ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к однородному кольцу роликового подшипника, имеющему фланец. Кроме того, изобретение относится к способу изготовления однородного кольца подшипника с фланцем экономичным образом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Подшипники обычно используют для обеспечения опоры для вращающегося элемента и удерживания вращающегося элемента, присоединенного к невращающемуся элементу. Вращающийся элемент может представлять собой, например, колесо на транспортном средстве, лопасть ветротурбины или барабан в стиральной машине. Во время использования подшипник подвергается воздействию разных нагрузок, как статических, так и динамических. Статическая нагрузка обусловлена главным образом массой машины, в то время как динамические нагрузки обусловлены условиями эксплуатации машины. Подшипник содержит наружное кольцо с наружной дорожкой качения, внутреннее кольцо с внутренней дорожкой качения и тела качения.
Некоторые подшипники выполнены с фланцем или на наружном кольце, или на внутреннем кольце. Фланец может использоваться для того, чтобы способствовать установке подшипника в заданное положение, или может использоваться для закрепления подшипника.
Фланец обычно обрабатывают на станках вместе с кольцом подшипника. Это не создает проблемы для подшипников малого размера, но для подшипников большего размера, с диаметром более 0,5 метра, подобный традиционный способ механической обработки кольца подшипника с фланцем является очень дорогостоящим. Затраты на станочное оборудование и инструмент являются высокими, и затраты, зависящие от времени, необходимого для снятия всего лишнего материала, также являются очень высокими, поскольку подшипник изготавливают механической обработкой из одной заготовки из металла. Кроме того, отходы материала огромны, что также является недостатком, когда дело касается затрат и перспективы устойчивого развития.
Известно присоединение отдельного фланца к кольцу подшипника. Кольцо подшипника обрабатывают на станках отдельно, и оно может быть выполнено с некоторыми адаптационными элементами, такими как канавки или выступы, которые облегчают присоединение. Фланец обрабатывают на станках в виде отдельной детали и соединяют с кольцом подшипника сваркой. Однако трудно обеспечить требуемые механические свойства для сварного соединения кольца подшипника. Зона сварного соединения будет иметь другие механические свойства, которые приводят к образованию зоны ослабления. Таким образом, для такого подшипника должны быть заданы соответствующие размеры, что означает, что подшипник будет больше и тяжелее, чем подшипник без сварного соединения, предназначенный для такой же нагрузки.
Таким образом, существует возможность усовершенствования кольца подшипника с фланцем и разработки способа изготовления подобного кольца подшипника с фланцем.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Следовательно, задача изобретения состоит в разработке кольца подшипника, имеющего фланец и изготовленного из сортового проката фасонного профиля из высокоуглеродистой стали, при этом кольцо подшипника имеет по меньшей мере одно сварное соединение, полученное при стыковой сварке оплавлением, так что получают однородное кольцо подшипника с фланцем. Дополнительная задача состоит в разработке способа изготовления подобного однородного кольца подшипника с фланцем.
Решение данной проблемы в соответствии с изобретением описано в отличительной части пункта 1 формулы изобретения, который относится к кольцу подшипника с фланцем, в пункте 8 формулы изобретения, который относится к подшипнику качения, и в пункте 10 формулы изобретения, который относится к способу изготовления. Остальные пункты формулы изобретения содержат предпочтительные варианты осуществления и дополнительные усовершенствования кольца подшипника с фланцем и способа согласно изобретению.
Посредством кольца подшипника, которое изготовлено из сортового проката фасонного профиля из высокоуглеродистой стали и содержит по меньшей мере одно сварное соединение, полученное при стыковой сварке оплавлением, при этом кольцо подшипника выполнено с внутренней периферийной поверхностью и наружной периферийной поверхностью и при этом одна периферийная поверхность имеет дорожку качения для тел качения, задача изобретения решается за счет того, что кольцо подшипника дополнительно содержит образованный формованием на роликоформовочном стане/роликогибочной машине фланец, выполненный с возможностью обеспечения крепления кольца подшипника к механическому элементу, при этом фланец выступает от кольца подшипника по существу в радиальном направлении.
Посредством данного первого варианта осуществления кольца подшипника в соответствии с изобретением получают кольцо подшипника, содержащее фланец, при этом кольцо подшипника и фланец изготовлены из одной и той же заготовки из высокоуглеродистой стали. Таким образом, получают однородное кольцо подшипника с фланцем, что обеспечивает улучшение свойств кольца подшипника. Поскольку для стыковой сварки оплавлением не используется никакого присадочного материала, сварное соединение будет содержать только тот же материал, что и у остальной части кольца подшипника. Свойства сварного соединения будут несколько отличаться непосредственно после операции стыковой сварки оплавлением вследствие высокой температуры, создаваемой во время сварки, но поскольку материал является однородным, различия исчезнут после соответствующей термообработки. Кольцо подшипника и фланец предпочтительно образуют формованием на роликоформовочном стане/роликогибочной машине, на котором/которой создается сортовой прокат фасонного профиля. Сортовой прокат фасонного профиля может быть по существу прямолинейным или может быть образован в виде изогнутого элемента.
В предпочтительном дополнительно усовершенствованном варианте осуществления кольца подшипника с фланцем в соответствии с изобретением фланец простирается в радиальном направлении наружу от кольца подшипника, в направлении от центра кольца подшипника. Если фланец выступает от наружного кольца подшипника, это приводит к увеличению наружного размера подшипника, при этом образуется монтажный фланец для подшипника. Фланец также может простираться наружу от внутреннего кольца подшипника. Таким образом, фланец также может быть использован в качестве монтажного фланца для роликового подшипника.
В предпочтительном дополнительно усовершенствованном варианте осуществления кольца подшипника с фланцем в соответствии с изобретением внутренний диаметр кольца подшипника составляет более 0,5 метра. Кольца подшипника, имеющие меньший размер, дешевле и легче изготавливать на станках из одной заготовки из металла, но при увеличенном размере затраты на изготовление кольца подшипника на станках из одной заготовки возрастают по экспоненте. Для колец подшипников с внутренним диаметром, составляющим 0,5 метра и более, затраты на изготовление сортового проката фасонного профиля и на образование сварного соединения, получаемого при сварке оплавлением профиля с преобразованием его в кольцо подшипника, будут такого же порядка величин или меньше.
В предпочтительном дополнительно усовершенствованном варианте осуществления кольца подшипника с фланцем в соответствии с изобретением кольцо подшипника содержит множество сегментов кольца, которые соединяют вместе посредством стыковой сварки оплавлением. Кольцо подшипника может содержать два полукруглых сегмента кольца или большее число сегментов кольца, приваренных друг к другу для образования кольца подшипника. Сегменты кольца могут быть приварены друг к другу одновременно, в результате чего получают непосредственно кольцо подшипника с фланцем. Это предпочтительно, поскольку более короткими сегментами с фасонным профилем легче манипулировать, и их легче формовать, например, сгибать до получения круглой формы.
Способ по изобретению, предназначенный для изготовления кольца подшипника с фланцем, включает этапы образования сортового проката фасонного профиля с фланцем, сгибания прямолинейного сортового проката фасонного профиля с образованием кольцевого элемента и сварки двух концевых зон кольцевого элемента вместе посредством стыковой сварки оплавлением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано в дальнейшем более подробно со ссылкой на варианты осуществления, которые показаны на приложенных чертежах, на которых:
фиг.1 показывает сортовой прокат фасонного профиля, отформованный в виде кольца подшипника с фланцем, перед соединением кольца подшипника в соответствии с изобретением;
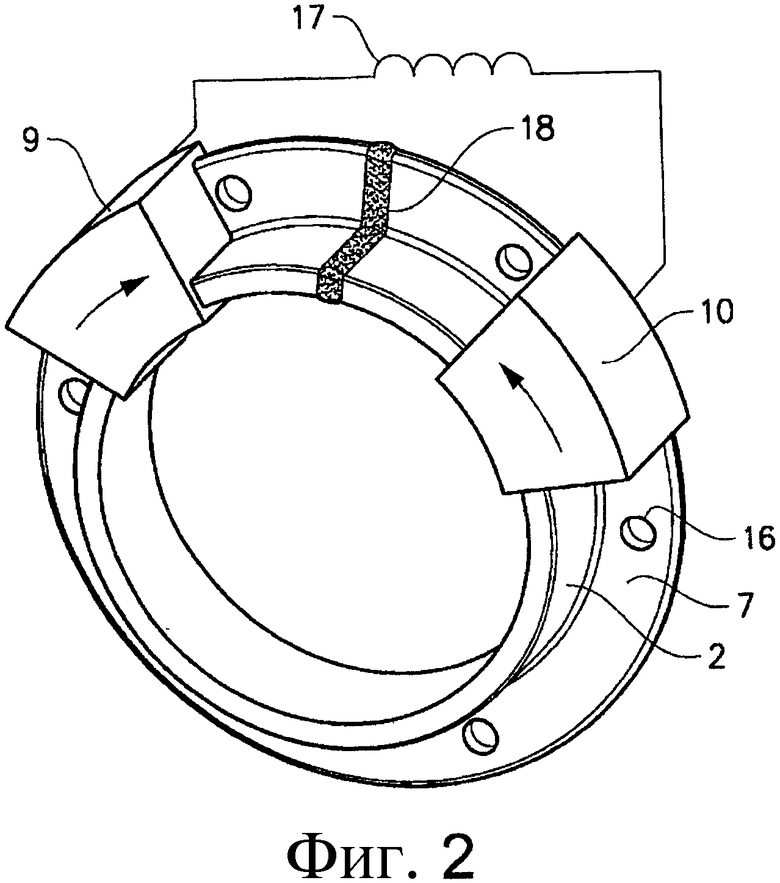
фиг.2 показывает сортовой прокат фасонного профиля во время соединения кольца подшипника с фланцем в соответствии с изобретением;
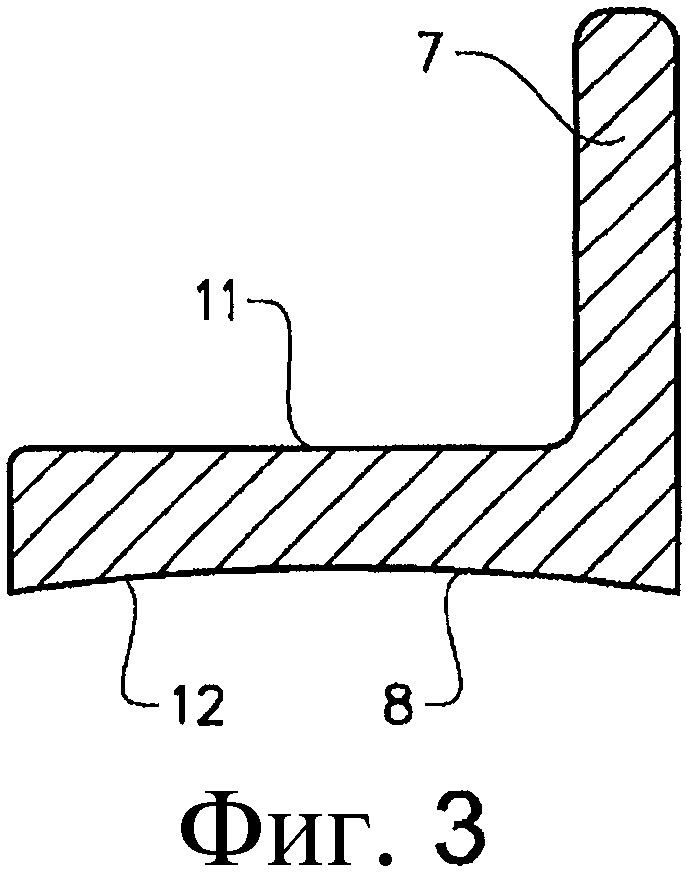
фиг.3 показывает сечение первого примера кольца подшипника с фланцем в соответствии с изобретением;
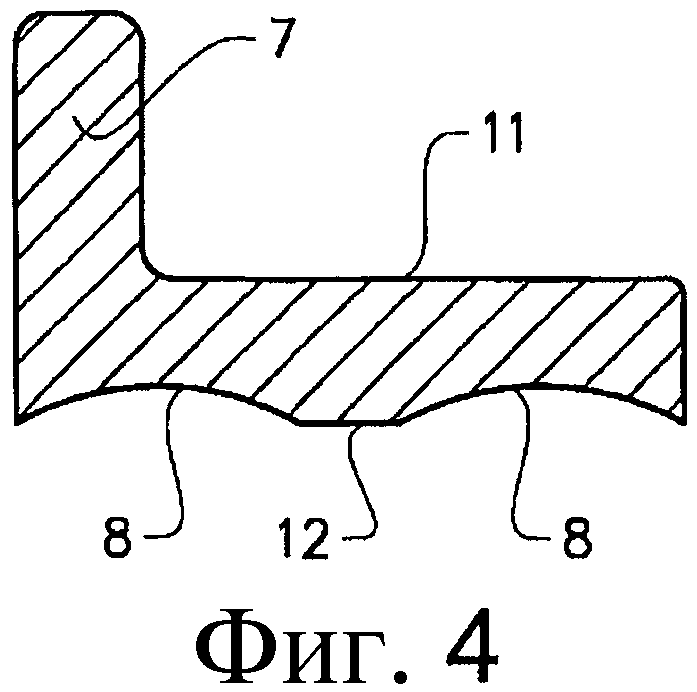
фиг.4 показывает сечение другого примера кольца подшипника с фланцем в соответствии с изобретением;
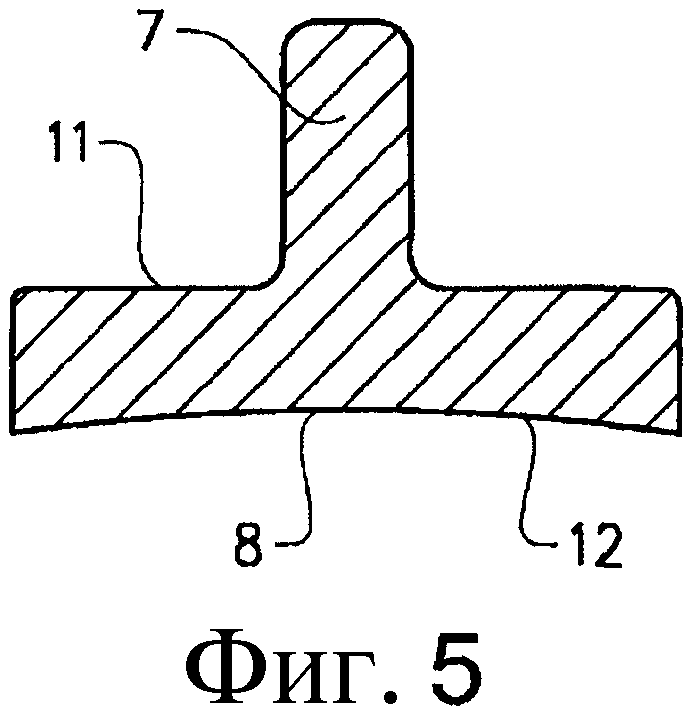
фиг.5 показывает сечение еще одного примера кольца подшипника с фланцем в соответствии с изобретением;
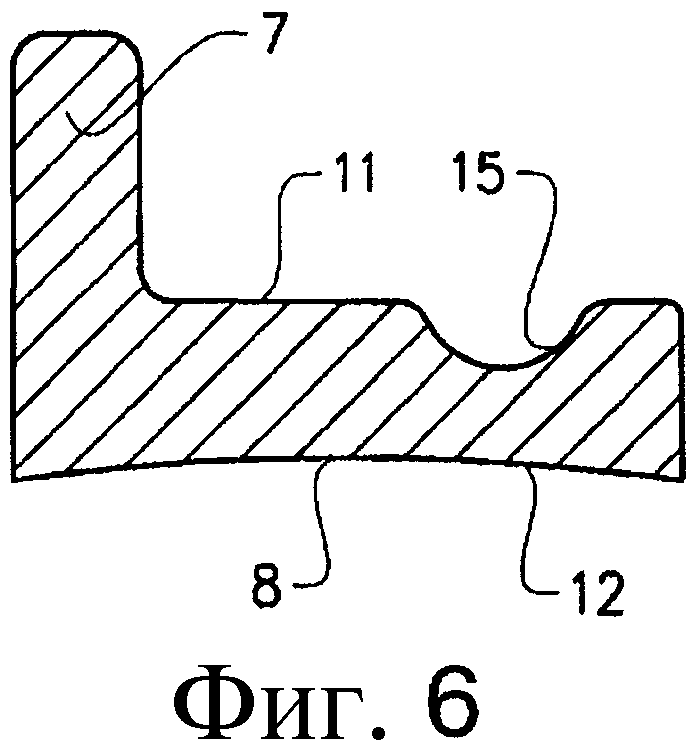
фиг.6 показывает сечение еще одного примера кольца подшипника с фланцем в соответствии с изобретением;
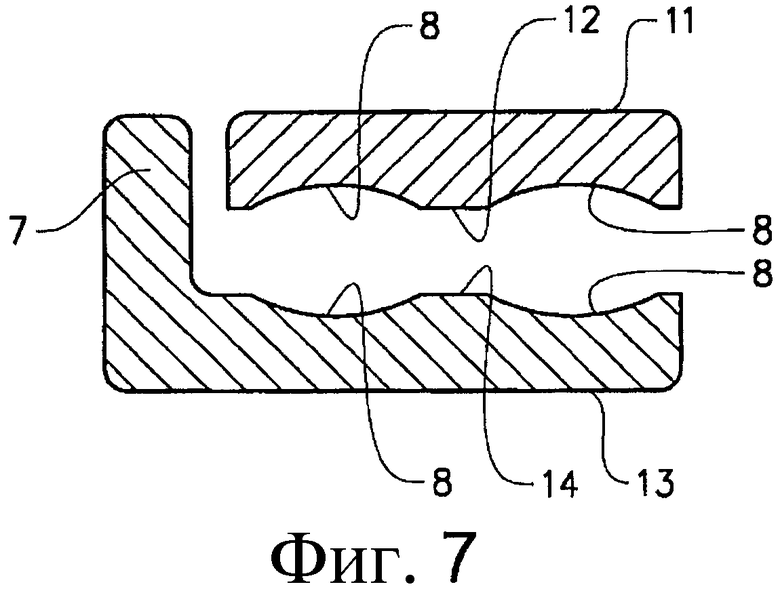
фиг.7 показывает сечение еще одного примера кольца подшипника с фланцем в соответствии с изобретением; и
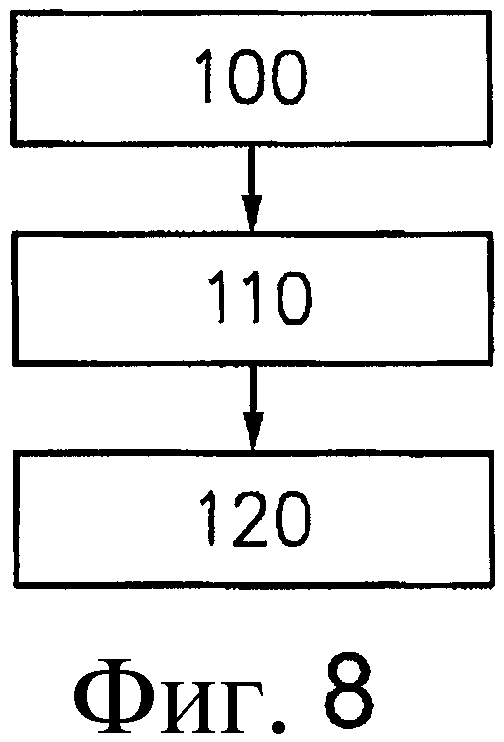
фиг.8 показывает схему последовательности операций способа по изобретению.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления изобретения с дополнительными усовершенствованиями, описанные в дальнейшем, следует рассматривать только как примеры, и они никоим образом не ограничивают объем защиты, обеспечиваемый формулой изобретения.
Фиг.1 и 2 показывают пример изготовления кольца подшипника с фланцем. В показанном примере две концевые зоны наружного кольца подшипника соединяют вместе. Внутреннее кольцо подшипника изготавливают таким же образом. Кольцо 1 подшипника изготавливают из высокоуглеродистой стали, имеющей механические свойства, требуемые для кольца подшипника в отношении, например, прочности, твердости и упругости. Содержание углерода в высокоуглеродистой стали, используемой для колец подшипников, превышает 0,67%. Кольцо подшипника образуют из сортового проката фасонного профиля, имеющего поперечное сечение, которое соответствует сечению желательного кольца подшипника с фланцем. Сортовой прокат фасонного профиля получают посредством процесса формования на роликоформовочных станах/роликогибочных машинах, на которых профиль получают профилированием на роликоформовочных станах/роликогибочных машинах посредством горячего или холодного процесса. Сортовой прокат фасонного профиля может быть прямолинейным или изогнутым. При получении сортового проката фасонного профиля на роликоформовочных станах/роликогибочных машинах имеет место пластическое течение материала, предпочтительное по сравнению с обработкой на станках, которое обеспечивает повышение долговечности и нагрузочной способности. Фланец может быть образован одновременно с профилем дорожки качения для тел качения или может быть образован на последующей технологической операции. Фиг.3 показывает сечение кольца подшипника, используемого в качестве примера на фиг.1 и 2.
Фланец 7 простирается в радиальном направлении наружу от наружной периферийной поверхности 11 - в данном примере - наружного кольца подшипника. Внутренняя периферийная поверхность 12 наружного кольца подшипника выполнена с дорожкой 8 качения. Размер и форму фланца 7 выбирают в зависимости от требований к фланцу и кольцу подшипника. Фланец может простираться сравнительно далеко наружу и может быть выполнен с отверстиями, предназначенными для крепления, или может быть сравнительно невысоким, но широким для крепления другого типа. Сам фланец также может быть отформован с разными профилями в зависимости от намеченного использования. В показанном примере фланец выполнен с крепежными отверстиями 16. Крепежные отверстия могут быть образованы или на прямолинейном профиле перед сваркой кольца подшипника вместе, например, посредством сверления или фасонного фрезерования, или могут быть образованы во фланце после соединения кольца подшипника вместе.
Когда будет выполнено заключительное профилирование кольца подшипника с фланцем, его сгибают до получения кольцевого элемента 2, имеющего первую концевую зону 3 с первой торцевой поверхностью 5 и вторую концевую зону 4 со второй торцевой поверхностью 6, примыкающими друг к другу. Кольцо подшипника устанавливают в сварочную машину для стыковой сварки оплавлением, имеющую первое зажимное приспособление 9 и второе зажимное приспособление 10. Зажимные приспособления соединяют со вторичной обмоткой 17 сварочного трансформатора, который обеспечивает подачу тока для стыковой сварки оплавлением. Перед сваркой две концевые зоны прижимают друг к другу посредством зажимных приспособлений. Во время сварки электроэнергию подают к зажимам, и концевые зоны будут быстро нагреваться под действием электроэнергии. В то же время зажимы подают дальше вместе, в результате чего создается соединение в зоне 18 сварки, соединяющее кольцо подшипника. Во время стыковой сварки оплавлением торцевые поверхности будут нагреваться, и некоторое количество излишнего материала будет выдавливаться наружу к сторонам зоны сварки под действием давления, действующего со стороны зажимных приспособлений. Излишний материал будет содержать примеси и окисленный материал, которые, таким образом, выдавливаются из зоны сварки, оставляя соединение с характеристиками, по существу такими же, как у остальной части материала кольца подшипника. Излишний материал удаляют посредством обработки на станках на более поздней операции, при этом остается кольцо подшипника с одним и тем же поперечным сечением в направлении вдоль окружности. Поскольку не используется никакого присадочного материала, состав материала будет однородным во всем кольце подшипника. За счет термообработки кольца подшипника механические свойства также будут «выравниваться» во всем материале, так что будет получено кольцо подшипника с фланцем, состоящее из однородного материала без каких-либо более слабых зон.
Обычная сварка, предусматривающая использование присадочных материалов, не даст удовлетворительного результата при приваривании фланца к кольцу подшипника. Это частично обусловлено тем, что высокоуглеродистую сталь, которая используется в кольцах подшипников, очень трудно сваривать при использовании присадочного материала. Присадочный материал неизбежно приводит к созданию зоны соединения между кольцом подшипника и фланцем, имеющей другие характеристики, которые приводят к образованию места ослабления кольца подшипника с фланцем. Подобное кольцо подшипника с фланцем, возможно, может использоваться для роликовых подшипников низкой стоимости и с невысокими эксплуатационными характеристиками. Другое преимущество использования стыковой сварки оплавлением заключается в том, что, поскольку концевые зоны сдавливаются вместе и будет иметь место некоторое пластическое течение материала, торцевые поверхности необязательно должны быть строго параллельными перед сваркой. Таким образом, разрезание сортового проката фасонного профиля необязательно должно быть идеально точным, и для колец подшипников с фланцем, имеющих разные диаметры, можно использовать один и тот же угловой рез.
Фиг.3-7 показывают различные примеры кольца подшипника с фланцем. Фиг.3 показывает сечение первого примера наружного кольца подшипника, в котором фланец 7 расположен у одного из краев наружной поверхности 11 наружного кольца подшипника. Внутренняя поверхность 12 наружного кольца подшипника выполнена с дорожкой 8 качения. Фланец является сравнительно высоким и узким. Подобный профиль может быть выполнен с крепежными отверстиями в целях крепления. Он также может быть прикреплен к механическому элементу и/или установлен в заданном положении относительно механического элемента посредством зажима.
Фиг.4 показывает сечение другого примера наружного кольца подшипника с фланцем, в котором фланец расположен у одного из краев наружной поверхности 11 наружного кольца подшипника и в котором фланец 7 является сравнительно невысоким и более широким. Подобный профиль может быть использован в целях крепления или посредством крепежных отверстий, или посредством зажима с использованием зажимных приспособлений. Внутренняя периферийная поверхность 12 кольца подшипника в данном случае выполнена с двумя дорожками 8 качения.
Фиг.5 показывает сечение еще одного примера наружного кольца подшипника с фланцем, в котором фланец 7 расположен в центре наружной поверхности 11 наружного кольца подшипника. Внутренняя периферийная поверхность 12 выполнена с дорожкой 8 качения. Подобный фланец может использоваться в целях крепления и может быть выполнен с крепежными отверстиями. Он также может быть прикреплен к механическому элементу и/или установлен в заданном положении относительно механического элемента посредством зажима.
Фиг.6 показывает сечение еще одного примера наружного кольца подшипника с фланцем, в котором фланец 7 расположен у одного из краев наружной поверхности 11 наружного кольца подшипника. В данном примере само кольцо подшипника также выполнено с дополнительным установочным конструктивным элементом в виде канавки 15, которая также может быть использована в целях установки/крепления. Канавка может быть образована посредством, например, операции прокатки или механической обработки. Также возможен другой дополнительный установочный конструктивный элемент, такой как выступ, дополнительный небольшой фланец или периферийное углубление на крае кольца подшипника.
Фиг.7 показывает сечение внутреннего кольца подшипника с фланцем. Внутреннее кольцо подшипника имеет наружную периферийную поверхность 13 и внутреннюю периферийную поверхность 14, которая в данном примере выполнена с двумя дорожками 8 качения. В данном примере фланец 7 расположен у одного из краев внутренней поверхности 14 внутреннего кольца подшипника и простирается в направлении к наружному кольцу подшипника. Фланец простирается таким образом, что все пространство между наружным и внутренним кольцами будет закрыто. Подобный фланец может быть использован в целях монтажа, например, для установки вращающегося элемента, такого как колесо, когда наружное кольцо закреплено в корпусном конструктивном элементе. Наружное кольцо подшипника выполнено с наружной поверхностью 11 и внутренней поверхностью 12, которая в данном примере выполнена с двумя дорожками 8 качения.
Кольцо подшипника с фланцем по изобретению предпочтительно используется в качестве конструкции имеющих фланец колец подшипников с большими размерами, имеющих диаметр порядка 0,5 метра и более. Одна причина этого состоит в том, что изготовление подобных больших колец подшипников из одной заготовки из материала является дорогостоящим, поскольку все кольцо подшипника, включая фланец, должно быть изготовлено на станках из одной заготовки. Кольцо подшипника с фланцем по изобретению значительно дешевле в изготовлении, поскольку можно избежать больших отходов материала. Подшипник качения, содержащий подобное кольцо подшипника с фланцем, особенно подходит для использования в тяжелой промышленности, например, для основного вала и редуктора в случаях применения ветротурбин и для валиков для бумаги в бумагоделательных машинах.
В дополнительном варианте осуществления кольцо подшипника содержит два или более сегментов кольца с фланцем, которые сваривают вместе посредством стыковой сварки оплавлением для образования кольца подшипника. Кольцо подшипника, само собой разумеется, также может быть образовано из более чем двух сегментов, например из трех сегментов, соответствующих 120 градусам, или четырех сегментов, соответствующих 90 градусам. Одна причина использования нескольких сегментов кольца с фланцем состоит в том, что может быть легче изготавливать сегменты кольца, имеющие меньший размер, например, сгибать короткий сегмент с углом 90 градусов легче, чем сгибать более длинный сегмент с углом 360 градусов. Также облегчается обеспечение высокой точности для кольца подшипника с фланцем, в особенности в отношении круглости кольца подшипника и плоскостности фланца. Два или более сегментов кольца с фланцем могут быть соединены посредством стыковой сварки оплавлением одновременно для образования непосредственно кольца подшипника с фланцем или могут быть соединены посредством стыковой сварки оплавлением последовательно, один за другим, для образования кольцевого элемента.
Вариант осуществления способа по изобретению, предназначенного для изготовления кольца подшипника с фланцем, описан посредством схемы последовательности операций по фиг.8. На первом этапе 100 сортовой прокат фасонного профиля, имеющий фланец, получают из сортового проката из высокоуглеродистой стали перед гибкой прямолинейного сортового проката фасонного профиля. Прямолинейный в продольном направлении сортовой прокат фасонного профиля может быть получен разными способами, как описано выше, и предпочтительно его получают формованием на роликоформовочном стане/роликогибочной машине.
На этапе 110 заготовку из сортового проката фасонного профиля подвергают гибке с образованием кольцевого элемента, имеющего по существу такую же форму, какую кольцо подшипника будет иметь после соединения двух концевых зон. Кольцевой элемент может быть согнут или так, что торцевые поверхности будут приближены друг к другу с созданием предварительного натяга, или так, что между ними будет небольшое расстояние перед началом соединения. Кольцевой элемент также может содержать два или более сегментов кольца, которые сваривают вместе посредством стыковой сварки оплавлением для образования кольцевого элемента.
На этапе 120 концевые зоны кольцевого элемента приваривают друг к другу посредством процесса стыковой сварки оплавлением.
Изобретение не следует рассматривать как ограниченное вариантами осуществления, рассмотренными выше, при этом ряд дополнительных вариантов и модификаций возможен в пределах объема притязаний нижеследующей формулы изобретения.
ССЫЛОЧНЫЕ ПОЗИЦИИ
1: Кольцо подшипника
2: Сортовой прокат фасонного профиля
3: Первая концевая зона
4: Вторая концевая зона
5: Первая торцевая поверхность
6: Вторая торцевая поверхность
7: Фланец
8: Дорожка качения
9: Первое зажимное приспособление
10: Второе зажимное приспособление
11: Наружная поверхность наружного кольца
12: Внутренняя поверхность наружного кольца
13: Наружная поверхность внутреннего кольца
14: Внутренняя поверхность внутреннего кольца
15: Канавка
16: Крепежное отверстие
17: Вторичная обмотка
18: Зона сварки
Изобретение относится к кольцу (1) подшипника с фланцем (7), которое изготовлено из сортового проката фасонного профиля из высокоуглеродистой стали и содержит по меньшей мере одно сварное соединение, полученное при стыковой сварке оплавлением. Кольцо (1) выполнено с внутренней периферийной поверхностью и наружной периферийной поверхностью. Одна периферийная поверхность имеет дорожку качения для тел качения. Кольцо (1) дополнительно содержит фланец (7), выполненный с возможностью обеспечения крепления кольца (1) к механическому элементу. Фланец (7) выступает от кольца (1) по существу в радиальном направлении. Кроме того, изобретение относится к способу изготовления подобного однородного кольца (1) с фланцем (7) из не изогнутого в продольном направлении сортового проката фасонного профиля. Технический результат: создание однородного кольца подшипника с фланцем простым образом. 3 н. и 8 з.п. ф-лы, 8 ил.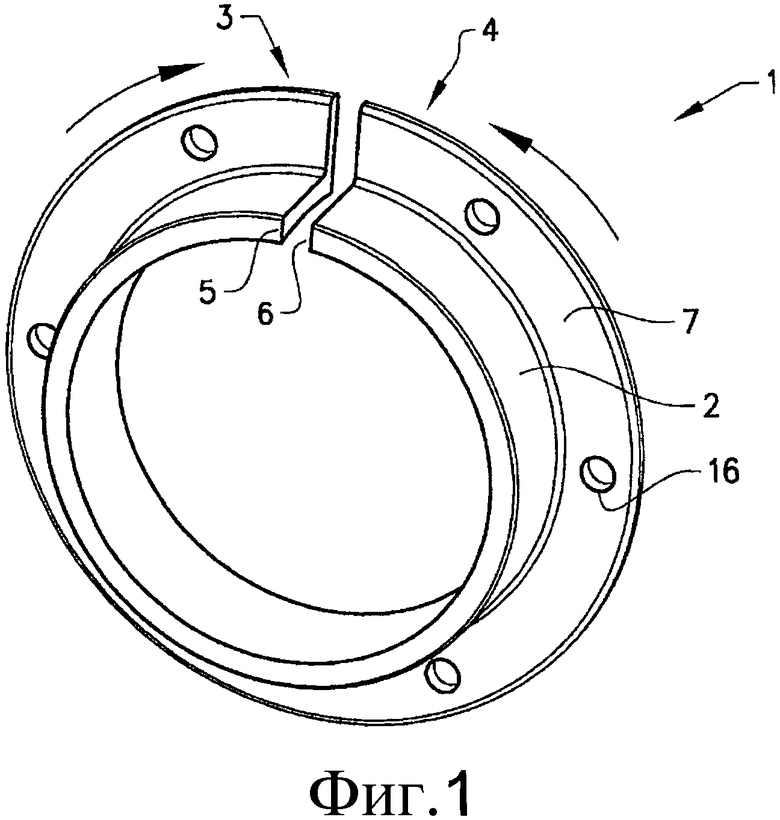
1. Кольцо (1) подшипника, изготовленное из сортового проката фасонного профиля из высокоуглеродистой стали и имеющее, по меньшей мере, одно сварное соединение, полученное при стыковой сварке оплавлением, при этом кольцо подшипника выполнено с внутренней периферийной поверхностью (12, 14) и наружной периферийной поверхностью (11, 13) и при этом одна периферийная поверхность имеет дорожку (8) качения для тел качения, отличающееся тем, что кольцо подшипника дополнительно содержит образованный формованием на роликоформовочном стане/роликогибочной машине фланец (7), выполненный с возможностью обеспечения крепления кольца подшипника к механическому элементу, при этом фланец (7) выступает от кольца подшипника по существу в радиальном направлении.
2. Кольцо подшипника по п.1, отличающееся тем, что фланец (7) выступает наружу от кольца подшипника в направлении от центра кольца подшипника.
3. Кольцо подшипника по п.1 или 2, отличающееся тем, что фланец (7) расположен у наружного края кольца подшипника.
4. Кольцо подшипника по п.1 или 2, отличающееся тем, что фланец (7) выступает от центра наружной периферийной поверхности (11, 13) кольца подшипника.
5. Кольцо подшипника по п.1 или 2, отличающееся тем, что фланец (7) и/или кольцо подшипника выполнены с дополнительным установочным конструктивным элементом (15).
6. Кольцо подшипника по п.1 или 2, отличающееся тем, что фланец (7) выполнен с множеством крепежных отверстий (16).
7. Кольцо подшипника по п.1 или 2, отличающееся тем, что содержание углерода в высокоуглеродистой стали превышает 0,67%.
8. Роликовый подшипник, содержащий по меньшей мере одно кольцо подшипника по любому из предшествующих пунктов.
9. Роликовый подшипник по п.8, в котором внутренний диаметр роликового подшипника превышает 0,5 метра.
10. Способ изготовления однородного кольца подшипника с фланцем, которое образовано из высокоуглеродистой стали, включающий следующие этапы:
- получение сортового проката фасонного профиля, имеющего фланец, из высокоуглеродистой сортовой стали формованием на роликоформовочном стане/роликогибочной машине;
- формование заготовки из сортового проката фасонного профиля с преобразованием в кольцевой элемент или в сегмент кольца;
- сварку концевых зон кольцевого элемента или сегментов кольца вместе посредством стыковой сварки оплавлением.
11. Способ по п.10, в котором сортовой прокат фасонного профиля, имеющий фланец, образован из по существу неизогнутой высокоуглеродистой сортовой стали.
| DE 102005014967 A1, 05.10.2006 | |||
| US 3387900 A, 11.06.1968 | |||
| GB 1141901 A, 05.02.1969 | |||
| US 1967821 A, 24.07.1934 | |||
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ПОДШИПНИКОВ ДРОБИЛКИ И ДРОБИЛКА | 2002 |
|
RU2298703C2 |

