Изобретение относится к прессам с плоскими рабочими поверхностями и может быть использовано для обеспечения реставрации документов на бумаге, а также для обработки (общий обжим и выдержка под регулируемой нагрузкой) листовых материалов (главным образом неметаллических) в различных отраслях науки и техники.
Документы (печатные изделия, рукописи и т.д.) на традиционных носителях информации (бумаге и т.п.) подвержены старению и не гарантированы от повреждений как в процессе использования, так и при хранении. Службы консервации документов (при крупных хранилищах: библиотеках, архивах, музеях) занимаются обеспечением требуемого уровня эксплуатационных свойств документов [4: С.6], в том числе их реставрацией (восстановлением и упрочнением листов с восполнением утраченных частей [4: С.9, 52]). Технология реставрации, вообще говоря, включает операцию прессования [3: С.92; 4: С.9; 5: С.69], а предназначенная для реставрации аппаратура - соответствующее устройство. Так, в различных вариантах способа восстановления недостающих частей листов бумаги с помощью волокнистой массы [11, 12, 13] для обезвоживания отливок применен вертикальный пресс с плоскими рабочими поверхностями [4: С.81; 7: С.13 (Рис.4, поз.9); 14; 15].
Среди режимных параметров прессования два из числа основных (давление прессования и время выдержки прессуемого объекта в сжатом состоянии) являются взаимозаместимыми факторами, и предпочтительность длительной выдержки при малом давлении дает возможность снижения требований к усилию, которое должен развивать пресс. Например, для указанного выше способа давлению 0,01 МПа соответствует время выдержки 18...20 час, а давлению 0,8-1,2 МПа - 2...3 мин [12], но в состав реставрационно-отливной машины (модель РОМ-2) отдела гигиены и реставрации книг Государственной публичной библиотеки (ныне Федеральный центр консервации библиотечных фондов Российской национальной библиотеки) был включен гидравлический пресс с размерами рабочей поверхности прессующих плит 0,8 м на 0,65 м, развивавший давление около 50 кПа [7: С.16 (Рис.8)] (соответствующее время прессования 1 час [7: С.29; 13]). Для устранения деформаций (выпрямления) листов бумаги реставраторы Государственной российской библиотеки [3; С.93], а также Всероссийской государственной библиотеки иностранной литературы [5: С.70] рекомендуют выдерживать предварительно увлажненные листы в прессе (в условиях естественной сушки) не менее суток. Кроме того, давление может быть ограничено сверху особенностями реставрируемого объекта, например для гравюр, у которых деформация бумаги, характеризующая технологию ее печати, представляет художественно-историческую ценность, из-за чего выдержку следует производить при таком нагружении, чтобы сохранились деформационные признаки способа печати гравюры.
Несмотря на развитие научной теории консервации (в том числе методов реставрации), процесс выбора режима прессования для конкретного документа (вследствие сложности процессов тепло- и массопереноса в капиллярнопористых коллоидных телах, к каковым относится бумага) пока носит в значительной степени эвристический характер и может, в частности, включать эмпирический путь нахождения режимных параметров. Вследствие этого одним из критериев пригодности пресса для реставрационных работ является возможность легкого изменения упомянутых параметров прессования. Другим критерием является возможность обеспечения качественных показателей отреставрированного листа. После прессования, сопровождаемого обезвоживанием листа до заданной степени, он не должен иметь каких-либо, кроме технологически предусмотренных, остаточных деформаций, в частности, ухудшающих его внешний вид (коробления, скручивания и т.д.).
Для реставрационных работ рекомендуют, в общем случае, использовать переплетно-обжимные прессы [3: С.93; 5: C.202] какого-либо известного среди полиграфических машин переплетного производства типа [3: С.64, С.93 (Рис.30)], в которых обжим производят сближением подвижной и неподвижной прессующих плит. Такими, в частности, являются устройства, выполненные по схеме вертикального винтового пресса, например с ручным приводом обычного [6: С.31 (Фиг.10б)] или ударного [1: С.11 (Рис.4, поз.3), 24; 6: С.31 (Фиг.10в)] действия (последний позволяет проводить нагружение с возможностью промежуточной, грубо регулируемой реставратором подпрессовки во время выдержки объекта в сжатом состоянии). Реализацией этой схемы является винтовой переплетный пресс ВП-1 [Б.М. Мордовин. Конструкция и расчет полиграфических машин. Книга шестая. - М.: Искусство, 1952: С.139...146, С.140 (Фиг.62)] или БВР [К.М.Биткова, А.Д.Кузнецова. Брошюровочно-переплетное производство. - М.: Книга, 1972.: С.396, С.397 (Рис.175)], у которого винтовой механизм сближения вертикально подвижной верхней и неподвижной нижней прессующих плит включает гайку, закрепленную в станине, и ходовой нажимной винт, нижним концом соединенный с верхней плитой, при этом узел соединения верхней плиты с нажимным винтом [6: С.146 (Фиг.64)] выполнен с возможностью обеспечения параллельности верхней и нижней плит [9: С.242; 10: С.219] при прессовании. Но, как показывает практика реставрации, такой пресс обеспечивает высокие качественные показатели отпрессованного листа, только когда формат последнего значительно меньше размеров рабочей поверхности прессующих плит (в том числе из-за формирования недостаточно правильной конфигурации плит). Это же свойственно плоскому прессу для обезвоживания волокнистых материалов [SU 852 990, МПК3 D 21 F 13/12, 07.08.1981] с неподвижной нижней и установленной с возможностью вертикального перемещения на направляющих посредством привода верхней плитами, предложенному для прессования, в частности, отливок с реставрируемыми листами и тонких листов, для чего в привод верхней плиты (т.е. механизм сближения прессующих плит) включены рычаги, установленные на одной оси, и призмы, контактирующие с верхней плитой и упомянутыми рычагами и расположенные симметрично относительно оси последних (как средство самоустановки верхней плиты по нижней).
При осуществлении предлагаемого изобретения могут быть получены следующие взаимосвязанные технические результаты: предотвращение остаточных деформаций, ухудшающих внешний вид отпрессованного листа, при увеличении формата последнего и приближении его к размеру рабочей поверхности прессующих плит. Тем самым для параметров пресса обеспечивается альтернативный выбор: либо уменьшение размеров рабочей поверхности прессующих плит (т.е. уменьшение массогабаритных характеристик пресса) при сохранении формата реставрируемого листа, либо возможность реставрации листов большего формата и увеличения производительности реставрации листов меньшего формата при сохранении размеров рабочей поверхности плит (т.е. без увеличения массогабаритных характеристик пресса и при использовании обычного одновинтового привода верхней плиты). Как решение соответствующей задачи, позволяющее достигнуть эффекта с указанными характеристиками, предлагается пресс, содержащий верхнюю и нижнюю прессующие плиты, станину с направляющими для прессующих плит, отличающийся тем, что прессующие плиты выполнены с возможностью вертикального перемещения, при этом пресс содержит винтовой механизм сближения прессующих плит, включающий ходовой нажимной винт и размещенную в станине гайку, причем винт взаимодействует с верхней плитой в вертикальном направлении посредством двустороннего упорного подшипника качения, и средство приближения нижней плиты к верхней, причем у верхней плиты узлы сопряжения с направляющими и соединения с нажимным винтом, а у нижней плиты узлы сопряжения с направляющими и соединения со средством приближения ее к верхней плите выполнены с возможностью движения, характеризуемого качанием нормали к рабочей поверхности каждой из плит в любой вертикальной плоскости.
Средство приближения нижней плиты к верхней включает (в первом частном случае выполнения) по меньшей мере четыре гидродвигателя или (во втором частном случае) - тарированные упругие элементы, закрепленные на станине с возможностью взаимодействия в вертикальном направлении с нижней плитой и может быть выполнено, например, в виде одинаковых плунжерных гидроцилиндров (в первом случае) или тарельчатых пружин (во втором случае), размещенных по периметру нижней плиты симметрично относительно оси винта. Узел соединения верхней плиты с нажимным винтом (в частном случае выполнения) включает подпятник, закрепленный на верхней плите, и двусторонний упорный подшипник качения, закрепленный на нижней части винта, которая размещена в полости подпятника, причем верхнее свободное кольцо подшипника предназначено для взаимодействия с крышкой подпятника, а нижнее свободное кольцо - с опорной поверхностью подпятника, выполненной в днище последнего, посредством кольцевой пяты, охватывающей нижний конец винта и размещенной с возможностью смещения вдоль оси последнего, при этом полость подпятника выполнена с возможностью осевого смещения подшипника относительно подпятника и сохранения радиального зазора между подшипником и подпятником, а взаимодействующие поверхности пяты и подпятника - с возможностью самоустановки последних. Материальный эквивалент для возможности движения, характеризуемого качанием нормали к рабочей поверхности каждой из прессующих плит в любой вертикальной плоскости, должен еще включать, например, зазоры в узлах сопряжения плит с направляющими.
В отличие от известного плоского пресса для обезвоживания волокнистых материалов в предлагаемом устройстве, во-первых, обе (как верхняя, так и нижняя) прессующие плиты выполнены вертикально подвижными и с возможностью движения, характеризуемого качанием нормали к рабочей поверхности каждой из плит в любой вертикальной плоскости; во-вторых, введено средство приближения нижней прессующей плиты к верхней; в-третьих, привод верхней плиты выполнен в виде винтового механизма, причем ходовой нажимной винт взаимодействует с верхней плитой в вертикальном направлении посредством двустороннего упорного подшипника качения.
Как установлено опытами прессования на изготовленных в соответствии с нашим предложением образцах пресса, при реализации существенных признаков изобретения в процессе прессования формируется конфигурация прессующих плит, а между ними в пределах прессуемого объекта создается распределение давления, при которых условия тепло- и влагопереноса в прессуемых листах обеспечивают достижение заявленных нами технических результатов. Для некоторых из этих признаков могут быть выявлены (полностью или только частично) причинно-следственные связи между ними и техническими результатами. Так, осуществление режима трения качения в цепи силового взаимодействия нажимного винта с верхней прессующей плитой посредством двустороннего упорного подшипника качения уменьшает крутящий момент, передаваемый плите от винта при его вращении. Это снижает усилия, приложенные от верхней плиты по нормали к направляющим, и соответственно - силы трения скольжения между плитой и ее направляющими, что вместе с возможностью движения обеих прессующих плит, характеризуемого качанием нормали к рабочей поверхности в любой вертикальной плоскости, обеспечивает (в процессе прессования под действием средства приближения нижней плиты к верхней) формирование правильной конфигурации плит (в частности, с параллельными рабочими поверхностями). Кроме того, после соприкосновения верхней плиты с прессуемым объектом это уменьшает (или даже предотвращает) угловой сдвиг (в горизонтальной плоскости) верхней плиты относительно нижней, нарушающий исходную форму прессуемого объекта, и, в общем случае, снижает силы трения скольжения между нижней плитой и ее направляющими. А дополнительным техническим результатом реализации указанного признака является снижение сил трения в кинематических парах, образованных элементами пресса, то есть уменьшение усилия, требуемого для вращения нажимного винта (при ручном приводе - от реставратора). Дополнительным техническим результатом средства приближения в первом частном случае является увеличение точности регулирования усилия пресса, а при ручном приводе нажимного винта - сохранение возможности (желательной для некоторых реставраторов) контроля усилия пресса в начале выдержки с учетом моторных ощущений.
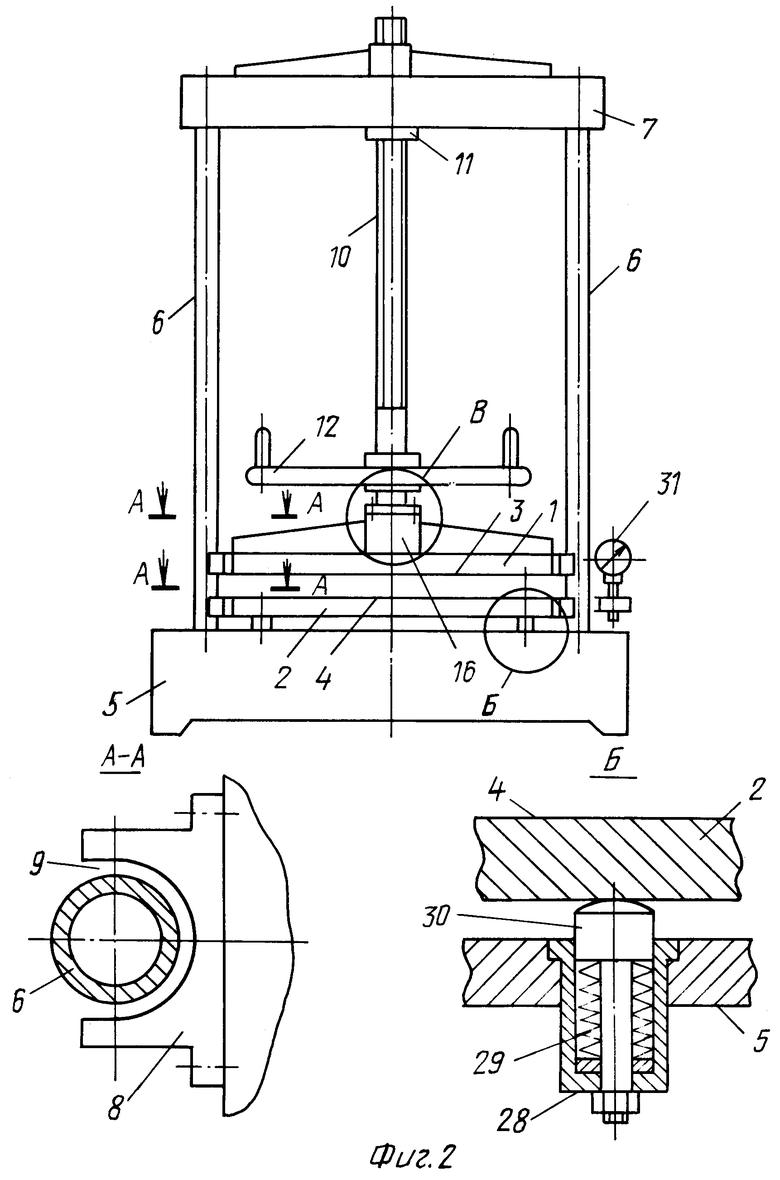
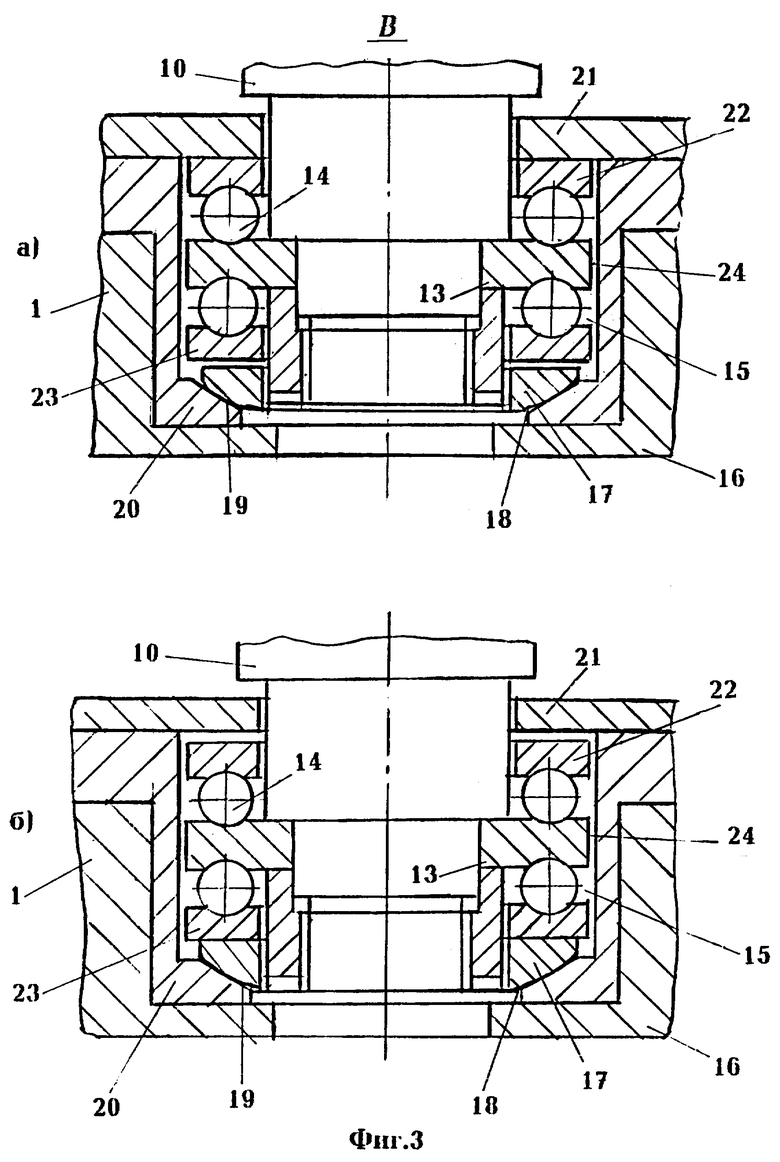
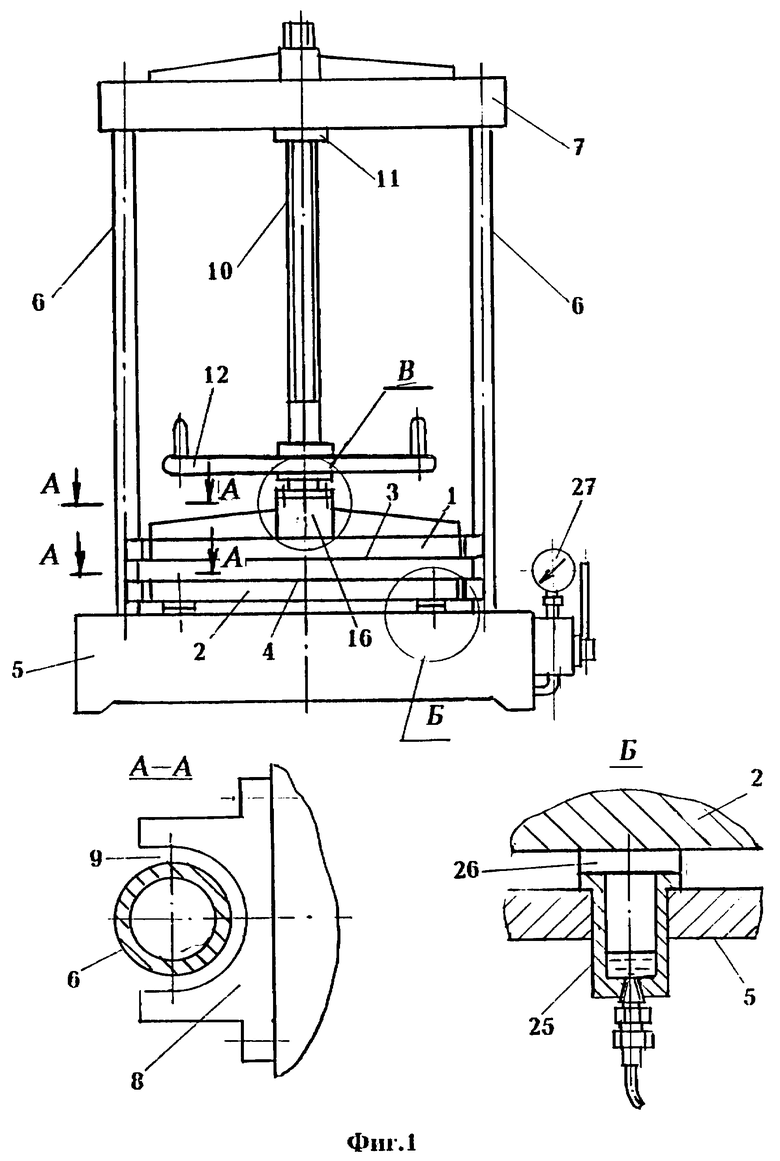
Предлагаемое устройство поясняется чертежами: на фиг.1 приведен первый частный случай выполнения пресса (с гидродвигателями); на фиг.2 - второй частный случай выполнения пресса (с упругими элементами); на фиг.3 - узел соединения верхней плиты и нажимного винта (силовое взаимодействие плиты с прессуемым объектом: а - нет; б - есть).
Пресс содержит верхнюю и нижнюю прессующие плиты 1 и 2 с рабочими поверхностями 3 и 4, а также станину, включающую основание 5 и две колонны 6, нижние части которых закреплены в основании 5, а верхние части - связаны неподвижной траверсой 7. Колонны 6 служат направляющими для обеих (в данном случае) прессующих плит 1 и 2, каждая из которых снабжена двумя узлами сопряжения 8, выполненными в виде вертикального паза, с зазором 9 частично охватывающего соответствующую колонну 6.
Винтовой механизм сближения прессующих плит включает в себя ходовой нажимной винт 10 и размещенную в траверсе 7 станины неподвижную гайку 11, а в действие приводится, например, маховым колесом 12, связанным с винтом 10. Нижняя часть винта 10, на которой своим тугим кольцом 13 закреплен двойной упорный подшипник качения 14 (например, шариковый), размещена в полости 15 подпятника 16, закрепленного на верхней прессующей плите 1. Кольцевая пята 17, предназначенная для взаимодействия своей опорной (например, сферической) поверхностью 18 с опорной (например, конической) поверхностью 19, выполненной в днище 20 подпятника 16, охватывает нижний конец винта 10 с возможностью перемещения вдоль оси последнего. Размеры полости 15 подпятника 16 допускают силовое взаимодействие подшипника 14 либо (посредством верхнего свободного кольца 21) с крышкой 22 подпятника 16, либо (посредством нижнего свободного кольца 23 и пяты 17) с днищем 20 подпятника 16, а также обеспечивают сохранение радиального зазора 24 между подшипником 14 и подпятником 16.
Средство приближения нижней плиты к верхней (в первом частном случае выполнения) включает по меньшей мере четыре одинаковых вертикальных гидроцилиндра 25, закрепленных на основании 5 станины, с плунжерами 26, на которых лежит (опираясь по своему периметру симметрично относительно оси винта 10) нижняя плита 2. Источник рабочей среды (включая насос, например ручной), линии подвода и отвода рабочей среды, связывающие (в простейшем случае, параллельно) источник с гидроцилиндрами 25, механизм управления и вспомогательные устройства (кроме манометра 27 для давления рабочей среды в гидроцилиндрах) на чертеже не показаны. А во втором частном случае средство приближения включает по меньшей мере четыре стакана 28, закрепленных на основании 5 станины, с размещенными в них одинаковыми тарированными тарельчатыми пружинами 29, или пружинами Бельвилля, с вертикальной осью и опорными элементами 30, на которых лежит (опираясь по своему периметру симметрично относительно оси винта 10) нижняя плита 2. Пресс снабжен измерителем 31 нагрузки (например, по перемещению нижней плиты 2 относительно основания 5).
Прессованию при реставрации подвергают пакеты, которые собирают из реставрируемых листов, разделяя их прокладками из гигроскопических и гидрофобных материалов, а сверху и снизу (со стороны соответствующей плиты) размещая прокладки из твердого материала с возможно меньшей анизотропностью (по крайней мере, в горизонтальной плоскости) характеристик влагопереноса (последнее также способствует повышению качественных показателей отпрессованных листов). Перед закладкой прессуемого пакета (в первом частном случае выполнения) удаляют рабочую среду из гидроцилиндров 25 так, чтобы под действием силы тяжести нижняя плита 2 опустилась вместе с плунжерами 26, в общем случае, в свое нижнее положение. Вращая, перемещают винт 10 вверх (например, вручную вращая маховое колесо 12 против часовой стрелки) и, передавая при этом усилие от верхнего свободного кольца 21 подшипника качения 14 к крышке 22 подпятника 16, поднимают верхнюю плиту 1 на высоту, позволяющую разместить пакет между прессующими плитами 1 и 2. После закладки прессуемого пакета перемещают винт 10 вниз, вращая его в противоположном направлении (например, вручную вращая маховое колесо 12 по часовой стрелке), при этом верхняя плита 1, опираясь крышкой 22 подпятника 16 на верхнее кольцо 21 подшипника качения 14, опускается и постепенно сближается с нижней плитой 2. После соприкосновения рабочей поверхности 3 верхней плиты 1 и прессуемого пакета сначала прекращается взаимодействие верхнего кольца 21 подшипника 14 с крышкой 22 подпятника 16, а затем начинается взаимодействие подшипника 14 (посредством нижнего кольца 23) с пятой 17, а посредством опорной поверхности 18 пяты 17 - с опорной поверхностью 19 подпятника 16. По мере сближения прессующих плит 1 и 2, вызываемого нажимом винта 10 на верхнюю плиту 1 (в общем случае, с использованием энергии, накопленной маховым колесом 12 при его вращении), происходит предварительный обжим пакета с нарастающим усилием пресса, которое ограничивают, прекращая вращение винта 10. Окончательно усилие пресса, обеспечивающее заданное по технологии реставрации давление прессования в начале выдержки, устанавливают, добавляя рабочую среду в гидроцилиндры 25 и повышая ее давление так, чтобы нажимом симметрично размещенных плунжеров 26 на нижнюю плиту 2 вызвать приближение последней к верхней плите 1, высота расположения которой фиксируется нажимным винтом 10. Под нажимом плунжеров 26 на нижнюю плиту 2 в процессе приближения последней к верхней плите 1, который (как и процесс сближения плит), вообще говоря, включает движения плит, характеризуемые качанием нормали к рабочей поверхности и реализуемые за счет соответствующих зазоров 9 в узлах сопряжения 8 плит 1 и 2 с колоннами 6, форм опорных поверхностей 18 и 19 пяты 17 и подпятника 16, а также размеров полости 15 последнего формируется правильная конфигурация прессующих плит 1 и 2 (с конечным горизонтальным равновесным положением), а в пакете между ними создаются условия для тепло- и влагопереноса, обеспечивающие высокие качественные показатели отпрессованных листов.
Во втором частном случае использование пресса и его функционирование во время подъема верхней плиты 1 (до закладки прессуемого пакета), а также последующего опускания и сближения с нижней плитой 2 (до соприкосновения плиты и пакета) аналогично первому частному случаю. Но после начала взаимодействия подшипника 14 (посредством нижнего кольца 23) с пятой 17, а посредством опорной поверхности 18 пяты 17 - с опорной поверхностью 19 подпятника 16, вращение винта 10, соответствовавшее сближению плит 1 и 2, не прекращают, а продолжают и, прижимая винтом 10 верхнюю плиту 1 к пакету, а его - к нижней плите 2, сжимают тарельчатые пружины 29 так, чтобы вызвать нарастание усилия пресса до значения, обеспечивающего заданное по технологии реставрации давление прессования в начале выдержки (определяя достижение требуемого значения, например, по измерителю 31 нагрузки), после чего вращение винта 10 прекращают. Под нажимом симметрично размещенных пружин 29 (посредством опорных элементов 30) на нижнюю плиту 2 в процессе приближения последней к верхней плите 1, продолжающей движение вниз, формируется (аналогично первому случаю выполнения) правильная конфигурация плит 1 и 2 (с горизонтальным конечным равновесным положением), а в пакете между ними создаются соответствующие условия для тепло- и влагопереноса.
Источники информации
1. Ананьина Е.В., Коцарь Ю.Н., Мордовин Б.М. Машины брошюровочно-переплетного производства. Часть II. Коцарь Ю.Н., Мордовин Б.М. Переплетные машины: Учебник для вузов. - М.: Книга, 1975.
2. Биткова К.М., Кузнецова А.Д. Брошюровочно-переплетное производство: Учебное пособие для проф.-техн. училищ. - М.: Книга, 1972.
3. Гигиена и реставрация книг: Практическое пособие. - 2-е изд., перераб. и доп. - М.: Книга, 1985.
4. Добрусина С.А., Чернина Е.С. Научные основы консервации документов. - СПб: Изд-ство РНБ, 1993.
5. Консервация и реставрация книг: Методические рекомендации. - М.: ВГБИЛ, 1987.
6. Мордовин Б.М. Конструкция и расчет полиграфических машин. Кн. 6. Переплетные машины: Учебное пособие для вузов. - М.: Искусство, 1952.
7. Нюкша Ю.П., Бланк М.Г. Поточная линия для реставрации книг. - М.: Книга, 1976.
8. Плоский пресс для обезвоживания волокнистых материалов: А.св. № 852990, СССР: МПК3 D 21 F 13/12. - Опубл. 07.08.1981. Бюл. № 29.
9. Полиграфические машины: Каталог. 2-е изд. - М.: Искусство, 1955.
10. Полиграфические машины: Каталог. 3-е изд. - М.: ЦИНТИМАШ, 1961.
11. Способ восстановления недостающих частей листов бумаги: А.св. № 441382, СССР: МПК1 D 21 H 5/00. - Опубл. 30.08.1974. Бюл. № 32.
12. Способ восстановления недостающих частей листов бумаги: А.св. № 1151635, СССР: МПК4 D 21 Н 3/00. - Опубл. 23.04.1985. Бюл. № 15.
13. Способ восстановления недостающих частей листов бумаги при реставрации документов: А.св. № 1428773, СССР: МПК4 D 21 D 3/00, D 21 Н 5/22. - Опубл. 07.10.1988. Бюл. № 37.
14. Устройство для реставрации листов печатных изданий и рукописей: А.св. № 237025, СССР: МПК1 В 44 F, В 44 D. - Опубл. 03.02.1969. Бюл. № 7.
15. Устройство для восстановления недостающих частей листов бумаги: А.св. № 441381, СССР: МПК1 D 21 H 5/00; В 44 D 5/00. - Опубл. 30.08.1974. Бюл. № 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для переплетных работ | 1989 |
|
SU1719245A1 |
| Пресс | 1975 |
|
SU534371A1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| Устройство для определения прочности скрепления листов в книге при перелистывании | 1979 |
|
SU859210A1 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1991 |
|
SU1812132A1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1761482A1 |
| Роторный пресс для формования керамических изделий | 1991 |
|
SU1790492A3 |
| Устройство для резки многослойного бумажного пакета | 1987 |
|
SU1518118A1 |
| Пресс для непрерывного изготовления плит | 1974 |
|
SU503739A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
Изобретение относится к прессам с плоскими рабочими поверхностями и может использоваться для реставрации документов на бумаге. Содержит верхнюю и нижнюю прессующие плиты, станину с направляющими для прессующих плит, выполненных с возможностью вертикального перемещения. Пресс содержит винтовой механизм сближения верхней и нижней прессующих плит, включающий ходовой нажимной винт и размещенную в станине гайку, и средство приближения нижней плиты к верхней. Винт взаимодействует с верхней плитой в вертикальном направлении посредством двустороннего упорного подшипника качения. У верхней плиты узлы сопряжения с направляющими и узел соединения с нажимным винтом, а у нижней плиты узлы сопряжения с направляющими и узел соединения со средством приближения ее к верхней плите выполнены с возможностью движения, характеризуемого качанием нормали к рабочей поверхности каждой из плит в любой вертикальной плоскости. Данная конструкция пресса предотвращает остаточные деформации, ухудшающие внешний вид отпрессованного листа, и позволяет уменьшить массогабаритные характеристики пресса. 5 з.п. ф-лы, 3 ил.
| Плоский пресс для обезвоживанияВОлОКНиСТыХ МАТЕРиАлОВ | 1978 |
|
SU852990A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕДОСТАЮЩИХ ЧАСТЕЙ ЛИСТОВ БУМАГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2085644C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 1992 |
|
RU2033927C1 |
| DE 4039911 А1, 25.06.1992. | |||

