Область техники
[0001] Настоящее изобретение относится к катетеру.
Уровень техники
[0002] В случае катетера необходимо, чтобы дистальная концевая часть правильным образом достигала части, которая является мишенью лечения, в кровеносном сосуде, и, таким образом, существует потребность в благоприятных рабочих характеристиках введения. Таким образом, предложены различные типы катетеров, которые содержат армирующую структуру с целью реализации этого типа рабочих характеристик. В патентном документе 1 описан катетер, содержащий в качестве армирующей структуры металлическую сетку из проволоки из нержавеющей стали (SUS). В этом катетере пересекающиеся части первой группы проволок и второй группы проволок металлической сетки сваривают путем облучения лазерным светом. Далее лазерным светом облучают металлическую проксимальную сетку вдоль линии разреза и разрезают металлическую сетку. В соответствии с этим способом обработки концевые части металлической сетки так просто не расходятся. Следует отметить, что при сварке с использованием облучения лазерным светом первая группа проволок и вторая группа проволок предпочтительно расплавляются и становятся сплавленными в соответствующих контактных частях между ними с целью поддержания прочности сваренных частей.
Перечень ссылок
Патентные документы
[0003] Патентный документ 1: JP-2005-230318 А
Сущность изобретения
[0004] С целью повышения ее прочности как армирующей структуры существует случай, в котором используют металлическую сетку, образованную из множества проволок из разных материалов. Этот случай будет описан с помощью примера, в котором на основании вышеописанного способа обработки лазерным светом облучают каждую из проволок из двух типов материала, для которых разница в соответствующих точках плавления является большой. Когда проводят облучение лазерным светом при интенсивности, необходимой для расплавления проволоки, имеющей относительно высокую точку плавления (далее в данном документе называемую первой проволокой) из двух типов проволоки, существует вероятность, что проволока, которая имеет относительно низкую точку плавления (далее в данном документе называемая второй проволокой) из двух типов проволоки, может расплавиться, и что вторая проволока может быть термически разрезана. С другой стороны, когда проводят облучение лазерным светом при интенсивности, необходимой для расплавления второй проволоки, существует вероятность, что первая проволока не будет расплавлена. Другими словами, в любом из этих случаев, как первая, так и вторая проволока не будут расплавлены и не станут сплавленными в контактной части, и, таким образом, существует проблема возможности случая, когда прочность контактной части поддерживать нельзя.
[0005] Целью настоящего изобретения является обеспечение катетера, способного затруднять расхождение концевых частей металлической сетки даже когда используют множество проволок, имеющих разные точки плавления.
[0006] Катетер в соответствии с первым аспектом настоящего изобретения содержит цилиндрический армирующий элемент, идущий в продольном направлении, образованный из плетеного корпуса, полученного путем сплетения в форму сетки множества первых проволок, идущих в первом направлении, и множества вторых проволок, идущих во втором направлении, пересекающем первое направление. Точка плавления множества первых проволок превышает на 500°С или более точку плавления множества вторых проволок. По меньшей мере на одном конце обеих концевых частей в продольном направлении армирующего элемента соединительные части образованы на некоторых из множества точек пересечения между множеством первых проволок и множеством вторых проволок. Соединительная часть соединяет первую пересекающуюся проволоку и вторую пересекающуюся проволоку, при этом первая пересекающаяся проволока и вторая пересекающаяся проволока составляют множество первых проволок и множество вторых проволок, пересекающихся друг с другом в некоторых из множества точек пересечения. Соединительная часть соединяет первую пересекающуюся проволоку и вторую пересекающуюся проволоку посредством сплавления первой пересекающейся проволоки и второй пересекающейся проволоки в контактной части между каждой из первой пересекающейся проволоки и второй пересекающейся проволоки.
[0007] В катетере соединительная часть образована в результате сплавления первой пересекающейся проволоки и второй пересекающейся проволоки в контактной части между каждой из первой пересекающейся проволоки и второй пересекающейся проволоки, и при этом происходит соединение первой пересекающейся проволоки и второй пересекающейся проволоки. Таким образом катетер может затруднять расхождение концевых частей в продольном направлении армирующего элемента даже при использовании в качестве армирующего элемента плетеного корпуса, который образован из множества первых проволок и множества вторых проволок, имеющих разные точки плавления.
[0008] В соответствии с первым аспектом настоящего изобретения в случае множества первых проволок и множества вторых проволок, соответственно, по меньшей мере один конец обеих их концевых частей в продольном направлении может содержать изогнутую часть, изгибающуюся относительно продольного направления. Даже когда каждая из множества первых проволок и множества вторых проволок изогнута в изогнутой части, катетер может сохранять конфигурацию, в которой каждая из множества первых проволок и множества вторых проволок соединены вместе в результате сплавления каждой из множества первых проволок и множества вторых проволок в соединительной части.
[0009] В соответствии с первым аспектом настоящего изобретения в случае второй пересекающейся проволоки вторая дистальная концевая часть, находящаяся ближе к дистальной концевой стороне, чем соединительная часть, может быть намотана на первую пересекающуюся проволоку. В этом случае катетер может даже более прочно соединять первую пересекающуюся проволоку и вторую пересекающуюся проволоку.
[0010] В соответствии с первым аспектом настоящего изобретения катетер может дополнительно содержать внутреннюю трубку, имеющую цилиндрическую форму, центрированную относительно центральной оси армирующего элемента и расположенную в полости армирующего элемента, и внешнюю трубку, имеющую цилиндрическую форму, центрированную относительно центральной оси и покрывающую армирующий элемент с внешней стороны. Когда проволока или что-то подобное проходит через полость армирующего элемента внутренняя трубка может препятствовать тому, чтобы проволока цеплялась за армирующий элемент. Кроме того, внешняя трубка может препятствовать оголению армирующего элемента. Таким образом, катетер может снижать возможность того, что армирующий элемент будет цепляться за стенки кровеносного сосуда, когда катетер проходит через кровеносный сосуд.
[0011] В соответствии с первым аспектом настоящего изобретения светопропускание внутренней трубки может быть выше, чем светопропускание внешней трубки. Когда проводят облучение лазерным светом с целью соединения множества первых проволок и множества вторых проволок посредством нагревания множества первых проволок и множества вторых проволок, внутренняя трубка может препятствовать теплообразованию в результате поглощения лазерного света. Таким образом, можно снизить возможность плавления или повреждения внутренней трубки вследствие теплообразования.
[0012] В соответствии с первым аспектом настоящего изобретения материалом внутренней трубки может быть политетрафторэтилен. В этом случае можно легко реализовать внутреннюю трубку, имеющую высокое светопропускание.
[0013] В соответствии с первым аспектом настоящего изобретения первая пересекающаяся проволока может быть расположена с одной стороны в третьем направлении относительно второй пересекающейся проволоки, при этом третье направление является ортогональным первому направлению и второму направлению. В этом случае первую пересекающуюся проволоку и вторую пересекающуюся проволоку можно легко соединить посредством облучения лазерным светом в одной стороны в третьем направлении. Кроме того, когда проводят облучение лазерным светом и образуется соединительная часть, большая часть энергии лазерного света передается первой проволоке, имеющей высокую точку плавления, и при этом первая проволока может расплавиться. Кроме того, можно предотвращать передачу энергии лазерного света второй проволоке, имеющей низкую точку плавления, и при этом вторую проволоку можно плавить и термически разрезать.
[0014] В соответствии с первым аспектом настоящего изобретения форма поперечного сечения одной из множества первых проволок и множества вторых проволок может быть круглой, а форма поперечного сечения другой из множества первых проволок и множества вторых проволок может быть прямоугольной. Также в соответствии с первым аспектом настоящего изобретения форма поперечного сечения множества первых проволок может быть круглой, а форма поперечного сечения множества вторых проволок может быть прямоугольной. В этом случае процесс для катетера можно легко реализовать с образованием соединительной части посредством сплавления первой пересекающейся проволоки и второй пересекающейся проволоки в контактной части между каждой из первой пересекающейся проволоки и второй пересекающейся проволоки.
[0015] В соответствии с первым аспектом настоящего изобретения коэффициент поглощения множества первых проволок может быть больше, чем коэффициент поглощения множества вторых проволок. В этом случае, даже если соединение первой и второй проволоки реализуют посредством одновременного облучения лазерным светом, первую проволоку и вторую проволоку можно должным образом плавить и сплавлять, и при этом каждая из них может быть соединена.
[0016] В соответствии с первым аспектом настоящего изобретения в случае второй пересекающейся проволоки композиция части, отличной от соединительной части, может быть такой же вне зависимости от расстояния до соединительной части. В этом случае, поскольку композицию второй проволоки можно стабильно поддерживать, катетер может поддерживать прочность плетеного корпуса.
[0017] В соответствии с первым аспектом настоящего изобретения материалом множества первых проволок может быть вольфрам, а материалом множества вторых проволок может быть нержавеющая сталь. В этом случае благоприятные рабочие характеристики введения для катетера можно реализовать за счет плетеного корпуса. Кроме того, поскольку вольфрам имеет превосходные свойства экранирования излучения, верификацию положения катетера внутри тела легко можно проводить, используя облучение.
[0018] Способ производства катетера в соответствии со вторым аспектом настоящего изобретения представляет собой способ производства для производства катетера, содержащего
цилиндрический армирующий элемент, идущий в продольном направлении, состоящий из плетеного корпуса, полученного путем сплетения в форму сетки множества первых проволок, идущих в первом направлении, и множества вторых проволок, идущих во втором направлении, пересекающем первое направление, при этом точка плавления множества первых проволок превышает на 500°С или более точку плавления множества вторых проволок, при этом по меньшей мере на одном конце обеих концевых частей в продольном направлении армирующего элемента соединительные части образованы на некоторых из множества точек пересечения между множеством первых проволок и множеством вторых проволок, при этом соединительная часть соединяет путем сплавления в соответствующих контактных частях первую проволоку [n] и вторую проволоку [n], пересекающиеся друг с другом в соединительной точке пересечения [n] из множества точек пересечения, и при этом первая проволока [n] расположена с одной стороны в третьем направлении относительно второй проволоки [n], при этом третье направление является ортогональным первому направлению и второму направлению в соединительной точке [n] пересечения. Способ производства включает:
первый шаг облучения для сплавления и соединения первой проволоки [n] и второй проволоки [n] в соединительной точке [n] пересечения и термического разрезания секции второй проволоки [n] ближе к одной стороне во втором направлении, чем соединительная точка [n] пересечения, посредством облучения в соединительной точке [n] пересечения лазерным светом с одной стороны в третьем направлении первой области [n] облучения, включающей по меньшей мере часть с одной стороны во втором направлении соединительной области [n] с перекрытием первой проволоки [n] и второй проволоки [n], если смотреть на плетеный корпус с одной стороны в третьем направлении, и часть второй проволоки [n], не перекрывающуюся с первой проволокой [n], и
второй шаг облучения после облучения лазерным светом на первом шаге облучения для разрезания первой проволоки [n] в положении второй области [n] облучения посредством облучения лазерным светом с одной стороны в третьем направлении второй области [n] облучения, отстоящей в одну сторону в третьем направлении от соединительной точки [n] пересечения первой проволоки [n].
[0019] Облучение лазерным светом на первом шаге облучения сначала нагревает и плавит часть первой проволоки [n], а потом, одновременно с нагреванием и плавлением и термическим разрезанием второй проволоки [n], соединяет расплавленную первую проволоку [n] и вторую проволоку [n] посредством сплавления первой проволоки [n] и второй проволоки [n]. Облучение лазерным светом на втором шаге облучения нагревает и термически разрезает первую проволоку [n]. Таким образом, расхождение по меньшей мере одной стороны в продольном направлении армирующего элемента маловероятно из-за соединительной части.
[0020] В вышеописанном способе производства соединение посредством сплавления первой проволоки [n] и второй проволоки [n] и термическое разрезание второй проволоки [n] проводят одновременно посредством одновременного облучения лазерным светом на первом шаге облучения. Таким образом, можно снизить возможность нарушения точности позиционной взаимосвязи между положением соединительной части и положением термического разрезания второй проволоки. Кроме того, энергия лазерного света сначала передается первой проволоке [n], а оставшаяся энергия передается второй проволоке [n]. Таким образом, даже если точка плавления первой проволоки на 500°С или более превышает точку плавления второй проволоки, соединение первой проволоки [n] и второй проволоки [n] и термическое разрезание второй проволоки [n] можно эффективно проводить посредством одновременного облучения лазерным светом.
[0021] Во втором аспекте по меньшей мере на одном из первого шага облучения и второго шага облучения можно проводить облучение лазерным светом, меняя в течение времени энергию, передаваемую плетеному корпусу за счет облучения лазерным светом.
[0022] В этом случае, поскольку возможно предотвращать перенос тепла в направлении близком к области облучения лазерным светом в первой проволоке и второй проволоке, возможно предотвращать плавление, испарение и разрушение первой проволоки и второй проволоки вблизи области облучения лазерным светом.
[0023] Во втором аспекте по меньшей мере один из первого шага облучения и второго шага облучения может включать предварительный шаг облучения лазерным светом, имеющим относительно небольшую интенсивность, и последующий шаг облучения лазерным светом, имеющим относительно большую интенсивность, после предварительного шага облучения.
[0024] В этом случае возможно даже эффективнее предотвращать плавление, испарение и разрушение первой проволоки и второй проволоки вблизи области облучения лазерным светом.
[0025] Во втором аспекте по меньшей мере на одном из первого шага облучения и второго шага облучения можно проводить периодическое облучение лазерным светом множество раз.
[0026] В этом случае возможно даже эффективнее предотвращать плавление, испарение и разрушение первой проволоки и второй проволоки вблизи области облучения лазерным светом.
[0027] Во втором аспекте в случае множества точек пересечения в первой точке пересечения, в которой первая проволока [n+1], которая является смежной с первой проволокой [n] с другой стороны во втором направлении, пересекает вторую проволоку [n], первая проволока [n+1] может быть расположена с одной стороны в третьем направлении относительно второй проволоки [n], и в случае множества точек пересечения во второй точке пересечения, в которой вторая проволока [n+1], которая является смежной со второй проволокой [n] с другой стороны в первом направлении, пересекает первую проволоку [n], вторая проволока [n+1] может быть расположена с одной стороны в третьем направлении относительно первой проволоки [n].
[0028] Когда первая проволока [n] и вторая проволока [n] соединены в соединительной точке пересечения [n], катетер может препятствовать перемещению первой проволоки [n] с одной стороны в третьем направлении с помощью второй проволоки [n+1]. Дополнительно, когда связывание первой проволоки [n] и второй проволоки [n] происходит в соединительной точке [n] пересечения, катетер может препятствовать перемещению второй проволоки [n] с одной стороны в третьем направлении с помощью первой проволоки [n+1].
[0029] Второй аспект может включать:
третий шаг облучения после облучения лазерным светом на втором шаге облучения в соединительной точке [n+1] пересечения, в которой первая проволока [n+1] и вторая проволока [n+1] пересекают друг друга, сплавление и соединение первой проволоки [n+1] и второй проволоки [n+1] в соединительной точке [n+1] пересечения и термического разрезания секции второй проволоки [n+1] ближе к одной стороне во втором направлении, чем соединительная точка пересечения [n+1], посредством облучения лазерным светом с одной стороны в третьем направлении первой области облучения [n+1], включающей по меньшей мере часть с одной стороны во втором направлении соединительной области [n+1] с перекрытием первой проволоки [n+1] и второй проволоки [n+1], если смотреть на плетеный корпус с одной стороны в третьем направлении, и часть второй проволоки [n+1], не перекрывающуюся с первой проволокой [n+1], и
четвертый шаг облучения после облучения лазерным светом на третьем шаге облучения для разрезания первой проволоки [n+1] в положении второй области облучения [n+1] посредством облучения лазерным светом с одной стороны в третьем направлении второй области облучения [n+1], отстоящей в одну сторону в первом направлении от соединительной точки [n+1] пересечения первой проволоки [n+1].
[0030] В этом случае первую проволоку [n+1] и вторую проволоку [n+1] можно соединять и термически разрезать.
[0031] Во втором аспекте соединительная точка [n] пересечения и соединительная точка [n+1] пересечения могут быть расположены вдоль продольного направления.
[0032] Во втором аспекте возможно разрезать армирующий элемент в направлении ортогональном продольному направлению.
[0033] Во втором аспекте на первом шаге облучения и втором шаге облучения облучение лазерным светом можно проводить в состоянии, в котором инертный газ в состоянии ламинарного потока направляют на армирующий элемент.
[0034] В этом случае, следовательно, возможно препятствовать опаливанию маслом и окислению первой проволоки и второй проволоки в результате лазерного облучения.
[0035] Второй аспект может дополнительно включать:
предварительный шаг размещения внутренней трубки, имеющей круглую цилиндрическую форму, вокруг металлической проволоки, имеющей форму цилиндрического стержня, идущего в продольном направлении, и размещения металлической проволоки и внутренней трубки в полости армирующего элемента, при этом на первом шаге облучения и втором шаге облучения проводят облучение лазерным светом плетеного корпуса армирующего элемента, полученного на предварительном шаге, и
последующий шаг размещения внешней трубки, имеющей круглую цилиндрическую форму, вокруг армирующего элемента после облучения лазерным светом на втором шаге облучения.
[0036] В этом случае можно производить катетер, который имеет армирующий элемент, внутреннюю трубку и внешнюю трубку. В частности, используя металлическую проволоку, можно легко производить катетер с тонкой внутренней трубкой. Кроме того, используя металлическую проволоку, можно предотвращать прохождение лазерного света, которым облучают армирующий элемент, через полость и достижение противоположной стороны. В результате можно снизить возможность расплавления армирующего элемента с противоположной стороны лазерным светом.
[0037] В соответствии со вторым аспектом светопропускание внутренней трубки может быть выше, чем светопропускание внешней трубки.
[0038] В этом случае можно предотвращать теплообразование во внутренней трубке вследствие поглощения света. Таким образом, можно снизить вероятность расплавления или повреждения внутренней трубки вследствие теплообразования в результате облучения лазерным светом и вероятность расплавления и соединения первой проволоки и второй проволоки в секции, отличной от соединительной части.
[0039] Во втором аспекте теплопроводность металлической проволоки может составлять от 350 до 450 Вт/мК.
[0040] Другими словами, поскольку термическая диффузия стимулируется за счет использования материала, имеющего высокую теплопроводность, в металлической проволоке, также возможно дополнительно предотвращать локальное повышение температуры металлической проволоки за счет термической диффузии. В результате можно снизить возможность расплавления внутренней трубки вследствие повышения температуры в металлической проволоке.
Краткое описание графических материалов
[0041]
На фиг. 1 приведено изображение, иллюстрирующее катетер 1 и соединители 9.
На фиг. 2 приведено изображение, иллюстрирующее катетер 1. На фиг. 3 приведено изображение, иллюстрирующее армирующий элемент 2 в несобранной конфигурации.
На фиг. 4 приведено изображение в перспективе увеличенной части армирующего элемента 2 в несобранной конфигурации.
На фиг. 5 приведено изображение, иллюстрирующее область вблизи дистальной концевой части армирующего элемента 2 в несобранной конфигурации.
На фиг. 6 приведено изображение в перспективе увеличенной части фиг. 5.
На фиг. 7 приведена фотография, на которой изображены соединительные части 5 армирующего элемента 2.
На фиг. 8 приведена фотография, на которой изображено поперечное сечение соединительной части 5[х].
На фиг. 9 приведено схематическое изображение, иллюстрирующее поперечное сечение соединительной части с использованием известного способа.
На фиг. 10 приведена блок-схема, иллюстрирующая способ производства катетера 1.
На фиг. 11 приведено изображение, иллюстрирующее материал 10 длинной проволоки, полученный с помощью предварительного процесса.
На фиг. 12 приведено изображение в перспективе увеличенной части армирующего элемента 2 в несобранной конфигурации в ходе производства катетера 1.
На фиг. 13 приведено изображение, если смотреть с первого направления, области вблизи соединительной точки пересечения Qc[n].
На фиг. 14А приведено изображение, иллюстрирующее процесс, в котором формируют соединительную часть 5[n] посредством облучения лазерным светом.
На фиг. 14Б приведено изображение, иллюстрирующее процесс, в котором формируют соединительную часть 5[n] посредством облучения лазерным светом.
На фиг. 15А приведено пояснительное изображения, описывающее выходной профили лазерного света.
На фиг. 15Б приведено пояснительное изображения, описывающее выходной профили лазерного света.
На фиг. 16А приведено изображение, иллюстрирующее процесс термического разрезания первой проволоки 3[n] посредством облучения лазерным светом.
На фиг. 16Б приведено изображение, иллюстрирующее процесс термического разрезания первой проволоки 3[n] посредством облучения лазерным светом.
На фиг. 17А приведено изображение, иллюстрирующее конфигурацию при термическом разрезании первой проволоки 3[n].
На фиг. 17Б приведено изображение, иллюстрирующее конфигурацию при термическом разрезании первой проволоки 3[n].
На фиг. 18 приведено изображение, иллюстрирующее последующий процесс размещения внешней трубки 7.
На фиг. 19А приведено пояснительное изображение, описывающее выходной профили лазерного света в
модифицированном примере.
На фиг. 19Б приведено пояснительное изображение, описывающее выходной профиль лазерного света в модифицированном примере.
Описание вариантов осуществления
[0042] Обзор катетера 1
Далее вариант осуществления настоящего изобретения будет описан со ссылкой на графические материалы. Как показано на фиг. 1 и фиг. 2, катетер 1 содержит армирующий элемент 2, внутреннюю трубку 6 и внешнюю трубку 7. Далее направление вдоль катетера 1 называется «продольным направлением». Из двух концевых частей в продольном направлении катетера 1 концевая часть, соответствующая одной стороне, называется «дистальной концевой частью 1D». Из двух концевых частей в продольном направлении катетера 1 концевая часть, соответствующая другой стороне, называется «проксимальной концевой частью 1Р». Катетер 1 содержит внутри полость 6L для пропускания через нее проволоки или чего-то подобного. Полость 6L идет в продольном направлении между дистальной концевой частью 1D и проксимальной концевой частью 1Р катетера 1. Соединитель 9 для пропускания проволоки или чего-то подобного через катетер 1 соединен с проксимальной концевой частью 1Р катетера 1. Армирующая трубка 90 укрепляет область вблизи соединительной части между проксимальной концевой частью 1Р катетера 1 и соединителем 9. В плоскости, ортогональной продольному направлению, радиальное направление, которое использует линию, проходящую через центр поперечного сечения катетера 1 (называемую «центральной линией С»), в качестве точки отсчета называется третьим направлением. В случае третьего направления сторона вблизи центральной линии С катетера 1 называется «внутренней стороной», а сторона, отстоящая от центральной линии С катетера 1, называется «внешней стороной».
[0043] Армирующий элемент 2
Армирующий элемент 2 представляет собой гибкий трубчатый элемент. Армирующий элемент 2 усиливает прочности в продольном направлении катетера 1. Армирующий элемент 2 идет от дистальной концевой части 1D к проксимальной концевой части 1Р катетера 1 вдоль продольного направления. Армирующий элемент 2 образован в результате придания плетеному корпусу 20 (см. фиг. 3), образованному множеством переплетеных металлических проволок, круглой цилиндрической формы и обрезания обеих его концевых частей. Центральная линия С идет в продольном направлении, проходя через центр плетеного корпуса 20.
[0044] На фиг. 3 и фиг. 4 показана часть плетеного корпуса 20 в разобранной конфигурации. Плетеный корпус 20 содержит множество первых проволок 30 и множество вторых проволок 40. Множество первых проволок 30 идут в первом направлении, которое пересекает продольное направление. Множество вторых проволок 40 идут во втором направлении, которое пересекает продольное направление и первое направление. Плетеный корпус 20 представляет собой так называемую плетеную металлическую сетку, которая образована из проволочной сети, сплетенной в сетку, образованную множеством первых проволок 30 и множеством вторых проволок 40, по очереди проходящих друг над другом, по две проволоки за раз. Как показано на фиг. 4, направление, ортогональное первому направлению и второму направлению, соответствует третьему направлению. Третье направление является ортогональным продольному направлению. Ближняя сторона на фиг. 3 соответствует внешней стороне в третьем направлении. Дальняя сторона на фиг. 3 соответствует внутренней стороне в третьем направлении.
[0045] Как показано на фиг. 3, множество первых проволок 30 обозначены соответственно как первая проволока 3[n-1], первая проволока 3[n], первая проволока 3[n+1] и т.д., при этом в целом они называются первыми проволоками 3. Множество вторых проволок 40 обозначены соответственно как вторая проволока 4 [n-1], вторая проволока 4 [n], вторая проволока 4 [n+1] и т.д., при этом в целом они называются вторыми проволоками 4. Множество положений, в которых пересекаются множество первых проволок 30 и множество вторых проволок 40, называются множеством точек Q пересечения. На фиг. 3 в случае множества точек пересечения Q, позиционное обозначение приписано только точке Q пересечения, в которой первая проволока 3[n+2] и вторая проволока 4[n+4] пересекают друг друга, а позиционные обозначения для оставшегося множества точек Q пересечения опущены.
[0046] В случае множества точек Q пересечения, показанных на фиг. 3, в точках Q пересечения, расположенных в положениях, перекрывающихся с виртуальными линиями LI, L2, L3, L4 и L5, идущими в продольном направлении, первая проволока 3 расположена с внешней стороны в третьем направлении (ближняя сторона на фиг. 3) относительно второй проволоки 4.
[0047] Материалом первой проволоки 3 является вольфрам (W), а его точка плавления составляет 3422°С.Форма поперечного сечения первой проволоки 3 представляет собой идеальный круг (см. фиг. 4). Коэффициент поглощения первой проволоки 3 равен или превышает 0,4. Материалом второй проволоки 4 является нержавеющая сталь (SUS 304), а ее точка плавления составляет 1450°С.Форма поперечного сечения второй проволоки 4 представляет собой прямоугольник (см. фиг. 4). Коэффициент поглощения второй проволоки 4 приблизительно равен 0,3. Разница между точками плавления первой проволоки 3 и второй проволоки 4 составляет приблизительно 2000°С.Точка плавления первой проволоки 3 по меньшей мере на 500°С превышает точку плавления второй проволоки 4. Коэффициент поглощения первой проволоки 3 превышает коэффициент поглощения второй проволоки 4. Следует отметить, что для того, чтобы коэффициент поглощения первой проволоки 3 превышал коэффициент поглощения плавления второй проволоки 4, для первой проволоки 3 используют черную проволоку.
[0048] Концевая часть со стороны дистального конца армирующего элемента 2, показанного на фиг. 1 (далее называемая в данном документе дистальной концевой частью 2D армирующего элемента 2), и концевая часть со стороны проксимального конца (далее называемая в данном документе проксимальной концевой частью 2Р армирующего элемента 2 (см. фиг. 1)) образованы, соответственно, посредством разрезания плетеного корпуса 20 с помощью облучения лазерным светом. Кроме того, в дистальной концевой части 2D и проксимальной концевой части 2Р множество соединительных частей 50 (см. фиг. 5) образованы на некоторых из точек Q пересечения между множеством первых проволок 30 и множеством вторых проволок 40 так, что множество первых проволок 30 и множество вторых проволок 40 разрезанного плетеного корпуса 20 не расходятся.
[0049] Как показано на фиг. 3 и фиг. 4, с обеих сторон в первом направлении сторона вблизи дистальной концевой части 2D (см. фиг. 1) называется «первой дистальной концевой стороной», а сторона вблизи проксимальной концевой части 2Р (см. фиг. 1) называется «первой проксимальной концевой стороной». С обеих сторон во втором направлении сторона вблизи дистальной концевой части 2D (см. фиг. 1) называется «второй дистальной концевой стороной», а сторона вблизи проксимальной концевой части 2Р (см. фиг. 1) называется «второй проксимальной концевой стороной».
[0050] На фиг. 5 приведено изображение, на котором увеличена область дистальной концевой части 2D армирующего элемента 2. Множество соединительных частей 50 обозначены соответственно как соединительная часть 5[n], соединительная часть 5[n+1] и т.д., при этом в целом они называются соединительной частью 5. Из множества точек Q пересечения точки пересечения, в которых образованы соединительные части, называются соединительной точкой Qc[n] пересечения, соединительной точкой Qc[n+1] пересечения и т.д. Соединительная часть 5[х] (х представляет собой одно из n, n+1, n+2, n+3, п+4 или n+5) образована в соединительной точке Qc[x] пересечения между первой проволокой 3[х] и второй проволокой 4[х]. В соединительной точке пересечения Qc[x] соединительная часть 5[х] соединяет первую проволоку 3[х] и вторую проволоку 4[х] посредством сплавления первой проволоки 3[х] и второй проволоки 4[х] в контактной части между ними.
Конкретнее, сплав в соединительной части 5[х] представляет собой состояние, которое удовлетворяет следующим условиям.
(1) Первую проволоку 3[х] и вторую проволоку 4[х] расплавляют посредством облучения лазерным светом.
(2) Компоненты каждой из первой проволоки 3[х] и второй проволоки 4[х] смешиваются и диффундируют, после чего их подвергают расплавлению и отверждению.
(3) Всю граничную поверхность между первой проволокой 3[х] и второй проволокой 4[х] не покрывают слоеминтерметаллического соединения.
(4) Первая проволока 3[х] и вторая проволока 4[х] не разделены границей, созданной слоем интерметаллического соединения (3), при этом также образуется твердый раствор, и первая проволока 3[х] и вторая проволока 4[х] благополучно смешиваются.
Соединительная точка Qc[n] пересечения и соединительная точка Qc[n+1] пересечения, соединительная точка Qc[n+2] пересечения и соединительная точка Qc[n+3] пересечения и соединительная точка Qc[n+4] пересечения и соединительная точка Qc[n+5] пересечения расположены соответственно вдоль продольного направления.
[0051] В соединительной точке Qc[x] пересечения первая проволока 3[х] расположена с внешней стороны (ближняя сторона на фиг. 5) относительно второй проволоки 4[х]. Как показано на фиг. 6 и фиг. 7, в случае второй проволоки 4[х] секция, находящаяся ближе ко второй дистальной концевой части во втором направлении, чем соединительная точка Qc[x] пересечения, изгибается к внешней стороне в третьем направлении (ближняя сторона на фиг. 6 и фиг. 7) и наматывается на первую проволоку 3[х]. Концевая часть первой проволоки 3 [х] в направлении первой дистальной концевой части в первом направлении отстоит от соединительной точки Qc[x] пересечения. Другими словами, первая проволока 3[х] идет, немного отклоняясь от соединительной точки Qc[x] пересечения к первой дистальной стороне в первом направлении. Расстояние в первом направлении между концевой частью на первой дистальной концевой стороне первой проволоки 3[х] и соединительной точкой Qc[x] пересечения составляет величину от 0,03 мм до 0,15 мм.
[0052] На фиг. 8 приведено изображение поперечного сечения, иллюстрирующее конфигурацию, в которой в соединительной точке Qc[x] пересечения первая проволока 3[х] и вторая проволока 4[х] соединены соединительной частью 5[х]. Как показано на фиг. 8, на граничных поверхностях каждой из первой проволоки 3[х] и второй проволоки 4[х], была подтверждена конфигурация, когда первая проволока 3[х] и вторая проволока 4[х] были смешаны вместе посредством образованного твердого раствора и были перекристаллизованы. Следует отметить, что, когда первая проволока (металлический материал 1, такой как сталь или что-то подобное) и вторая проволока (материал 2, такой как алюминиевый сплав или что-то подобное) соединены с использованием общеизвестного способа, например, первая проволока и вторая проволока разделены слоем интерметаллического соединения, образованным на каждой из граничных поверхностей первой проволоки и второй проволоки, как показано на фиг. 9. На основании этого результата было подтверждено, что соединительная часть 5[х] может более прочно соединять первую проволоку 3[х] и вторую проволоку 4[х] по сравнению с известным уровнем техники.
[0053] Внутренняя трубка 6, внешняя трубка 7, мягкий наконечник 8.
Как показано на фиг. 2, внутренняя трубка 6 имеет круглую цилиндрическую форму, центрированную относительно центральной линии С, и расположена в полости 2L армирующего элемента 2. Материалом внутренней трубки 6 является политетрафторэтилен (ПТФЭ). Светопропускание внутренней трубки 6 равно или превышает 90%. Полость 6L внутренней трубки 6 идет в продольном направлении и образует полость 6L катетера 1. Внутренняя трубка 6 предназначена для разделения полости 6L катетера 1 и армирующего элемента 2 и препятствует тому, чтобы проволока или что-то подобное, проходящая через полость 6L, цеплялась за армирующий элемент 2.
[0054] Внешняя трубка 7 имеет круглую цилиндрическую форму, центрированную относительно центральной линии С, и покрывает внешнюю сторону армирующего элемента 2. Материалом внешней трубки 7 является окрашенный резиновый материал, содержащий пигмент. Светопропускание внешней трубки 7 является меньшим, чем 90%. Светопропускание внешней трубки 7 более предпочтительно составляет от 10% до 20%. Светопропускание внутренней трубки 6 превышает светопропускание внешней трубки 7.
[0055] Как показано на фиг. 1, внешняя трубка 7 содержит первую внешнюю трубку 71, вторую внешнюю трубку 72, третью внешнюю трубку 73 и четвертую внешнюю трубку 74, каждая из которых имеет отличающуюся жесткости. Первая внешняя трубка 71, вторая внешняя трубка 72, третья внешняя трубка 73 и четвертая внешняя трубка 74 расположены в продольном направлении и выровнены в таком порядке от дистальной концевой части 1D к проксимальной концевой части 1Р катетера 1. Жесткость внешней трубки 7 постепенно возрастает в порядке: первая внешняя трубка 71, вторая внешняя трубка 72, третья внешняя трубка 73 и четвертая внешняя трубка 74.
[0056] Мягкий наконечник 8 находится в дистальной концевой части 1D катетера 1. Мягкий наконечник 8 контактирует с каждой из ближней области концевой части на дистальной концевой стороне боковой поверхности внутренней трубки 6 и ближней области дистальной концевой части 2D армирующего элемента 2. Мягкий наконечник 8 прикреплен к внутренней трубке 6 и армирующему элементу 2 посредством сварки и заканчивает дистальную концевую часть 1D катетера 1.
[0057] Изогнутая часть 2R находится вблизи дистальной концевой части 1D катетера 1. Изогнутая часть 2R образована в результате искривления каждого из армирующего элемента 2, внутренней трубки 6 и внешней трубки 7 относительно продольного направления.
[0058] Способ производства катетера 1
Способ производства катетера 1 будет описан со ссылкой на фиг. 10. В представленном варианте осуществления катетер 1 образован в результате соединения и термического обрезания обоих концов в продольном направлении армирующего элемента 2 посредством облучения лазерным светом, при этом образуются дистальная концевая часть 2D и проксимальная концевая часть 2Р. Предполагается, что сначала обрезается дистальный конец армирующего элемента 2 посредством облучения лазерным светом и образуется дистальная концевая часть 2D, а потом обрезается проксимальный конец армирующего элемента 2 посредством облучения лазерным светом и образуется проксимальная концевая часть 2 Р.
[0059] Сначала проводят предварительный процесс (шаг S11). В предварительном процессе подготавливают металлическую проволоку 100, внутреннюю трубку 6 и армирующий элемент 2 (см. фиг. 11). Это более подробно описано следующим образом.
[0060] Вытягивают длинный проволочный материал 10, намотанный на бобину. Как показано на фиг. 11, необходимую длину вытянутого длинного проволочного материала 10 ориентировочно отрезают, используя ножницы или что-то подобное. Длинный проволочный материал 10 имеет конфигурацию, в которой внутренняя трубка 6, расположенная вокруг металлической проволоки 100 цилиндрической формы, расположена в полости 2L армирующего элемента 2. На фиг. 11 для облегчения понимания внутренняя трубка 6 и металлическая проволока 100, расположенные в полости 2L армирующего элемента 2, изображены видимыми. Металлическая проволока 100 выполнена из гибкой меди. Теплопроводность металлической проволоки 100 составляет от 350 до 450 Вт/мК. Посредством термической диффузии металлическая проволока 100 может препятствовать локальному повышению температуры при облучении лазерным светом в процессе производства. Поверхность металлической проволоки 100 покрыта серебряной краской и отражает лазерное излучение в процессе производства. Внутренняя трубка 6 выполнена из резины как покрытие для поверхности металлической проволоки 100. Светопропускание внутренней трубки 6 равно или превышает 90%, и при этом она пропускает лазерное излучение в процессе производства. Армирующий элемент 2 расположен с внешней стороны внутренней трубки 6 и является открытым. Кроме того, в предварительном процессе с целью удаления машинного масла и т.п., налипшего на множество первых проволок 30 и множество вторых проволок 40 (см. фиг. 3) при производстве армирующего элемента 2, проводят обезжиривание в отношении длинного проволочного материала 10, используя органический растворитель.
[0061] Как показано на фиг. 10, после предварительного процесса на шаге S11 определяют область облучения лазерным светом с целью соединения первой проволоки 3 и второй проволоки 4, используя соединительную часть 5, и разрезания второй проволоки 4 вблизи соединительной части 5 на дистальном конце длинного проволочного материала 10. После этого определяют положение источника лазерного света так, чтобы лазерное излучение падало на определенную области облучения (шаг S13). Предусмотрен случай, когда в дистальной части армирующего элемента 2 соединительные части 5[х] образуются последовательно в соответствии с каждым изменением времени х в порядке n, n+1, n+2, n+3 и т.д., и при этом образуется дистальная концевая часть 2D.
[0062] Будет описан случай, когда х=n, что означает, что первую проволоку 3[n] и вторую проволоку 4[n] соединяют посредством соединительной части 5[n] в соединительной точке Qc[n] пересечения, показанной на фиг. 5, а вторую проволоку 4[n] разрезают. Следует отметить, что как показано на фиг. 12, в соединительной точке Qc[n] пересечения, первая проволока 3[n] расположена с внешней стороны в третьем направлении относительно второй проволоки 4[n]. В соединительной точке Q1[n] пересечения, в которой первая проволока 3[n+1], которая является смежной с первой проволокой 3[n] на второй проксимальной концевой стороне во втором направлении, пересекает вторую проволоку 4[n], первая проволока 3[n+1] расположена с внешней стороны в третьем направлении относительно второй проволоки 4[n]. В соединительной точке Q2 [n] пересечения, в которой вторая проволока 4 [n+1], которая является смежной со второй проволокой 4 [n] на первой проксимальной концевой стороне в первом направлении, пересекает первую проволоку 3[n], вторая проволока 4[n+1] расположена с внешней стороны в третьем направлении относительно первой проволоки 3[n].
[0063] Область облучения лазерным светом, положение которой определяют на шаге S13, называется первой областью 51[n] облучения. В частности, первая область 51[n] облучения задана как область, описанная ниже. Как показано на фиг. 13, в соединительной точке Qc[n] пересечения определяют соединительную область 53[n], в которой первая проволока 3[n] перекрывает вторую проволоку 4 [n], если смотреть с внешней стороны плетеного корпуса 20 в третьем направлении. В этом случае первая область 51[n] облучения содержит по меньшей мере частичную секцию 511 второй дистальной концевой стороны во втором направлении соединительной области 53[n] и секцию 512, которая представляет собой секцию второй проволоки 4[n], находящуюся ближе ко второй дистальной концевой стороне, чем соединительная область 53 [n], и представляет собой секцию, которая не перекрывается с первой проволокой 3[n].
[0064] Следует отметить, что определение положения источника лазерного света проводят, используя систему визуализации. Система визуализации может отображать центр и периферические границы оптического пути лазерного света, определяемые в соответствии с положением источника света. Диаметр круглой формы, создаваемой периферическими границами оптического пути лазерного света (диаметр пятна лазерного света), устанавливают равным или меньшим относительно длины меньшего из диаметра первой проволоки 3 и ширины второй проволоки 4.
[0065] Как показано на фиг. 10, после определения положения источника лазерного света на шаге S13, продувание инертным газом в состоянии ламинарного потока начинают в направлении близком к первой области 51[n] облучения (см. фиг. 13) плетеного корпуса 20 (шаг S15). Инертный газ, конкретнее, представляет собой газообразный аргон или газообразный гелий. После этого из источника света подают лазерный свет в состоянии, в котором проводят продувание инертным газом. Таким образом, проводят облучение лазерным светом первой области 51[n] облучения с внешней стороны в третьем направлении (шаг S17).
[0066] Когда лазерным светом облучают первую область 51[n] облучения на шаге S17, как показано на фиг. 14А, сначала лазерным светом облучают первую проволоку 3[n]. Таким образом энергия лазерного света передается первой проволоке 3 [n], и происходит нагревание и расплавление первой проволоки 3[n]. Кроме того, энергия лазерного света уменьшается в результате передачи первой проволоке 3[n]. После этого лазерным светом облучают вторую проволоку 4[n]. Таким образом энергия лазерного света передается второй проволоке 4[n], и происходит нагревание и расплавление и термическое разрезание второй проволоки 4 [n]. В результате этого, как показано на фиг. 14Б, первая проволока 3[n] и вторая проволока 4[n] контактируют в секции взаимного соединения, сплавляются и, таким образом, соединяются. Кроме того, вторая проволока 4[n] термически разрезается в секции, находящейся ближе ко второй дистальной концевой стороне во втором направлении, чем соединительная часть 5[n], изгибается в направлении внешней стороны в третьем направлении и обматывается вокруг первой проволоки 3[n] (см. фиг. 6 и фиг. 7). После соединения первой проволоки 3[n] и второй проволоки 4[n] посредством соединительной точки Qc[n] пересечения облучение лазерным светом из источника света прекращают.
[0067] Следует отметить, что на шаге S17 связывание первой проволоки 3[n] и второй проволоки 4[n] и термическое разрезание второй проволоки 4[n] реализуют посредством одного импульса излучения лазерного света. Таким образом, по сравнению с тем, когда каждый процесс проводят отдельно, появление смещения между положением соединительной точки Qc[n] пересечения и положением термического разрезания второй проволоки 4[n] является маловероятным.
[0068] Кроме того, во время соединения первой проволоки 3[n] и второй проволоки 4[n] посредством облучения лазерным светом и термического разрезания второй проволоки 4[n] существует возможность, что первая проволока 3 и вторая проволока 4 могут генерировать тепло вследствие облучения лазерным светом в положении, отличном от соединительной точки Qc[n] пересечения. В этом случае существует возможность, что физические свойства первой проволоки 3 и второй проволоки 4 могут изменяться вследствие тепла, или же термическое разрезание может происходить в области, отличной от соединительной точки Qc[n] пересечения, что не является желательным. В отличие от этого, в представленном варианте осуществления облучение проводят, изменяя со временем энергию, передаваемую плетеному корпусу 20 за счет облучения лазерным светом. Таким образом, возможность генерации тепла первой проволокой 3 и второй проволокой 4 вследствие облучения лазерным светом в положении, отличном от соединительной точки Qc[n] пересечения, снижается. Это более подробно описано следующим образом.
[0069] Как показано на фиг. 15А, на шаге S17 один импульс лазерного света разделяют и проводят прерывистое облучение множество раз. Конкретнее, облучение лазерным светом проводят при поочередном и повторяемом переключении между периодом, когда интенсивность лазерного света является относительно большой (называемом «высокоуровневым периодом»), и периодом, когда интенсивность лазерного света является относительно небольшой (называемом в данном документе «низкоуровневым периодом»). В этом случае тепло, генерируемое энергией лазерного света в первой проволоке 3 и второй проволоке 4 плетеного корпуса 20 не может легко диффундировать в окружающие компоненты. Причиной этого является то, что тепло ослабевает во время низкоуровневого периода, когда интенсивность лазерного света является относительно небольшой, и диффузия тепла в окружающие компоненты подавляется. Этот эффект в целом называется эффектом разделенного импульса (охлаждающим эффектом). В этом случае, как показано на фиг. 15Б, можно подавлять диффузию тепла в окружающие компоненты (стрелки Y1) в результате непрерывного облучения одним импульсом лазерного света с постоянной интенсивностью.
[0070] Следует отметить, что интенсивность и период облучения лазерным светом корректируют так, чтобы было возможно передавать энергию, необходимую для термического разрезания первой проволоки 3 за счет энергии одного импульса. Также следует отметить, что достаточно, чтобы интенсивность лазерного света во время низкоуровневого периода была равной или меньшей половине интенсивности лазерного света во время высокоуровневого периода. Другими словами, достаточно, чтобы интенсивность лазерного света во время низкоуровневого периода составляла любое значение от 0% до 50% от интенсивности лазерного света во время высокоуровневого периода. Кроме того, когда интенсивность лазерного света во время низкоуровневого периода равна нулю, это означает, что облучение лазерным светом во время низкоуровневого периода прекращено. Кроме того, продолжительность времени низкоуровневого периода составляет одно из значений от 10% до 100% от продолжительности времени высокоуровневого периода.
[0071] Как показано на фиг. 10, после завершения облучения лазерным светом первой области облучения 51[n] на шаге S17 продувание инертным газом, начатое на шаге S15, прекращают (шаг S19). После этого определяют область облучения лазерным светом, облучаемую с целью разрезания первой проволоки 3[n] вблизи соединительной части 5[n]. Следует отметить, что в случае первой проволоки 3[n], показанной на фиг. 5, первую проволоку 3[n] термически разрезают в положении, отстоящем в направлении первой дистальной концевой стороны в первом направлении относительно соединительной точки Qc[n] пересечения.
[0072] После этого определяют положение источника лазерного света так, чтобы лазерное излучение падало на определенную область облучения (шаг S21). Как показано на фиг. 12, область облучения лазерным светом, положение которой определяют на шаге S21, называется второй областью 52[n] облучения. Как показано на фиг. 10, после определения положения источника лазерного света на шаге S21, продувание инертным газом в состоянии ламинарного потока начинают в направлении близком ко второй области 52 [n] облучения плетеного корпуса 20 (шаг S23). После этого из источника света подают лазерный свет в состоянии, в котором проводят продувание инертным газом. Таким образом, проводят облучение лазерным светом второй области 52[n] облучения с внешней стороны в третьем направлении (шаг S25).
[0073] Как показано на фиг. 1бА, когда проводят облучение лазерным светом на шаге S25, лазерный свет передает энергию второй области 52[n] облучения первой проволоки 3[n]. В результате этого, как показано на фиг. 16Б, происходит термическое разрезание первой проволоки 3[n] ближе к первой дистальной концевой стороне в первом направлении, чем соединительная часть 5[n]. После термического разрезания первой проволоки 3[n] облучение лазерным светом из источника света прекращают.
[0074] Следует отметить, что условия облучения лазерным светом второй области 52[n] облучения на шаге S23 являются такими же, как и условия облучения лазерным светом первой области 51[n] облучения на шаге S17. Другими словами, один импульс лазерного света разделяют и проводят прерывистое облучение множество раз. Таким образом тепло, генерируемое энергией лазерного света в первой проволоке 3[n] не может легко диффундировать в окружающие компоненты. В результате, как показано на фиг. 17А, область термического разрезания 301 первой проволоки 3[n], которая была термически разрезана посредством облучения лазерным светом, не смещается после прекращения облучения лазерным светом и сохраняется положение непосредственно после облучения лазерным светом.
Следовательно, как показано на фиг. 17Б, например, возможно подавлять диффузию тепла в окружающие компоненты в результате постоянного облучения одним импульсом лазерного света с постоянной интенсивностью и, таким образом, препятствовать смещению термически разрезанной части 301 первой проволоки 3[n] в направлении соединительной части 5[n] (стрелка Y2).
[0075] Как описано выше, сохраняется разделенное состояние термически разрезанной части 301 первой проволоки 3[n] и второй проволоки 4[n], и, таким образом, тепло термически разрезанной части 301 первой проволоки 3[n] не передается второй проволоке 4[n]. Таким образом, даже если лазерным светом облучают вторую область 52[n] облучения, композиция второй проволоки 4[n] не меняется за исключением части в соединительной части 5[n]. Другими словами, за исключением соединительной части 5[n] композиция второй проволоки 4 [n] является одинаковой вне зависимости от расстояния от соединительной части 5[n].
[0076] Как показано на фиг. 10, после завершения облучения лазерным светом второй области 52[n] облучения на шаге S25 продувание инертным газом, начатое на шаге S23, прекращают (шаг S27).
[0077] После этого оценивают, завершилось ли соединение и термическое разрезание для всех из первых проволок 3 и вторых проволок 4 на дистальном конце армирующего элемента 2 (шаг S29). Когда соединение и термическое разрезание не все завершены (нет на шаге S29), обработка возвращается к шагу S13. х обновляют от n до n+1, и повторяют шаги от S13 до S27. Таким образом, как показано на фиг. 5, в соединительной точке Qc[n+1] пересечения первую проволоку 3[n+1] и вторую проволоку 4[n+1] соединяют посредством соединительной части 5[n+1], а вторую проволоку 4[n+1] разрезают (от шага S13 до шага S19). Кроме того, первую проволоку 3[n+1] термически разрезают в положении, в случае первой проволоки 3[n+1] отстоящем в направлении первой дистальной концевой стороны в первом направлении относительно соединительной точки Qc[n+1] пересечения (от шага S21 до шага S27). В это время соединительную часть 5[n] и соединительную часть 5 [n+1] выравнивают в продольном направлении.
[0078] Вышеописанную обработку проводят повторно, обновляя х в порядке п+2 и n+3. Таким образом, как показано на фиг. 5, в соединительной точке Qc[n+2] пересечения первую проволоку 3[n+2] и вторую проволоку 4 [n+2] соединяют посредством соединительной части 5[n+2], а вторую проволоку 4[n+2] разрезают (от шага S13 до шага S19). Кроме того, первую проволоку 3[n+2] термически разрезают в положении, в случае первой проволоки 3[n+2] отстоящем в направлении первой дистальной концевой стороны в первом направлении относительно соединительной точке Qc[n+2] пересечения (от шага S21 до шага S27). Кроме того, в соединительной точке Qc[n+3] пересечения первую проволоку 3[n+3] и вторую проволоку 4[n+3] соединяют посредством соединительной части 5[n+3], а вторую проволоку 4[n+3] разрезают (от шага S13 до шага S19). Кроме того, первую проволоку 3[n+3] термически разрезают в положении, в случае первой проволоки 3[n+3] отстоящем в направлении первой дистальной концевой стороны в первом направлении относительно соединительной точки Qc[n+3] пересечения (от шага S21 до шага S27). В это время соединительную часть 5[n+2] и соединительную часть 5[n+3] выравнивают в продольном направлении.
[0079] Такую же самую обработку, как описана выше, проводят повторно, обновляя х в порядке n+4 и n+5. Таким образом, формируют соединительную часть 5[n+4] и соединительную часть 5[n+5], как показано на фиг. 5. Следует отметить, что соединительные части 5[n+4] и 5[n+5] выравнивают в продольном направлении. Кроме того, соединительные части 5[n], 5 [n+2] и 5 [n+4] и соединительные части 5[n+1], 5[n+3] и 5[n+5] соответственно выравнивают друг с другом в направлении, ортогональном продольному направлению. Таким образом, в дистальном конце армирующего элемента 2 армирующий элемент 2 обрезают в направлении, ортогональном продольному направлению, и формируют дистальную концевую часть 2D.
[0080] Как показано на фиг. 10, когда оценивают, что соединение и термическое разрезание всех из первых проволок 3 и вторых проволок 4 на дистальном конце армирующего элемента 2 завершилось (да на шаге S29), обработка переходит к шагу S31. Оценивают, завершилось ли соединение и термическое разрезание для всех из первых проволок 3 и вторых проволок 4 как на дистальном конце, так и на проксимальном конце армирующего элемента 2 (шаг S31). Когда соединение и термическое разрезание завершены только на дистальном конце армирующего элемента 2, и при этом на проксимальном конце соединение и термическое разрезание не завершены (нет на шаге S31), обработка возвращается к шагу S13. После этого проводят такой же процесс, что и для дистальной концевой части, в отношении первых проволок 3 и вторых проволок 4 на проксимальной конце армирующего элемента 2 (от шага S13 до шага S29). Таким образом, происходит обрезание проксимального конца армирующего элемента 2 и образование проксимальной концевой части 2Р (см. фиг. 1). После того, как оба конца армирующего элемента 2 обрезаны и образованы дистальная концевая часть 2D и проксимальная концевая часть 2Р (да на шаге S31), обработка переходит к шагу S33.
[0081] После этого проводят последний процесс для размещения внешней трубки 7 вокруг армирующего элемента 2 (шаг S33). Как показано на фиг. 18, металлическую проволоку 100, внутреннюю трубку 6 и армирующий элемент 2 пропускают через полость 74L четвертой внешней трубки 74, полость 73L третьей внешней трубки 73 и полость 72L второй внешней трубки 72. Следует отметить, хотя это и не показано на фиг. 18, металлическую проволоку 100, внутреннюю трубку 6 и армирующий элемент 2 также пропускают через полость первой внешней трубки 71. Во внешней трубке 7 первая внешняя трубка 71 (см. фиг. 1), вторая внешняя трубка 72, третья внешняя трубка 73 и четвертая внешняя трубка 7 4 расположены в порядке от дистальной концевой части 2D к проксимальной концевой части 2Р (см. фиг. 1) армирующего элемента 2.
[0082] Как показано на фиг. 10, после завершения последнего процесса (шаг S33) дистальную концевую часть 2D армирующего элемента 2 подвергают окончательной обработке, используя мягкий наконечник 8 (шаг S35). И наконец, металлическую проволоку 100 удаляют из полости 6L внутренней трубки 6 (шаг S37). Процесс производства катетера 1 завершают способом, описанным выше.
[0083] Способ применения катетера 1
Будет описан пример способа применения катетера 1. Сначала пользователь при необходимости проводит формование дистального конца катетера 1. Пользователем является врач и т.п.После этого полость 6L катетера 1 размещают вокруг направляющей проволоки, заранее вставленной в кровеносный сосуд. Пользователь надавливает на проксимальную концевую сторону катетера 1 и потихоньку проталкивает катетер 1 в кровеносный сосуд с дистальной концевой стороны. Следует отметить, что пользователь при необходимости вращает катетер 1, чтобы ориентировать дистальный конец катетера 1 в необходимом направлении. Таким образом, пользователь обеспечивает достижение дистального конца катетера 1 до целевого участка в кровеносном сосуде. После этого пользователь вытаскивает направляющую проволоку из катетера 1. В этом состоянии при необходимости пользователь вводит контрастную среду из соединителя 9, вставляет материал эмбола и т.п.
[0084] Действие и эффект представленного варианта осуществления
В катетере 1 первые проволоки 3[х] и вторые проволоки 4[х] сплавлены в каждой из контактных частей между ними, а соединительные части 5[х] образованы в результате соединения первых проволок 3[х] и вторых проволок 4[х]. Таким образом, плетеный корпус 20, образованный из множества первых проволок 30 и множества вторых проволок 40, имеющих точки плавления, которые отличаются на 500°С или более, используют в качестве армирующего элемента 2, при этом катетер 1 может затруднять расхождение концевых частей в продольном направлении армирующего элемента 2.
[0085] Армирующий элемент 2 изгибается в изогнутой части 2R. Даже когда на армирующий элемент 2 действует сила вследствие изгиба изогнутой части 2R, соединительные части 5[х] армирующего элемента 2 могут сохранять конфигурацию, в которой первые проволоки 3[х] и вторые проволоки 4[х] соединены друг с другом.
[0086] В случае второй проволоки 4[х] секция, находящаяся ближе ко второй дистальной концевой стороне, чем соединительная точка Qc[x] пересечения, изгибается в сторону внешней стороны в третьем направлении и наматывается вокруг первой проволоки 3[х] (см. фиг. 6 и фиг. 7). В этом случае катетер 1 может даже более прочно соединять первую проволоку 3[х] и вторую проволоку 4[х].
[0087] Катетер 1 имеет внутреннюю трубку 6. Внутренняя трубка 6 может препятствовать тому, что проволока или что-то подобное будет цепляться за армирующий элемент 2, когда проволоку или что-то подобное пропускают через полость 2L армирующего элемента 2. Кроме того, катетер 1 имеет внешнюю трубку 7, которая покрывает армирующий элемент 2 с внешней стороны. Внешняя трубка 7 может препятствовать оголению армирующего элемента 2. Таким образом, катетер 1 может снижать возможность того, что армирующий элемент 2 будет цепляться за стенки кровеносного сосуда при продвижении внутри кровеносного со суд а.
[0088] Светопропускание внутренней трубки 6 превышает светопропускание внешней трубки 7. В этом случае при соединении первой проволоки 3[х] и второй проволоки 4[х] с использованием облучения лазерным светом внутренняя трубка 6 может препятствовать генерации тепла вследствие поглощения лазерного света. Таким образом, катетер 1 может снижать возможность генерации тепла внутренней трубкой 6 во время облучения лазерным светом и таким образом препятствовать воздействию на множество первых трубок 30 и множество вторых трубок 4 0 тепла в частях, отличных от соединительных частей 5[х], и их деформации. Кроме того, в результате применения политетрафторэтилена в качестве материала внутренней трубки, можно легко реализовать внутреннюю трубку 6, имеющую высокое светопропускание.
[0089] Первая проволока 3[х] расположена с внешней стороны в третьем направлении относительно второй проволоки 4[х]. В этом случае в процессе производства катетера 1 лазерным светом от источника света, расположенного с внешней стороны в третьем направлении, соответствующим образом облучают первую проволоку 3[х], и при этом первая проволока 3[х] и вторая проволока 4[х] могут быть соответствующим образом соединены. Кроме того, во время облучения лазерным светом большее количество энергии лазерного света передается первой проволоке 3[х], имеющей более высокую точку плавления, и при этом первую проволоку 3[х] можно расплавлять. Кроме того, можно предотвращать передачу энергии лазерного света второй проволоке 4[х], имеющей более низкую точку плавления, и при этом вторую проволоку 4[х] можно расплавлять и термически разрезать.
[0090] Форма поперечного сечения первой проволоки 3 представляет собой идеальный круг, а форма поперечного сечения второй проволоки 4 является прямоугольной. В этом случае перед соединением первых проволок 3[х] и вторых проволок 4[х] между ними можно формировать зазор. Таким образом можно легко обеспечить расплавление и контакт первых проволок 3[х] и вторых проволок 4[х] в частях, в которых образованы соответствующие зазоры, и при этом первые проволоки 3[х] и вторые проволоки 4[х] легко можно сплавлять. В результате первые проволоки 3[х] и вторые проволоки 4[х] можно сплавлять в соответствующих контактных частях и легко обеспечивать формирование соединительных частей 5[х].
[0091] Коэффициент поглощения множества первых проволок 30 превышает таковой множества вторых проволок 40. В этом случае первую проволоку 3[х], имеющую относительно высокую точку плавления, и вторую проволоку 4[х], имеющую относительно низкую точку плавления, расплавляют и сплавляют одновременно, и также процесс для термического разрезания второй проволоки 4[х] можно реализовать посредством одновременного облучения лазерным светом.
[0092] За исключением соединительной части 5[х], композиция второй проволоки 4 [х] не изменяется даже при облучении лазерным светом для термического разрезания первой проволоки 3[х]. В результате композиция секций второй проволоки 4[х] за исключением соединительной части 5[х] является одинаковой вне зависимости от расстояния от соединительной части 5[х]. Таким образом, поскольку композицию второй проволоки 4 можно поддерживать стабильной, катетер 1 может поддерживать прочности плетеного корпуса 20.
[0093] Материалом множества первых проволок 30 является вольфрам, а материалом множества вторых проволок 40 является нержавеющая сталь (SUS). В этом случае катетер 1 может обеспечить благоприятные рабочие характеристики введения в результате высокой степени твердости вольфрама. Кроме того, поскольку вольфрам имеет превосходные свойства экранирования излучения, верификацию положения катетера 1 внутри тела легко можно проводить, используя облучение.
[0094] Когда длинный проволочный материал 10 разрезают в необходимой секции для производства катетера 1, существует возможность расхождения концевых частей первой проволоки 3 и второй проволоки 4 вследствие эластичности. Кроме того, когда в качестве первой проволоки 3 используют вольфрам, поскольку степень твердости является высокой, хотя рабочие характеристики введения катетера 1 и улучшаются, первую проволоку 3 нелегко разрезать, используя обычное лезвие.
[0095] В противоположность этому, в способе производства катетера 1, показанном на фиг. 10, облучение лазерным светом первой области облучения 51[х] на шаге S13 сначала передает энергию части первой проволоки 3[х] и плавит первую проволоку 3[х]. В то же время лазерный свет передает энергию второй проволоке 4[х], плавит вторую проволоку 4[х], термически разрезает вторую проволоку 4[х] и также сплавляет и соединяет расплавленные первую проволоку 3[х] и вторую проволоку 4[х]. Облучение лазерным светом второй области облучения 52 [х] на шаге S25 передает энергию первой проволоке 3[х] и термически разрезает первую проволоку 3[х]. Вышеописанные процессы повторяют до тех пор, пока оба конца армирующего элемента 2 не будут обрезаны и не сформируются дистальная концевая часть 2D и проксимальная концевая часть 2Р. Таким образом, дистальная концевая часть 2D и проксимальная концевая часть 2Р армирующего элемента 2 не могут легко разойтись вследствие наличия соединительных частей 5[х].
[0096] Когда реализуют соединение первой проволоки 3[х] и второй проволоки 4 [х] и разрезание второй проволоки 4 [х], используя отдельное облучение лазерным светом, в зависимости от смещения положения второй проволоки 4[х] вследствие первого облучения лазерным светом положение части термического разрезания второй проволоки 4[n] смещается от целевого положения. В этом случае возможно позиционное смещение между соединительной частью 5[n] и частью термического разрезания второй проволоки 4[n]. В противоположность этому, в представленном варианте осуществления соединение вследствие сплавления между первой проволокой 3[х] и второй проволокой 4[х] и термическое разрезание второй проволоки 4[х] проводят в одно и то же время посредством одновременного облучения лазерным светом на шаге S13. В результате можно снизить возможность позиционного смещения между соединительной частью 5[х] и положением термического разрезания второй проволоки 4[х] и, таким образом, можно преимущественным образом поддерживать точность позиционной взаимосвязи между соединительной частью 5[х] и положением термического разрезания второй проволоки 4[х].
[0097] Энергия облучения лазерным светом на шаге S13 сначала передается первой проволоке 3[х], а оставшаяся энергия передается второй проволоке 4[х]. Таким образом, даже если точка плавления первой проволоки 3 на 500°С или более превышает точку плавления второй проволоки 4, соединение первой проволоки 3[х] и второй проволоки 4[х] и термическое разрезание второй проволоки 4[х] можно эффективно проводить посредством одновременного облучения лазерным светом.
[0098] Например, когда соединение первой проволоки 3[х] и второй проволоки 4[х] проводят после термического разрезания первой проволоки 3[х], существует вероятности того, что первая проволока 3[х] может сместиться во время термического разрезания, и позиционная взаимосвязь между первой проволокой 3[х] и второй проволокой 4[х] может быть нарушена. В этом случае существует вероятность того, что соединение между первой проволокой 3[х] и второй проволокой 4[х] нельзя проводить точно. В противоположность этому, в представленном варианте осуществления термического разрезания первой проволоки 3[х] проводят после соединения между первой проволокой 3 [х] и второй проволокой 4 [х]. В этом случае положение первой проволоки 3[х] относительно второй проволоки 4[х] маловероятно может измениться благодаря тому, что первая проволока 3[х] и вторая проволока 4[х] соединены. Таким образом, соединение между первой проволокой 3[х] и второй проволокой 4[х] и разрезание первой проволоки 3[х] можно проводить точно.
[0099] В представленном варианте осуществления энергия, передаваемая плетеному корпусу 20 за счет облучения лазерным светом на шаге S13 и шаге S25, меняется со временем. Конкретнее, во время облучения лазерным светом на шаге S13 и шаге S25 проводят прерывистое облучение лазерным светом множество раз. В этом случае возможно препятствовать передаче тепла от области облучения лазерным светом в первой проволоке 3 и второй проволоке 4 окружающим компонентам. В этом случае возможно предотвращать плавление, испарение или разрушение первой проволоки 3 и второй проволоки 4, расположенных вблизи области облучения лазерным светом. Кроме того, условия облучения лазерным светом на шаге S13 являются таким же, что и условия облучения лазерным светом на шаге S25. Другими словами, поскольку возможно сделать условия облучения лазерным светом одинаковыми в разных процессах, операцию производства катетера 1 можно сделать эффективной.
[0100] В соединительной точке Qc[x] пересечения первая проволока 3[х] расположена с внешней стороны в третьем направлении относительно второй проволоки 4 [х]. В соединительной точке Q1[x] пересечения, в которой первая проволока 3[х+1], которая является смежной с первой проволокой 3[х], пересекает вторую проволоку 4[х], первая проволока 3[х+1] расположена с внешней стороны в третьем направлении относительно второй проволоки 4 [х]. В этом случае при облучении лазерным светом на шаге S13 и соединении первой проволоки 3[х] и второй проволоки 4[х] в соединительной точке Qc[x] пересечения возможно препятствовать смещению второй проволоки 4 [х] к внешней стороне в третьем направлении в результате давления первой проволоки 3[х+1] на вторую проволоку 4[х] с внешней стороны в третьем направлении. Кроме того, в соединительной точке Q2[x] пересечения, в которой вторая проволока 4 [х+1], которая является смежной со второй проволокой 4[х], пересекает первую проволоку 3[х], вторая проволока 4[х+1] расположена с внешней стороны в третьем направлении относительно первой проволоки 3[х]. В этом случае при облучении лазерным светом на шаге S13 и соединении первой проволоки 3[х] и второй проволоки 4[х] в соединительной точке Qc[x] пересечения возможно препятствовать смещению первой проволоки 3[х] к внешней стороне в третьем направлении в результате давления второй проволоки 4 [х+1] на первую проволоку 3[х] с внешней стороны в третьем направлении. Следовательно, соответствующие положения первой проволоки 3[х] и второй проволоки 4[х] во время соединения можно сделать стабильными и, таким образом, первую проволоку 3[х] и вторую проволоку 4[х] можно соединять стабильным образом с помощью соединительной части 5[х].
[0101] Соединительные части 5[n] и 5[n+1] расположены в ряд в продольном направлении. Соединительные части 5[n+2] и 5[n+3] расположены в ряд в продольном направлении. Соединительные части 5[n+4] и 5[n+5] расположены в ряд в продольном направлении. Кроме того, соединительные части 5[n], 5[n+2] и 5 [n+4] расположены в ряд в направлении, ортогональном продольному направлению. Кроме того, соединительные части 5[n+1], 5[n+3] и 5[n+5] расположены в ряд в направлении, ортогональном продольному направлению. Посредством расположения соединительных частей 5 таким образом происходит обрезание армирующего элемента 2 в направлении, ортогональном продольному направлению, и могут быть образованы дистальная концевая часть 2D и проксимальная концевая часть 2Р.
[0102] На шаге S17 и шаге S25 облучение лазерным светом проводят в состоянии, когда на армирующий элемент 2 направляют инертный газ в состоянии ламинарного потока. В этом случае во время генерации тепла в первой проволоке 3 и второй проволоке 4 вследствие облучения лазерным светом окружающий воздух не контактирует с первой проволокой 3 и второй проволокой 4, и, таким образом, возможно препятствовать опаливанию маслом и окислению первой проволоки 3 и второй проволоки 4 в результате лазерного облучения.
[0103] В длинном проволочном материале 10, полученном во время предварительного процесса на шаге S11, внутренняя трубка 6 размещена вокруг металлической проволоки 100, и при этом металлическая проволока 100 и внутренняя трубка 6 расположены в полости 2L армирующего элемента 2. Кроме того, после завершения обрезания обоих концов в продольном направлении армирующего элемента 2 во время последнего процесса на шаге S33 внешнюю трубку 7 размещают вокруг армирующего элемента 2. Таким образом, можно производить катетер 1, который имеет армирующий элемент 2, внутреннюю трубку 6 и внешнюю трубку 7. В частности, используя металлическую проволоку 100, можно легко производить катетер 1 с тонкой внутренней трубкой б. Кроме того, поверхность металлической проволоки 100 покрыта серебряной краской и отражает лазерное излучение в процессе производства. В этом случае возможно препятствовать прохождению лазерного света через полость 6L внутренней трубки 6 и достижению им противоположной стороны. В результате можно снизить возможность расплавления армирующего элемента 2 с противоположной стороны лазерным светом.
[0104] Светопропускание внутренней трубки 6 превышает светопропускание внешней трубки 7 и, таким образом, возможно препятствовать генерации тепла внутренней трубкой 6 вследствие поглощения лазерного света. Таким образом, можно снизить возможность расплавления или повреждения внутренней трубки 6 вследствие генерации тепла в результате облучения лазерным светом.
[0105] Теплопроводность металлической проволоки 100 устанавливают на значении от 350 до 450 Вт/мК. В представленном варианте осуществления за счет использования материала, имеющего высокую теплопроводность, в качестве материала металлической проволоки 100, повышается термическая диффузия. Таким образом, за счет использования материала, имеющего высокую теплопроводность, в металлической проволоке 100 также возможно предотвращать локальное повышение температуры металлической проволоки 100 за счет термической диффузии. Можно снизить возможность расплавления внутренней трубки 6 вследствие повышения температуры в металлической проволоке 100.
[0106] Модифицированные примеры
Настоящее изобретение не ограничено вышеописанным вариантом осуществления, при этом возможны его различные модификации. Соединительная часть 5[х], которая соединяет первую проволоку 3 [х] и вторую проволоку 4 [х], может быть сформирована только на дистальной концевой стороне армирующего элемента 2 и не обязательно должна быть сформирована только на дистальной концевой стороне. Кроме того, соединительная часть 5[х], которая соединяет первую проволоку 3[х] и вторую проволоку 4[х], может быть сформирована только на проксимальной концевой стороне армирующего элемента 2 и не обязательно должна быть сформирована на дистальной концевой стороне. Разница в точках плавления между множеством первых проволок 30 и множеством вторых проволок 40 составляет приблизительно 2000°С. В противоположность этому, точка плавления множества первых проволок 30 может превышать точку плавления множества вторых проволок 40 приблизительно на 500°С или более. В этом случае в качестве материала множества первых проволок 30 можно исполвзовать медь, а в качестве материала множества вторых проволок 4 0 можно исполвзовать SUS. Кроме того, точка плавления множества первых проволок 30 может превышать точку плавления множества вторых проволок 40 приблизительно на 700°С или более. В этом случае в качестве материала множества первых проволок 30 можно использовать алюминий, а в качестве материала множества вторых проволок 40 можно использовать SUS. Кроме того, точка плавления множества первых проволок 30 может превышать точку плавления множества вторых проволок 40 приблизительно на 1000°С или более. В этом случае в качестве материала множества первых проволок 30 можно использовать алюминий, а в качестве материала множества вторых проволок 40 можно использовать титан. В вышеописанном варианте осуществления точка плавления множества первых проволок 30 установлена так, чтобы превышать точку плавления множества вторых проволок 40 приблизительно на 500°С или более, но предпочтительно установлена так, чтобы превышать на 700°С или более, и наиболее предпочтительно установлена так, чтобы превышать на 1000°С или более.
[0107] Изогнутая часть 2R катетера 1 может находиться вблизи проксимальной концевой части 2Р или может находиться как в дистальной концевой части 2D, так и в проксимальной концевой части 2Р. Изогнутая часть 2R катетера 1 может быть сформирована пользователем. В этом случае катетер 1 можно транспортировать в конфигурации, когда катетер 1 вытянут вдоль прямой линии в продольном направлении. Катетер 1 можно использовать после формирования пользователем изогнутой части 2R в дистальной концевой части 2D.
[0108] В случае второй проволоки 4[х] часть, находящаяся ближе ко второй дистальной концевой стороне, чем соединительная точка Qc[x] пересечения, может идти вдоль прямой линии без изгиба. В вышеприведенном описании в случае первой проволоки 3[х] концевая часть на первой дистальной концевой стороне, то есть концевая часть, термически разрезанная за счет облучения лазерным светом, смещена к первой дистальной концевой стороне в первом направлении от соединительной точки Qc[x] пересечения на величину от 0,03 мм до 0,15 мм, но это расстояние можно при необходимости менять.
[0109] Катетер 1 может содержать только внутреннюю трубку
6 и армирующий элемент 2 и не обязательно должен содержать внешнюю трубку 7. Кроме того, катетер 1 может содержать только армирующий элемент 2 и внешнюю трубку 7 и не обязательно должен содержать внутреннюю трубку 6. Твердость внешней трубки 7 может быть однородной по всей ее площади в продольном направлении. Внутренняя трубка 6 может иметь части, для которых твердость отличается. Каждая из частей, в которых твердость внутренней трубки 6 отличается, может быть расположена в продольном направлении. Толщина внешней трубки
7 не обязательно должна быть однородной в продольном направлении, а множество частей, имеющих разную толщину, могут быть расположены в продольном направлении. Катетер 1 может состоять только из армирующего элемента 2.
[0110] Светопропускание внутренней трубки 6 не ограничено приведенным в вышеописанном варианте осуществления и может составлять другое значение. Светопропускание внутренней трубки 6 может быть таким же, как и светопропускание внешней трубки 7, или может быть меньшим, чем светопропускание внешней трубки
7. Материал внутренней трубки 6 не ограничен ПТФЭ и может представлять собой другой материал. Коэффициент поглощения множества первых проволок 30 может быть таким же, что и коэффициент поглощения множества вторых проволок 40 или может быть меньшим, чем коэффициент поглощения множества вторых проволок 40.
[0111] Форма поперечного сечения множества первых проволок 30 не ограничена идеальным кругом и может быть эллиптической. Форма поперечного сечения множества первых проволок 30 может быть прямоугольной, а форма поперечного сечения множества вторых проволок 4 0 может быть круглой. Форма поперечного сечения как множества первых проволок 30, так и множества вторых проволок 4 0 может быть круглой или прямоугольной.
[0112] Материал множества первых проволок 30 не ограничен вольфрамом. Материал множества вторых проволок 40 не ограничен SUS. В качестве соответствующих материалов множества первых проволок 30 и множества вторых проволок 40 можно использовать ряд выбранных материалов, если они удовлетворяют условию, что точка плавления множества первых проволок 30 превышает точку плавления множества вторых проволок 40 на 500°С или более. Например, в качестве множества первых проволок 30 можно использовать молибден, платину или золото, а в качестве множества вторых проволок 40 можно использовать сплав никеля, сплав титана или сплав алюминия. Кроме того, в качестве множества первых проволок 30 и множества вторых проволок 40 можно использовать нержавеющую сталь, имеющую относительно разные композиции.
[0113] Профиль облучения при облучении лазерным светом на шаге S13 и шаге S25 не ограничен таковым в вышеописанном варианте осуществления. Например, как показано на фиг. 19А, на шаге S13 и шаге S25 сначала можно проводить облучением лазерным светом относительно низкой интенсивности, а после этого, как показано на фиг. 19Б, можно проводить облучением лазерным светом относительно высокой интенсивности. Следует отметить, что в этом случае за счет облучения сначала лазерным светом относительно низкой интенсивности можно ограничить диапазон части в первой проволоке 3 и второй проволоке 4, который генерирует тепло вследствие действия лазерного света. Этот эффект в целом называется эффектом замедления. Таким образом, при облучении лазерным светом, имеющим относительно высокую интенсивность, даже если интенсивность лазерного света подавляется, первой проволоке 3 и второй проволоке 4 может быть передано достаточно энергии. Другими словами, энергия, передаваемая первой проволоке 3 и второй проволоке 4, может быть локализована и, таким образом, возможно предотвращать плавление, испарение или разрушение первой проволоки 3 и второй проволоки 4 вблизи области облучения лазерным светом.
[0114] Выходной профиль лазерного света на шаге S13 и шаге S25 не ограничен описанным выше. Например, можно комбинировать операцию с прерывистым облучением лазерным светом и операцию с постепенным повышением интенсивности лазерного света. Число раз проведения прерывистого облучения лазерным светом не ограничено вышеописанным вариантом осуществления. Сначала можно проводить облучение лазерным светом, имеющим относительно высокую интенсивность а после этого можно проводить облучение лазерным светом, имеющим относительно низкую интенсивность. Изменение режима облучения лазерным светом можно проводить только на шаге S13 и не обязательно проводить на шаге S25. И наоборот, изменение режима облучения лазерным светом можно проводить только на шаге S25 и не обязательно проводить на шаге S13. Облучение лазерным светом на шаге S13 и шаге S25 можно проводить непрерывно с равномерной интенсивностью. Другими словами, энергия, передаваемая плетеному корпусу 20 за счет облучения лазерным светом, не обязательно должна меняться со временем.
[0115] Плетеный корпус 20 может представлять собой так называемую металлическую сетку с гладким переплетением, которое представляет собой металлическую сетку, в которой множество первых проволок 30 и множество вторых проволок 40 переплетены друг с другом по одной проволоке за раз. Кроме того, форма, в которой множество первых проволок 30 и множество вторых проволок 40 переплетены, не ограничена металлической сеткой с гладким переплетением или металлической сеткой с саржевым переплетением и может представлять собой другую форму. В этом случае в соединительной точке Q1[x] пересечения первая проволока 3[х+1] может быть расположена с внутренней стороны в третьем направлении относительно второй проволоки 4[х]. В соединительной точке Q2[х] пересечения вторая проволока 4 [х+1] может быть расположена с внутренней стороны в третьем направлении относительно первой проволоки 3[х].
[0116] Вместо продувания инертным газом в состоянии ламинарного потока, которое начинают на шаге S15 и шаге S23, инертный газ можно подавать и наполнять в виде атмосферы, окружающей армирующий элемент 2, перед облучением лазерным светом. Материал и проводимость металлической проволоки 100, используемой в процессе производства катетера 1, не ограничены таковыми из вышеописанного варианта осуществления. Металлическую проволоку 100 не обязательно использовать в процессе производства катетера 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОФИЗИОЛОГИЧЕСКИЙ КАТЕТЕР | 2014 |
|
RU2675085C2 |
| Катетер для абляции биологической ткани | 2019 |
|
RU2816632C2 |
| КАТЕТЕР ЛЕЧЕНИЯ ТРЕПЕТАНИЯ ПРЕДСЕРДИЙ С МЕХАНИЗМОМ ДВОЙНОГО ОТКЛОНЕНИЯ ОДНОКРАТНОГО ДЕЙСТВИЯ | 2013 |
|
RU2627675C2 |
| ОПТОАКУСТИЧЕСКИЙ МОНИТОРИНГ В РЕАЛЬНОМ ВРЕМЕНИ С ПОМОЩЬЮ ЭЛЕКТРОФИЗИОЛОГИЧЕСКИХ КАТЕТЕРОВ | 2007 |
|
RU2464926C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДЕФЕКТОВ В СОСУДИСТОЙ СИСТЕМЕ | 2009 |
|
RU2520153C2 |
| ВНУТРИСОСУДИСТЫЕ ОККЛЮЗИОННЫЕ УСТРОЙСТВА ДЛЯ НАПРАВЛЕНИЯ ПО ЧРЕСКОЖНОМУ КАТЕТЕРУ | 2007 |
|
RU2432128C1 |
| МНОГОСЛОЙНЫЕ ПЛЕТЕНЫЕ КОНСТРУКЦИИ ДЛЯ ОККЛЮЗИИ СОСУДИСТЫХ ДЕФЕКТОВ | 2007 |
|
RU2446773C2 |
| СИСТЕМА РАЗМЕЩЕНИЯ И УСТРОЙСТВО РАЗМЕЩЕНИЯ КАТЕТЕРА | 2018 |
|
RU2738064C1 |
| МИНИИНВАЗИВНОЕ УСТРОЙСТВО ДЛЯ ЭНДОУРОЛОГИЧЕСКОГО ЛЕЧЕНИЯ | 2017 |
|
RU2731804C2 |
| Аспирационный катетер (варианты) и способ его получения | 2022 |
|
RU2819777C1 |
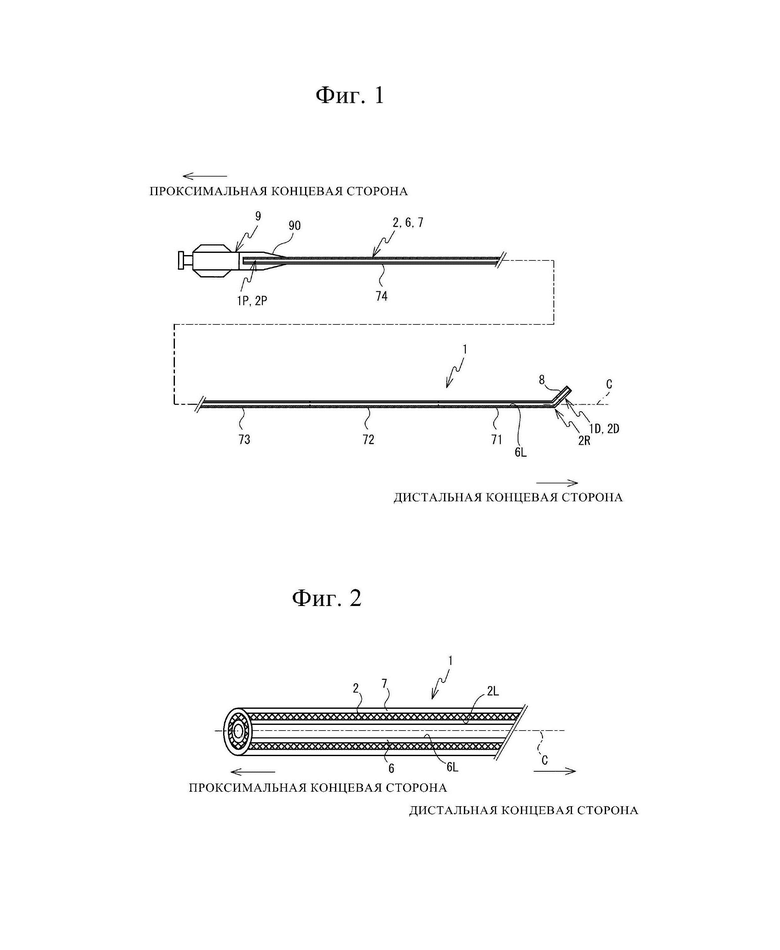
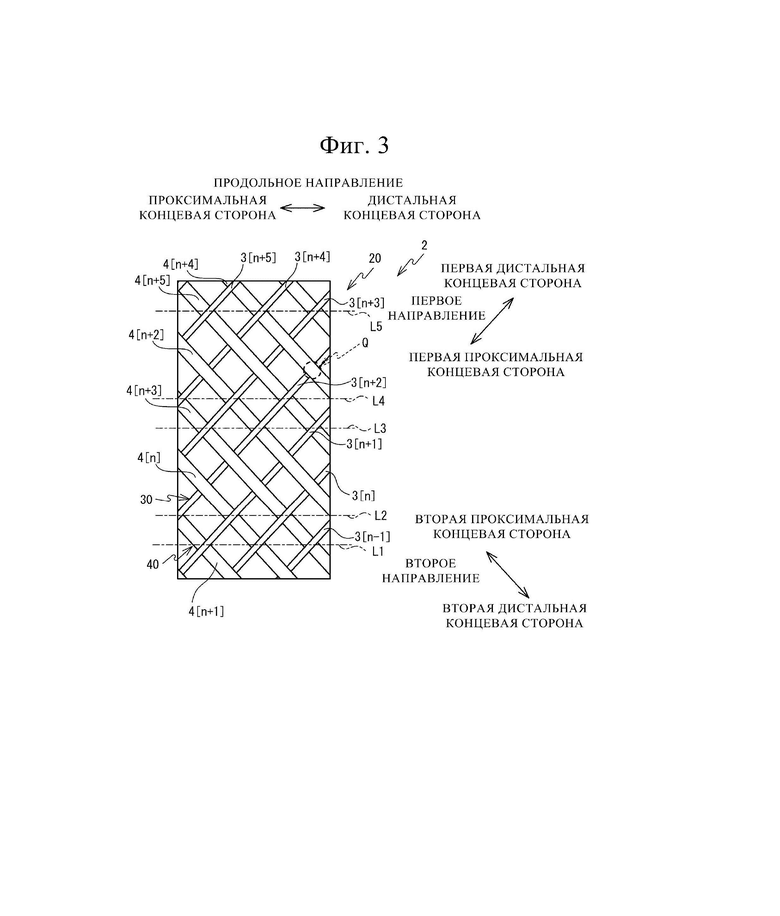
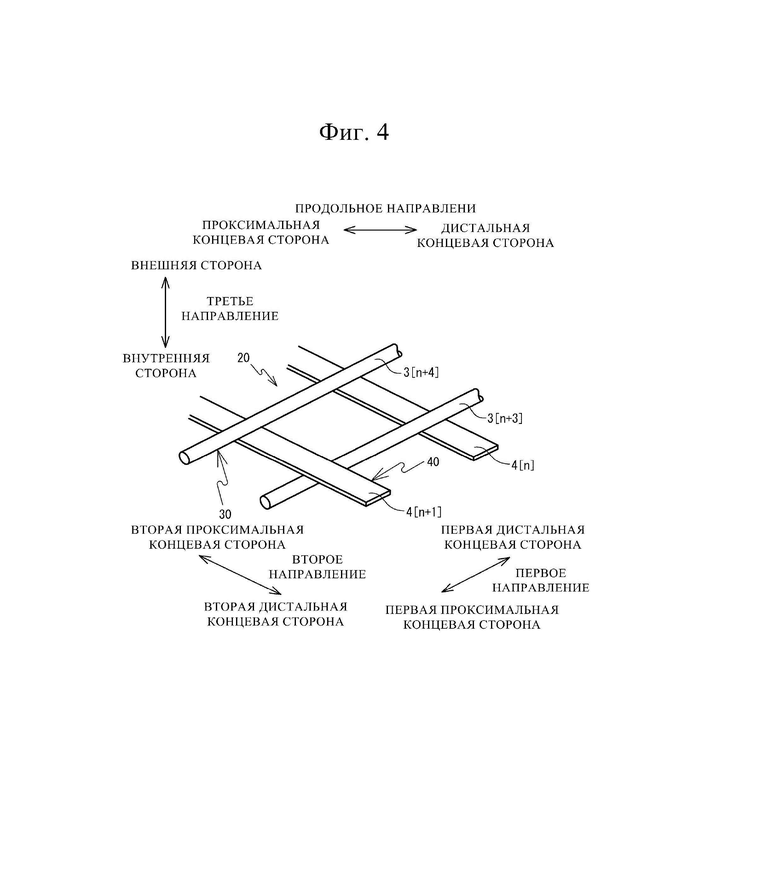
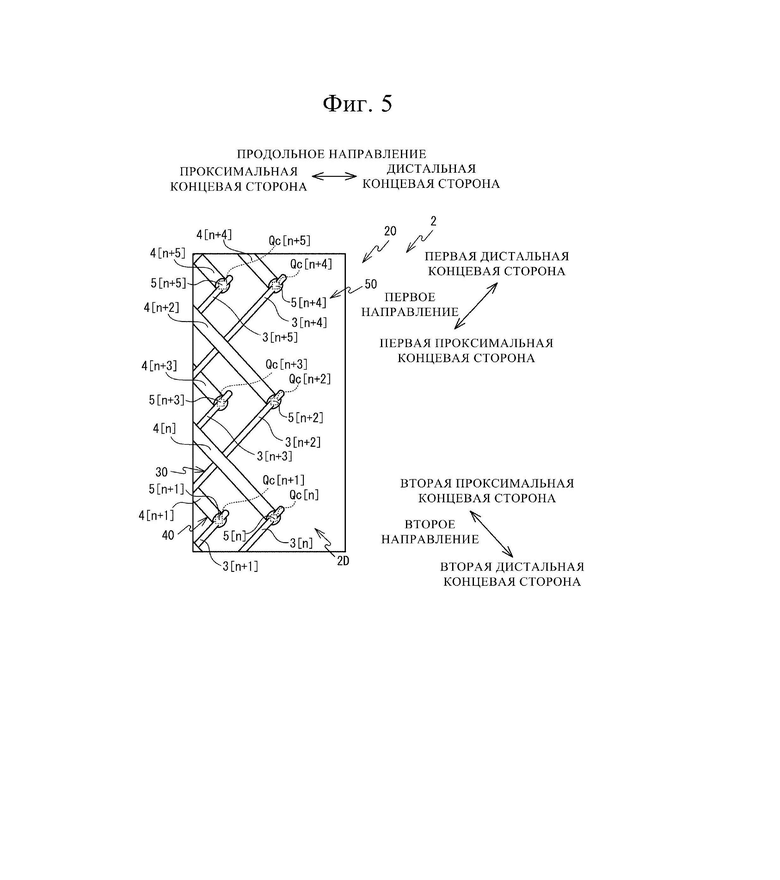
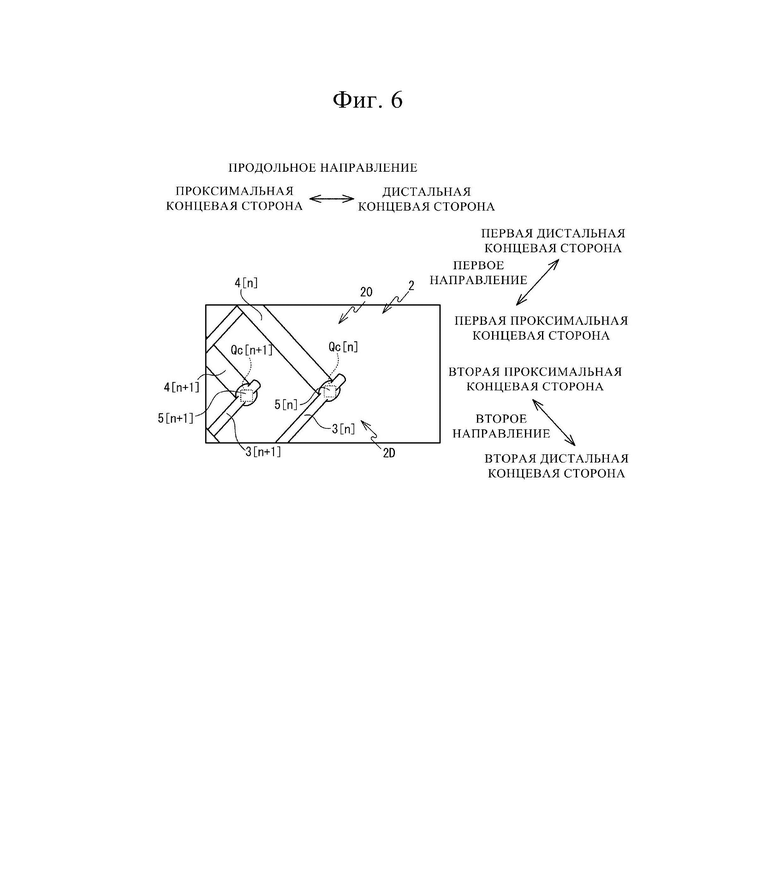
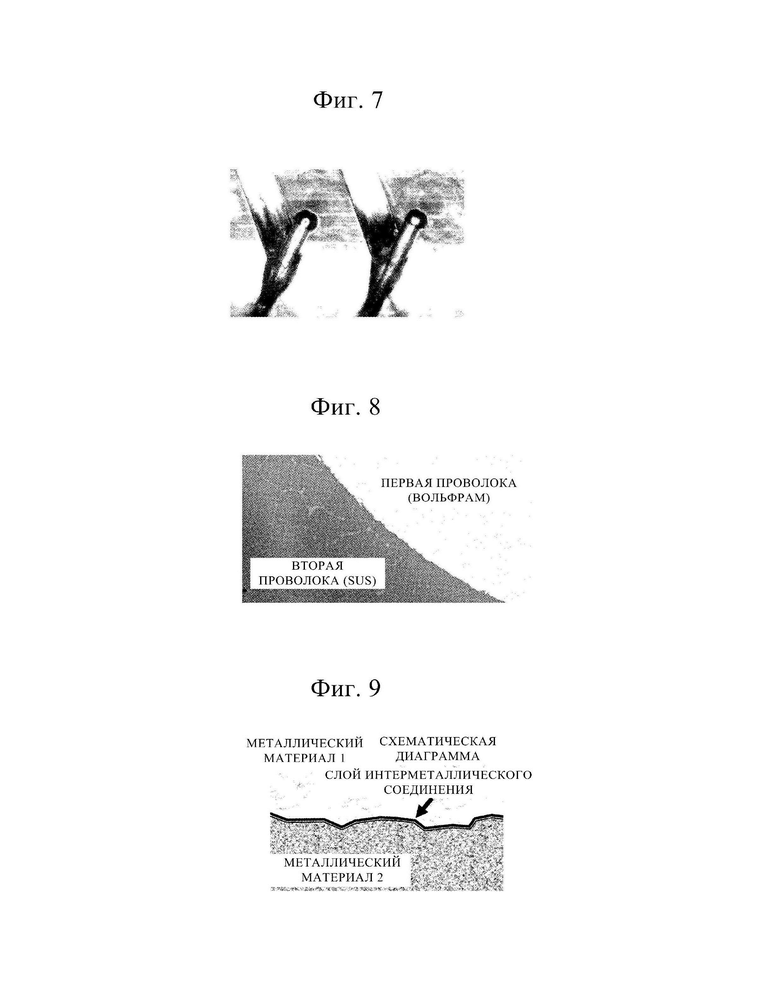
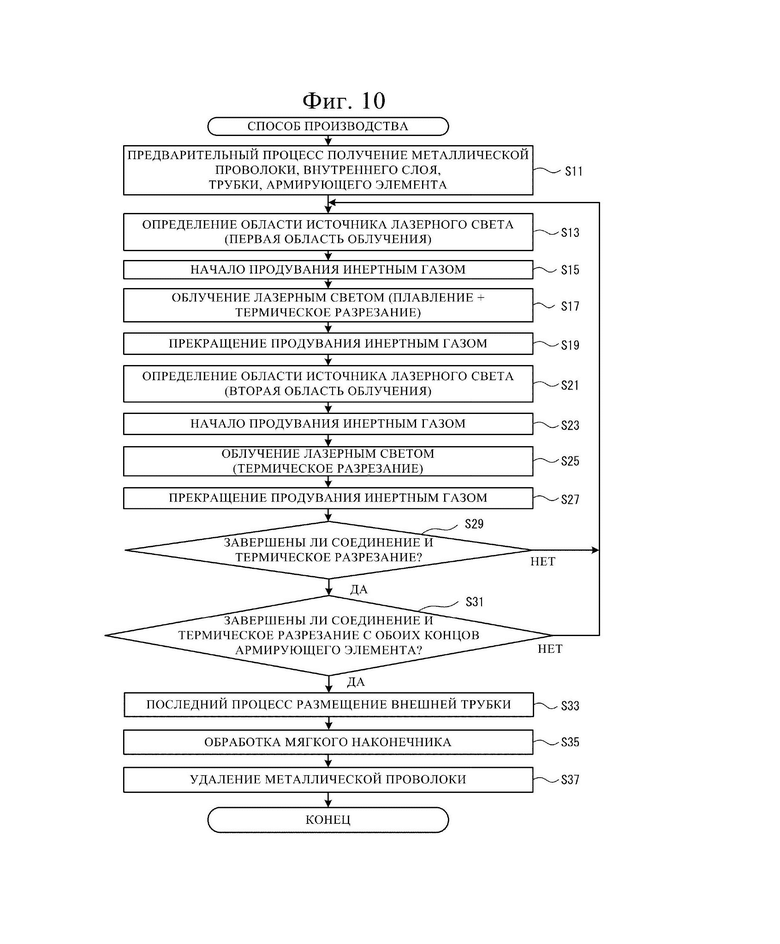
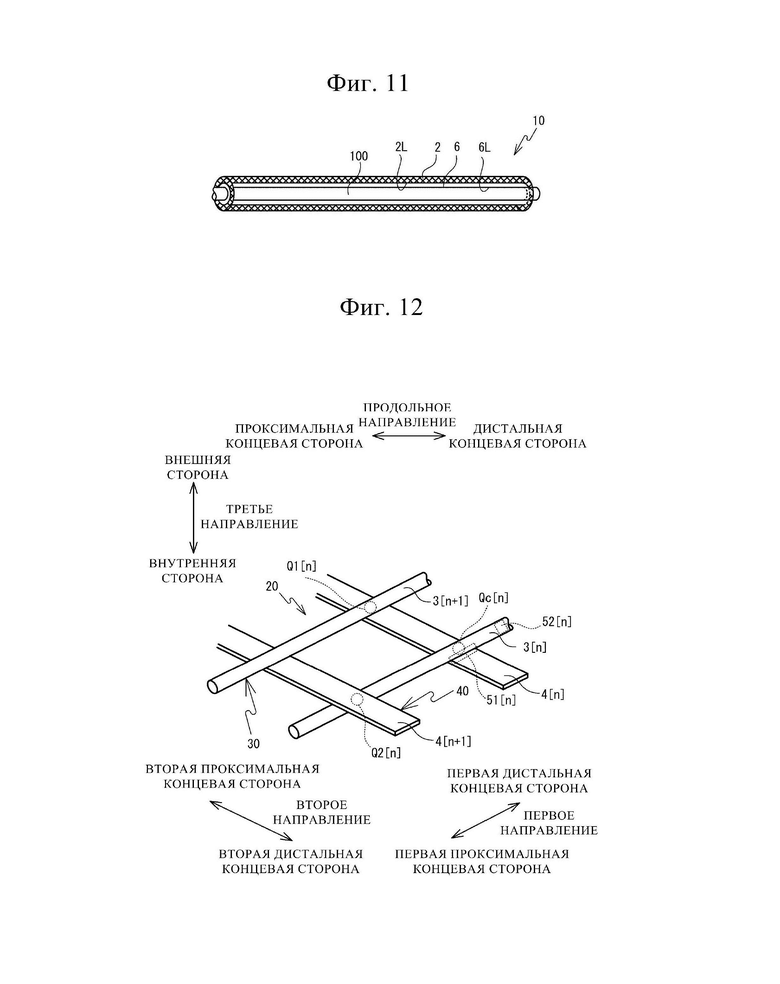
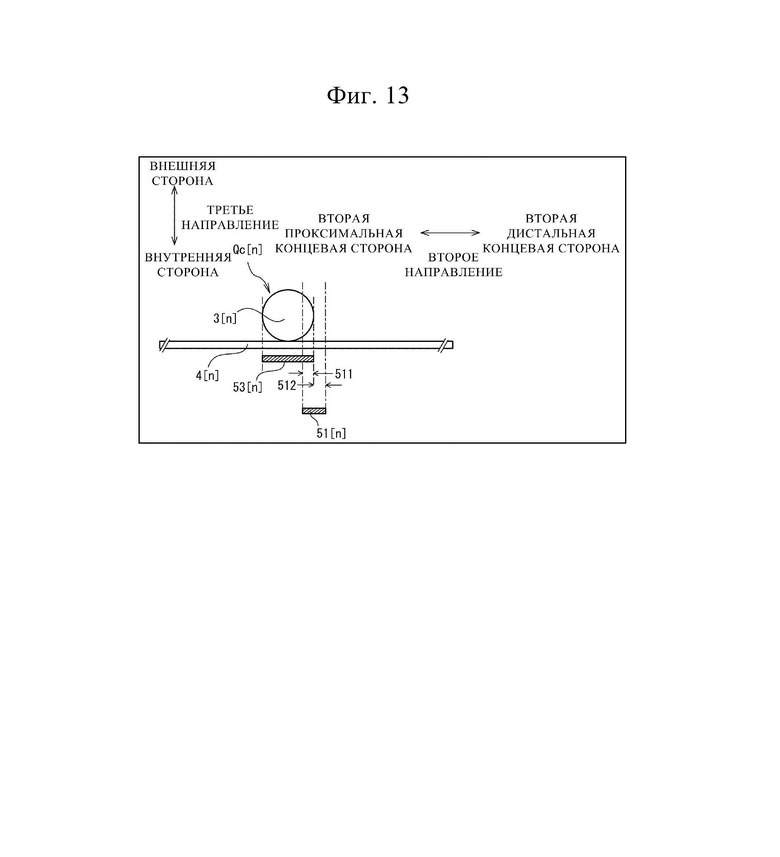
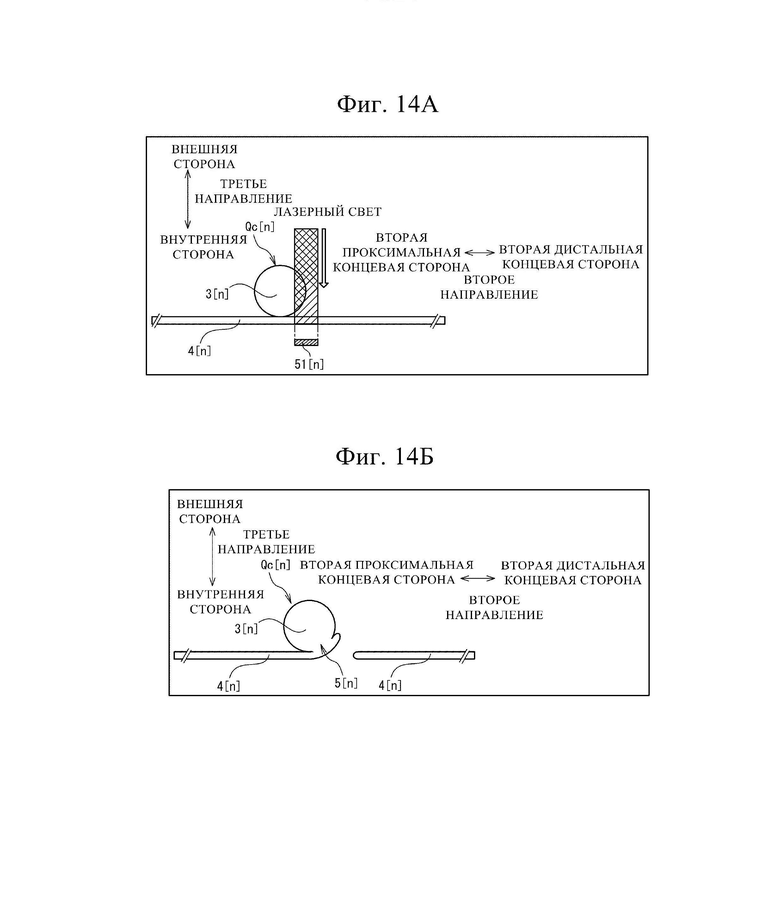
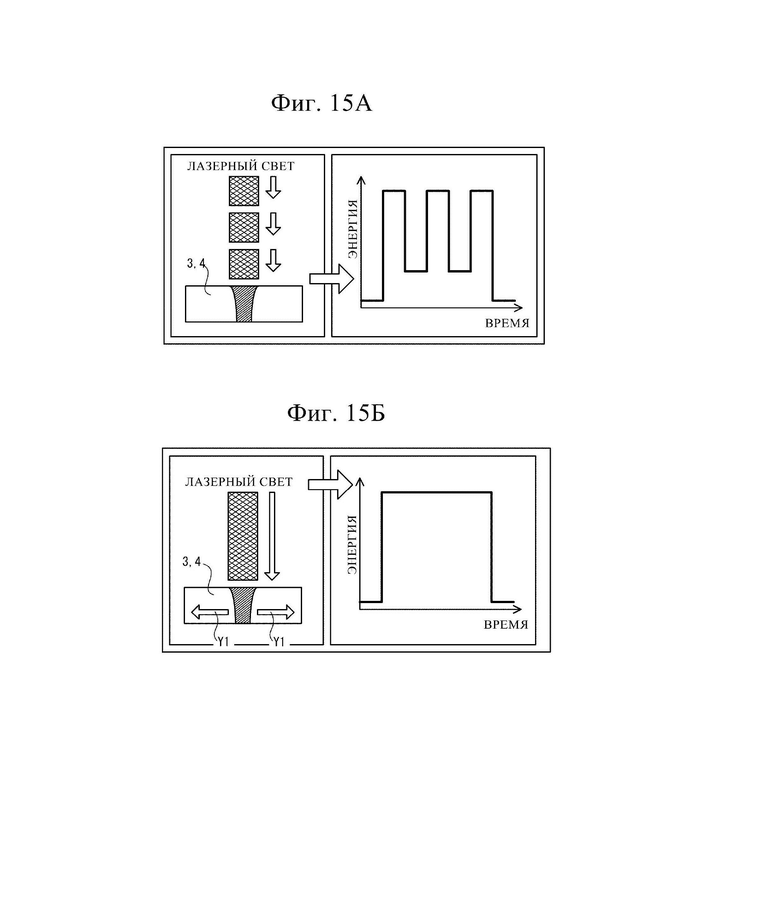
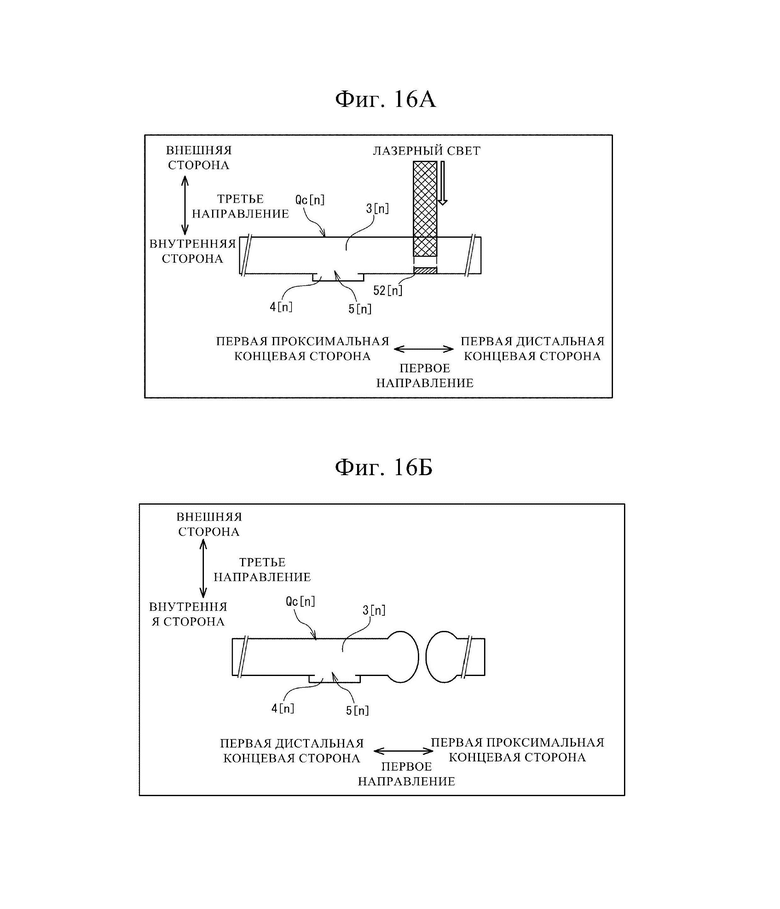
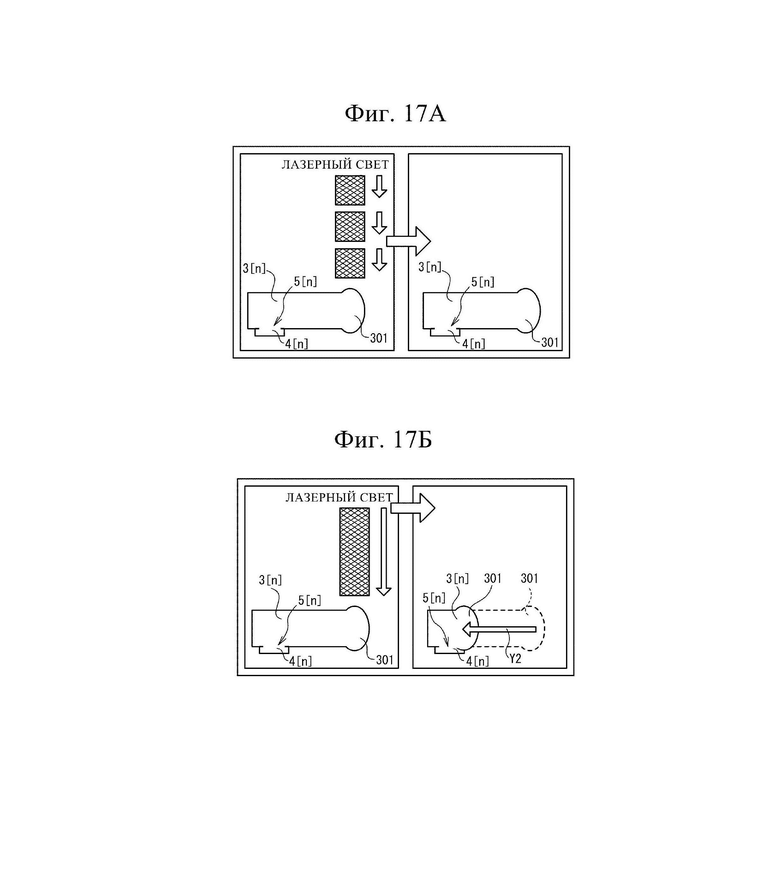
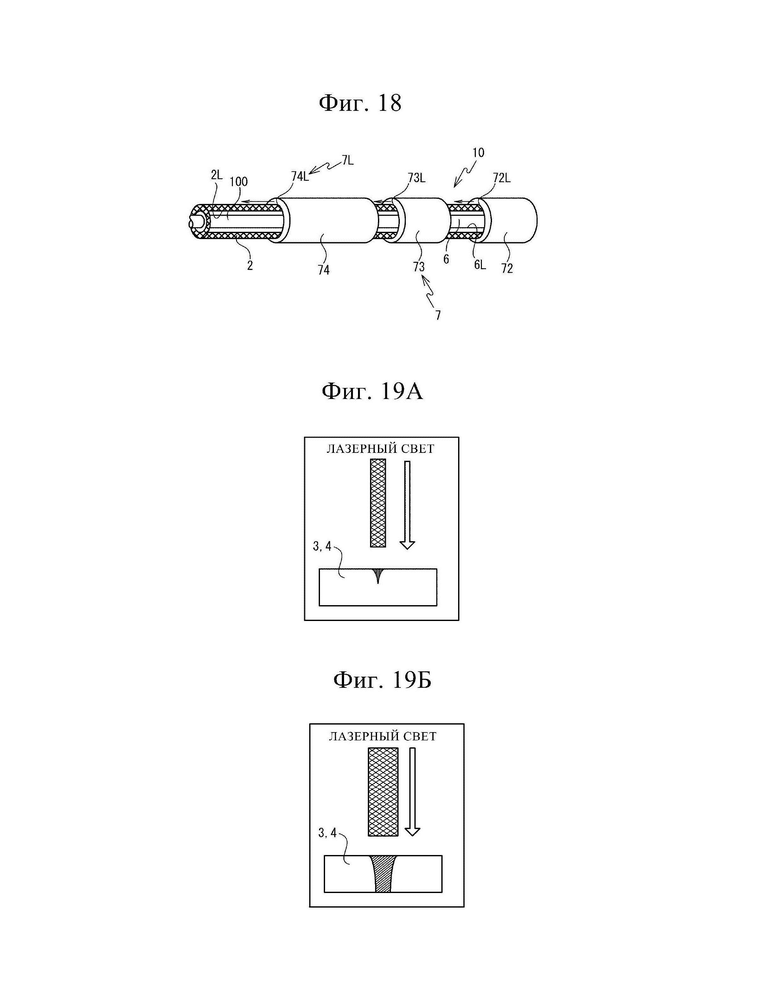
Изобретение относится к медицинской технике, а именно к катетеру. Катетер содержит по меньшей мере цилиндрический армирующий элемент, идущий в продольном направлении и образованный из плетеного корпуса, в котором первые проволоки, идущие в первом направлении, и вторые проволоки, идущие во втором направлении, пересекающем первое направление, сплетены в форму сетки. Точка плавления первых проволок превышает на 500°С или более точку плавления вторых проволок. По меньшей мере на одной из обеих концевых частей в продольном направлении армирующего элемента на некоторых из точек пересечения, в которых первые проволоки и вторые проволоки пересекаются друг с другом, образованы соединительные части. Каждая из первых проволок имеет коэффициент поглощения больший, чем коэффициент поглощения каждой из вторых проволок. Соединительные части расположены в продольном направлении и направлении, ортогональном продольному направлению. Первые пересекающиеся проволоки и вторые пересекающиеся проволоки, которые представляют собой упомянутые первые проволоки и упомянутые вторые проволоки, которые пересекают друг друга в некоторых из точек пересечения, соединены вместе путем сплавления на соответствующих контактных участках первых пересекающихся проволок и вторых пересекающихся проволок. Первая пересекающаяся проволока размещена относительно второй пересекающейся проволоки с одной стороны в третьем направлении, ортогональном первому направлению и второму направлению, где упомянутая одна сторона в третьем направлении является внешней стороной армирующего элемента. Целью настоящего изобретения является обеспечение катетера, способного затруднять расхождение концевых частей металлической сетки, даже когда используют множество проволок, имеющих разные точки плавления. 9 з.п. ф-лы, 19 ил.
1. Катетер, содержащий:
по меньшей мере цилиндрический армирующий элемент, идущий в продольном направлении и образованный из плетеного корпуса, в котором первые проволоки, идущие в первом направлении, и вторые проволоки, идущие во втором направлении, пересекающем первое направление, сплетены в форму сетки,
при этом
точка плавления первых проволок превышает на 500°С или более точку плавления вторых проволок, и
по меньшей мере на одной из обеих концевых частей в продольном направлении армирующего элемента на некоторых из точек пересечения, в которых первые проволоки и вторые проволоки пересекаются друг с другом, образованы соединительные части, причем каждая из первых проволок имеет коэффициент поглощения больший, чем коэффициент поглощения каждой из вторых проволок, и соединительные части расположены в продольном направлении и направлении, ортогональном продольному направлению,
первые пересекающиеся проволоки и вторые пересекающиеся проволоки, которые представляют собой упомянутые первые проволоки и упомянутые вторые проволоки, которые пересекают друг друга в некоторых из точек пересечения, соединены вместе путем сплавления на соответствующих контактных участках первых пересекающихся проволок и вторых пересекающихся проволок, и
первая пересекающаяся проволока размещена относительно второй пересекающейся проволоки с одной стороны в третьем направлении, ортогональном первому направлению и второму направлению, где упомянутая одна сторона в третьем направлении является внешней стороной армирующего элемента.
2. Катетер по п. 1, в котором
по меньшей мере одна из обеих концевых частей каждой из первых проволок и вторых проволок в продольном направлении содержит изогнутую часть, изгибающуюся относительно продольного направления.
3. Катетер по п. 1 или 2, в котором
вторая дистальная концевая часть второй пересекающейся проволоки, находящаяся ближе к дистальной концевой стороне, чем соединительная часть, намотана на первую пересекающуюся проволоку.
4. Катетер по п. 1 или 2, дополнительно содержащий:
внутреннюю трубку, имеющую цилиндрическую форму, центрированную относительно центральной оси армирующего элемента и расположенную в полости армирующего элемента, и
внешнюю трубку, имеющую цилиндрическую форму, центрированную относительно центральной оси и покрывающую армирующий элемент с внешней стороны.
5. Катетер по п. 4, в котором
светопропускание внутренней трубки превышает светопропускание внешней трубки.
6. Катетер по п. 4 или 5, в котором
материалом внутренней трубки является политетрафторэтилен.
7. Катетер по п. 1 или 2, в котором
форма поперечного сечения одних из первых проволок и вторых проволок является круглой, и при этом
форма поперечного сечения других из первых проволок и вторых проволок является прямоугольной.
8. Катетер по п. 7, в котором
форма поперечного сечения первых проволок является круглой, и при этом
форма поперечного сечения вторых проволок является прямоугольной.
9. Катетер по п. 1 или 2, в котором
композиция части, отличной от соединительной части, второй пересекающейся проволоки является такой же вне зависимости от расстояния до соединительной части.
10. Катетер по п. 1 или 2, в котором
материалом первых проволок является вольфрам, а материалом вторых проволок является нержавеющая сталь.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ТРУБКА ДЛЯ ВВЕДЕНИЯ В ОБЪЕКТ | 2012 |
|
RU2634639C2 |

