ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к детали подшипника, т.е. детали, которая составляет по меньшей мере часть одного из следующего: шарикового подшипника, роликового подшипника, игольчатого подшипника, конического роликового подшипника, сферического роликового подшипника, тороидального роликового подшипника, упорного шарикового подшипника, упорного роликового подшипника, упорного конического роликового подшипника, колесного подшипника, блока подшипника ступицы, поворотного подшипника, шарикового винта, или деталь для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Стыковая сварка оплавлением или «сварка оплавлением» представляет собой метод сварки сопротивлением для соединения звеньев металлического рельса, стержня, цепи или трубопровода, при котором звенья совмещают торец в торец и нагревают электрическими токами, создавая электрическую дугу, которая расплавляет и сваривает торцы звеньев, что дает исключительно прочный и гладкий сварной шов.
Цепь стыковой сварки оплавлением обычно состоит из низковольтного, сильноточного источника энергии (обычно сварочного трансформатора) и двух прижимных электродов. Два звена, которые должны быть сварены, закрепляют в электродах и сводят вместе до их соприкосновения, с достижением легкого касания. Запитывание трансформатора заставляет течь ток высокой плотности через поверхности, которые находятся в контакте друг с другом. Как только начинается дугообразование, звенья сковывают вместе с усилием и скоростью, достаточными для поддержания действия дугообразования. После установления теплового градиента на двух свариваемых кромках для завершения сварного шва прикладывают усилие осадки. Это усилие осадки вытесняет шлак, оксиды и расплавленный металл из зоны сварного шва, оставляя нарост сварного шва в более холодной зоне нагретого металла. Стыку затем дают слегка остынуть, перед размыканием зажимов для высвобождения сварного изделия. Нарост сварного шва можно оставить на месте или удалить путем срезания, когда сварное изделие остается еще горячим, или путем его сошлифовывания, в зависимости от требований.
В Международной публикации № WO 2006/103021 раскрыто сварное кольцо роликового подшипника, изготовленное из холоднокатаной профилированной проволоки из стали для роликового подшипника с заэвтектическим составом и содержанием углерода по меньшей мере 0,7%. Сварное кольцо роликового подшипника содержит мягко отожженный крупнозернистый сварной шов с глобулярным цементитом, полученный сваркой встык. Область вокруг сварного соединения содержит структуру мартенситного цементита с более высоким количеством карбида и более тонкой структурой относительно оставшейся области кольца. В ходе процесса стыковой сварки оплавлением, при сковывании двух поверхностей, создается поток материала, перпендикулярный плоскости двух поверхностей. Этот поток материала формирует зернистую структуру или поток волокон, ориентированный перпендикулярно плоскости двух поверхностей. Включения, присутствующие в материале, оказываются внедренными в этот поток материала.
В традиционных подшипниковых сталях преобладающим типом включений являются сульфиды из-за того, что содержание серы, как правило, выше, чем содержание кислорода. Поскольку сульфиды имеют удлиненную форму, они в ходе стыковой сварки оплавлением могут становиться сильно ориентированными, и это делает сталь анизотропной в области сварного соединения. Было обнаружено, что на срок службы детали подшипника наиболее сильное отрицательное влияние оказывают кислородсодержащие включения, такие как сульфидные включения, содержащие инкапсулированные или внедренные оксидные включения, поскольку, когда такие включения имеют контакт с матрицей, они действуют как инициаторы трещин. При стыковой сварке оплавлением детали, такой как кольцо подшипника, получившийся поток волокон, переносящий внедренные сульфиды, будет, таким образом, невыгодным с точки зрения возникновения и распространения усталостных трещин в полученном сваренном кольце подшипника по сравнению с подшипником, который не содержит полученного стыковой сваркой оплавлением сварного соединения. В дополнение, сульфиды в подшипниковых сталях могут быть полностью или частично растворены в аустените в зоне сварного шва. При охлаждении эти сульфиды будут преимущественно выделяться на границах зерен, что будет значительно ослаблять зону сварного шва.
Для предотвращения этих проблем с сульфидами в ходе стыковой сварки оплавлением не выгодно снижать содержание серы в подшипниковой стали до уровня, как можно более близкого к нулю, поскольку это приводит к попаданию присутствующих в расплаве магния и кальция в оксидные включения в виде алюминатов и образованию нежелательных сложных алюминатных включений. Чистые алюминаты являются твердыми и хрупкими; они будут разрушаться в ходе горячего формования и поэтому не создают существенной проблемы для изготовителей деталей подшипников с высокими уровнями формовочной деформации. Однако сложные алюминаты могут быть твердыми, но они не хрупкие, так что они будут оставаться нетронутыми в ходе прокатки и поэтому будут внедряться в готовую деталь подшипника. Если сложноалюминатное включение окажется расположенным в подверженной высоким нагрузкам области детали подшипника, оно будет тем местом, где начнется усталостное разрушение.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является обеспечение детали подшипника, содержащей по меньшей мере одно полученное стыковой сваркой оплавлением сварное соединение, которое обладает повышенными усталостными свойствами.
Задача изобретения решается с помощью детали подшипника, содержащей сталь, которая содержит, по массе, максимум 20 ppm (т.е. миллионных долей) S и максимум 15 ppm O и включает в себя сульфидные включения, при этом менее 5% этих сульфидных включений содержат инкапсулированные или внедренные оксидные включения.
Было обнаружено, что вредные эффекты неблагоприятного потока волокон, создаваемого стыковой сваркой оплавлением, могут быть ограничены путем изготовления деталей подшипника, подлежащих стыковой сварке оплавлением из указанной стали. Именно использование такой чистой стали обеспечивает сварную деталь подшипника, имеющую наилучшее сварное соединение, поскольку сварная деталь подшипника не содержит областей конструктивной слабости, которые могли бы возникнуть в ином случае. Поэтому такая сварная деталь подшипника обладает высоким уровнем конструктивной целостности по сравнению с полученным стыковой сваркой оплавлением кольцом подшипника, которое не содержит такой стали.
Согласно другому варианту воплощения изобретения сталь содержит максимум 10 ppm O или максимум 8 ppm O.
Согласно варианту воплощения изобретения сталь содержит от 0,10 до 1,20 мас.% C. Согласно другому варианту воплощения изобретения сталь содержит от 0,15 до 0,40 мас.% C. Сталь может, для примера, представлять собой сталь типа ASTM A295/A295M-09, например, ISO 683-17:1999 ASTM A-295-98, или представлять собой любую другую высокоуглеродистую сталь со сквозной закалкой, пригодную для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
Согласно другому варианту воплощения изобретения сталь содержит элемент, выбранный из группы: Ca, Mg, Te или лантаноид, такой как Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb или Lu. Согласно еще одному варианту воплощения изобретения сталь содержит, по массе, 10-30 ppm элемента, выбранного из вышеуказанной группы.
Добавление такого элемента к подшипниковой стали (т.е. стали, пригодной для использования в детали подшипника) после того, как содержание серы было снижено до уровня по существу того же порядка, что и содержание кислорода, будет снижать общее число сульфидных включений, остающихся в стали, и/или оно будет модифицировать форму остающихся включений в такую, которая менее вредна для механических свойств в конечной детали подшипника (теллур, например, делает сульфидные включения сферическими). А именно, было обнаружено, что добавление такого элемента к подшипниковой стали будет приводить к тому, что менее 5% сульфидных включений содержат инкапсулированные или внедренные оксидные включения. Добавление такого элемента также будет приводить к тому, что все сульфидные включения будут иметь соотношение размеров менее 3:1 (т.е. отношение наибольшего диаметра включения к самому короткому диаметру включения), а максимальная длина сульфидного включения будет составлять 125 мкм при уменьшенном отклонении, равном 3, оцененном с использованием Стандарта анализа предельных значений ASTM E2283-03. Такие сульфидные включения приносят меньше повреждений детали подшипника с точки зрения ее усталостных свойств. Кроме того, отсутствие сульфидных включений, имеющих соотношение размеров более 3:1 и имеющих максимальную длину более 125 мкм, придает стали более однородные свойства во всех направлениях и тем самым снижает направленную анизотропию в стали.
Согласно варианту воплощения изобретения деталь подшипника составляет по меньшей мере часть одного из следующего: шарикового подшипника, роликового подшипника, игольчатого подшипника, конического роликового подшипника, сферического роликового подшипника, тороидального роликового подшипника, упорного шарикового подшипника, упорного роликового подшипника, упорного конического роликового подшипника, колесного подшипника, блока подшипника ступицы, поворотного подшипника, шарикового винта, или деталь для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
Согласно другому варианту воплощения изобретения деталь подшипника составляет кольцо подшипника или сегмент кольца подшипника, два или более из которых могут быть сварены в кольцо подшипника.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет далее более подробно разъяснено посредством неограничивающих примеров со ссылкой на прилагаемые схематические фигуры, на которых:
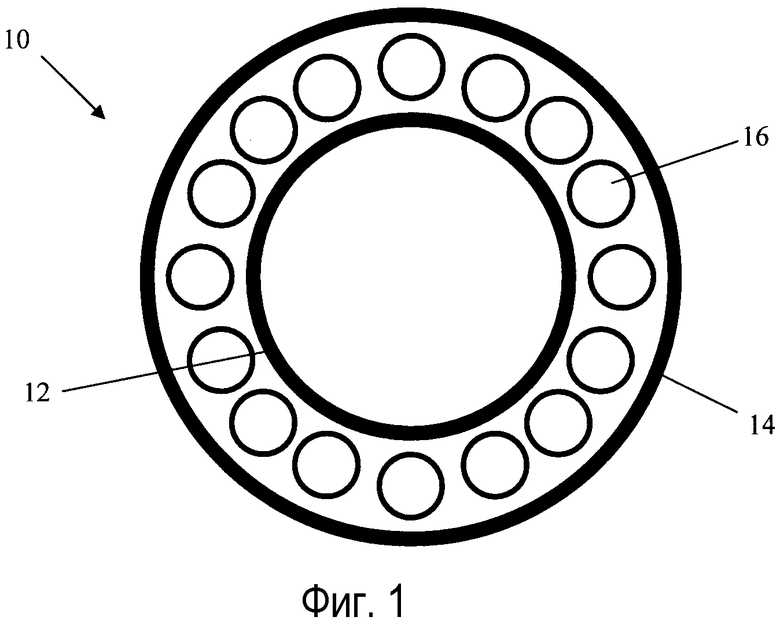
Фигура 1 схематически показывает деталь подшипника согласно варианту воплощения изобретения;
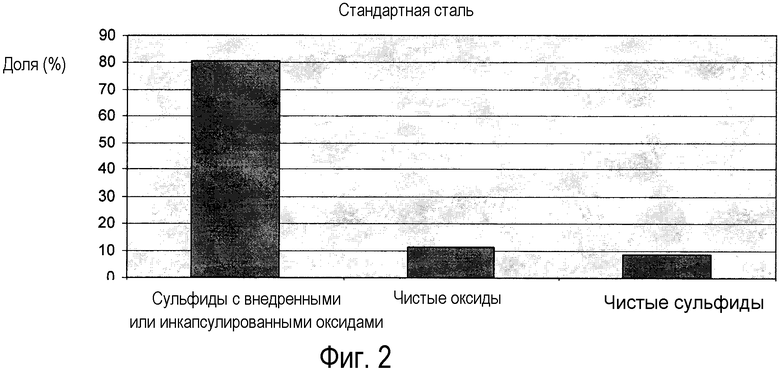
Фигура 2 показывает процентную долю сульфидных включений, содержащих инкапсулированные или внедренные оксидные включения, в стандартной стали;
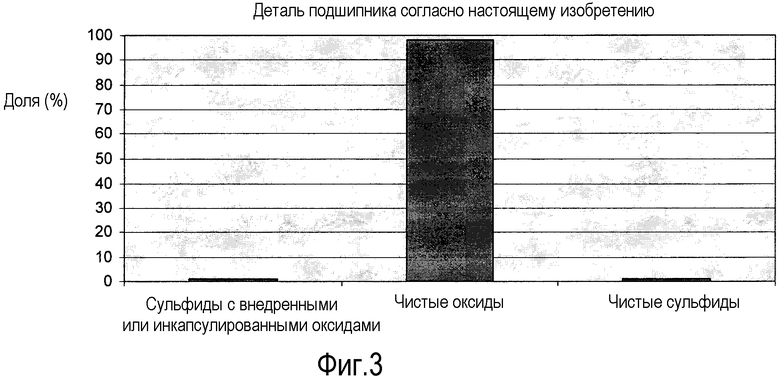
Фигура 3 показывает процентную долю сульфидных включений, содержащих инкапсулированные или внедренные оксидные включения, в стали детали подшипника согласно настоящему изобретению;
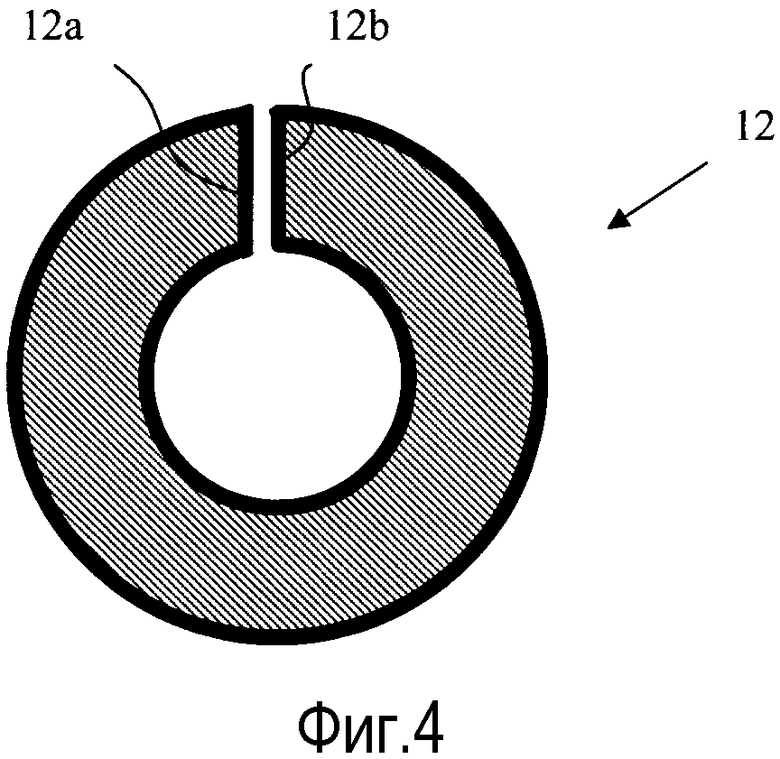
Фигура 4 показывает кольцо подшипника согласно варианту воплощения изобретения перед осуществлением стыковой сварки оплавлением;
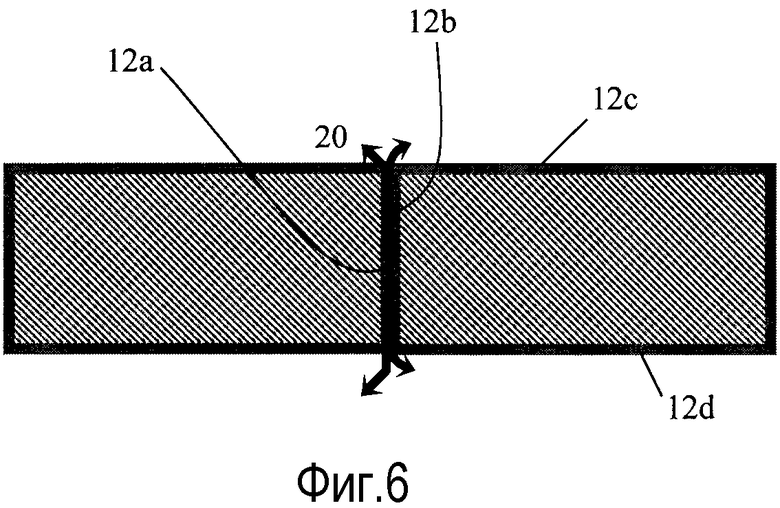
Фигура 5 показывает два конца детали подшипника согласно варианту воплощения изобретения, свариваемые стыковой сваркой оплавлением; и
Фигура 6 показывает поток материала на поверхностях детали подшипника в ходе стыковой сварки оплавлением.
Следует отметить, что чертежи не были вычерчены в масштабе и что размеры определенных признаков были намеренно увеличены для ясности.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Фигура 1 схематически показывает пример детали 10 подшипника, а именно роликоподшипник, который может составлять по размеру от 10 мм в диаметре до нескольких метров в диаметре и имеет допустимую нагрузку от нескольких десятков граммов до многих тысяч тонн. А именно, деталь подшипника согласно настоящему изобретению может иметь любой размер и обладать любой допустимой нагрузкой. Деталь 10 подшипника имеет внутреннее кольцо 12, внешнее кольцо 14 и комплект тел 16 вращения. Внутреннее кольцо 12, внешнее кольцо 14 и/или тела 16 качения роликоподшипника 10, а предпочтительно - все части контакта качения роликоподшипника 10, изготовлены из стали, которая содержит, по массе, максимум 20 ppm S и максимум 15 ppm O, предпочтительно, максимум 20 ppm S и максимум 8 ppm O. Менее 5% сульфидных включений, содержащихся в этой стали, содержат инкапсулированные или внедренные оксидные включения. Все сульфидные включения имеют соотношение размеров менее 3:1, а максимальная длина сульфидных включений составляет 125 мкм при уменьшенном отклонении, равном 3 (определенном с использованием анализа предельных значений по ASTM E2283-03).
Сталь, из которой изготовлена по меньшей мере часть роликоподшипника 10, может содержать, например, от 0,70 до 1,20% углерода. Например, сталь может иметь следующий состав:
0,70-0,95 мас.% углерода,
0,05-1,5 мас.% кремния,
0,15-0,50 мас.% марганца,
0,5-2,5 мас.% хрома,
0,10-1,5 мас.% молибдена,
максимум 0,25 мас.% ванадия, отдельно или в сочетании с ниобием,
остаток составляют Fe и обычно встречающиеся примеси, включая 10-30 ppm Ca, максимум 20 ppm S и максимум 15 ppm O, предпочтительно, максимум 10 ppm O, или, наиболее предпочтительно, максимум 8 ppm O.
Фигуры 2 и 3 показывают процентную долю сульфидных включений, содержащих инкапсулированные или внедренные оксидные включения, соответственно в стандартной стали и в стали детали подшипника согласно настоящему изобретению. Видно, что только примерно 1% сульфидных включений в стали детали подшипника согласно настоящему изобретению содержат инкапсулированные или внедренные оксидные включения. Напротив, в стандартной стали примерно 80% сульфидных включений стали содержат инкапсулированные или внедренные оксидные включения. Было обнаружено, что усталостная прочность (измеренная при испытании балки на вращение при 950 МПа) стали детали подшипника согласно настоящему изобретению является существенно более высокой, чем усталостная прочность стандартной стали.
Фигура 4 показывает разомкнутое кольцо 12 подшипника, такое как внутреннее кольцо роликового подшипника, перед осуществлением стыковой сварки оплавлением. Кольцо 12 подшипника изготовлено из стали, содержащей, по массе, максимум 20 ppm S и максимум 15 ppm O и включающей в себя сульфидные включения, при этом менее 5% сульфидных включений содержат инкапсулированные или внедренные оксидные включения. Разомкнутое кольцо 12 подшипника в проиллюстрированном варианте воплощения содержит два конца 12a, 12b, которые подлежат свариванию друг с другом стыковой сваркой оплавлением с образованием сварного соединения, получаемого при стыковой сварке оплавлением. Следует отметить, что такое кольцо 12 подшипника может содержать два или более сегмента кольца подшипника, концы которых сваривают друг с другом стыковой сваркой оплавлением с образованием кольца подшипника, содержащего множество сварных соединений, полученных при стыковой сварке оплавлением.
Фигура 5 показывает концы 12a, 12b разомкнутого кольца 12 подшипника, свариваемые друг с другом стыковой сваркой оплавлением. Концы 12a, 12b разомкнутого кольца 12 подшипника зажимают и сводят вместе при контролируемой скорости и подают ток от трансформатора 18. Между двумя концами 12a, 12b создают дугу. В начале процесса стыковой сварки оплавлением дуговой промежуток 20 достаточно велик, чтобы выровнять и очистить две поверхности 12a, 12b. Уменьшение и последующее смыкание и размыкание промежутка 20 порождает нагрев в двух поверхностях 12a, 12b. Когда температура на двух поверхностях 12a, 12b достигает температуры ковки, прикладывают давление в направлениях стрелок 19 на Фигуре 3 (или подвижный конец приковывают к стационарному концу). Между двумя поверхностями 12a, 12b создают вспышку дуги, которая заставляет материал в области сварки течь радиально наружу от поверхностей 12a, 12b к внутренней и внешней поверхностям 12c, 12d кольца 12 подшипника, как указано стрелками 24 на Фигуре 6, что приводит к образованию чистого сварного шва.
После охлаждения в закалочной среде, например, на основе воды, масла или полимера, можно удалить любой сварочный нарост, который накапливается на внутренней и внешней поверхностях 12d и 12c сваренного кольца 12 подшипника. Согласно варианту воплощения изобретения сваренное кольцо подшипника может быть подвергнуто воздействию второй термообработки и силы обжима для дальнейшего повышения его конструктивной целостности.
Другие модификации изобретения в рамках объема формулы изобретения должны быть понятны специалистам в данной области техники.
Изобретение может быть использовано при изготовлении детали подшипника, например в виде сварного кольца или сегмента кольца, которая подвергается переменным механическим напряжениям, в частности, при качении или качении и скольжении. Деталь (10) подшипника выполнена из подшипниковой стали и содержит по меньшей мере одно сварное соединение, полученное стыковой сваркой оплавлением. Деталь выполнена из стали, содержащей, по массе, максимум 20 ppm серы, максимум 15 ppm кислорода и сульфидные включения. Менее 5% упомянутых сульфидных включений содержат инкапсулированные или внедренные оксидные включения. Упомянутая сталь также содержит элемент, выбранный из группы: Са, Mg, Те или лантаноид, такой как Се, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb или Lu, в количестве 10-30 ppm по массе. Сварное соединение детали подшипника обладает высокой стойкостью к усталостному разрушению. 14 з.п. ф-лы, 6 ил.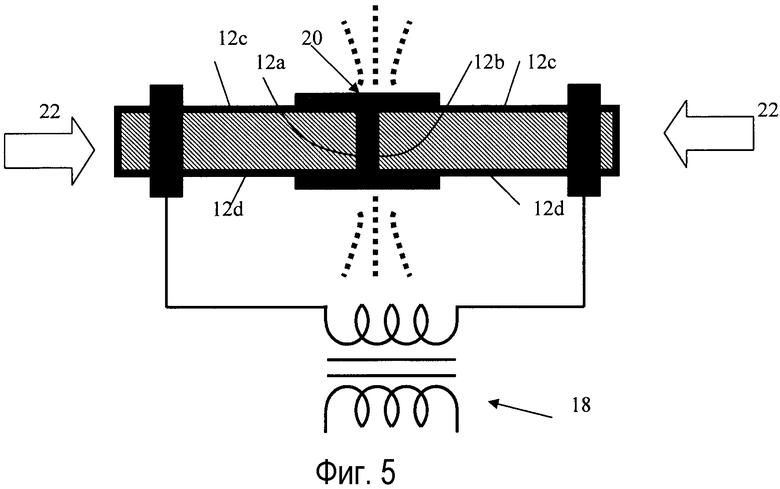
1. Деталь (10) подшипника, выполненная из подшипниковой стали и содержащая по меньшей мере одно сварное соединение, полученное стыковой сваркой оплавлением, отличающаяся тем, что она выполнена из стали, содержащей, по массе, максимум 20 ppm серы, максимум 15 ppm кислорода и сульфидные включения, причем менее 5% упомянутых сульфидных включений содержат инкапсулированные или внедренные оксидные включения, и при этом упомянутая сталь также содержит элемент, выбранный из группы: Са, Mg, Те или лантаноид, такой как Се, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb или Lu, в количестве 10-30 ppm по массе.
2. Деталь (10) подшипника по п. 1, отличающаяся тем, что максимальная длина упомянутых сульфидных включений составляет 125 мкм при уменьшенном отклонении, равном 3.
3. Деталь (10) подшипника по п. 1, отличающаяся тем, что упомянутая сталь содержит максимум 10 ppm О или максимум 8 ppm О.
4. Деталь (10) подшипника по п. 2, отличающаяся тем, что упомянутая сталь содержит максимум 10 ppm О или максимум 8 ppm О.
5. Деталь (10) подшипника по п. 1, отличающаяся тем, что все упомянутые сульфидные включения имеют соотношение размеров менее 3:1.
6. Деталь (10) подшипника по п. 2, отличающаяся тем, что все упомянутые сульфидные включения имеют соотношение размеров менее 3:1.
7. Деталь (10) подшипника по любому из пп. 1-6, отличающаяся тем, что упомянутая сталь содержит от 0,1 до 1,20 мас.% С.
8. Деталь (10) подшипника по любому из пп. 1-6, отличающаяся тем, что упомянутая сталь содержит от 0,15 до 0,40 мас.% С.
9. Деталь (10) подшипника по любому из пп. 1-6, отличающаяся тем, что она составляет по меньшей мере часть одного из следующего: шарикового подшипника, роликового подшипника, игольчатого подшипника, конического роликового подшипника, сферического роликового подшипника, тороидального роликового подшипника, упорного шарикового подшипника, упорного роликового подшипника, упорного конического роликового подшипника, колесного подшипника, блока подшипника ступицы, поворотного подшипника, шарикового винта, или деталь для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
10. Деталь (10) подшипника по п. 7, отличающаяся тем, что она составляет по меньшей мере часть одного из следующего: шарикового подшипника, роликового подшипника, игольчатого подшипника, конического роликового подшипника, сферического роликового подшипника, тороидального роликового подшипника, упорного шарикового подшипника, упорного роликового подшипника, упорного конического роликового подшипника, колесного подшипника, блока подшипника ступицы, поворотного подшипника, шарикового винта, или деталь для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
11. Деталь (10) подшипника по п. 8, отличающаяся тем, что она составляет по меньшей мере часть одного из следующего: шарикового подшипника, роликового подшипника, игольчатого подшипника, конического роликового подшипника, сферического роликового подшипника, тороидального роликового подшипника, упорного шарикового подшипника, упорного роликового подшипника, упорного конического роликового подшипника, колесного подшипника, блока подшипника ступицы, поворотного подшипника, шарикового винта, или деталь для применения, при котором она подвергается переменным механическим напряжениям по Герцу, таким как контакт качения или комбинированные качение и скольжение.
12. Деталь (10) подшипника по любому из пп. 1-6, 10 и 11, отличающаяся тем, что она представляет собой кольцо (12) подшипника или сегмент кольца подшипника.
13. Деталь (10) подшипника по п. 7, отличающаяся тем, что она представляет собой кольцо (12) подшипника или сегмент кольца подшипника.
14. Деталь (10) подшипника по п. 8, отличающаяся тем, что она представляет собой кольцо (12) подшипника или сегмент кольца подшипника.
15. Деталь (10) подшипника по п. 9, отличающаяся тем, что она представляет собой кольцо (12) подшипника или сегмент кольца подшипника.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДШИПНИКОВОЙ СТАЛИ | 1995 |
|
RU2095429C1 |
| Способ производства подшипниковой стали | 1990 |
|
SU1786101A1 |
| EP 1354971 A1, 22.10.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ И ПОДГОТОВКИ ТВЕРДЫХ ПРОБ ДЛЯ ИССЛЕДОВАНИЯ | 1996 |
|
RU2155951C2 |

