Область техники, к которой относится изобретение
Настоящее изобретение относится к конструкциям для содержания расплавленного металла, включающим в себя огнеупорные или керамические емкости для передачи, обработки и/или размещения расплавленных металлов. Точнее, изобретение относится к таким сосудам и образующим их секциям.
Уровень техники
Конструкции для содержания металла, такие как лотки, каналы, и т.п. часто требуются при литейных и аналогичных операциях для передачи расплавленного металла из одного места, например, металлоплавильной печи, в другое место, например, к литейной форме или литейному столу. При других операциях конструкции для содержания металла используются для обработки металла, такой как фильтрация металла, дегазация металла, транспортирование металла или хранение металла. Сосуды, соприкасающиеся с металлом, такие как желоба, контейнеры, ковши и т.п., которые используются в упомянутых конструкциях, обычно выполняют из огнеупорных материалов, чаще всего, керамических материалов, которые обладают стойкостью к высоким температурам и разрушению расплавленными металлами, действию которых они подвергаются. Иногда такие конструкции оснащают источниками тепла, чтобы предотвратить чрезмерное охлаждение расплавленных металлов или их кристаллизацию, пока они хранятся в сосуде или передаются через сосуд. Источником тепла могут служить расположенные рядом с сосудами электрические нагревательные элементы, или оболочки, по которым вдоль внутренних или наружных поверхностей указанных сосудов передается горячая текучая среда (например, топочный газ).
Огнеупорные сосуды, используемые в таких конструкциях, подвергаются циклическому тепловому воздействию, то есть значительным изменениям температуры, когда происходит передача расплавленного металла или когда подводится дополнительное тепло, или когда секции сосуда не используются или им дают возможность охлаждаться. Циклическое тепловое воздействие может привести к образованию трещин в огнеупорном материале, из которого изготовлены сосуды или их секции. Со временем такие трещины растут, и в конечном счете могут стать настолько большими и глубокими, что появятся утечки расплавленного металла из сосуда. Когда такое происходит, дефектные сосуды должны быть отремонтированы или заменены, и часто срок службы таких элементов оказывается очень коротким. Следовательно, существует потребность в способах увеличения эффективного срока службы сосудов, соприкасающихся с расплавленным металлом, и их секций, а также способов предотвращения или минимизации образования трещин и утечек расплавленного металла из таких сосудов.
В патенте США 2301101, выданном 3 ноября 1942 г., описана утепляющая насадка изложницы из огнеупорного материала для литейной формы, содержащая проволочную сетку, внедренную в ее стенки, но не описано такое применение сетки в секциях желоба.
В патенте США 5505893, выданном 9 апреля 1996 г., описана открытая сетка, используемая при формовании огнеупорной футеровки желоба. Однако, указанную сетку удаляют или растворяют после того, как изготовление желоба завершается.
Несмотря на наличие указанных изобретений, существует потребность в усовершенствованных секциях огнеупорных сосудов и усовершенствованных способах их изготовления.
Раскрытие изобретения
В соответствии с одним аспектом изобретения, предлагается сосуд для расплавленного металла, содержащий тело из огнеупорного материала, у которого имеется полость для содержания или передачи расплавленного металла, и наружная поверхность, содержащая внедренную в нее армирующую сетку из металлической проволоки. Участки указанной проволоки, накладываясь друг на друга, образуют между собой просветы, в которые проникает огнеупорный материал.
Согласно другому аспекту изобретения, предлагается конструкция для содержания расплавленного металла, содержащая вышеупомянутый сосуд и металлический кожух, по меньшей мере частично охватывающих указанный сосуд.
Согласно еще одному аспекту изобретения, предлагается способ изготовления армированного огнеупорного сосуда или секции сосуда. Способ содержит этапы, на которых подготавливают форму, имеющую расчетный профиль сосуда или секции сосуда, приготовляют суспензию литьевого огнеупорного материала, способного образовать отливку огнеупорного тела, выстилают по меньшей мере одну внутреннюю поверхность формы металлической проволочной сеткой, при этом участки указанной сетки, накладываясь друг на друга, образуют между собой просветы, вводят суспензию в форму, заставляя суспензию проникать в указанные просветы, дают суспензии возможность затвердеть, чтобы получить сосуд или секцию сосуда с внедренной в наружную поверхность сеткой, и извлекают сосуд или секцию сосуда из формы. Форма может быть подвергнута вибрации или действию давления, прежде чем произойдет отверждение суспензии, чтобы активизировать проникновение суспензии в просветы сетки.
Согласно еще одному аспекту изобретения предлагается альтернативный способ изготовления армированного огнеупорного сосуда. Альтернативный способ содержит изготовление сосуда, выполненного из огнеупорного материала и имеющего наружную поверхность, и наклеивание на наружную поверхность сетки, состоящей из металлической проволоки с просветами между участками проволоки, при этом сетку наклеивают на наружную поверхность при помощи огнеупорного клея, который проникает в сетку через указанные просветы.
Предпочтительно, чтобы форма и размеры сосуда были заданы из расчета его использования в качестве изделия, выбранного из группы, в которую входят: удлиненный желоб для передачи металла, контейнер для фильтра расплавленного металла, контейнер для устройства дегазации расплавленного металла, тигель и т.п.
Сосуд, рассматриваемый в примерах вариантов осуществления, выполнен из огнеупорного материала. Термин «огнеупорный материал» в настоящем описании использован в отношении сосудов для содержания металла, и включает все материалы, которые обладают сравнительной стойкостью к воздействию расплавленных металлов, и способны сохранять свою прочность при высоких температурах для которых эти сосуды предусмотрены при из нормальном использовании, например, температурах расплавленных металлов. В число таких материалов (помимо других возможных) входят керамические материалы (неорганические неметаллические твердые и термостойкие стекла) и неметаллы. Неполный перечень подходящих материалов включает следующие: оксиды алюминия (глинозем), кремний (двуокись кремния, в частности, плавленый кварц), магний (оксид магния), кальций (известь), цирконий (двуокись циркония), бор (оксид бора), карбиды металлов, бориды, нитриды, силициды, такие как карбид кремния, карбид кремния с нитридкремниевой связью (SiC/Si3N4), карбид бора, нитрид бора, алюминосиликаты, например, алюмосиликат кальция, композитные материалы (например, композиты оксидов и неоксидных материалов), стекла, включая стекла, предназначенные для станочной обработки, минеральная вата из волокон или смешанные материалы, углерод или графит и т.п.
В примерах вариантов осуществления изобретения огнеупорный сосуд главным образом предназначен для размещения расплавленного алюминия или алюминиевых сплавов, но он может быть применен для размещения других расплавленных металлов, в частности, тех, у которых температура плавления близка к температуре расплавленного алюминия, например, магния, свинца, олова и цинка (температуры плавления которых ниже температуры плавления алюминия), а также меди и золота (у которых температуры плавления выше). Для использования с конкретным расплавленным металлом, который предположительно будет содержаться или передаваться в сосуде, предпочтительно, чтобы металл, выбираемый для изготовления проволочной сетки, был пассивен в отношении данного расплавленного металла, или по меньшей мере существенно пассивен, чтобы ограниченный контакт с расплавленным металлом не приводил к чрезмерной эрозии или растворению сетки, и чтобы расплавленный металл не впитывался сеткой. Титан является хорошим вариантом для использования с расплавленным алюминием и алюминиевыми сплавами, но его недостаток - высокая цена. Менее затратные варианты (помимо других возможных) включают: Ni-Cr сплавы (например, Inconel®) и нержавеющую сталь.
Рассматриваемый в изобретении сосуд может быть составной частью конструкции для содержания металла, у которой имеется металлический кожух, и в которой может быть предусмотрен нагреватель расплавленного металла. Обогреваемые конструкции такого типа раскрыты в патенте США 6973955, выданном 13 декабря 2005 г., или в находящейся на рассмотрении патентной заявке США с номером серии 12/002989, опубликованной 10 июля 2008 г.под номером 2008/0163999 (содержание указанного патента и патентной заявки специально включены в настоящее изобретение посредством данной ссылки).
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
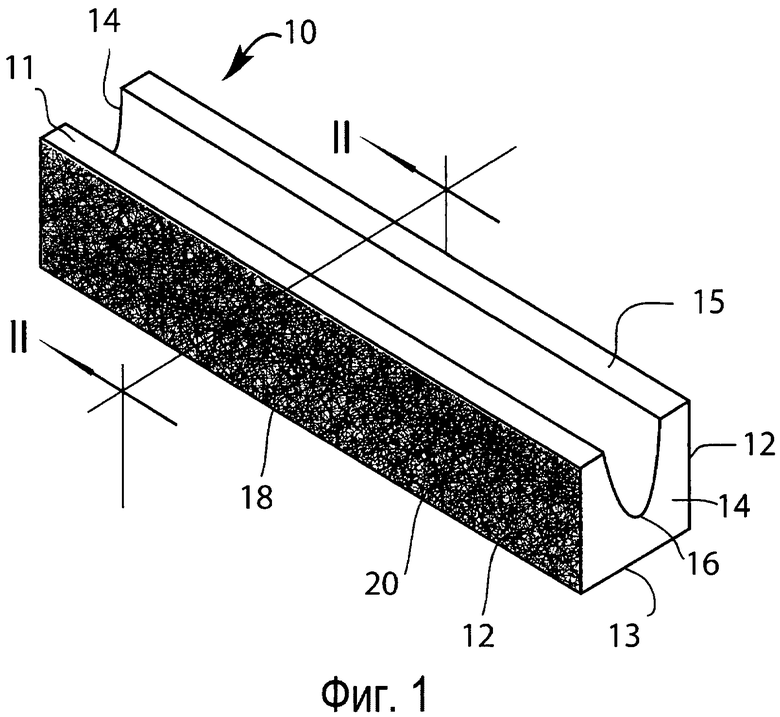
фиг.1 в перспективной проекции изображает секцию желоба, соответствующую одному варианту осуществления изобретения,
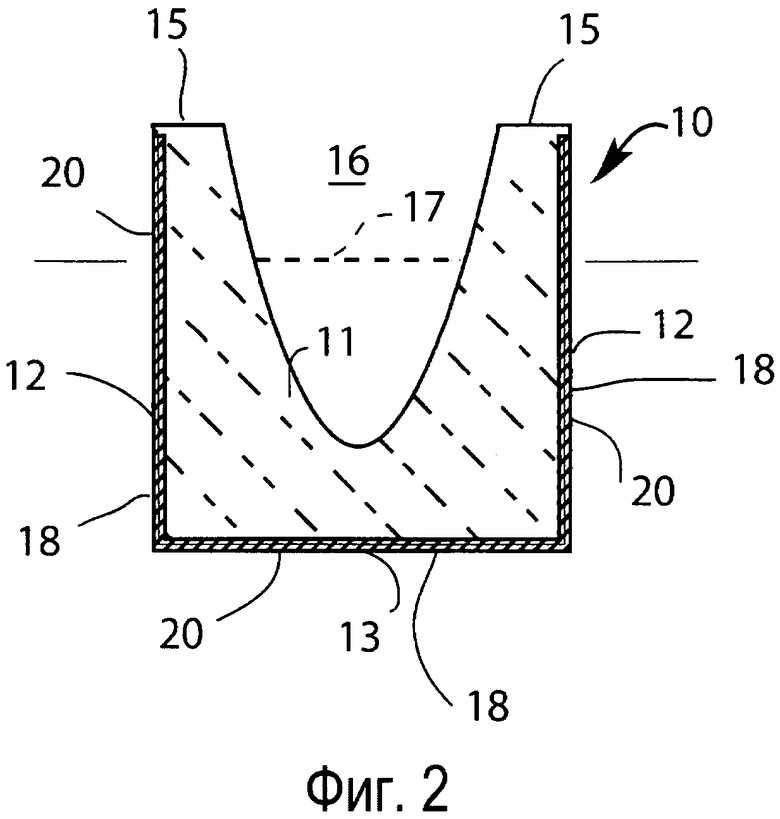
фиг.2 представляет поперечное сечение секции желоба фиг.1, взятое по линии II-II фиг.1,
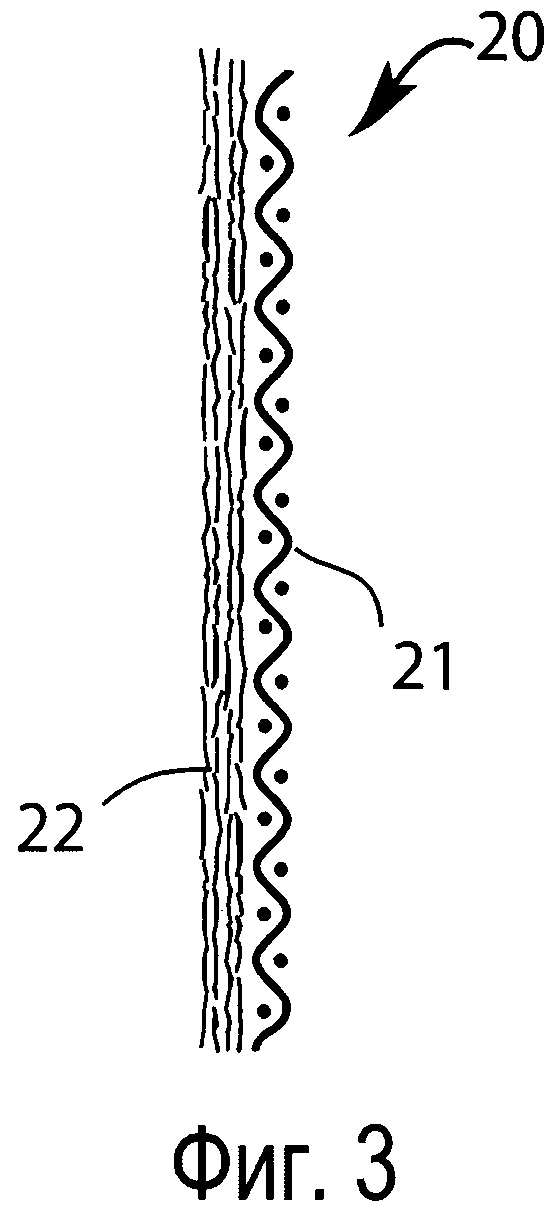
фиг.3 изображает боковую проекцию армирующей сетки, используемой в секции желоба фиг.1 и 2,
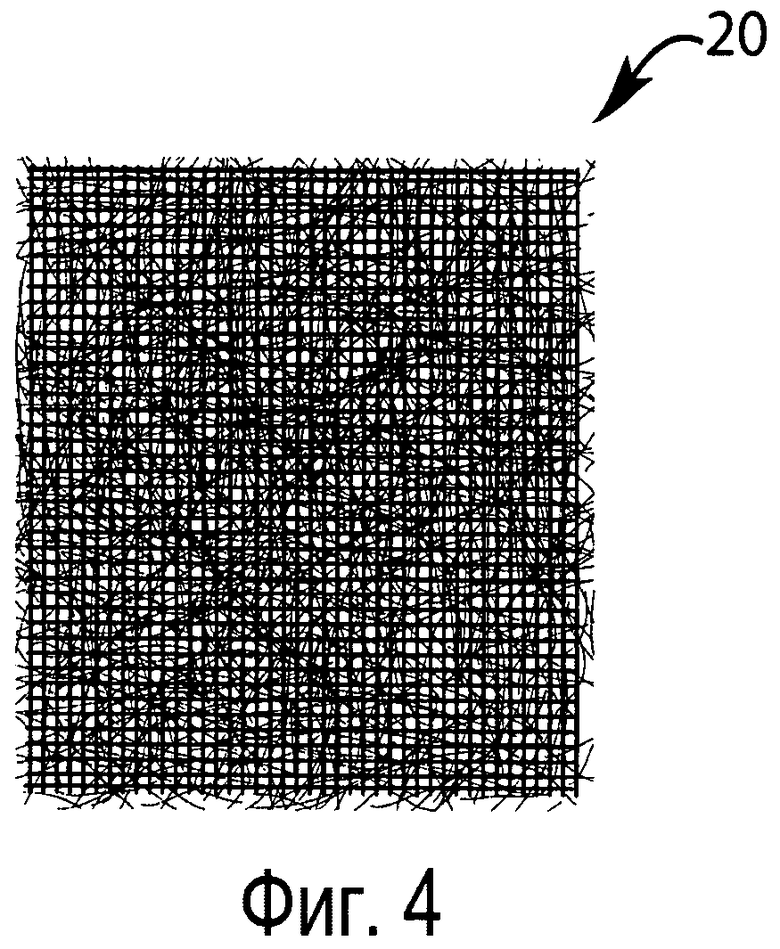
фиг.4 представляет вид в плане армирующей сетки фиг.3,
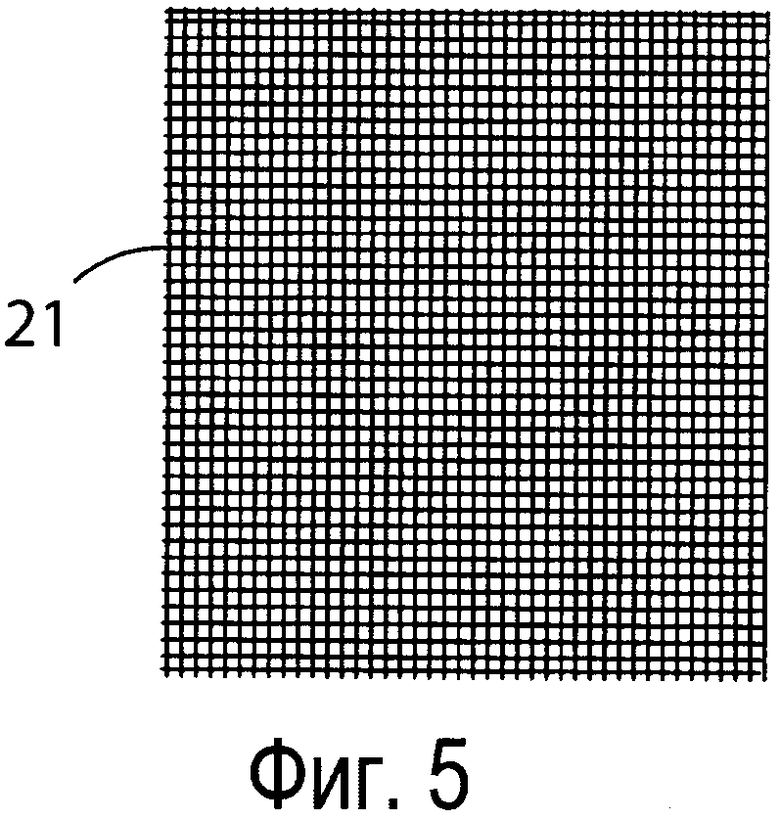
фиг.5 представляет вид в плане плетеного слоя, образующего часть армирующей сетки фиг.3 и 4,
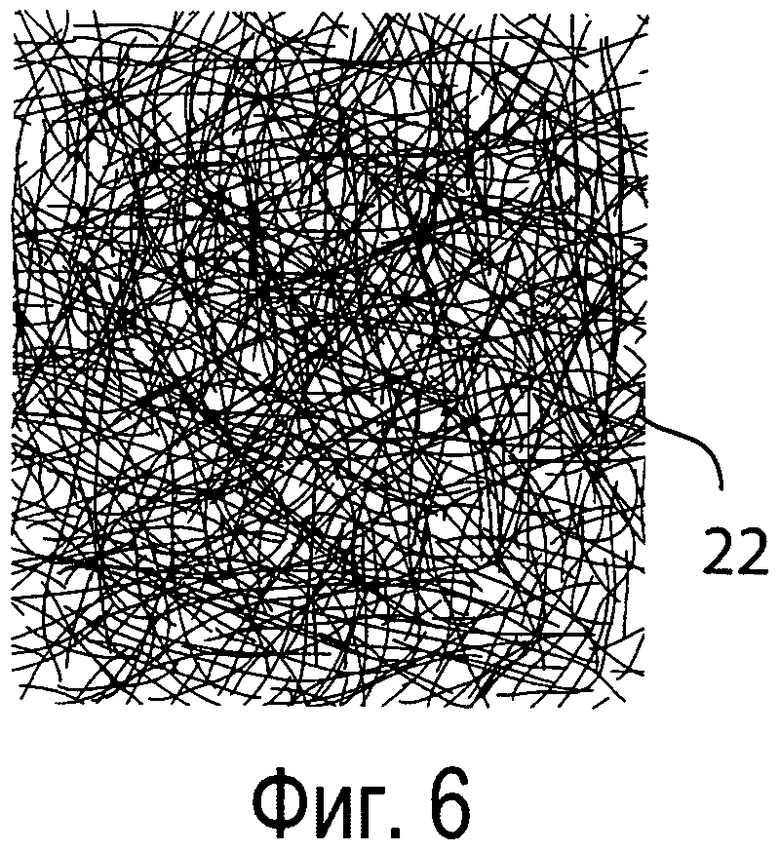
фиг.6 представляет вид в плане неплетеного слоя, образующего другую часть армирующей сетки фиг.3 и 4,
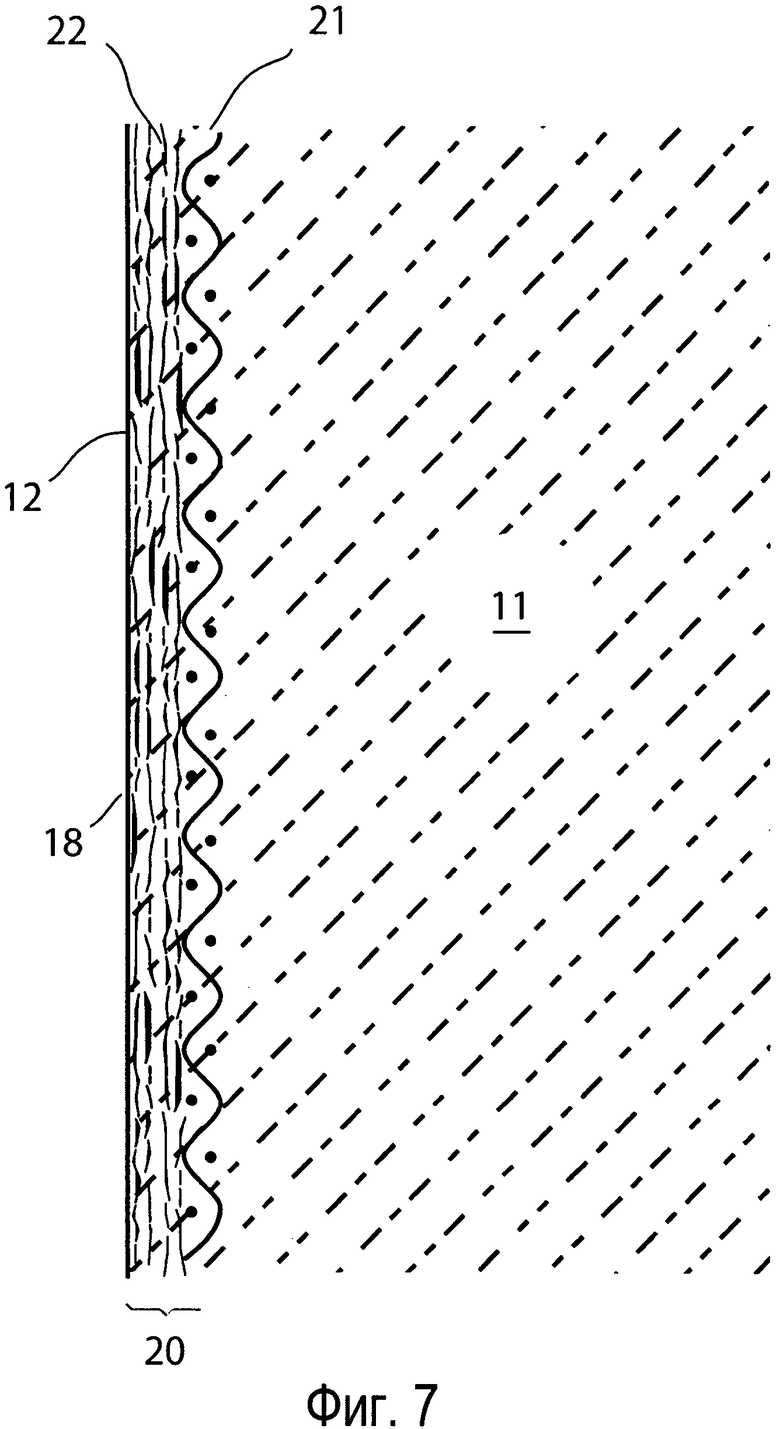
фиг.7 представляет увеличенное поперечное сечение части секции желоба для передачи металла вблизи его боковой стенки, на котором показано расположение армирующей сетки, соответствующей фиг.3-6,
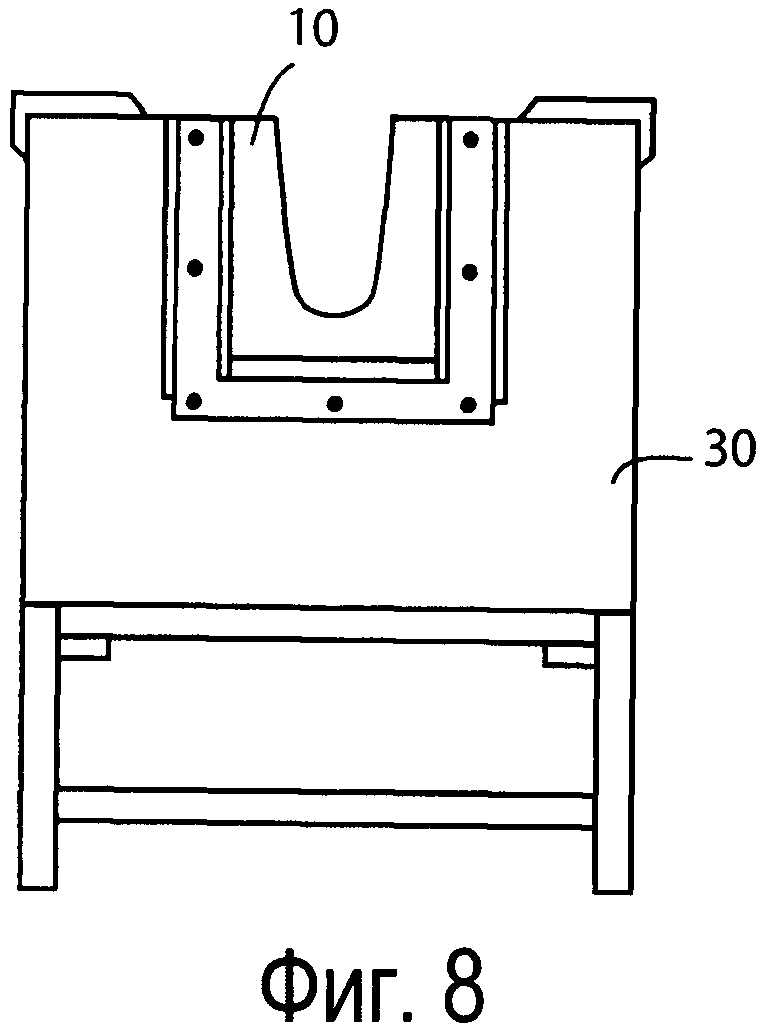
фиг.8 представляет вид на торец конструкции для содержания металла, которая предназначена для передачи расплавленного металла, и содержит секцию желоба, изображенную на фиг.1 и 2,
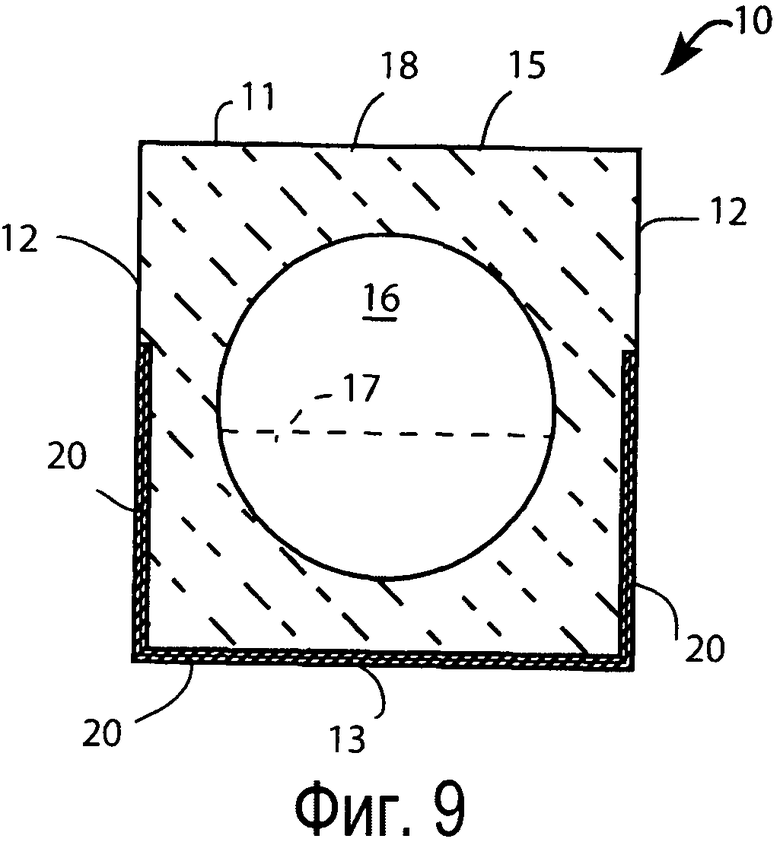
фиг.9 представляет вертикальное поперечное сечение секции желоба, аналогичное фиг.2, но изображающее еще один вариант осуществления изобретения.
Осуществление изобретения
Фиг.1 и 2 изображен сосуд для содержания металла в форме желоба для передачи металла или в виде секции (элемента) 10 желоба, соответствующий одному варианту осуществления настоящего изобретения. Далее указанный сосуд будет именоваться «секцией желоба», поскольку желоба для передачи металла обычно состоят из двух или более таких секций, установленных торцом к торцу, хотя рабочий желоб может состоять всего лишь из одной такой секции. Обычно, одна или несколько секций желоба крепится (-ятся) в наружном металлическом кожухе конструкции для содержания расплавленного металла (как в варианте осуществления, описанном ниже согласно фиг.8). При этом кожух обеспечивает физическую защиту секции (-ций) желоба и взаимное совмещение секций, когда их несколько. Могут также быть предусмотрены средства нагревания (не показаны) для содержания расплавленного металла при надлежащей температуре, когда происходит его передача через секцию (-ции) желоба.
У изображенной секции 10 желоба имеется тело 11, выполненное из огнеупорного материала, обладающего стойкостью к высоким температурам и воздействию расплавленного металла, передаваемого через секцию желоба. В частности, примерами предпочтительных материалов, которые могут быть использованы для тела 11, являются керамические материалы, такие как оксид алюминия, карбид кремния (например, карбид кремния на нитридной связке), алюмосиликаты, плавленый кварц, или комбинация указанных материалов. Естественно, что для изготовления тела могут быть использованы и другие огнеупорные материалы, например, те, что были упомянуты ранее. Тело 11 содержит наружную поверхность 18, охватывающую противоположные боковые стенки 12, нижнюю стенку 13, взаимно противоположные торцы 14 и верхнюю стенку 15. Удлиненный U-образный канал 16, предназначенный для передачи металла, распространяется в теле 11 вглубь от верхней стенки 15, а также в длину от одного торца 14 тела до другого. Как показано на фиг.2, в процессе использования секция желоба бывает заполнена расплавленным металлом на глубину, которая представлена штриховой линией в виде горизонтального уровня 17, и передает указанный расплавленный металл от одного торца секции к другому. Уровень 17 представляет отметку, выше которой верхняя поверхность расплавленного металла, передаваемого через секцию желоба, не поднимается при нормальном использовании указанной секции.
Боковые стенки 12 и нижняя стенка 13 показаны плоскими, однако они могут, если требуется, иметь фасонную поверхность и/или, в случае боковых стенок, некоторый уклон относительно вертикали. Предусмотрено, что в наружную поверхность указанных стенок внедрена металлическая проволочная сетка 20. На фиг.3-6 данная сетка показана более подробно, изолированно от огнеупорного материала тела 11. На фиг.3 видно, что в данном варианте осуществления сетка 20 выполнена из двух раздельных частей, а именно, плетеного металлического каркаса 21, и неплетеного путаного (войлокообразного) металлического каркаса 22. Эти две части жестко скреплены друг с другом (например, спеканием или сваркой) так что они действуют, как одиночная, единая пористая сетка 20. Плетеный каркас 21 (отдельно показан на фиг.5) образован расположенными на расстоянии друг от друга жилами основы и расположенными на расстоянии друг от друга уточными жилами, которые сплетены вместе так, что между ними образованы просветы среднего размера (ширины каждой стороны или диаметра) предпочтительно 0,5-10 мм, более предпочтительно 1-10 мм, а оптимально 1-5 мм. Если просветы сделать слишком узкими, то какие-то огнеупорные материалы могут полностью через них и не пройти, и плетеный слой 21 может образовать широкую плоскость сдвига (среза), по которой огнеупорный материал сможет свободно двигаться. Если размер просветов будет значительно больше, чем приблизительно 10 мм, то в некоторых вариантах конструкций плотность проволочного каркаса может оказаться недостаточной, чтобы эффективно удерживать огнеупорный материал на месте. Однако следует отметить, что просветы, ширина которых лежит за пределами вышеуказанных интервалов, могут быть эффективными для некоторых видов огнеупорных материалов, и для некоторых металлов, используемых для проволоки, поэтому определить оптимальный интервал размеров для любого конкретного огнеупорного материала, используемого для изготовления тела 11 секции желоба, можно путем простого испытания. Огнеупорный материал проникает в просветы плетеного каркаса, чтобы образовалась единая структура с металлической сеткой 20. Это эффективным образом усиливает секцию желоба, чтобы предотвратить образование трещин при ее формовке или ограничить рост или расширение трещин после их образования в желобе. Предпочтительно использовать, как показано, один слой плетеного каркаса 21, но как вариант можно использовать и несколько плетеных слоев, особенно, если такие слои жестко скреплены друг с другом, например, путем спекания или сварки. В частности, согласно одному варианту осуществления, примером подходящего плетеного каркаса может служить проволочная сетка формата #2, ширина просветов которой равна около 7 мм при диаметре проволоки около 1,4 мм. Можно использовать один только плетеный каркас, однако предпочтительно его использовать в сочетании с вышеупомянутым неплетеным каркасом 22.
Неплетеный каркас 22 (отдельно показан на фиг.6) состоит из проволочных прядей, наложенных одна на другую случайным образом, так что между прядями образованы просветы. Просветы между прядями могут иметь размер аналогичный просветам между участками проволоки в плетеном каркасе, но предпочтительно, чтобы просветы неплетеного каркаса были меньше. Предпочтительно, чтобы размер просветов лежал в интервале приблизительно от 50 мкм до 10 мм, однако более предпочтительным является максимальный размер 5 мм, 1 мм, 50 мкм, 450 мкм, 400 мкм, 350 мкм, 300 мкм, 250 мкм, 200 мкм и 150 мкм. В оптимальном случае средний размер просвета должен составлять 50-150 мкм, и в общем случае - около 100 мкм (±25%), хотя в определенных конструкциях могут быть эффективными более крупные и более мелкие просветы. Размер просвета неплетеного каркаса 22 предпочтительно должен быть достаточно большим, чтобы эффективно пропускать огнеупорный материал, используемый для формования тела секции желоба, но достаточно малым, чтобы расплавленный металл не мог легко пройти через каркас, если вдруг в примыкающей секции желоба разовьется трещина. Неплетеный каркас 22 предпочтительно должен быть выполнен из множества сегментов металлической проволоки, наложенных друг на друга и спрессованных вместе для получения сравнительно толстого слоя, так что, если бы расплавленный металл начал проходить сквозь указанный слой, ему пришлось бы для полного прохождения через металлический каркас проследовать по извилистому, запутанному пути, что делает такое полное проникновение маловероятным. В каких-то вариантах осуществления, для создания сопротивления прохождению металла в случае образования трещины в секции желоба может быть использован лишь один неплетеный каркас 22, но предпочтительно, как было рассмотрено выше, указанный каркас использовать в сочетании с плетеным каркасом 21, так чтобы получить суммарное усиление конструкции и сопротивление проникновению металла.
Когда размер просветов плетеного каркаса больше размера просветов неплетеного каркаса, может быть получено сочетание хорошей прочности и сопротивления прохождению металла. Хотя, в общем, в предпочтительном случае плетеный каркас обеспечивает усиление конструкции, а неплетеный каркас обеспечивает сопротивление проникновению металла, указанные каркасы, если требуется, можно поменять ролями, предусмотрев у неплетеного каркаса просветы большего размера, чем просветы плетеного каркаса.
Предпочтительно, чтобы одна часть, а лучше - обе части сетки 20 были выполнены из металла стойкого к воздействию металла, передаваемого по желобу, и обладали слабой смачиваемостью передаваемым металлом. Это снижает вероятность проникновения расплавленного металла сквозь металлическую сетку при образовании трещины. В число таких подходящих металлов входит титан, сплавы Ni-Cr (например, Inconel®), нержавеющая сталь и другие металлы или сплавы, трудно растворимые расплавленным металлом, подлежащим передаче по желобу. Однако, установлено, что для сетки 20 наиболее выгодно применение двухслойного материала, предлагаемого на рынке под торговым наименованием G-mat® компанией Micro Fiber-Tech, располагающейся по адресу 230 Springview Commerce Drive, Suite 100, Debary, FL 32713, USA. Данный продукт имеет такую же структуру, какая показана на фиг.3-6, может противостоять высоким температурам и выполнен из специального сплава Fe-Cr-AI-M (где М представляет патентованный ингредиент).
Обычно металлы, из которых изготовлена проволока каждого каркаса 21 и 22, одинаковы, но, если требуется, то могут быть использованы и разные металлы, например, чтобы придать одному каркасу большее сопротивление проникновению металла, а другому - большую прочность для усиления огнеупорного материала.
Толщина проволоки, используемой для различных каркасов 21 и 22, может быть одной и той же, но в предпочтительном случае эта толщина разная, при этом более толстая проволока используется для плетеного каркаса 21 (для большей прочности), и более тонкая - для неплетеного каркаса 22 (для создания более искривленного пути для проходящего расплавленного металла). Примеры толщин проволоки могут быть следующие: 0,005-0,008 мм для неплетеного каркаса 22, и 0,15-0,18 мм (диаметр) для проволоки плетеного каркаса 21. Однако указанные толщины являются лишь примерами, и их не следует рассматривать в качестве величин, существенных для получения надлежащей эффективности конечных металлических сеток.
Если секция желоба предназначена для использования в конструкции для раздачи подогреваемого расплавленного металла, то предпочтительно, чтобы сетка 20 обладала высокой теплопроводностью, чтобы теплота могла проникать в желоб. Однако, почти любой металл, подходящий для изготовления сетки, будет обладать надлежащей теплопроводностью для обеспечения передачи тепла от средств нагревания к расплавленному металлу, находящемуся в канале секции желоба.
На фиг.7 в увеличенном виде изображено поперечное сечение части секции желоба той же конструкции, и показана структура тела 11, примыкающая к наружной поверхности 18 боковой стенки 12. Видно, что огнеупорный материал тела 11 прошел через обе части сетки и образовал часть наружной стенки 12 секции желоба. В данном варианте конструкции неплетеный каркас 22 расположен ближе всего к наружной поверхности 18, в то время как плетеный каркас 21 внедрен более глубоко в огнеупорный материал тела 11. Неплетеный каркас 22 препятствует проникновению расплавленного металла к наружной поверхности 18 секции желоба в случае образования трещины, а плетеный каркас 21 обеспечивает армирование конструкции, делая менее вероятной возможность образования трещины и ее расширения. Какие-то участки проволоки из неплетеного каркаса 22 могут быть видны на наружной поверхности 18, но предпочтительно, чтобы сечение указанного каркаса было внедрено в огнеупорный материал тела 11. Хотя плетеный каркас 21, как показано на фигуре, предпочтительно располагать дальше от поверхности 18, чем неплетеный каркас 22, расположение каркасов может быть изменено на обратное, т.е. плетеный каркас 21 может быть расположен ближе к поверхности 18, чем неплетеный каркас 22.
Сетку 20, как показано, предпочтительно располагать точно на наружной поверхности огнеупорного материала (непосредственно под поверхностью). Более глубокое расположение в толще огнеупорного материала в теле 11 привело бы к тому, что сетка 20 разделила стенку тела 11 на две неармированные (только огнеупорные) области с каждой стороны от сетки, что уменьшило бы прочность стенки и ее сопротивление образованию трещин. Поэтому считается лучше располагать сетку точно на поверхности, а части стенок секции желоба, выполняющие только огнеупорную функцию, делать как можно толще. Кроме того, более глубокое погружение сетки 20 формирует две возможные плоскости сдвига, по которым огнеупорный материал может отделиться от сетки, вместо одной такой плоскости, как в рассматриваемом варианте конструкции.
Сетку 20 предпочтительно внедрить на всех участках наружной поверхности 18 секции желоба ниже горизонтального уровня 17 (см. фиг.2), соответствующего максимальной расчетной высоте металла в канале 16, однако более предпочтительно внедрить сетку на всех участках боковых стенок 12 и нижней стенки 13, как показано на фиг.2. Трещины, как правило, образуются в верхней части секции желоба, поэтому армирование вблизи верхней стенки является желательным. Однако, как правило, нет необходимости внедрять сетку в верхнюю стенку 15 секции желоба.
Секции желобов вышеописанного типа выпускаются различных размеров. В соответствии с одним примером, секция имеет длину 665 мм, ширину 204 мм и высоту 365 мм. В соответствии с примерами вариантов осуществления настоящего изобретения, может быть изготовлена секция желоба, армированная сеткой 20, любого размера.
Как говорилось ранее, секция 10 желоба, которая является примером сосуда для содержания или передачи расплавленного металла, может быть включена в состав конструкции для содержания металла, например, в лоток для передачи металла (см. фиг.8). В данном примере, секция 10 желоба закреплена внутри металлического кожуха 30, который служит для поддержки секции и ее защиты. В полости кожуха могут быть предусмотрены средства нагревания (не показаны) и/или теплоизоляция.
На фиг.9 изображен другой вариант осуществления сосуда, в котором секция 10 желоба содержит полностью закрытый канал 16, проходящий вдоль секции от одного ее торца к другому. Канал может иметь трубчатую форму (с круговым сечением), как показано на фиг.9, но с другой стороны канал может иметь любую форму сечения, например, овальную, асимметрично круговую или многоугольную. Сетка 20 проходит вдоль нижней стенки 13 желоба, а также вдоль боковых стенок 12 до определенной высоты, которая превышает горизонтальный уровень 17, т.е. расчетную максимальную высоту расплавленного металла, передаваемого по каналу. Однако, если требуется, сетка 20 может проходить по всей наружной поверхности 18 секции желоба.
Секции желобов вышеописанного типа и другие огнеупорные сосуды и элементы, содержащие внедренные металлические сетки, могут быть изготовлены путем литья суспензии огнеупорных частиц в форму требуемого профиля, содержащую слой металлической сетки 20, зафиксированный у одной или более сторон формы, которые должны образовать поверхности боковых стенок или нижней стенки. Суспензия может быть получена из жидкости (например, воды или коллоидной кремнекислоты) и огнеупорной смеси (содержащей частицы в диапазоне размеров от мелких до более крупных). Состав суспензии предпочтительно должен обеспечивать оптимальное заполнение формы и проникновение в просветы сетки 20, а также у состава должно быть малое время сушки. Суспензия проникает в металлическую сетку, прежде чем происходит ее отверждение и формирование сплошного тела секции желоба. Желательно обеспечить вибрацию формы и/или поддерживать давление (например, подавая суспензию под давлением) по мере того, как происходит ввод суспензии в форму и прежде чем произойдет отверждение суспензии, чтобы активизировать проникновение суспензии в металлические армирующие слои. Затем секцию желоба извлекают из формы, сушат, и обычно обжигают, чтобы получить прочное твердое тело из огнеупорного материала с металлической проволочной сеткой, которая находится на своем месте, и внедрена в огнеупорные поверхности.
Другой способ изготовления содержит приклеивание сетки 20 при помощи огнеупорного клея к наружной поверхности ранее изготовленного сосуда или секции сосуда, выполненной полностью из огнеупорного материала. Огнеупорный клей проникает в металлическую проволочную сетку, а после отверждения имеет такую же структуру на поверхности, как и вышеописанных конструкциях. Однако, возможно, что в данном случае более высока вероятность того, что сетка оторвется от остальной части огнеупорного материала при образовании трещины или при циклическом изменении температур, поэтому данный способ является менее предпочтительным, чем тот, который был рассмотрен выше, но остается полезным способом доработки ранее изготовленных секций желоба в целях улучшения их свойств, например, сопротивления утечкам металла.
В вышеописанных вариантах осуществления изобретения сосуд был показан в виде удлиненного желоба для расплавленного металла или в виде секции желоба такого типа, какие используют в системах раздачи расплавленного металла, применяемых для передачи расплавленного металла из одного места (например, металлоплавильной печи) в другое место (например, к литейной форме или литейному столу). Однако, в соответствии с другими примерами осуществления изобретения, могут быть использованы другие виды сосудов для содержания и раздачи металла, например, сосуды с встроенным керамическим фильтром (например, фильтром из пенокерамики), применяемые для задержания частиц в потоке расплавленного металла, когда последний проходит, например, от металлоплавильной печи к литейному столу. В таком случае сосуд содержит канал для передачи расплавленного металла и установленный в канале фильтр. Примеры таких сосудов и систем для содержания расплавленного металла раскрыты в патенте США 5673902, выданном 7 октября 1997 г., и в РСТ международной заявке 2006/110974, опубликованной 26 октября 2006 г. Материалы указанного патента и РСТ публикации специально включены в настоящее изобретения посредством данной ссылки.
Согласно другому варианту осуществления изобретения, рассматриваемый сосуд действует как контейнер, в котором осуществляется дегазация расплавленного металла, например, как в известной «компактной установке дегазации Alcan», что описано в международной патентной заявке 95/21273, опубликованной 10 августа 1995 г. (описание которой включено в настоящее изобретение посредством ссылки). В процессе дегазации происходит удаление водорода и других примесей из струи расплавленного металла, когда металл движется из печи к литейному столу. Такой сосуд включает в себя внутренний объем для содержания расплавленного металла, в который сверху выступают вращающиеся роторы дегазатора. Сосуд может использоваться для поточной обработки или он может являться частью системы раздачи металла, соединенной с сосудами передачи металла. В общем, рассматриваемый в изобретении сосуд может представлять собой любой огнеупорный сосуд для содержания металла, расположенный в металлическом кожухе. По конструкции такой сосуд может также быть выполнен в виде тигля из огнеупорной керамики для размещения больших объемов расплавленного металла для его переноса из одного места в другое. Все такие варианты сосудов могут быть использованы в соединении с рассмотренными вариантами осуществления настоящего изобретения.
ПРИМЕРЫ
Проведены испытания контрольного образца огнеупорного материала с сеткой типа G-mat®, внедренной в поверхность. Контрольный образец подвергали циклическому изменению температуры на предмет возможного отслоения сетки, а затем подвергли испытанию на разрушение для проверки удержания треснутого фрагмента огнеупорного материала на сетке. Результаты показали отсутствие отслоения сетки от контрольного образца и отсутствие распада треснутого образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ГЕРМЕТИЧНЫХ ОГНЕУПОРНЫХ СТЫКОВ В ЕМКОСТИ ДЛЯ МЕТАЛЛА, И ЕМКОСТЬ, ИМЕЮЩАЯ ТАКИЕ СТЫКИ | 2010 |
|
RU2542038C2 |
| ПРЕДОТВРАЩАЮЩАЯ ВЫТЕКАНИЕ РАСПЛАВЛЕННОГО МЕТАЛЛА И ТЕРМИЧЕСКИ ОПТИМИЗИРОВАННАЯ ЕМКОСТЬ, ИСПОЛЬЗУЕМАЯ ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2011 |
|
RU2560811C2 |
| МНОГОСЛОЙНЫЕ ПЛЕТЕНЫЕ КОНСТРУКЦИИ ДЛЯ ОККЛЮЗИИ СОСУДИСТЫХ ДЕФЕКТОВ | 2007 |
|
RU2446773C2 |
| КОНСТРУКЦИЯ НОСИТЕЛЯ КАТАЛИЗАТОРА И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 1994 |
|
RU2135275C1 |
| СОСУД ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА, ИМЕЮЩИЙ СКВОЗНУЮ ВЕНТИЛЯЦИЮ | 2010 |
|
RU2549232C2 |
| АСПИРАЦИОННЫЙ НАПРАВЛЯЮЩИЙ КАТЕТЕР ДЛЯ ДИСТАЛЬНОГО ДОСТУПА | 2012 |
|
RU2576367C2 |
| ОПЛЕТОЧНОЕ ЗАКУПОРИВАЮЩЕЕ УСТРОЙСТВО, ИМЕЮЩЕЕ ПОВТОРЯЮЩИЕСЯ УЧАСТКИ УВЕЛИЧЕННОГО ОБЪЕМА, РАЗДЕЛЕННЫЕ УЧАСТКАМИ СОЧЛЕНЕНИЯ | 2007 |
|
RU2447908C2 |
| Строительное изделие и способ его изготовления | 1977 |
|
SU698540A3 |
| КАТЕТЕР | 2021 |
|
RU2834565C1 |
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2022 |
|
RU2786560C1 |
Сосуд содержит тело из огнеупорного материала. Тело имеет полость для содержания или передачи расплавленного металла и наружную поверхность, содержащую внедренную в нее или непосредственно под ней армирующую сетку из металлической проволоки. Участки сетки при наложении образуют между собой просветы, в которые проникает огнеупорный материал. Сетка содержит по меньшей мере две наложенные друг на друга сеточные части. Одна часть представляет собой плетеный проволочный каркас. Другая часть представляет собой неплетеный проволочный каркас. Обеспечивается создание сопротивления образованию трещин или сдерживание их и сопротивление утечкам расплавленного металла при образовании трещин. 5 н. и 27 з.п. ф-лы, 9 ил., 1 пр.
1. Сосуд для расплавленного металла, содержащий тело из огнеупорного материала, имеющее полость для содержания или передачи расплавленного металла и наружную поверхность, содержащую внедренную в нее или непосредственно под ней армирующую сетку из металлической проволоки, участки которой при наложении образуют между собой просветы, в которые проникает огнеупорный материал, причем указанная сетка содержит по меньшей мере две наложенные друг на друга сеточные части, одна из которых представляет собой плетеный проволочный каркас, а другая - неплетеный проволочный каркас.
2. Сосуд по п. 1, отличающийся тем, указанная армирующая сетка внедрена, по меньшей мере, на всех участках наружной поверхности, расположенных на или ниже горизонтального уровня, выше которого верхняя поверхность расплавленного металла, содержащегося в указанной полости или передаваемого через нее, не поднимается при нормальном использовании сосуда.
3. Сосуд по п. 1 или 2, отличающийся тем, что толщина металлической проволоки плетеного проволочного каркаса больше толщины металлической проволоки неплетеного проволочного каркаса.
4. Сосуд по п. 1 или 2, отличающийся тем, что сеточная часть, представляющая собой неплетеный проволочный каркас, расположена ближе к наружной поверхности, чем сеточная часть, представляющая собой плетеный проволочный каркас.
5. Сосуд по п. 1 или 2, отличающийся тем, что указанные сеточные части скреплены друг с другом.
6. Сосуд по п. 1, отличающийся тем, что металлическая проволока изготовлена из элемента, выбранного из группы, включающей нержавеющую сталь, титан, сплавы на основе Ni-Cr и сплавы на основе Fe-Cr-Al.
7. Сосуд по п. 1, отличающийся тем, что представляет собой удлиненный желоб с полостью, образующей канал, проходящий в продольном направлении от одного торца тела сосуда до другого его торца.
8. Сосуд по п. 7, отличающийся тем, что металлическая проволока изготовлена из металла, стойкого к воздействию расплавленного металла, передаваемого по желобу.
9. Сосуд по п. 8, отличающийся тем, что тело имеет верхнюю поверхность, при этом указанный канал открыт к указанной верхней поверхности тела.
10. Сосуд по п. 8, отличающийся тем, что тело полностью охватывает канал, за исключением указанных торцов.
11. Сосуд по п. 1, отличающийся тем, что представляет собой изделие, выбранное из группы, в которую входят удлиненный желоб для передачи металла, контейнер для фильтра расплавленного металла, контейнер для устройства дегазации расплавленного металла или тигель.
12. Сосуд для расплавленного металла, содержащий тело из огнеупорного материала, имеющее полость для содержания или передачи расплавленного металла и наружную поверхность, содержащую внедренную в нее армирующую сетку из металлической проволоки, причем указанная сетка содержит по меньшей мере две наложенные друг на друга и скрепленные друг с другом сеточные части, при этом участки указанной проволоки при наложении образуют между собой просветы, в которые проникает огнеупорный материал, причем одна из наложенных друг на друга сеточных частей представляет собой плетеный проволочный каркас, а другая - неплетеный проволочный каркас.
13. Сосуд по п. 12, отличающийся тем, что неплетеный каркас расположен ближе к указанной поверхности, чем плетеный каркас.
14. Сосуд по п. 12, отличающийся тем, что плетеный каркас расположен ближе к указанной поверхности, чем неплетеный каркас.
15. Сосуд по любому из пп. 12-14, отличающийся тем, что плетеный проволочный каркас имеет просветы, средняя ширина которых больше средней ширины просветов неплетеного каркаса.
16. Сосуд по п. 15, отличающийся тем, что средняя ширина просветов в плетеном каркасе лежит в интервале 0,5-10 мм.
17. Сосуд по п. 15, отличающийся тем, что средняя ширина просветов в плетеном каркасе лежит в интервале 1-10 мм.
18. Сосуд по п. 15, отличающийся тем, что средняя ширина просветов в неплетеном каркасе лежит в интервале 0,05-10 мм.
19. Сосуд по п. 15, отличающийся тем, что средняя ширина просветов в неплетеном каркасе лежит в интервале 0,05-0,15 мм.
20. Сосуд по п. 15, отличающийся тем, что средняя ширина просветов в неплетеном каркасе составляет порядка 0,1 мм.
21. Сосуд по п. 12, отличающийся тем, что металлическая проволока изготовлена из элемента, выбранного из группы, включающей нержавеющую сталь, титан, сплавы на основе Ni-Cr и сплавы на основе Fe-Cr-Al.
22. Сосуд по п. 12, отличающийся тем, что представляет собой удлиненный желоб с полостью, образующей канал, проходящий в продольном направлении от одного торца тела сосуда до другого его торца.
23. Сосуд по п. 22, отличающийся тем, что металлическая проволока изготовлена из металла, стойкого к воздействию расплавленного металла, передаваемого по желобу.
24. Сосуд по п. 23, отличающийся тем, что тело имеет верхнюю поверхность, при этом указанный канал открыт к указанной верхней поверхности тела.
25. Сосуд по п. 23, отличающийся тем, что тело полностью охватывает канал, за исключением указанных торцов.
26. Сосуд по п. 12, отличающийся тем, что он представляет собой изделие, выбранное из группы, в которую входят удлиненный желоб для передачи металла, контейнер для фильтра расплавленного металла, контейнер для устройства дегазации расплавленного металла или тигель.
27. Устройство для содержания расплавленного металла, содержащее сосуд по любому из пп. 1-26 и металлический кожух, по меньшей мере частично окружающий указанный сосуд.
28. Способ изготовления армированного огнеупорного сосуда, включающий подготовку формы, имеющей расчетный профиль сосуда, приготовление суспензии литьевого огнеупорного материала для образования огнеупорного тела, размещение на по меньшей мере одной внутренней поверхности формы металлической проволочной сетки, содержащей по меньшей мере две наложенные друг на друга сеточные части, одна из которых представляет собой плетеный проволочный каркас, а другая - неплетеный проволочный каркас, при этом участки указанной проволоки, при наложении друг на друга, образуют между собой просветы, ввод суспензии в форму с обеспечением ее проникновения в указанные просветы, затвердевание суспензии с получением сосуда с внедренной в наружную поверхность сеткой, и извлечение сосуда из формы.
29. Способ по п. 28, отличающийся тем, что до отверждения суспензии указанную форму подвергают вибрации для активизирования проникновения суспензии в просветы сетки.
30. Способ по п. 28, отличающийся тем, что до отверждения суспензии в указанной форме создают давление для активизирования проникновения суспензии в просветы сетки.
31. Способ по п. 28, отличающийся тем, что до отверждения суспензии указанную форму подвергают вибрации, при этом создают в форме давление для активизирования проникновения суспензии в просветы сетки.
32. Способ изготовления армированного огнеупорного сосуда, включающий обеспечение сосуда, выполненного из огнеупорного материала и имеющего наружную поверхность, и наклеивание на наружную поверхность сетки из металлической проволоки с просветами между участками проволоки, при этом сетку наклеивают на наружную поверхность при помощи огнеупорного клея и обеспечивают проникание упомянутого клея через указанные просветы сетки.
| US 5871687 A, 16.02.1999 | |||
| US 4389189 A1, 21.06.1983 | |||
| Устройство для воспроизведения звуков | 1945 |
|
SU76577A1 |
| US4504440 A, 12.03.1985 | |||
| US 4262885 A, 21.04.1981 | |||
| Фотоэлектрическое устройство для ориентировки слепых | 1947 |
|
SU70173A1 |

