Область техники, к которой относится изобретение
Изобретение относится к устройству для создания потока газа в процессах горячего нанесения покрытий на металлические полосы. Такое устройство также общеизвестно под названием «воздушный нож».
Уровень техники
Как известно, процесс горячего цинкования содержит нанесение слоя цинка с обеих сторон на стальные полосы путем погружения их в ванну с расплавленным цинком (при температуре 450°C-470°C), размещенную в баке, при этом толщина покрытия может варьироваться в зависимости от конечного применения. При этом используется процесс непрерывного типа; стальную полосу нормализуют и две противоположные поверхности соответствующим образом подготавливают для обеспечения надежной адгезии цинка к основной стали и образования очень тонкого равномерного слоя цинка.
Регулирование толщины цинкового покрытия обеспечивают с помощью устройства воздушного ножа, которое также позволяет обеспечить равномерное распределение покрытия на обеих поверхностях и по всей длине полосы. Устройство воздушного ножа состоит из двух валков, ограничивающих сопло, которое имеет больший размер по сравнению с другими и выполнено с возможностью формирования плоской струи, и которое подает струю воздуха по всей ширине и с каждой стороны полосы, когда полоса поднимается из бака с цинком.
Такую же процедуру используют для нанесения покрытия на металлические полосы по существу независимо от характера адгезии жидкого материала к полосе, на которую наносится покрытие. Кроме сплава цинка в качестве жидкости может быть использован сплав алюминия или краска.
Система регулировки позволяет двум валкам быть наклонными и находиться на расстоянии относительно друг друга, таким образом устанавливая необходимую толщину покрытия, которая может быть различна для каждой стороны.
Замкнутая система регулирования на основе системы измерения толщины полученного цинкового покрытия позволяет оптимизировать количество цинка и, следовательно, толщину покрытия.
Согласно стандартам установлено минимальное значение отношения массы к площади поверхности (в г/м2) общего цинкового покрытия на обеих сторонах или минимальная толщина покрытия (в микронах) на поверхности в зависимости от конечного применения стальной полосы.
Это объясняется тем, что коррозионная стойкость материала во времени прямо пропорциональна толщине слоя цинка, нанесенного на металлическую полосу.
Таким образом, качество струи, создаваемой воздушным ножом, является одним из основных факторов процесса горячего цинкования.
Желательно, чтобы поток воздуха был равномерно распределен в пространстве и времени с обеих сторон полосы, что, таким образом, гарантирует минимальное отклонение толщины покрытия от номинального значения.
Воздушный нож проходит по всей ширине полосы, при этом необходимо выполнить его таким образом, чтобы ограничить вихревое движение при его прохождении, прежде чем он пройдет через сопло, с целью обеспечения указанной равномерности распределения потока воздуха в пространстве и времени.
Для того, чтобы выровнить распределение давления и минимизировать завихрения воздушного потока, нагрузочные потери в устройстве могут быть существенно увеличены, что является значительным ограничением. Поэтому были предприняты попытки найти решения, с помощью которых, несмотря на небольшие нагрузочные потери, можно будет обеспечить достаточную равномерность воздушного потока.
Воздушный нож представляет собой устройство, содержащее цилиндрическую трубку, также называемую подающим патрубком, подающую воздух в своего рода кольцевую камеру. На боковой поверхности цилиндрической трубки предусмотрены выпускные отверстия для воздуха под давлением, которые расположены по всей длине трубы. Могут быть установлены одна или несколько перегородок с отверстиями для обеспечения равномерного распределения воздушного потока в кольцевой камере. Подача в цилиндрическую трубку, как правило, осуществляется с обоих концов с помощью нагнетательной вентиляции.
Равномерную подачу необходимо заранее обеспечить в корпусе воздушного ножа, так как сопло может устранить только часть возможного неравномерного давления газа.
В публикации DE 19954231, например, в первом варианте показана цилиндрическая трубка, содержащая установленные по прямой отверстия, расположенные параллельно оси симметрии трубки. По другому варианту цилиндрическая трубка имеет канавки, расположенные параллельно друг другу продольно вдоль цилиндрической трубки. По третьему варианту цилиндрическая трубка имеет ряды отверстий, расположенные параллельно друг другу и продольно вдоль цилиндрической трубки. Первая перегородка с отверстиями расположена вертикально, то есть перпендикулярно оси течения в поперечном сечении кольцевой камеры. Вторая и непосредственно последующая перегородка, следуя движению газа по часовой стрелке, расположена практически горизонтально и снабжена отверстиями, которые открываются почти перпендикулярно к плоскости течения выпускной трубки, которая расположена по существу по касательной к кольцевой камере и заканчивается плоским соплом.
В устройстве, описанном в документе DE 19954231, видно, что
- прямолинейный участок, который ведет к соплу, примыкает к кольцевой камере, образующей разрыв в срединной плоскости течения всей трубки, образованной кольцевой камерой и прямолинейным конечным участком,
- последняя перегородка расположена практически параллельно направлению прямолинейного участка, который ведет к соплу,
- часть газа, который вращается в направлении по часовой стрелке, проходит через вертикальную перегородку, при этом оставшаяся часть газа, который вращается в направлении против часовой стрелки, проходит только через последнюю перегородку, что приводит к образованию двух параллельных камер, содержащихся в кольцевом корпусе устройства.
В устройстве, раскрытом в данном документе, газ под давлением наталкивается и отбрасывается от нижней стенки последнего прямолинейного участка, что приводит к значительному увеличению завихрений внутри устройства. Кроме того, два потока газа сталкиваются перед прохождением через последнюю перегородку, что создает дополнительное вихревое движение.
Раскрытие изобретения
Целью настоящего изобретения является получение устройства для выравнивания потока газа вдоль сопла, выполненного с возможностью создания плоской струи, пригодного, в частности, для процессов горячего нанесения покрытий на металлические полосы, и с возможностью улучшить равномерность распределения газа по длине сопла.
Целью настоящего изобретения является устройство для создания плоской ламинарной струи газа, в частности в процессах горячего нанесения покрытий на металлические полосы, содержащее:
- продольный подающий патрубок с периферийной стенкой, которая снабжена первыми отверстиями,
- выравнивающую предкамеру, сообщающуюся с продольным подающим патрубком через указанные первые отверстия,
- выравнивающую трубку, сообщающуюся на первом конце с выравнивающей предкамерой,
- сопло, выполненное с возможностью формирования плоской струи газа,
- указанную выравнивающую трубку, сообщающуюся на втором конце с соплом, причем второй конец находится напротив первого конца и имеет меньшее сечение, таким образом, выравнивающая трубка имеет коническую форму и создает канал для потока газа из выравнивающей предкамеры в сопло, при этом указанный канал задает изогнутую медиальную (срединную) поверхность течения,
- по крайней мере две перегородки с отверстиями, расположенные в выравнивающей трубке перпендикулярно изогнутой медиальной поверхности течения, тем самым создавая по меньшей мере две расположенных последовательно части выравнивающей трубки, которые примыкают друг к другу и соединены друг с другом,
в котором первые отверстия выполнены только на первом продольном участке периферийной стенки подающего патрубка и выравнивающая предкамера проходит снаружи, по меньшей мере, около упомянутого первого продольного участка,
в котором первая часть выравнивающей трубки проходит наружу относительно второго продольного участка периферийной стенки подающего патрубка, примыкая к первому продольному участку,
в котором вторая часть выравнивающей трубки расположена по существу по касательной к подающему патрубку, ниже по потоку относительно второго продольного сектора,
в результате чего изогнутая медиальная поверхность течения представлена идеально непрерывной изогнутой поверхностью без угловых точек, что, таким образом, обеспечивает оптимизацию преобразования потока газа из турбулентного потока на первом конце в ламинарный поток на втором конце выравнивающей трубки.
По предпочтительному варианту реализации изобретения, выравнивающая предкамера предпочтительно обвита снаружи вокруг указанного первого продольного сектора, а первая часть выравнивающей трубки обвита снаружи вокруг второго продольного сектора.
Первая часть выравнивающей трубки предпочтительно обвита вокруг второго участка или продольной части подающего патрубка, с угловыми размерами в диапазоне от 30° до 180°, например, приблизительно 90°.
По предпочтительному варианту выравнивающая предкамера обвита вокруг первого продольного участка, предпочтительно с угловыми размерами примерно 90°.
Устройство выполнено таким образом, чтобы поток газа, выходящий из подающего патрубка через первые отверстия, мог пересечь выравнивающую предкамеру в одном направлении вращения с тем, чтобы достичь выравнивающей трубки.
Первый участок изогнутой медиальной поверхности течения представляет собой, по меньшей мере, одну часть боковой поверхности полуцилиндра, при этом второй участок изогнутой медиальной поверхности течения, примыкающий к первому участку, является практически плоской поверхностью.
Настоящее изобретение успешно решает задачу подачи потока в сопло, причем поток равномерно распределен по всей длине сопла и, в частности равномерно распределен по времени, то есть в нем отсутствует нестабильность. В частности, так как поверхность течения выравнивающей трубки является непрерывной и без угловых точек, подразумевается, что первая производная, вычисленная на поверхности течения трубки в любой точке трубки в направлении движения потока газа, также непрерывна. Таким образом, в устройстве нет областей, в которых поток ударяется о стенки трубки под углами с образованием вихревого движения. Кроме того, это позволяет вставить выравнивающие перегородки с поверхностями, перпендикулярными потоку газа, и, следовательно, поверхности течения выравнивающей трубки, и осям отверстий, параллельным направлению потока газа, в соответствии с положением, в котором установлены перегородки.
Таким образом, между одной перегородкой с отверстиями и следующей образована часть выравнивающей трубки с потоком сжатого газа. Следовательно, участки выравнивающей трубки расположены последовательно или каскадом относительно друг друга, ниже по потоку относительно предкамеры, что обеспечивает увеличение однородности потока газа.
Выравнивающая трубка, содержащая указанные расположенные последовательно части, имеет участки, перпендикулярные потоку газа, с площадью, постепенно уменьшающейся по направлению к соплу, таким образом, чтобы в части выравнивающей трубки, обвитой вокруг части подающего патрубка, также не возникали завихрения. Кроме того, первая и вторая части выравнивающей трубки соединены таким образом, что поток вводится во вторую часть параллельно соответствующей медиальной поверхности течения второй части.
Кроме того, отверстия перегородки, через которые должен проходить поток, постепенно уменьшаются в диаметре, при этом увеличивается их количество в зависимости от положения соответствующей перегородки по ходу направления потока газа, вследствие чего отдельные струи в потоке проходят параллельно стенкам трубки, что обеспечивает постепенное преобразование движущегося потока газа из турбулентного в линейный. Дополнительным преимуществом является то, что перегородка расположена в практически прямолинейной части выравнивающей трубки, где, в частности, степень завихрения уже заметно уменьшена, что приводит к дальнейшему существенному уменьшению завихрения и обеспечивает большую линейность, которая является почти идеальной с аэродинамической точки зрения.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты реализации изобретения, являющиеся неотъемлемой частью настоящего описания.
Краткое описание чертежей
Дополнительные признаки и преимущества настоящего изобретения станут более понятными в свете подробного описания предпочтительных, но не исключительных вариантов устройства для выравнивания потока газа вдоль сопла, выполненного с возможностью создания плоской струи, в частности, для процессов горячего нанесения покрытий на металлические полосы, например, цинковых сплавов или алюминиевых сплавов, показанных в качестве неограничивающего примера с помощью сопроводительных чертежей, на которых:
на фиг. 1 показан схематический вид устройства в разрезе,
на фиг. 2а, 2b и 2с показаны три сечения устройства на фиг. 1, перпендикулярных направлению потока газа.
Одинаковые ссылочные позиции и буквы на фигурах обозначают одинаковые элементы или компоненты.
Осуществление изобретения
На фиг. 1 показано устройство для выравнивания потока газа в соответствии с изобретением, содержащее продольный подающий патрубок 1 и выравнивающую предкамеру 2, которая направляет газ из подающего патрубка 1 в выравнивающую трубку 3, на которой надето сопло 10. В периферийной стенке подающего патрубка в первом продольном участке 11 с угловым размером приблизительно 90° по всей длине или продольной протяженности данного патрубка выполнены первые отверстия 12 для прохода газа. На фиг. 1 и 2а, например, показаны три ряда первых отверстий 12. В других вариантах может быть выполнено другое количество рядов первых отверстий 12, не равное трем. Выравнивающая предкамера 2 расположена сверху первого продольного участка 11, в котором выполнены отверстия 12, и соединена с выравнивающей трубкой 3, разделенной на первый отрезок или участок 3а, который обвивает подающий патрубок приблизительно до второго продольного сектора, т.е. предпочтительно около 90°, и на второй отрезок или участок 3b, который по существу проходит по касательной к подающему патрубку 1. Два участка выравнивающей трубки 3 примыкают друг к другу и надежно соединены друг с другом таким образом, чтобы избежать наличия кромок по всей выравнивающей трубке.
Продольный подающий патрубок 1 может иметь круглое или овальное поперечное сечение, а его боковая поверхность может быть разделена на продольные секторы с равными или различными угловыми размерами. Первый участок 3а выравнивающей трубки 3 может проходить вокруг участка или продольного сектора подающего патрубка 1, предпочтительно под углом в диапазоне от 30° до 180°.
Ссылочная буква Z обозначает контур идеальной медиальной (срединной) поверхности течения выравнивающего трубки 3, который соответствует оси течения поперечного сечения устройства, показанного на фиг. 1, и направлению потока газа в участках трубки, на которых оно в основном или полностью прямолинейно.
Выравнивающая трубка 3 сужается от первого участка 3а по направлению ко второму участку 3b до выпускной трубки 4, на которую надето сопло 10.
Сопло 10 может быть отдельным компонентом или может быть выполнено в виде одной детали с выпускной трубкой 4. Сопло 10, показанное на фиг. 1, предназначено только для схематичного изображения сопла с шириной, которая необходима для создания плоской струи газа.
Отверстия 12 позволяют проходить газу внутрь выравнивающей предкамеры 2. Участок боковой стенки подающей трубки 1, на котором выполнены первые отверстия 12, может быть общим для подающей трубки 1 и выравнивающей предкамеры 2.
Перегородка 5 расположена по существу на стыке выравнивающей предкамеры 2 и первого участка 3а выравнивающей трубки 3. В перегородке 5 выполнены вторые сквозные отверстия 25.
Следующая перегородка 6 расположена по существу в промежуточной области второй части 3b выравнивающей трубки 3 ниже по потоку относительно первой перегородки 5 по направлению потока газа. В перегородке 6 выполнены сквозные отверстия 26.
Предпочтительно перегородки 5 и 6 являются съемными, как в целях технического обслуживания, так и для изменения конфигурации устройства.
Перегородки 5 и 6 расположены перпендикулярно к изогнутой медиальной поверхности Z течения. Указанная поверхность Z выполнена следующим образом: вначале она имеет по существу полуцилиндрическую форму, а затем по существу плоскую, то есть первый участок изогнутой медиальной поверхности Z течения представляет собой, по меньшей мере, одну часть боковой поверхности полуцилиндра, а второй участок данной изогнутой поверхности Z, в основном, является плоской поверхностью.
С учетом формы трубки 3, в частности в варианте устройства по фиг.1, перегородка 5 расположена по существу горизонтально, а перегородка 6 вертикально. Более обобщенно, перегородки 5 и 6 расположены на плоскостях, которые практически перпендикулярны друг другу.
В соответствии с настоящим изобретением надежное соединение между первым участком 3а и вторым участком 3b выравнивающей трубки 3, каждая стенка которой закруглена, облегчает отток газа без возникновения турбулентных явлений.
Кроме того, перегородки 5 и 6 с отверстиями всегда перпендикулярны поверхности Z, при этом ось соответствующих отверстий параллельна направлению ламинарного движения потока газа в соответствующих положениях вдоль выравнивающей трубки 3.
Существует взаимосвязь между интенсивностью завихрений и положением перегородок 5 и 6 с отверстиями, и особенно положением перегородки 6: установлено, что если газ достигает перегородку 6 с отверстиями с высокой степенью завихрения, выравнивающее действие отверстий 26 не используется в полной мере. Предпочтительно перегородка 6 должна находиться на расстоянии от предыдущей перегородки 5, в результате чего степень завихрения на входе перегородки 6 будет, по меньшей мере, на 7% меньше, чем в общем потоке газа, оставшегося количества потока, движущегося с ламинарным движением.
Таким образом, особенно важно, чтобы на перегородку 6 приходилась степень завихрения ниже 7%, и предпочтительно ниже 5%.
Сужение выравнивающей трубки 3, в основном, происходит между перегородкой 5 и выпускной трубкой 4, на конце которой находится сопло 10; а в случае устройства, в котором сопло имеет больший размер по сравнению с другими, то есть с шириной около 2-3 метров, и высотой и длиной значительно меньше ширины, для создания соответствующей плоской струи газа шириной 2-3 метра, наблюдается уменьшение сечения до четырех раз, например сечение меняется с 60 мм до 15 мм. Это предусмотрено для общего тракта, измеренного на идеальной поверхности Z, от 500 до 900 мм.
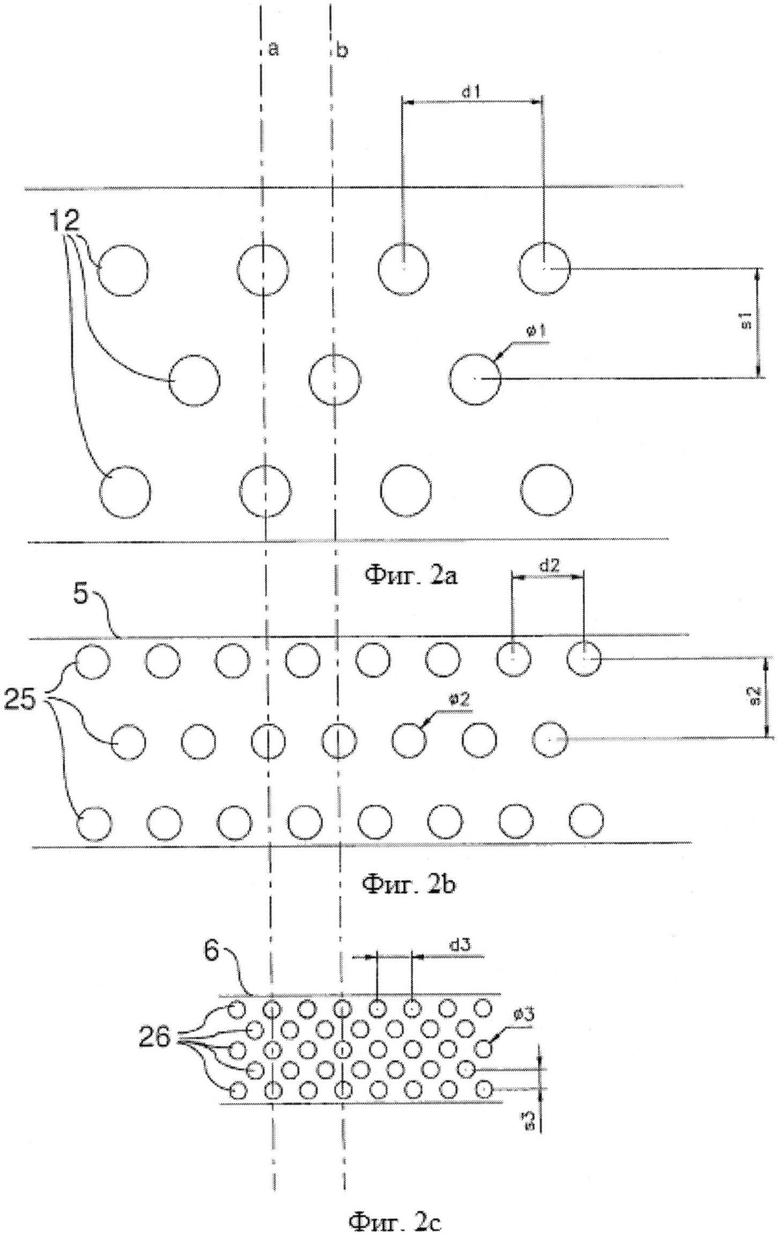
По варианту изобретения размеры и расположение первых отверстий 12, вторых отверстий 25 и третьих отверстий 26 определяются в соответствии с определенным соотношением между ними.
Предпочтительно первые отверстия 12, вторые отверстия 25 и третьи отверстия 26 являются круглыми.
В соответствии с фиг.2а, 2b и 2с:
- первые отверстия 12 имеют диаметром ⌀1 и расположены друг от друга на расстоянии, равном d1, в первом направлении, а во втором направлении, перпендикулярном первому направлению, на расстоянии, равном s1;
- вторые отверстия 25 имеют диаметр ⌀2 и расположены друг от друга на расстоянии, равном d2, в первом направлении, а во втором направлении, перпендикулярном первому направлению, на расстоянии, равном s2;
- третьи отверстия 26 имеют диаметр ⌀3 и расположены друг от друга на расстоянии, равном d3, в первом направлении, а во втором направлении, перпендикулярном первому направлению, на расстоянии, равном s3;
Предпочтительно соотношение между диаметрами ⌀1 и ⌀2 и между диаметрами ⌀2 и ⌀3 равно степени увеличения числа отверстий. Расстояния s2, d2 и s3, d3 между отверстиями уменьшаются соответственно вдоль пути потока газа. Например, если диаметр вторых отверстий 25, находящихся на перегородке 5, в два раза меньше диаметра первых отверстий 12, количество вторых отверстий 25 будет в два раза больше количества первых отверстий 12. Это происходит независимо от участка выравнивающей трубки 3, в которой расположены отверстия. Это влечет за собой, что три серии отверстий, как в варианте по фиг.1, выражают одинаковые нагрузочные потери. Таким образом, общие нагрузочные потери превышает в три раза нагрузочную потерю на одном из трех серий отверстий.
Во всех сериях отверстий отверстия двух последовательных рядов взаимно смещены таким образом, чтобы создавался ряд колонок, число которых в два раза больше в случае, когда отверстия выровнены. Кроме того, следующие одни за другими колонки находятся на одинаковом расстоянии друг от друга. То же правило определения размеров и местоположения отверстий также применяется в случае, когда предусмотрено более двух перегородок, например три или четыре.
На фиг.2а, 2b и 2с показаны, сверху вниз, первая серия отверстий 12 (фиг.2а), перегородка 5 (фиг.2b) и перегородка 6 (фиг.2с). Следует отметить, что две параллельные и вертикальные линии а и b проходят через центры отверстий 12 двух последовательно расположенных колонок.
Данные линии а и b проходят через центры отверстий 25 и через центры следующих отверстий 26 на перегородках 5 и 6 соответственно.
Между линиями а и b есть промежуточный ряд отверстий 25, то есть данные линии не пересекают его.
Между линиями а и b есть три промежуточных ряда отверстий 26, то есть данные линии не пересекают эти ряды.
Таким образом, следует отметить, что при увеличении количества рядов отверстий диаметр указанных отверстий соответствующим образом уменьшится.
Настоящее изобретение успешно решает задачу подачи потока в сопло 10, при этом данный поток равномерно распределен по всей длине сопла и стабилен во времени.
Это достигается, во-первых, благодаря поверхности Z течения выравнивающей трубки 3, на которой отсутствуют какие-либо разрывы, а кроме того, в связи с тем, что перегородки, через которые проходит газ, всегда расположены перпендикулярно поверхности Z течения.
Дополнительное оптимизирование потока достигается вследствие того, что постепенно уменьшается диаметр отверстий вместе с увеличением их количества, от расположенных на периферийной стенке подающего парубка до отверстий, выполненных в последней перегородке с отверстиями в выравнивающей трубке.
Кроме того, перегородка 6 расположена в части 3b, где соответствующая часть медиальной поверхности течения по существу плоская: это приводит к возникновению синергического эффекта между указанной частью 3b выравнивающей трубки 3 и перегородки 6, расположенной в ней. Также, в частности, вследствие того, что на перегородке 6 выполнены отверстия очень малого диаметра, которые позволяют дополнительно уменьшить завихрения до уровня менее 2%, это обеспечивает возникновение на выпускной трубке 4 практически исключительно ламинарного движения потока газа.
Преимуществом является то, что устройство по настоящему изобретению имеет более низкую нагрузочную потерю при такой же степени равномерности потока газа, направленного к плоскому соплу 10. Это приводит к большему касательному напряжению струи, воздействующей на полосу, что обеспечивает большее и более эффективное удаление избытка цинка.
Элементы и характеристики, показанные в различных предпочтительных вариантах изобретения, могут быть объединены без отхода от объема притязаний по настоящей заявке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИРОКИХ ПОЛОС ИЗ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2007 |
|
RU2444414C2 |
| УСТРОЙСТВО ДЛЯ НЕЙТРАЛИЗАЦИИ ОТРАБОТАВШИХ ГАЗОВ АВТОМОБИЛЯ | 2016 |
|
RU2703891C2 |
| СПОСОБ САМОФЛОТАЦИОННОЙ ОЧИСТКИ ПЛАСТОВОЙ ВОДЫ И СРЕДСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236377C2 |
| КОМПАКТНОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЛАМИНАРНЫХ СТРУЙ ТЕКУЧЕЙ СРЕДЫ | 2018 |
|
RU2681618C1 |
| Гидродинамический смеситель | 2016 |
|
RU2618883C1 |
| СИСТЕМА ЗАЖИГАНИЯ С ПРЕДКАМЕРОЙ ДЛЯ ДВИГАТЕЛЯ (ВАРИАНТЫ) И СПОСОБ РАБОТЫ ДВИГАТЕЛЯ | 2017 |
|
RU2719254C2 |
| Установка для термообработки проволоки | 1982 |
|
SU1134611A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ (ВАРИАНТЫ) | 2010 |
|
RU2451592C2 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2239128C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2036242C1 |
Изобретение относится к устройству для создания потока газа в процессах нанесения покрытий на металлические полосы, обеспечивающему создание плоской ламинарной струи газа и улучшение равномерности распределения газа по длине сопла. Устройство содержит выравнивающую трубку для выравнивания потока газа, которая задает границы непрерывной изогнутой поверхности течения, содержащую патрубок, на котором закреплено сопло, подающий патрубок для ввода сжатого газа в предкамеру через отверстия, первую перегородку с отверстиями и вторую перегородку с отверстиями в выравнивающей трубке, которые расположены перпендикулярно изогнутой поверхности течения трубки. При этом трубка выполнена сужающейся, чтобы создавать путь для потока газа из выравнивающей предкамеры в сопло, где указанный путь для потока газа задает изогнутую медиальную поверхность течения, представляющую идеальную непрерывную изогнутую поверхность без угловых точек, и обеспечивает оптимизацию преобразования потока газа из турбулентного потока на одном конце в ламинарный поток на втором конце выравнивающей трубки. 14 з.п. ф-лы, 4 ил. 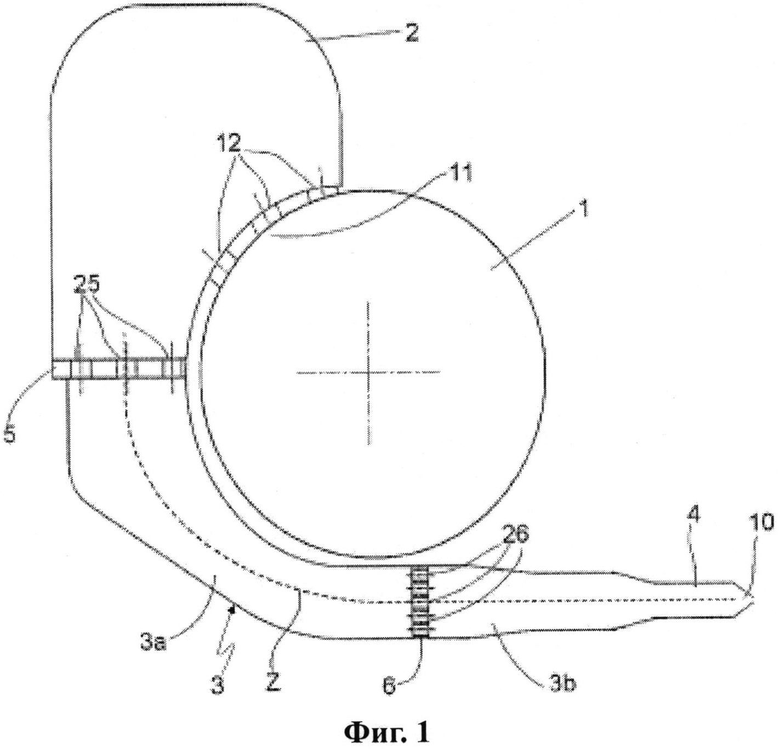
1. Устройство для создания плоской ламинарной струи газа в процессе горячего нанесения покрытия на металлическую полосу, содержащее
- продольный подающий патрубок, имеющий периферийную стенку, в которой выполнены отверстия,
- выравнивающую предкамеру, сообщающуюся с продольным подающим патрубком через отверстия,
- выравнивающую трубку, сообщающуюся на первом конце с выравнивающей предкамерой,
- сопло, выполненное с возможностью создания плоской ламинарной струи газа,
- выравнивающую трубку, сообщающуюся на втором конце с соплом, причем второй конец выравнивающей трубки находится напротив первого конца и имеет меньшее сечение, при этом трубка выполнена сужающейся, чтобы создавать путь для потока газа из выравнивающей предкамеры в сопло, в котором указанный путь для потока газа задает изогнутую медиальную поверхность течения,
- по меньшей мере, две перегородки с отверстиями, расположенные в выравнивающей трубке перпендикулярно изогнутой медиальной поверхности течения, которые задают по меньшей мере два последовательных смежных участка выравнивающей трубки, соединенных друг с другом,
отличающееся тем, что в периферийной стенке продольного подающего патрубка отверстия выполнены на ее первом продольном участке, а выравнивающая предкамера расположена снаружи, по меньшей мере, около первого продольного участка;
первый участок выравнивающей трубки проходит снаружи второго продольного участка периферийной стенки продольного подающего патрубка, примыкающего к первому продольному участку;
второй участок выравнивающей трубки расположен по касательной к продольному подающему патрубку, ниже по потоку от второго продольного участка,
указанные по меньшей мере две перегородки с отверстиями включают первую перегородку с отверстиями и вторую перегородку с отверстиями, расположенную ниже по потоку относительно первой перегородки с отверстиями;
сечение выравнивающей трубки на отрезке между первой перегородкой с отверстиями и выпускной трубкой уменьшено до примерно одной четверти от начального значения;
и в котором в первой перегородке и во второй перегородке выполнены отверстия, причем диаметр отверстий в периферийной стенке, первой перегородке с отверстиями и второй перегородке с отверстиями уменьшается по мере продвижения по пути потока газа, в то время как количество отверстий увеличивается;
вследствие чего изогнутая медиальная поверхность течения представлена идеальной непрерывной изогнутой поверхностью без угловых точек, что обеспечивает оптимизацию преобразования потока газа из турбулентного потока на первом конце в ламинарный поток на втором конце выравнивающей трубки.
2. Устройство по п. 1, в котором выравнивающая предкамера огибает снаружи первый продольный участок и в котором первый участок выравнивающей трубки огибает снаружи второй продольный участок.
3. Устройство по п. 1, в котором второй продольный участок имеет угловой размер в диапазоне от 30° до 180°.
4. Устройство по п. 3, в котором второй продольный участок имеет угловой размер, приблизительно равный 90°.
5. Устройство по п. 2, в котором второй продольный участок имеет угловой размер в диапазоне от 30° до 180°.
6. Устройство по п. 5, в котором второй продольный участок имеет угловой размер, приблизительно равный 90°.
7. Устройство по п. 1, в котором выравнивающая предкамера проходит только вокруг первого продольного участка.
8. Устройство по п. 7, в котором первый продольный участок имеет угловой размер приблизительно 90°.
9. Устройство по п. 1, в котором первый отрезок изогнутой медиальной поверхности течения представляет собой, по меньшей мере, одну часть боковой поверхности полуцилиндра, а второй отрезок изогнутой медиальной поверхности течения, примыкающий к первому отрезку, является плоской поверхностью.
10. Устройство по п. 1, в котором первая перегородка с отверстиями расположена на стыке выравнивающей предкамеры и первого участка выравнивающей трубки.
11. Устройство по п. 1, в котором вторая перегородка с отверстиями расположена в месте соединения первого участка и второго участка выравнивающей трубки.
12. Устройство по п. 10, в котором вторая перегородка с отверстиями расположена в месте соединения первого участка и второго участка выравнивающей трубки.
13. Устройство по п. 1, в котором диаметр отверстий в первой перегородке в два раза меньше диаметра отверстий в периферийной стенке, а количество отверстий в первой перегородке в два раза больше количества отверстий в периферийной стенке.
14. Устройство по п. 1, в котором диаметр отверстий во второй перегородке в два раза меньше диаметра отверстий в первой перегородке, а количество отверстий во второй перегородке в два раза больше количества указанных отверстий в первой перегородке.
15. Устройство по п. 13, в котором диаметр отверстий во второй перегородке в два раза меньше диаметра отверстий в первой перегородке, а количество отверстий во второй перегородке в два раза больше количества указанных отверстий в первой перегородке.
| DE 19954231 C1, 28.12.2000 | |||
| DE 19729232 C1, 08.04.1999 | |||
| US 4041895 A,16.08.1997 | |||
| US 6082606 A, 04.07.2000 | |||
| Устройство для регулирования толщины покрытия | 1980 |
|
SU899707A1 |

