,0045% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1180°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 24.
[Таблица 24]

Как показано в Таблице 24, в Сравнительном примере № 22A, где не содержится B в слябе, и в Сравнительном примере № 22B, в котором температура нагрева сляба выше, чем температура T3, плотность магнитного потока является низкой. С другой стороны, в Примерах № 22C-№ 22E, в каждом из которых имеется соответствующее количество B, содержащегося в слябе, и в которых температура нагрева сляба равна температуре T1 или более низкой температуре, температуре T2 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока.
(Двадцать шестой эксперимент)
В двадцать шестом эксперименте подтверждаются воздействия содержания Mn и температуры нагрева сляба в случае, когда содержатся S и Se.
В двадцать шестом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,009% масс., S: 0,006% масс., Se: 0,004% масс., B: 0,002% масс. и Mn, в количестве, приведенном в Таблице 25 (0,05% масс. - 0,20% масс.), а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1200°C, а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 25.
[Таблица 25]

Как показано в Таблице 25, в Сравнительных Примерах № 23A и № 23B, в каждом из которых температура нагрева сляба выше чем температура T1 и температура T2, плотность магнитного потока является низкой. С другой стороны, в Примерах № 23C и № 23D, в каждом из которых температура нагрева сляба равна температуре T1 или более низкой температуре, температуре T2 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока.
(Двадцать седьмой эксперимент)
В двадцать седьмом эксперименте подтверждается воздействие конечной температуры Tf чистовой прокатки при горячей прокатке в случае, когда содержатся S и Se.
В двадцать седьмом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,12% масс., S: 0,005% масс., Se: 0,005% масс. и В: 0,002% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1180°C, а затем подвергают воздействию чистовой прокатки при конечной температуре Tf, приведенной в Таблице 26 (800°C-1000°C). Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,022% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 26.
[Таблица 26]

В случае, когда содержание B составляет 0,002% масс. (20 м.д.), конечная температура Tf должна составлять 980°C или ниже, на основе неравенства (4). Тогда, как показано в Таблице 26, в Примерах № 24A-24C, каждый из которых удовлетворяет этому условию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 24D, не удовлетворяющем этому условию, плотность магнитного потока является низкой.
(Двадцать восьмой эксперимент)
В двадцать восьмом эксперименте подтверждается воздействие содержания N после обработки азотированием в случае, когда содержатся S и Se.
В двадцать восьмом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,14% масс., S: 0,005% масс., Se: 0,005% масс. и В: 0,002% масс., содержание Ti, который представляет собой примесь, составляет 0,0018% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до количества, представленного в Таблице 27 (0,012% масс. - 0,028% масс.). Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 27.
[Таблица 27]
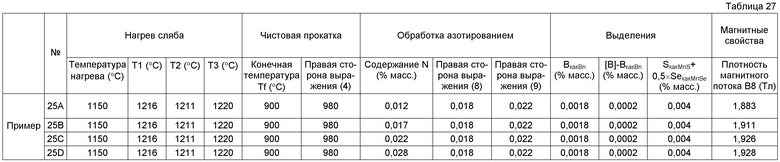
Как показано в Таблице 27, в Примерах № 25C и № 25D, в которых содержание N после обработки азотированием удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), получают особенно хорошую плотность магнитного потока. С другой стороны, в Примерах № 25A и № 25B, в которых содержание N после обработки азотированием не удовлетворяет соотношению неравенства (8) и соотношению неравенства (9), плотность магнитного потока немного ниже, чем в Примерах № 25C и № 25D.
(Двадцать девятый эксперимент)
В двадцать девятом эксперименте подтверждается воздействие условий конечного отжига в случае, когда содержатся S и Se.
В двадцать девятом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,14% масс., S: 0,005% масс., Se: 0,005% масс. и В: 0,002% масс., содержание Ti, который представляет собой примесь, составляет 0,0018% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1000°C при скорости 15°C/час, и дополнительно нагревают до 1200°C при скорости, представленной в Таблице 28 (5°C/час - 30°C/час) и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 28.
[Таблица 28]

Как показано в Таблице 28, в Примерах № 26A-№ 26C скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 26D скорость нагрева в диапазоне температур превышает 15°C/час, так что плотность магнитного потока немного ниже, чем в Примерах № 26A-№ 26C.
(Тридцатый эксперимент)
В тридцатом эксперименте подтверждается воздействие условия конечного отжига в случае, когда содержатся S и Se.
В тридцатом эксперименте сначала получают слябы, содержащие: Si: 3,3% масс., C: 0,06% масс., растворимый в кислоте Al: 0,028% масс., N: 0,008% масс., Mn: 0,14% масс., S: 0,005% масс., Se: 0,005% масс. и В: 0,002% масс., содержание Ti, который представляет собой примесь, составляет 0,0018% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,024% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы. Затем в Примере № 27A стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Кроме того, в Примерах № 27B-№ 27E стальные полосы нагревают до температуры, представленной в Таблице 29 (1000°C-1150°C), при скорости 30°C/час и выдерживают в течение 10 часов при этой температуре, а затем нагревают до 1200°C при скорости 30°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 29.
[Таблица 29]

Как показано в Таблице 29, в Примере № 27A скорость нагрева в диапазоне температур от 1000°C до 1100°C устанавливается как 15°C/час или меньше, так что получают особенно хорошую плотность магнитного потока. Кроме того, в Примерах № 27B-27D стальные полосы выдерживают в диапазоне температур от 1000°C до 1100°C в течение 10 часов, так что получают особенно хорошую плотность магнитного потока. С другой стороны, в Примере № 27E температура, при которой выдерживают стальную полосу в течение 10 часов, превышает 1100°C, так что плотность магнитного потока немного ниже, чем в Примерах № 27A-№ 27D.
(Тридцать первый эксперимент)
В тридцать первом эксперименте подтверждается воздействие температуры нагрева сляба в случае, когда содержатся S и Se.
В тридцатом эксперименте сначала получают слябы, содержащие: Si: 3,1% масс., C: 0,05% масс., растворимый в кислоте Al: 0,027% масс., N: 0,008% масс., Mn: 0,11% масс., S: 0,006% масс., Se: 0,007% масс. и В: 0,0025% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при температуре, представленной в Таблице 30 (1100°C-1300°C), а затем подвергают воздействию чистовой прокатки при 950°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,021% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час, и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 30.
[Таблица 30]

Как показано в Таблице 30, в Примерах № 28A-№ 28C, в каждом из которых температура нагрева сляба равна температуре T1 или более низкой температуре, температуре T2 или более низкой температуре и температуре T3 или более низкой температуре, получают хорошую плотность магнитного потока. С другой стороны, в Сравнительных примерах № 28D и № 28E, в каждом из которых температура нагрева сляба выше, чем температура T1, температура T2 и температура T3, плотность магнитного потока является низкой.
(Тридцать второй эксперимент)
В тридцать втором эксперименте подтверждается воздействие компонентов сляба в случае, когда содержатся S и Se.
В тридцать втором эксперименте сначала получают слябы, содержащие компоненты, представленные в Таблице 31, а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1100°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм. После этого осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают декарбонизированные и отожженные стальные полосы. После этого декарбонизированные и отожженные стальные полосы отжигают в атмосфере, содержащей аммиак, для повышения содержания азота в стальных полосах до 0,023% масс. Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 32.
[Таблица 31]
[Таблица 32]
(% масс.)
(% масс.)
Как показано в Таблице 32, в Примерах № 29A-№ 29E и № 29G-№ 29О, каждый из которых использует сляб, имеющий соответствующую композицию, получают хорошую плотность магнитного потока, но в Сравнительном примере № 29F, в котором содержание Ni выше, чем верхний предел диапазона по настоящему изобретению, и в Сравнительном примере № 29P, в котором общее количество содержания S и Se меньше, чем нижний предел диапазона по настоящему изобретению, плотность магнитного потока является низкой.
(Тридцать третий эксперимент)
В тридцать третьем эксперименте подтверждается воздействие обработки азотированием в случае, когда содержатся S и Se.
В тридцать третьем эксперименте сначала получают слябы, содержащие: Si: 3,2% масс., C: 0,06% масс., растворимый в кислоте Al: 0,027% масс., N: 0,007% масс., Mn: 0,14% масс., S: 0,006% масс., Se: 0,005% масс. и В: 0,0015% масс., а оставшаяся часть состоит из Fe и неизбежных примесей. Затем слябы нагревают при 1150°C, а затем подвергают воздействию чистовой прокатки при 900°C. Таким образом, получают горячекатаные стальные полосы, каждая из которых имеет толщину 2,3 мм. После этого осуществляют отжиг горячекатаных стальных полос при 1100°C. Затем осуществляют холодную прокатку и при этом получают холоднокатаные стальные полосы, каждая из которых имеет толщину 0,22 мм.
После этого, относительно образца из Сравнительного примера № 30A, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и при этом получают отожженную и декарбонизированную стальную полосу. Кроме того, относительно образца Примера № 30B, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 830°C в течение 100 секунд и осуществляют дополнительный отжиг в атмосфере, содержащей аммиак, и при этом получают отожженную и декарбонизированную стальную полосу, имеющей содержание N 0,021% масс. Кроме того, относительно образца Примера № 30C, осуществляют отжиг с декарбонизацией в атмосфере влажного газа при 860°C в течение 100 секунд и при этом получают отожженную и декарбонизированную стальную полосу, имеющую содержание N 0,021% масс. Таким образом, получают три типа декарбонизированных и отожженных стальных полос.
Затем разделительный агент для отжига, содержащий MgO в качестве своего главного компонента, наносят в виде покрытия на стальные полосы, и стальные полосы нагревают до 1200°C при скорости 15°C/час и подвергают конечному отжигу. Затем, подобно четвертому эксперименту, измеряют магнитные свойства (плотность магнитного потока B8). Результаты измерения приводятся в Таблице 33.
[Таблица 33]

Как показано в Таблице 33, в Примере № 30B, в котором осуществляют обработку азотированием после отжига с декарбонизацией, а в Примере № 30C, в котором осуществляют обработку азотированием во время отжига с декарбонизацией, получают хорошую плотность магнитного потока. Однако, в Сравнительном примере № 30A, в котором не осуществляют обработку азотированием, плотность магнитного потока является низкой. Как правило, численное значение в секции «обработка азотированием» из Сравнительного примера № 30A в Таблице 33 представляет собой значение, полученное из композиции для отожженной и декарбонизированной стальной полосы.
Промышленное применение
Настоящее изобретение может использоваться, например, в промышленности для производства листов электротехнической стали и в промышленности, где используются листы электротехнической стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ МАГНИТНОЙ ЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2508411C2 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2562182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2503728C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПЛОТНОСТЬЮ МАГНИТНОГО ПОТОКА | 2007 |
|
RU2391416C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ АДГЕЗИЮ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ БЕЗ ПОКРЫТИЯ ИЗ ФОРСТЕРИТА | 2020 |
|
RU2771766C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЫЧНОЙ ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2012 |
|
RU2609605C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2021 |
|
RU2805838C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2740749C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ДЛЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2010 |
|
RU2502810C2 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2767383C1 |
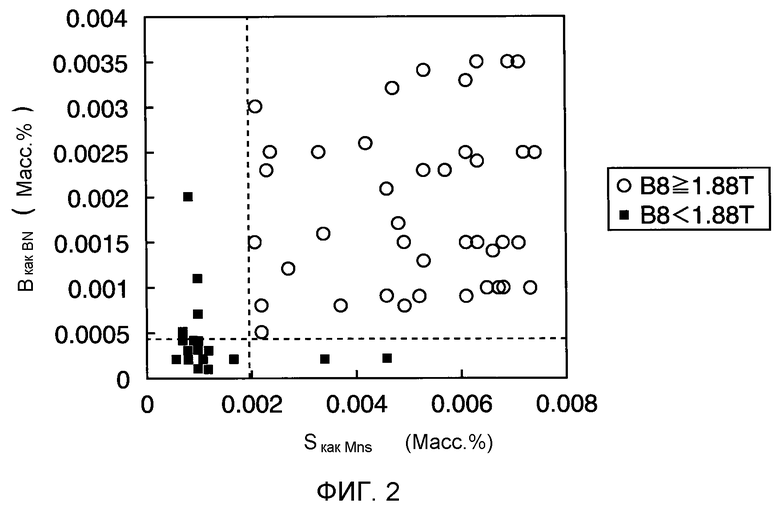
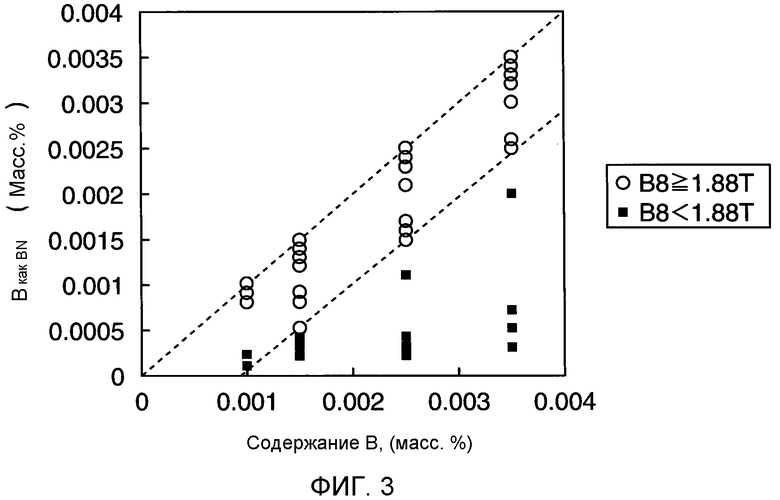
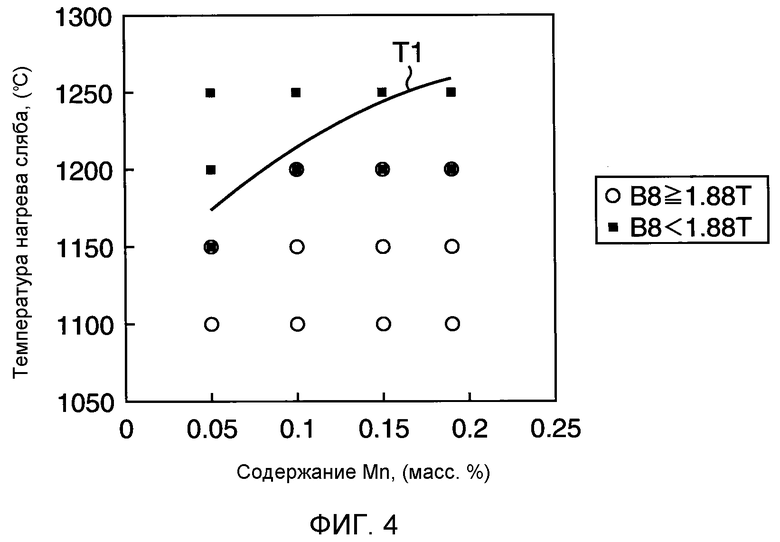
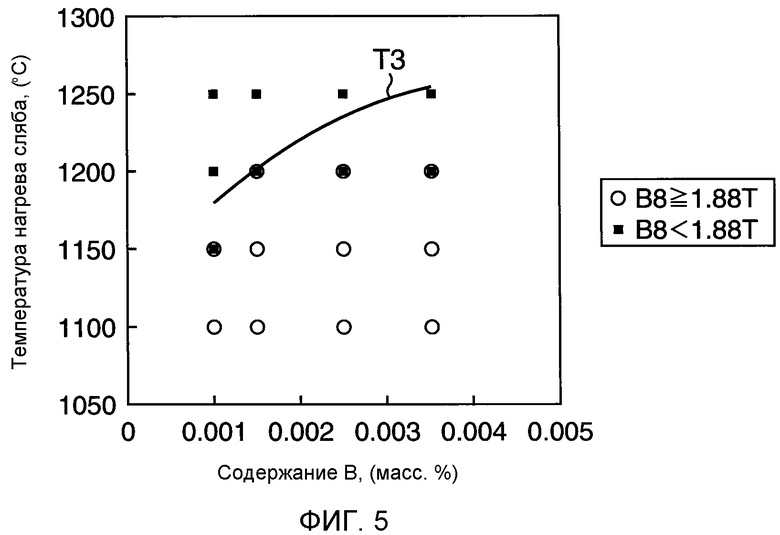
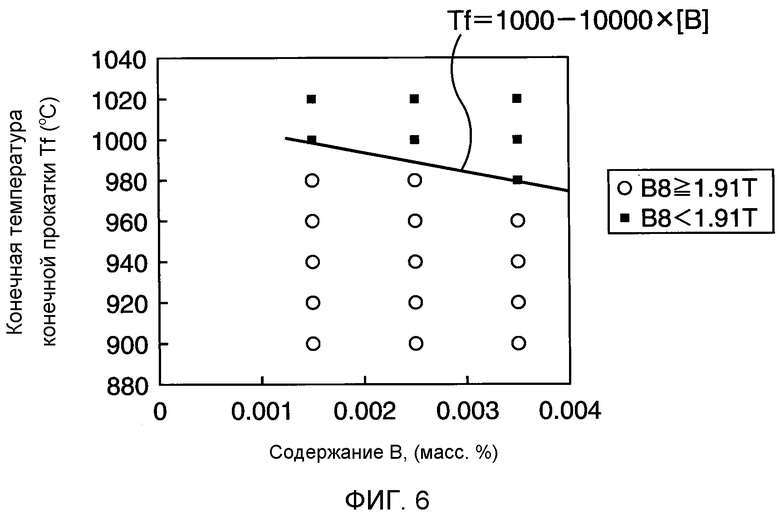
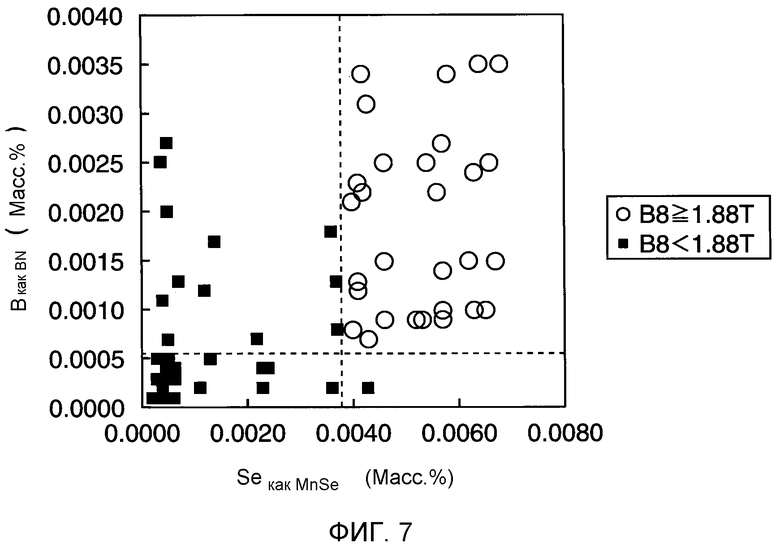
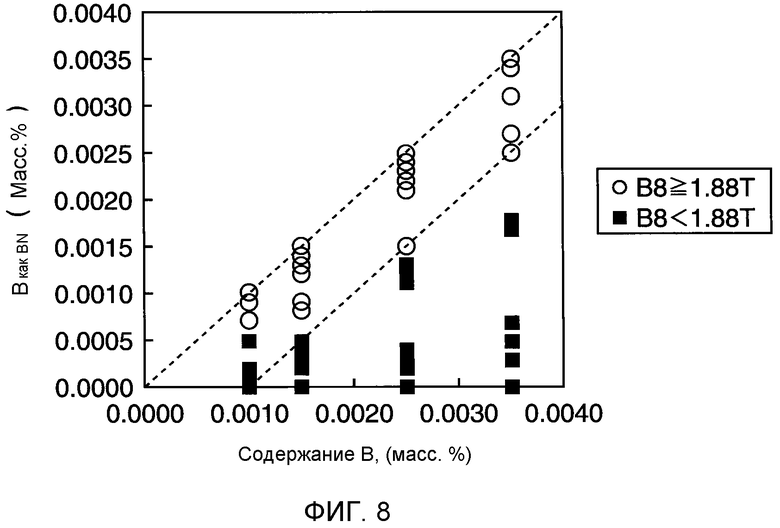
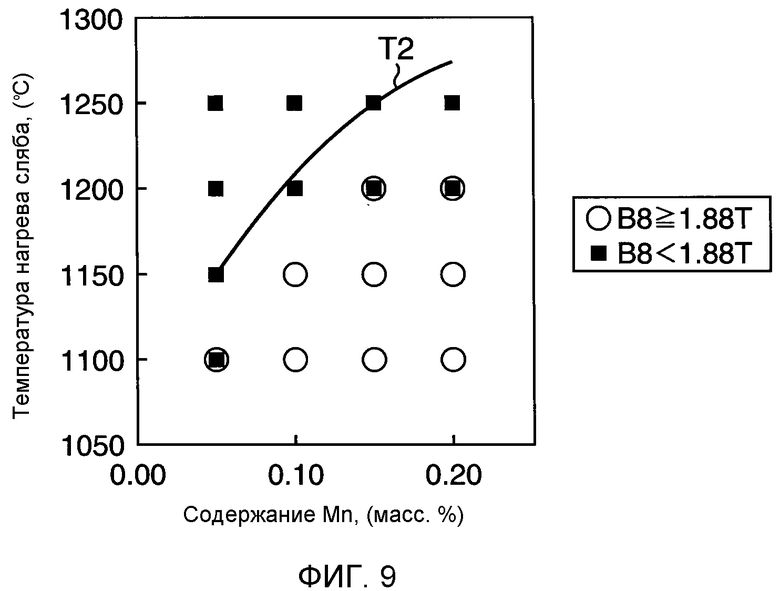
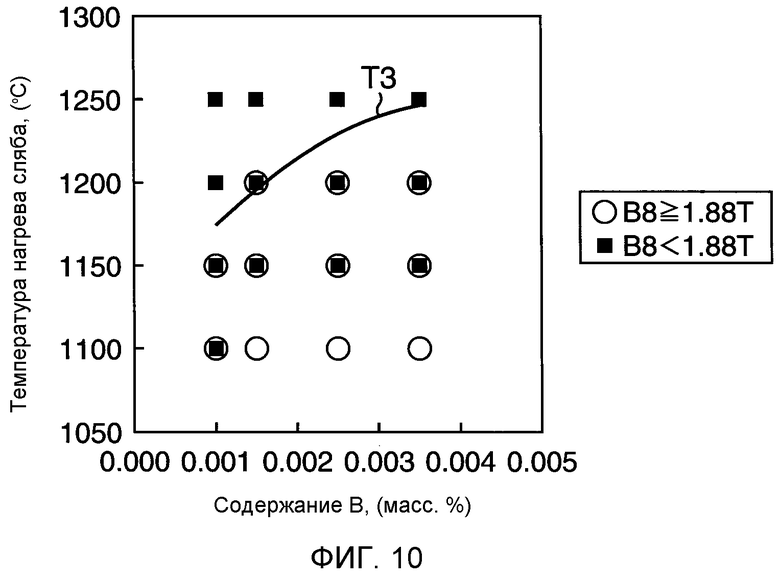
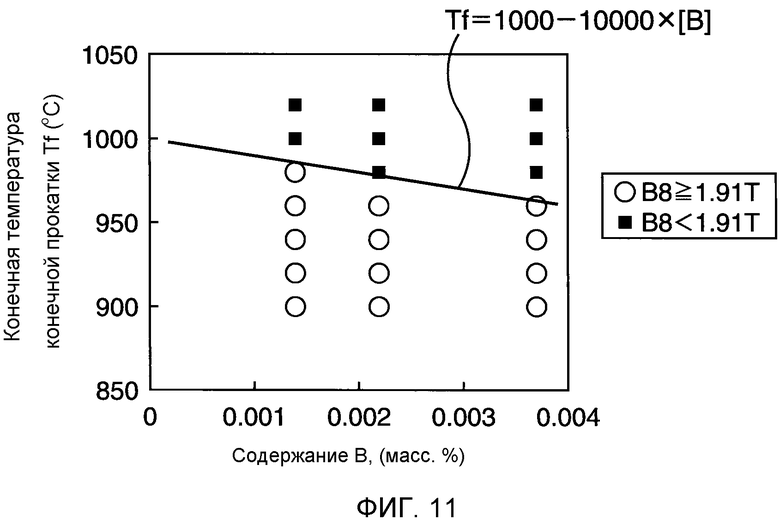
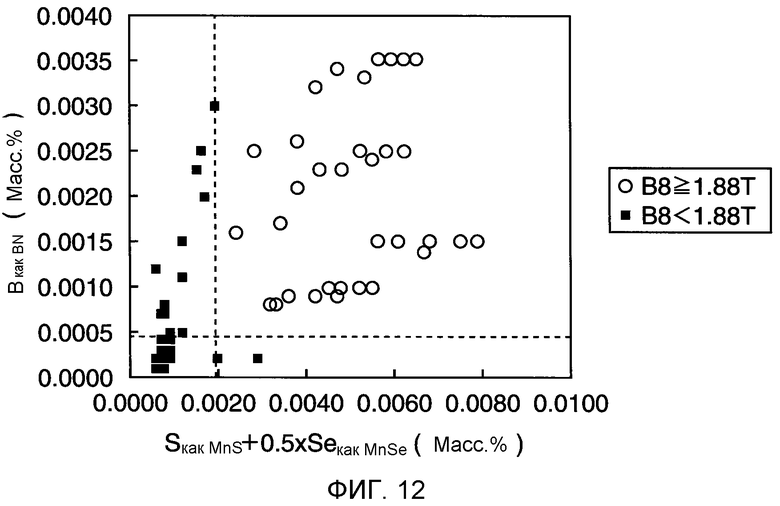
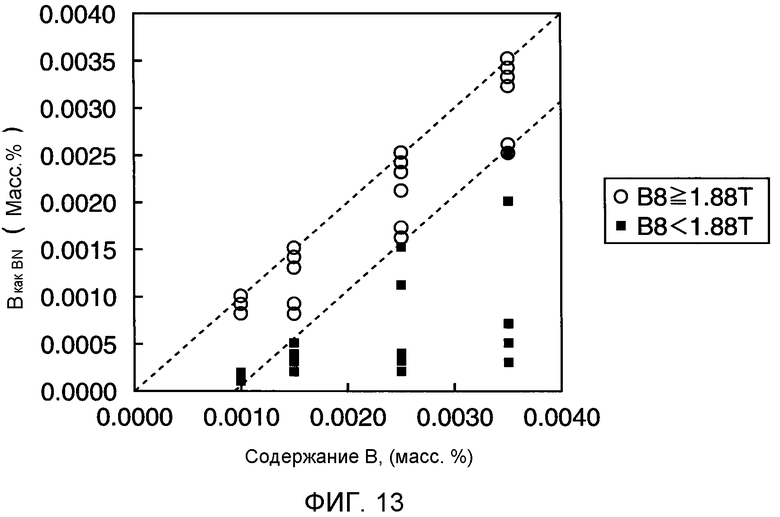
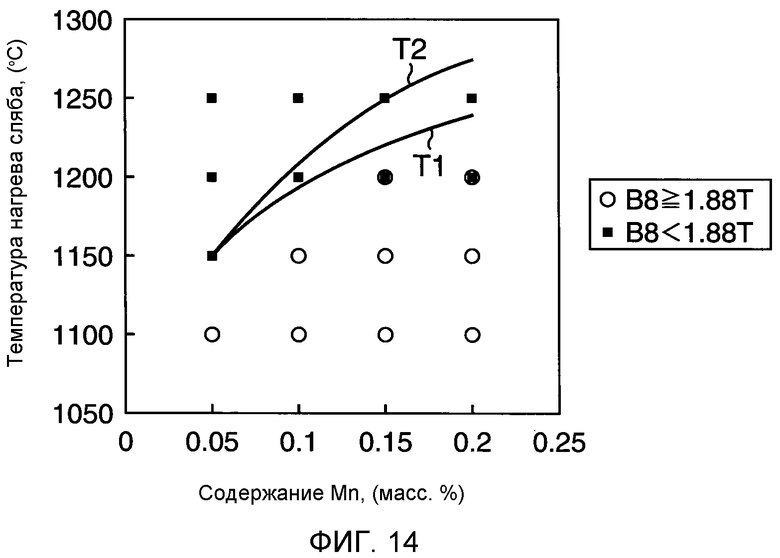
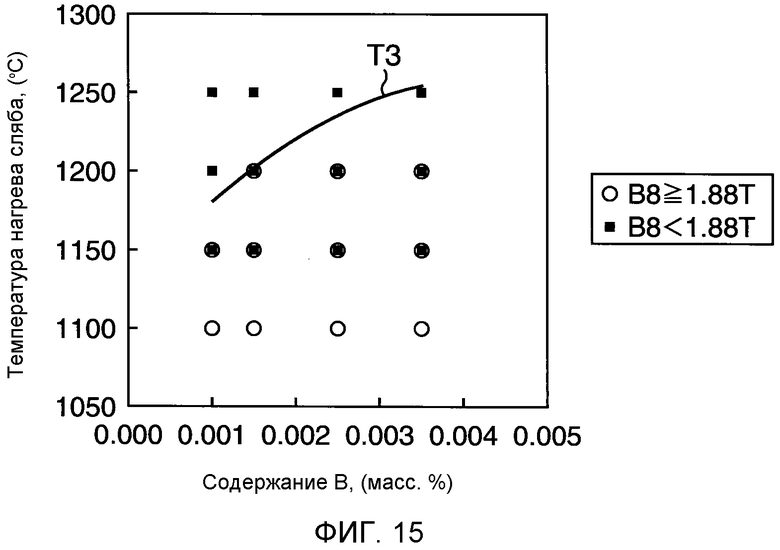
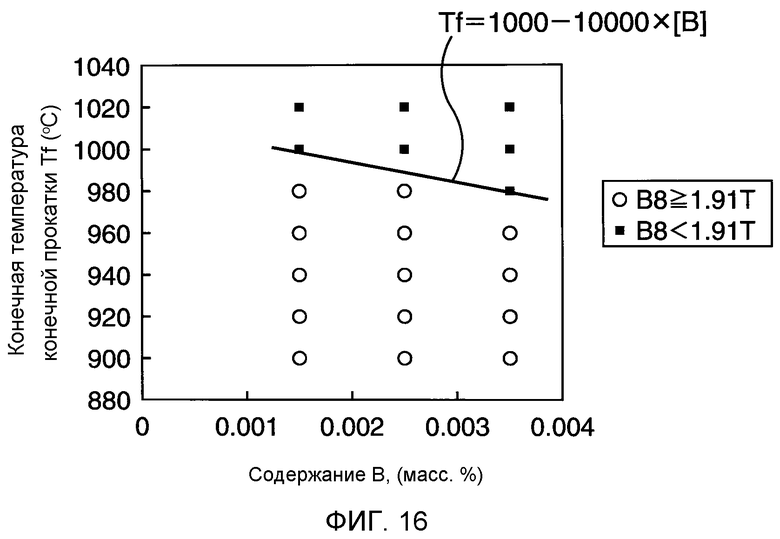
Изобретение относится к области металлургии, в частности изготовлению листа из электротехнической стали. Для обеспечения высокой плотности магнитного потока осуществляют нагрев полосы из стали, содержащей, мас.%: Si - 0,8÷7,0, растворимый в кислоте Аl - 0,01÷0,065, N - 0,004÷0,012, Мn - 0,05÷1,0, В - 0,0005÷0,0080, С - 0,085 или менее и дополнительно содержащий, по меньшей мере, один элемент, выбранный из группы, состоящей из S и Se, составляющий 0,003÷0,015 мас.%, как общее количество, Fe и неизбежные примеси - остальное до заданной температуры, горячую прокатку, отжиг, холодную прокатку, отжиг с декарбонизацией холоднокатаной стальной полосы, с получением декарбонизированной и отожженной стальной полосы, нанесение покрытия, содержащего MgO в качестве своего главного компонента, окончательный отжиг, при этом дополнительно осуществляют обработку азотированием. Температуру нагрева под прокатку задают в зависимости от содержания в стали серы и селена. Конечная температура чистовой прокатки задается в соответствии с содержанием бора. 9 з.п. ф-лы, 33 табл., 16 ил.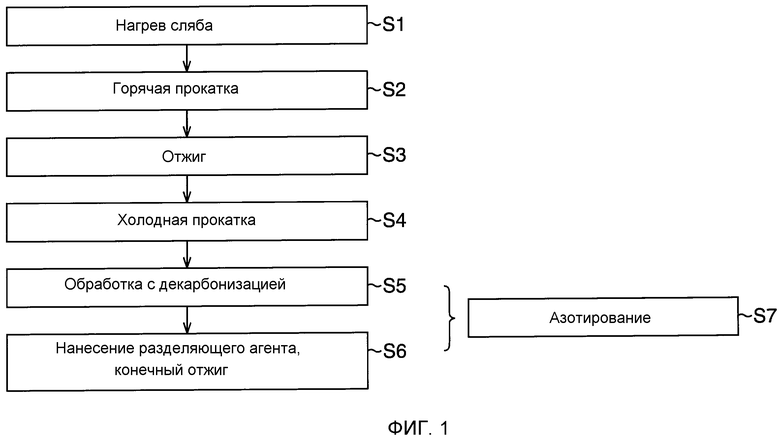
1. Способ получения листа электротехнической стали с ориентированными зернами, включающий:
нагрев кремнистого стального материала, содержащего, мас.%: Si - 0,8÷7,0, растворимый в кислоте Al - 0,01÷0,065, N - 0,004÷0,012, Mn - 0,05÷1,0, B - 0,0005÷0,0080, и дополнительно содержащего, по меньшей мере, один элемент, выбранный из группы, состоящей из S и Se, составляющий 0,003÷0,015 мас.%, как общее количество, С - 0,085 или менее, Fe и неизбежные примеси - остальное до заданной температуры,
горячую прокатку нагретого кремнистого стального материала с получением горячекатаной стальной полосы,
отжиг горячекатаной стальной полосы с получением отожженной стальной полосы,
холодную прокатку отожженной стальной полосы один или несколько раз с получением холоднокатаной стальной полосы,
отжиг с декарбонизацией холоднокатаной стальной полосы с получением декарбонизированной и отожженной стальной полосы, в которой осуществляется первичная рекристаллизация,
нанесение в виде покрытия разделительного агента для отжига, содержащего MgO в качестве главного компонента, на декарбонизованную и отожженную стальную полосу и осуществление вторичной рекристаллизации посредством конечного отжига декарбонизированной и отожженной стальной полосы, при этом
дополнительно осуществляют обработку азотированием, при которой содержание N в декарбонизированной и отожженной стальной полосе повышается от начала отжига с декарбонизацией и до осуществления вторичной рекристаллизации при конечном отжиге, причем
в случае, когда S и Se содержатся в материале кремнистой стали, заданная температура нагрева ниже, чем каждая температура из Т1°С, Т2°C и Т3°C, при этом температура Т1 выражена уравнением (1), температура Т2 - уравнением (2), а температура Т3 - уравнением (3),
в случае, когда S содержится, а Se не содержится в материале кремнистой стали, заданная температура нагрева ниже, чем каждая температура из Т1°C и Т3°C,
в случае, когда Se содержится, а S не содержится в материале кремнистой стали, заданная температура нагрева ниже, чем каждая температура из Т2°C и Т3°C,
конечная температура Tf чистовой прокатки при горячей прокатке удовлетворяет неравенству (4), и
количества BN, MnS и MnSe в горячекатаной стальной полосе удовлетворяют неравенствам (5), (6) и (7) ниже:

где [Mn] представляет собой содержание Mn (мас.%) кремнистого стального материала, [S] представляет собой содержание S (мас.%) кремнистого стального материала, [Se] представляет собой содержание Se (мас.%) кремнистого стального материала, [В] представляет собой содержание В (мас.%) кремнистого стального материала, [N] представляет собой содержание N (мас.%) кремнистого стального материала, ВкакBN представляет собой количество В (мас.%), которое выделяется как BN в горячекатаной стальной полосе, SкaкMnS представляет собой количество S (мас.%), которое выделяется как MnS в горячекатаной стальной полосе, и SeкакMnSe представляет собой количество Se (мас.%), которое выделяется как MnSe в горячекатаной стальной полосе.
2. Способ по п.1, в котором сталь дополнительно содержит Ti≤0,004 мас.%, при этом обработку азотированием осуществляют при условии, что содержание N в виде [N] стальной полосы, полученной после обработки азотированием, удовлетворяет неравенству (8):

где [N] представляет собой содержание N (мас.%) для стальной полосы, полученной после обработки азотированием, [Al] представляет собой содержание растворимого в кислоте Al (мас.%) для стальной полосы, полученной после обработки азотированием, и [Ti] представляет собой содержание Ti (мас.%) для стальной полосы, полученной после обработки азотированием.
3. Способ по п.1, в котором сталь дополнительно содержит Ti≤0,004 мас.%, при этом обработку азотированием осуществляют при условии, что содержание N в виде [N] в стальной полосе, полученной после обработки азотированием, удовлетворяет неравенству (9):
 (9)
(9)
где [N] представляет собой содержание N (мас.%) для стальной полосы, полученной после обработки азотированием, [Al] представляет собой содержание растворимого в кислоте Al (мас.%) для стальной полосы, полученной после обработки азотированием, и [Ti] представляет собой содержание Ti (мас.%) для стальной полосы, полученной после обработки азотированием.
4. Способ по любому из пп.1-3, в котором осуществление вторичной рекристаллизации включает нагрев декарбонизированной и отожженной стальной полосы при скорости 15°C/ч или меньше в диапазоне температур от 1000°C до 1100°C при конечном отжиге.
5. Способ по любому из пп.1-3, в котором осуществление вторичной рекристаллизации включает выдерживание декарбонизированной и отожженной стальной полосы в диапазоне температур от 1000°C до 1100°C в течение 10 ч или более при конечном отжиге.
6. Способ по п.4, в котором осуществление вторичной рекристаллизации включает выдерживание декарбонизированной и отожженной стальной полосы в диапазоне температур от 1000°C до 1100°C в течение 10 ч или более при конечном отжиге.
7. Способ по любому из пп.1-3, в котором кремнистый стальной материал дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из, мас.%: Cr 0,3 или менее, Cu 0,4 или менее, Ni 1 или менее, Р 0,5 или менее, Мо 0,1 или менее, Sn 0,3 или менее, Sb 0,3 или менее и Bi 0,01 или менее.
8. Способ по п.4, в котором кремнистый стальной материал дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из, мас.%: Cr 0,3 или менее, Cu 0,4 или менее, Ni 1 или менее, Р 0,5 или менее, Мо 0,1 или менее, Sn 0,3 или менее, Sb 0,3 или менее и Bi 0,01 или менее.
9. Способ по п.5, в котором кремнистый стальной материал дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из, мас.%: Cr 0,3 или менее, Cu 0,4 или менее, Ni 1 или менее, Р 0,5 или менее, Мо 0,1 или менее, Sn 0,3 или менее, Sb 0,3 или менее и Bi 0,01 или менее.
10. Способ по п.6, в котором кремнистый стальной материал дополнительно содержит, по меньшей мере, один элемент, выбранный из группы, мас.%: Cr 0,3 или менее, Cu 0,4 или менее, Ni 1 или менее, Р 0,5 или менее, Мо 0,1 или менее, Sn 0,3 или менее, Sb 0,3 или менее и Bi 0,01 или менее.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| EP 1057898 A2, 06.12.2000 | |||
| US 6228182 B1, 08.05.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |

