Изобретение относится к технологии обработки древесины и подобных материалов сдавливанием, в частности к прессам для склеивания в условиях небольших мастерских, преимущественно SIP-панелей с плитами OSB и утеплителем из пенополистирольных плит.
Известен вертикальный пресс для склеивания листовых материалов, содержащий раму с порталом, электромеханический привод с двумя винтами и пультом управления. На винтах установлена нагрузочная и нажимная плиты с расположенной между ними пружиной. На перекладине портала закреплена неподвижная плита, к которой поднимается нажимная плита и под давлением на неподвижную плиту сжимает пакет листовых материалов. На нажимной плите жестко закреплен кронштейн со шкалой с делениями, соответствующими единице нагрузки, и выключатель, выполненный переносным по шкале, а на нагрузочной плите размещен указатель нагрузки и упор, последний при достижении максимально заданной нагрузки через выключатель отключает электропривод пресса. На приводе установлен концевой выключатель, а на левом винте - упорное кольцо для отключения электродвигателя привода пресса в крайнем нижнем положении нагрузочной плиты. На нажимной плите установлен упор, а на стойке портала - конечный выключатель электродвигателя привода пресса при крайнем верхнем положении нажимной плиты. После выдержки во времени под необходимым для склеивания давлением пультом управления включается электропривод, и пакет склеенных листов вместе с нажимной плитой опускается в нижнее положение для разгрузки (авторское свидетельство SU №1676800. Пресс для склеивания листовых материалов. - МПК5: B27D 3/00. - 15.09.1991. Бюл. №34). Недостатком известного технического решения является сложность укладки и формирования пакета листовых материалов в ограниченном пространстве между нажимной и неподвижной плитами и между стойками портала, что снижает эргономичность пресса, а также низкая производительность, связанная с простоем пресса на время укладки и формирования пакета листовых материалов для их склеивания и разгрузки готовых панелей.
Известен вертикальный пресс для склеивания многослойных панелей, содержащий станину, установленную на ней опорную плиту с упорами, расположенными по периметру опорной плиты, и прижимную плиту с возможностью вертикального возвратно-поступательного перемещения посредством кинематической пары «винт-гайка» с ручным приводом вращения винта. Прижимная плита смонтирована на раме посредством, по крайней мере, двух пар шарнирно соединенных рычагов, нижние из которых шарнирно соединены с плитой, а верхние - с верхней частью рамы. Оси, соединяющие верхние и нижние рычаги, связаны кинематической парой «винт-гайка». Конец винта, на котором закреплен штурвал, установлен в гайке, жестко смонтированной на одной оси шарнира, а другой - свободно установлен на другой оси. На прижимной плите жестко смонтированы два вертикально установленных стержня, которые свободно размещены в трубах, закрепленных на верхней части рамы. Резьбовой конец винта выполнен ступенчатым. На средней ступени закреплен штурвал, на крайнюю накручена гайка. Резьба на средней ступени выполнена с иным направлением витков, чем на других ступенях (заявка на изобретение RU №93034517. Пресс для склеивания многослойных изделий. - МПК6: B27D 3/00. - 10.03.1997). Недостатком известного технического решения является сложность укладки и формирования пакета листовых материалов в зоне прессования, что снижает эргономичность пресса, а также низкая производительность, связанная с ручным приводом возвратно-поступательного перемещения прижимной плиты и простоем пресса на время укладки и формирования пакета листовых материалов для их склеивания и разгрузки готовых многослойных панелей.
Известен вертикальный пресс для склеивания СИП-панелей, содержащий монтажный стол с двумя упорами для позиционирования плит ОСП и листов пенополистирола относительно друг друга. С одной стороны вертикально к столу присоединена П-образная рама, в верхней части которой шарнирно закреплен откидной упор, выполненный с возможностью закрепления его с двух сторон со столом с помощью тросов и передачи давления на склеиваемые панели через съемный распределитель давления с закрепленным на нем домкратом. Требуемое давление создается вручную домкратом. Загрузка плит ОСП и листов пенополистирола, нанесение клея осуществляется вручную непосредственно в устройстве при снятом распределителе давления, для чего сверху П-образной рамы установлена полка для удержания распределителя давления с домкратом в состоянии укладки или выгрузки панелей (Патент RU №91313 на полезную модель. Устройство для склеивания СИП-панелей. - МПК: B30B 9/00. - 10.02.2010). Недостатком известного технического решения является низкая производительность пресса, связанная с постоянным закреплением откидного упора со столом с помощью тросов для передачи давления на склеиваемые панели через съемный распределитель давления и закрепленный на нем домкрат и удержания последних при укладке или выкладке панелей и простоем пресса на время укладки и формирования пакета листовых материалов для их склеивания и разгрузки готовых многослойных панелей.
Известен вертикальный пресс, содержащий раму, закрепленный на раме неподвижный стол, два винтовых привода, вращаемые гайки которых связаны с двигателем ременными передачами, размещенными на перекладине портала. Винты привода соединены с подвижным столом. Неподвижный и подвижный столы снабжены нажимными элементами, выполненными в виде гибкой пластины, расположенными по периметру и соединенными с рабочей поверхностью столов уплотнением с образованием пневмокамеры, сообщающейся с источником сжатого газа. Каждый нажимной элемент снабжен нагревательными элементами, закрепленными на внутренней поверхности гибкой пластины со стороны пневмокамеры (Патент RU №34438 на полезную модель. Пресс. - МПК7: B27D 3/00, В30В 5/02. - 10.12.2003). Данное изобретение принято за прототип.
Недостатком известного технического решения, принятого за прототип, является сложность эксплуатации пресса, связанная с наличием в прессе пневмокамер и источника сжатого воздуха, а также низкая производительность из-за простоя пресса на время укладки и формирования пакета листовых материалов для их склеивания и разгрузки готовых панелей.
Основной задачей, на решение которой направлено заявляемое изобретение, является повышение производительности труда путем совмещения во времени процесса прессования пакета многослойных панелей с укладкой и формированием пакета листовых материалов для их склеивания и разгрузкой готовых панелей и эргономичности пресса путем выделения зоны подготовки пакета листовых материалов для их склеивания и разгрузки готовых панелей от зоны прессования пакета.
Техническим результатом является повышение эргономичности пресса и производительности труда путем совмещения во времени процесса прессования пакета многослойных панелей с подготовкой пакета листовых материалов для их склеивания и разгрузкой готовых панелей.
Указанный технический результат достигается тем, что в известном вертикальном прессе для склеивания многослойных панелей, содержащем раму, установленную на ней опорную плиту с боковыми упорами для позиционирования склеиваемых листовых материалов многослойных панелей, портал и нажимную плиту с возможностью вертикального возвратно-поступательного перемещения посредством двух винтовых приводов и двигателя, связанных ременной передачей, согласно предложенному техническому решению,
портал присоединен к одной стороне рамы, между стойками которого установлены колонны, соединенные вверху с перекладиной портала и рамой - внизу, на колоннах выполнены направляющие для вертикального возвратно-поступательного перемещения кареток, в последних закреплены консоли, снизу которых присоединена нажимная плита, а выступы консолей с противоположной стороны кареток соединены с гайками кинематических пар «винт-гайка», ходовые винты которых идентичны друг другу и концами шарнирно закреплены в кронштейнах, установленных вверху и внизу колонн, на нижних концах ходовых винтов закреплены идентичные друг другу звездочки, связанные между собой и звездочкой, установленной на валу редуктора, приводной цепью с возможностью передачи синхронного вращения ходовым винтам посредством ременной передачи от реверсивного электропривода, установленного на раме и управляемого с пульта, расположенного со стороны опорной плиты, противоположной порталу;
опорная плита содержит два стола, снабженные боковыми упорами для позиционирования склеиваемых листовых материалов многослойных панелей, расположенными по периметру столов, для одновременно-последовательного прессования и формирования/разборки пакетов панелей и выполнена с возможностью возвратно-поступательного перемещения по направляющим рамы в обе стороны на длину стола с помощью реверсивного электропривода, установленного на раме, снабженной путевым выключателем возвратно-поступательного перемещения опорной плиты;
консоли выполнены раскосными и соединены между собой, при этом раскос и пояс каждой консоли жестко закреплены в каретке, а выступающие за каретку концы раскоса и пояса соединены с гайкой кинематической пары «винт-гайка»;
нажимная плита снабжена путевым переключателем ускоренного хода на рабочий режим прессования пакета панелей, электрически связанным с системой автоматического управления электроприводом с цепной передачей крутящих моментов ходовым винтам;
он снабжен тензометрической системой регулирования усилием прессования пакета панелей;
он снабжен системой управления временем выдержки прессования пакета панелей;
каретки консолей оснащены роликами для возвратно-поступательного перемещения по направляющим колонн;
опорная плита оснащена роликами для возвратно-поступательного перемещения по рельсам, установленным на раме в качестве направляющих, и снабжена зубчатой рейкой, взаимодействующей с шестерней, вращаемой реверсивным электроприводом, установленным на раме;
он снабжен системой программного управления процессом склеивания пакета многослойных панелей и перемещением опорной плиты на раме.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного вертикального пресса для склеивания многослойных панелей, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень».
Заявленный вертикальный пресс для склеивания многослойных панелей успешно используется для склеивания SIP-панелей из плит OSB и утеплителя из пенополистирола в условиях небольших мастерских. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «промышленная применимость».
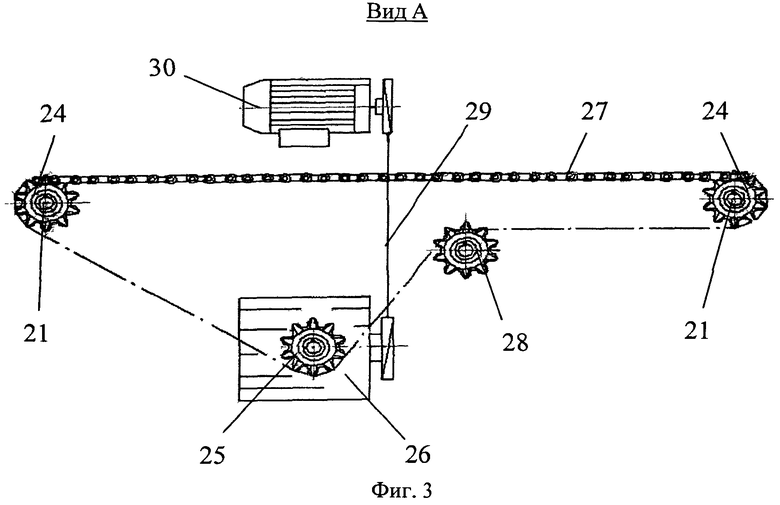
На фиг.1 представлена схема вертикального пресса для склеивания многослойных панелей, вид спереди; на фиг.2 - то же, вид сбоку; на фиг.3 - цепной привод синхронного вращения ходовых винтов кинематических пар «винт-гайка», вид А; на фиг.4 - уложенный и сформированный пакет многослойных панелей из склеиваемых листовых материалов.
Вертикальный пресс для склеивания многослойных панелей содержит жесткую раму 1, установленную на ней опорную плиту 2, портал 3 и нажимную плиту 4. Портал 3 присоединен к одной стороне рамы 1, а с противоположной стороны рамы 1 расположен пульт управления 5. Между стойками портала 3 установлены колонны 6, соединенные вверху с перекладиной 7 портала 3 и внизу с рамой 1. Опорная плита 2 содержит два стола 8 и 9, снабженные боковыми упорами 10 для позиционирования склеиваемых листовых материалов многослойных панелей, расположенными по периметру столов 8 и 9, с возможностью одновременно-раздельного прессования и укладки или разборки пакетов панелей. Опорная плита 2 оснащена роликами 11 для возвратно-поступательного перемещения по рельсам 12, установленным на раме 1 в качестве направляющих, причем в обе стороны по раме 1 на длину столов 8 и 9, и снабжена зубчатой рейкой 13, взаимодействующей с шестерней 14, вращаемой реверсивным электроприводом 15, установленным на раме 1, снабженной путевым выключателем (условно не показан) (Фиг.1). На колоннах 6 выполнены направляющие для вертикального возвратно-поступательного перемещения кареток 16, в последних закреплены раскосные консоли 17, соединенные между собой, у которых раскос 18 и пояс 19 жестко закреплены в каретке 16, а нажимная плита 4 присоединена к поясам 19 раскосных консолей 17. Выступающие за каретку 16 концы раскоса 18 и пояса 19 соединены с гайкой 20 кинематической пары «винт-гайка», ходовые винты 21 которых идентичны друг другу и концами шарнирно закреплены в кронштейнах 22, установленных вверху и внизу колонн 6. Каретки 16 консолей оснащены роликами 23 для возвратно-поступательного перемещения по направляющим колонн 6 (Фиг.2). На нижних концах ходовых винтов 21 закреплены идентичные друг другу звездочки 24, связанные между собой и звездочкой 25, установленной на валу редуктора 26, приводной цепью 27 с возможностью передачи синхронного вращения ходовым винтам 21 посредством натяжного ролика 28 и ременной передачи 29 от реверсивного электропривода 30, установленного на раме 1 (Фиг.3). Нажимная плита 4 снабжена путевым переключателем (условно не показан) ускоренного хода на рабочий режим прессования пакета панелей, электрически связанным с системой автоматического управления электроприводом 30 передачи крутящих моментов ходовым винтам 21. Пресс снабжен тензометрической системой регулирования усилием прессования пакета панелей и системой управления временем выдержки прессования пакета и склеивания панелей. Пресс снабжен системой программного управления процессом склеивания пакета многослойных панелей и перемещением опорной плиты 2 на раме 1.
Вертикальный пресс для склеивания многослойных панелей работает следующим образом.
Опорную плиту 2 с помощью электропривода 15 посредством шестерни 14 и зубчатой рейки 13, включаемого в работу от пульта управления 5, смещают на роликах 11 по рельсам 12 в одну из сторон рамы 1 на длину одного из столов 8 или 9, необходимую для свободной укладки и формирования пакета из листовых материалов для склеивания многослойных панелей, которая останавливается в этой позиции с помощью конечного выключателя, установленного на раме 1. На выдвинутый стол 8 или 9 последовательно укладывают смазанные клеем листы OSB клеем сверху, пенополистиролом и OSB клеем снизу, с позиционированием на боковые упоры 10, образуя склеиваемую SIP-панель. В таком порядке укладывают и формируют весь пакет склеиваемых многослойных панелей, причем высотой, достаточной для размещения его между опорной и нажимной плитами пресса (Фиг.4). Затем с пульта управления 5 с помощью электропривода 15 стол 8 или 9, загруженный пакетом склеиваемых листовых материалов, перемещают под нажимную плиту 4. При этом другой из столов опорной плитой 2 выдвигается для свободной укладки и формирования следующего пакета из листовых материалов для склеивания и останавливается в этой позиции также с помощью конечного выключателя. Затем с помощью пульта управления 5 включают в работу электропривод 30 с редуктором 26, ременной передачей 29 и приводной цепью 27 через звездочки 24 и 26 для синхронного вращения ходовых винтов 21 кинематических пар «винт-гайка», которые через гайки 20 и раскосные консоли 17 сообщают вертикальное перемещение нажимной плите 4 в направлении опорной плиты 2 путем перемещения кареток 16 по направляющим колонн 6. При этом нажимная плита 4 на ускоренном ходу перемещается в направлении опорной плиты 2 до касания путевым переключателем верхней поверхности пакета листовых материалов. С момента касания пакета листовых материалов путевым переключателем последний переключает ускоренный ход нажимной плиты 4 на рабочий режим прессования пакета панелей через систему автоматического управления электроприводом 30. Заданное усилие прессования пакета панелей контролируется тензометрической системой регулирования. С достижением заданного усилия прессования пакета панелей система отключает электропривод 30 и периодически осуществляет нажим на пакет до заданного системой усилия прессования. Время прессования пакета и склеивания панелей выдерживается задающим устройством системы программного управления прессом. По окончании времени прессования пакета и склеивания панелей задающее устройство включает ускоренный ход подъема нажимной плиты 4 с помощью реверсивного электропривода 30 до ее крайнего верхнего положения, контролируемого конечным выключателем. После этого автоматически включается перемещение опорной плиты 2 на смену столов для одновременно-раздельного прессования следующего пакета склеиваемых панелей и разборки склеенных панелей и укладки нового пакета из листовых материалов для склеивания других многослойных панелей.
Предложенный вертикальный пресс позволяет непрерывно вести изготовление панелей из различных листовых материалов, полностью роботизировать технологический процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный накопитель | 1990 |
|
SU1831399A3 |
| Установка для склеивания изделий из полимерных материалов | 1977 |
|
SU680895A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ | 1973 |
|
SU394229A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА | 2005 |
|
RU2284264C1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| ПРЕСС | 2002 |
|
RU2228848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2007 |
|
RU2335402C1 |
| Пресс | 1988 |
|
SU1519872A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ЩИТА | 2005 |
|
RU2295438C1 |
| Фасадная система комфортного здания | 2015 |
|
RU2608373C1 |


Изобретение относится к обработке древесины и подобных материалов и может быть использовано при изготовлении многослойных панелей из листовых материалов. Вертикальный пресс содержит раму, опорную плиту, портал и нажимную плиту. Между стойками портала установлены колонны, соединенные с перекладиной портала и рамой. На колоннах выполнены направляющие для вертикального возвратно-поступательного перемещения кареток. В каретках закреплены консоли, соединенные между собой и выполненные с раскосом и горизонтальным поясом, которые жестко закреплены на каретке. Нажимная плита соединена с горизонтальными поясами консолей. Выступающие за каретку концы консолей соединены с гайками кинематических пар винт-гайка. Ходовые винты упомянутых пар идентичны друг другу и концами шарнирно закреплены в кронштейнах, установленных вверху и внизу колонн. На нижних концах ходовых винтов закреплены идентичные друг другу звездочки, связанные между собой и со звездочкой, установленной на валу редуктора. Вал соединен ременной передачей с реверсивным электроприводом. В результате обеспечивается совмещение по времени процесса склеивания пакета многослойных панелей с его подготовкой к склеиванию и разгрузкой. 8 з.п. ф-лы, 4 ил.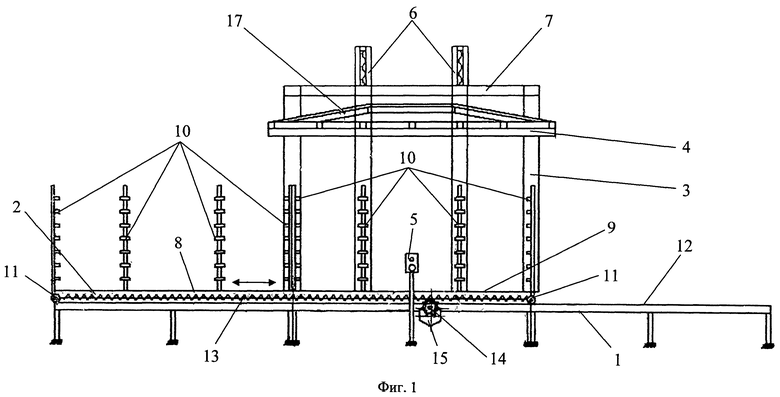
1. Вертикальный пресс для склеивания многослойных панелей, содержащий раму, установленную на ней опорную плиту с боковыми упорами для позиционирования склеиваемых листовых материалов многослойных панелей, портал и нажимную плиту, имеющую возможность вертикального возвратно-поступательного перемещения, отличающийся тем, что портал присоединен к одной стороне рамы, а между стойками портала установлены колонны, соединенные вверху с перекладиной портала, а внизу с рамой, на колоннах выполнены направляющие для вертикального возвратно-поступательного перемещения кареток с закрепленными в них консолями, к которым снизу присоединена нажимная плита, при этом консоли имеют выступы, соединенные с противоположной стороны кареток с гайками кинематических пар винт-гайка, ходовые винты которых идентичны и концами шарнирно закреплены в кронштейнах, установленных вверху и внизу колонн, при этом на нижних концах ходовых винтов закреплены идентичные звездочки, связанные между собой и с установленной на валу редуктора звездочкой приводной цепью с возможностью передачи синхронного вращения ходовым винтам посредством ременной передачи от реверсивного электропривода, установленного на раме и управляемого с пульта, расположенного со стороны опорной плиты, противоположной порталу.
2. Пресс по п.1, отличающийся тем, что опорная плита содержит два стола, по периметру которых расположены боковые упоры для позиционирования склеиваемых листовых материалов многослойных панелей, и выполнена с возможностью возвратно-поступательного перемещения по направляющим рамы в обе стороны на длину стола посредством реверсивного электропривода, установленного на раме, снабженной путевым выключателем возвратно-поступательного перемещения опорной плиты.
3. Пресс по п.1, отличающийся тем, что консоли соединены между собой и выполнены с раскосом и поясом, при этом раскос и пояс каждой консоли жестко закреплен в каретке, а выступающие за каретку концы раскоса и пояса соединены с гайкой кинематической пары винт-гайка.
4. Пресс по п.1, отличающийся тем, что нажимная плита снабжена путевым переключателем ускоренного хода на рабочий режим прессования пакета панелей при их склеивании, электрически связанным с системой автоматического управления реверсивным электроприводом.
5. Пресс по п.1, отличающийся тем, что он снабжен тензометрической системой регулирования усилия прессования пакета панелей при их склеивании.
6. Пресс по п.1, отличающийся тем, что он снабжен системой управления временем выдержки при прессовании пакета панелей при их склеивании.
7. Пресс по п.1, отличающийся тем, что каретки снабжены роликами для возвратно-поступательного перемещения по направляющим колонн.
8. Пресс по п.1, отличающийся тем, что опорная плита снабжена роликами для возвратно-поступательного перемещения по установленным на раме направляющим, в качестве которых использованы рельсы, и снабжена зубчатой рейкой, взаимодействующей с шестерней, имеющей возможность вращения посредством реверсивного электропривода, установленного на раме.
9. Пресс по п.1, отличающийся тем, что он снабжен системой программного управления процессом склеивания пакета многослойных панелей и перемещением опорной плиты на раме.
| Противоослепляющее устройство для прожекторов самодвижущихся повозок | 1928 |
|
SU34438A1 |
| Картофелекопатель | 1929 |
|
SU27519A1 |
| ВЕРТИКАЛЬНЫЙ ПРЕСС ДЛЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2355577C2 |
| Гидравлический пресс для склеивания деревянных балок | 1972 |
|
SU445570A1 |
| Скребковый конвейер Поволоцкого | 1980 |
|
SU910500A1 |
| DE 3150603 A1, 13.10.1983 | |||

