Область техники, к которой относится изобретение
Настоящее изобретение описывает улучшенное полое зубчатое кольцо и способ изготовления такого улучшенного полого зубчатого кольца.
Предпосылки создания изобретения
Полые зубчатые кольца являются обычным компонентом во многих областях механики. Полое зубчатое кольцо, как подразумевает его название, будет содержать тело в форме кольца с внутренней и наружной периферией, с зубчатой структурой на одной или обеих поверхностях. Зубчатая структура может содержать выступы, такие как, например, гребни в форме "зубцов", или другие структуры, такие как, например, косые зубья.
Примеры традиционных способов образования полых зубчатых колец включают в себя прикрепление зубчатой структуры к наружной или внутренней периферии гладкого полого кольца, или образование зубчатой структуры на периферии, наружной или внутренней, полого кольца посредством обработки резанием.
Недостатком первого способа, то есть прикрепления зубчатой структуры к полому кольцу, является то, что соединение между зубчатой структурой и полым кольцом, к которому она прикреплена, будет ослаблено со временем такими факторами, как нагрузка, пластическая деформация, фреттинг-коррозия и износ, которые могут в итоге привести к поломке соединения.
Недостатком второго способа, то есть обработки резанием зубчатой структуры в периферии, внутренней или наружной, полого кольца, является то, что обработка резанием зубчатой структуры по сути приводит к ослаблению структуры.
Недостаток в целом традиционных способов изготовления полых зубчатых колец включает в себя сложности в изготовлении полых зубчатых колец с достаточной степенью точности и качества как в зубчатых кольцах, так и во всей структуре по сравнению, например, с такими конструкциями зубчатых передач, как солнечные зубчатые колеса и планетарные зубчатые колеса.
Краткое изложение сущности изобретения
Целью настоящего изобретения является разработка полого зубчатого кольца, которое не имеет упомянутых выше недостатков известных зубчатых колец, а также разработка по меньшей мере одного способа изготовления такого полого зубчатого кольца.
Эта цель достигается посредством настоящего изобретения тем, что в нем раскрыто сварное полое зубчатое кольцо с наружной и внутренней периферией. Сварное полое зубчатое кольцо имеет зубчатую структуру по меньшей мере на одной из его периферий, а также имеет по меньшей мере одно сварное соединение. Согласно изобретению сварное соединение образовано посредством стыковой сварки оплавлением.
Это является преимущественным благодаря факту того, что стыковая сварка оплавлением обеспечивает исключительно крепкое сварное соединение. К тому же, благодаря факту того, что полое зубчатое кольцо по изобретению имеет по меньшей мере одно сварное соединение, образованное посредством стыковой сварки оплавлением, зубчатая структура может быть образована на противоположных основных поверхностях прямого стального бруска, который затем загибается в форму кольца и сваривается посредством стыковой сварки оплавлением. Это значит, что зубчатая структура может быть образована на или в стальном бруске, так что могут быть использованы стандартные технологии изготовления зубчатых передач, что приведет к меньшим затратам и более высокому качеству по сравнению с традиционным способами изготовления полых зубчатых колец.
К тому же, использование стыковой сварки оплавлением обеспечивает использование стали с более высоким содержанием углерода, чем в стали, используемой в традиционных способах изготовления зубчатого кольца с зубчатой структурой. Благодаря факту того, что используется стыковая сварка оплавлением, сталь с высоким содержанием углерода, например более 0,67%, может быть использована для изготовления зубчатого кольца по изобретению, что значит, что зубчатое кольцо по изобретению может быть крепче, чем традиционные такие зубчатые кольца с зубчатой структурой, или оно может быть сравнимо по качеству и эффективности, но быть дешевле.
В одном варианте осуществления зубчатая структура была образована посредством прокатки, тогда как в другом варианте осуществления она была образована посредством обработки резанием. В дополнительном варианте осуществления зубчатая структура была образована посредством комбинации обработки резанием и прокатки.
В одном варианте осуществления изобретения сварное полое зубчатое кольцо имеет зубчатую структуру на обеих перифериях, то есть существует одна зубчатая структура, направленная наружу от наружной периферии, и одна зубчатая структура, направленная вовнутрь от внутренней периферии кольца.
В одном варианте осуществления изобретения зубчатая структура сварного полого зубчатого кольца содержит гребни, а в другом варианте осуществления она содержит косые зубья. В одном таком варианте осуществления сварного полого зубчатого кольца по меньшей мере одно сварное соединение расположено между двумя гребнями или между двумя косыми зубьями.
В изобретении также описан способ изготовления сварного полого зубчатого кольца, который содержит следующее:
- образование первой зубчатой структуры на первой основной поверхности продолговатого стального бруска,
- загибание стального бруска для образования кольца, так что два противоположных дальних конца стального бруска встречаются,
- соединение упомянутых двух концов стального бруска друг с другом посредством стыковой сварки оплавлением.
В изобретении также описан способ изготовления сварного полого зубчатого кольца, который содержит следующее:
- образование первой зубчатой структуры на первой основной поверхности каждого из двух или более продолговатых стальных брусков,
- загибание двух или более продолговатых стальных брусков так, что каждый из них образует кольцевые сегменты кольца с первым радиусом,
- соединение концов упомянутых двух или более стальных брусков друг с другом посредством стыковой сварки оплавлением, для образования сварного полого зубчатого кольца с упомянутым первым радиусом.
В одном варианте осуществления способа стальной брусок загибают для образования кольца таким образом, что зубчатая структура направлена вовнутрь от внутренней периферии кольца или кольцевых сегментов.
В одном варианте осуществления способа стальной брусок загибают для образования кольца таким образом, что зубчатая структура направлена наружу от наружной периферии кольца или кольцевых сегментов.
В одном варианте осуществления способ дополнительно содержит этап образования второй зубчатой структуры на второй основной поверхности стального бруска или брусков, причем эта вторая основная поверхность является противоположной первой основной поверхности стального бруска или брусков.
В одном варианте осуществления зубчатую структуру или структуру образуют посредством прокатки.
В одном варианте осуществления зубчатую структуру или структуры образуют посредством обработки резанием.
В одном варианте осуществления зубчатую структуру или структуры образуют посредством комбинации обработки резанием и прокатки.
В одном варианте осуществления зубчатую структуру образуют с гребнями, тогда как в другом варианте осуществления зубчатую структуру образуют с косыми зубьями. В еще одном варианте осуществления способа, зубчатую структуру образуют с целым гребнем или косым зубом вблизи каждого конца стального бруска или брусков, таким образом, обеспечивая осуществление сварки между двумя гребнями или косыми зубьями.
Эти и другие варианты осуществления изобретения, а также преимущества, достигнутые посредством изобретения, будут описаны в последующем тексте.
Краткое описание чертежей
Далее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
На фиг.1a-1d показан первый вариант осуществления изобретения.
На фиг.2a-2d показан второй вариант осуществления изобретения.
На фиг.3a-3d показан третий вариант осуществления изобретения.
На фиг.4 показан четвертый вариант осуществления изобретения.
На фиг.5 показан пятый вариант осуществления изобретения.
На фиг.6 и 7 показаны дополнительные варианты осуществления изобретения.
Подробное описание вариантов осуществления настоящего изобретения
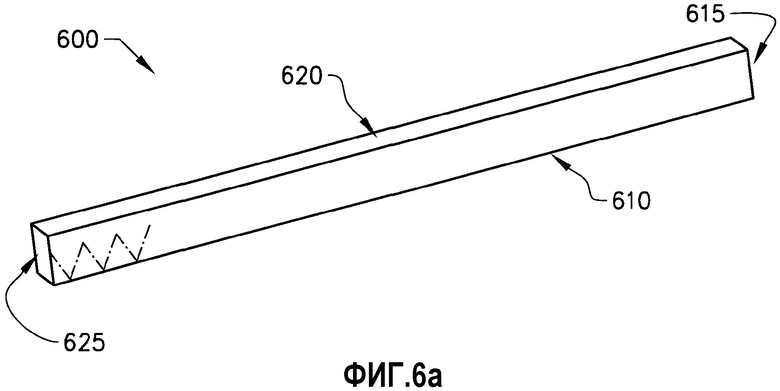
На фиг.1a-1d показан способ получения сварного полого зубчатого кольца по одному варианту осуществления изобретения. На фиг.1a показан продолговатый стальной брусок 100, который имеет первую 110 и вторую 120 основную поверхность, которые расположены напротив друг друга и также имеет два противоположных дальних конца 115, 125. Штрихпунктирными линиями на фиг.1a очерчена первая зубчатая структура, которая будет образована на первой основной поверхности 110 стального бруска 100.
В одном варианте осуществления первая зубчатая структура образована на первой основной поверхности 110 стального бруска 100 посредством прокатки.
В другом варианте осуществления первая зубчатая структура образована на первой основной поверхности 110 стального бруска 100 посредством обработки резанием.
В другом варианте осуществления первая зубчатая структура образована на первой основной поверхности 110 стального бруска 100 посредством комбинации прокатки и обработки резанием.
Эти разные способы образования зубчатой структуры обеспечивают разные преимущества: использование прокатки для образования зубчатой структуры обеспечивает исключительно крепкую зубчатую структуру благодаря плавному и непрерывному потоку материала, вызванному прокаткой. Использование обработки резанием для образования зубчатой структуры является преимущественным, поскольку обработка резанием осуществляется на стальном бруске, то есть на прямой структуре, в отличие от обработки резанием на изогнутой периферии кольца, что делает обработку резанием более простой и, таким образом, менее затратной.
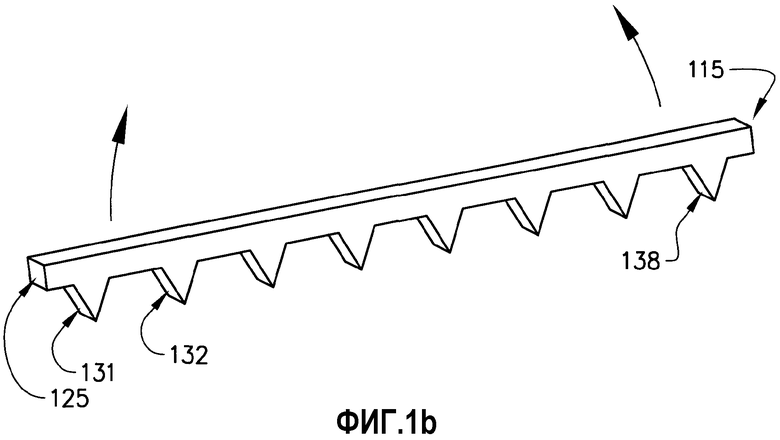
Зубчатая структура, которая образована посредством прокатки, может иметь разные формы и контуры, как будет детально показано позже, но в варианте осуществления, показанном на фиг.1a-1c, зубчатая структура образована с возможностью содержания гребней 131-138, имеющих форму "зубцов", то есть выступов с остроконечной треугольной структурой, где острие направлено от первой основной поверхности 110 стального бруска, на которой расположена зубчатая структура. Для удобства гребни расположены на одинаковом расстоянии на основной поверхности стального бруска и разделены промежуточными пространствами.
Еще одним преимуществом изобретения является то, что, как показано на фиг.1a и 1b, зубчатая структура образована на плоской поверхности прямого стального бруска, что легче, чем образование зубчатой структуры на кольцеобразной поверхности.
На фиг.1b показана завершенная зубчатая структура, то есть гребни 131-138 с пространствами между ними, образованная на первой основной поверхности 110 стального бруска 100. Как обозначено посредством двух стрелок на фиг.1b, стальной брусок 110 теперь будет загнут для образования кольца, так что два противоположных дальних конца 115, 125 стального бруска 100 встретятся. Стрелки на фиг.1b обозначают, что стальной брусок 110 загнут в направлении, которое заставит зубчатую структуру быть направленной наружу от наружной периферии образованного кольца. В другом варианте осуществления изобретения стальной брусок загнут в другом направлении, так что зубчатая структура направлена вовнутрь от внутренней периферии образованного кольца.
Когда стальной брусок был загнут в форму кольца, два противоположных дальних конца 115, 125 стального бруска 100 присоединяются друг к другу посредством стыковой сварки оплавлением, так что в кольце образуется сварное соединение. (Для завершенности, пример того, как осуществляется стыковая сварка оплавлением, будет дан в конце этого текста). Для удобства, в случае, когда зубчатая структура содержит гребни, сварное соединение располагается между двумя гребнями, что достигается следующим образом: зубчатая структура образована с возможностью содержания всего гребня 131, 138, смежного с каждым концом 115, 125 стального бруска или брусков, таким образом обеспечивая осуществление стыковой сварки оплавлением между двумя гребнями.
Естественно, изобретение также содержит варианты осуществления, в которых стыковая сварка оплавлением осуществляется в гребне или в косом зубе, причем в этом случае одна часть гребня или косого зуба образована на каждом из тех концов бруска, которые затем соединяются вместе посредством стыковой сварки оплавлением, так что завершенный гребень или косой зуб образуется после соединения двух концов друг с другом посредством стыковой сварки оплавлением.
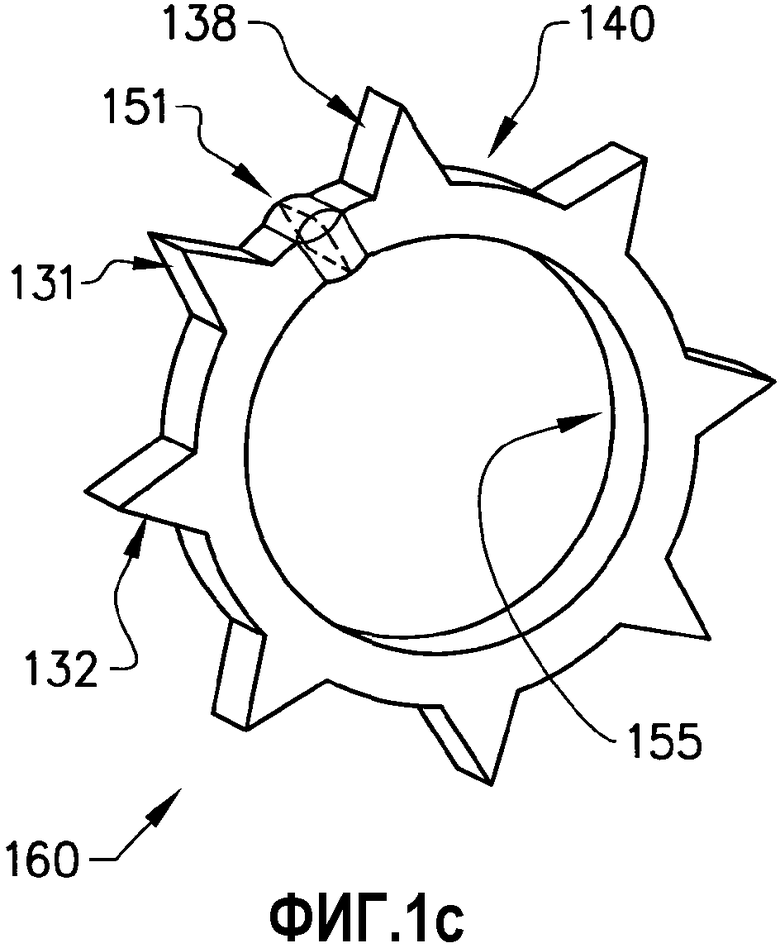
На фиг.1c показано сварное полое зубчатое кольцо 160, полученное посредством этого варианта осуществления изобретения. Как может быть видно на фиг.1c, сварное полое зубчатое кольцо 160 имеет наружную 140 и внутреннюю 155 периферию и также имеет зубчатую структуру по меньшей мере на одной из этих периферий, на примере, показанном на фиг.1с, на наружной периферии 140. Зубчатая структура в этом примере содержит гребни 131-138 в форме зубьев с пространствами между ними.
Как может быть видно на фиг.1c, посредством стыковой сварки оплавлением образовано сварное соединение 151 в готовом полом зубчатом кольце 160, причем сварное соединение 151 для удобства помещено между двумя гребнями 131, 138.
На фиг.1d показано сварное полое зубчатое кольцо 160 с фиг.1c, но здесь соединение стыковой сваркой оплавлением было сглажено, что, например, может быть выполнено посредством обработки резанием.
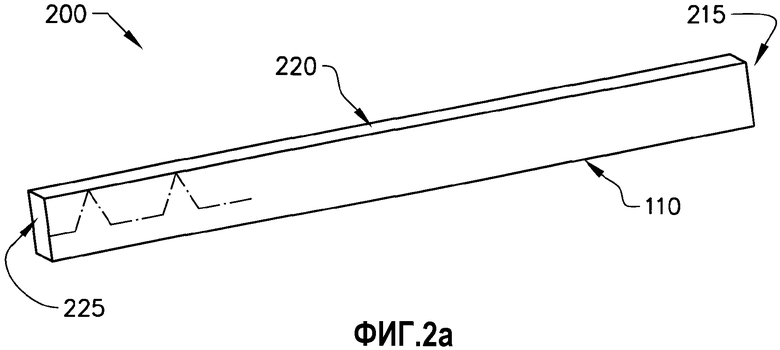
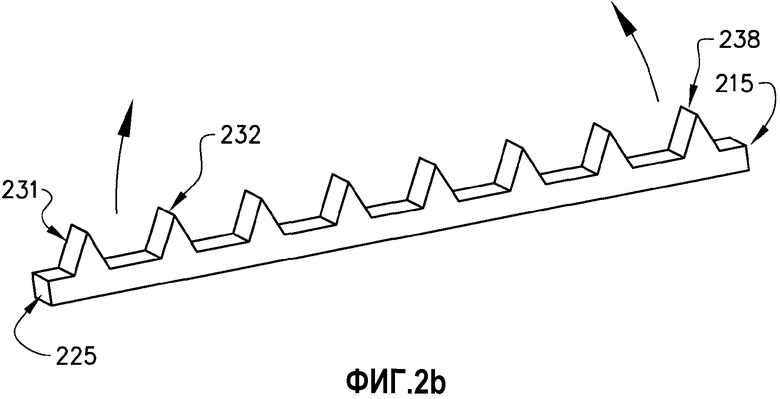
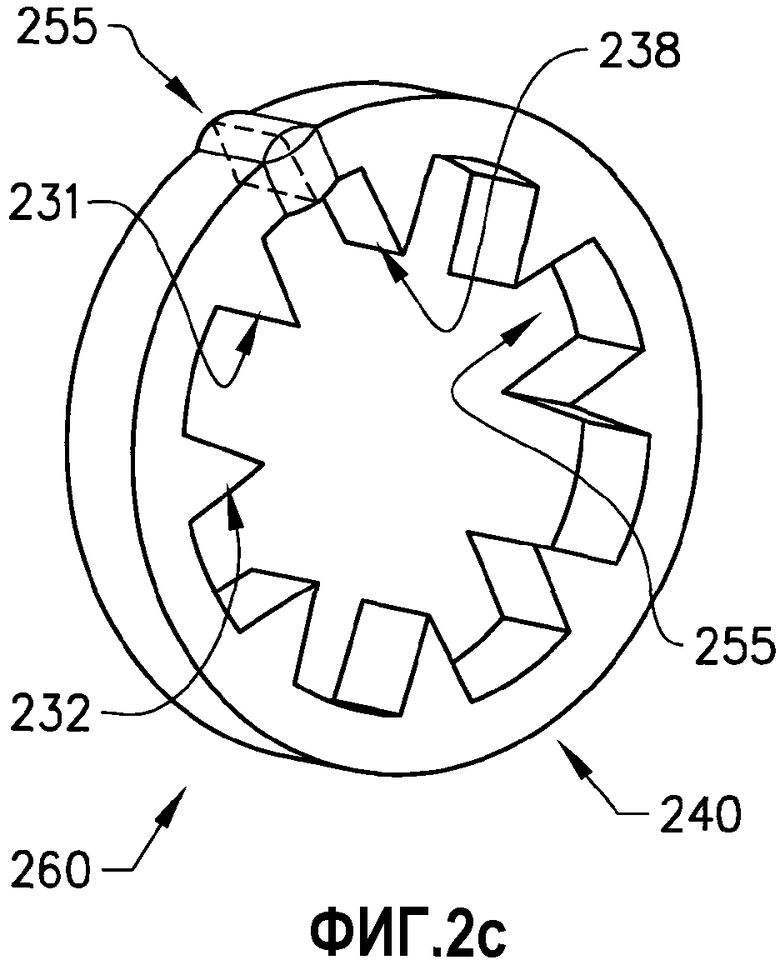
На фиг.2a-2d показан другой вариант осуществления как способа изобретения, так и сварного полого зубчатого кольца (показанного на фиг.2c с номером 260, полученного посредством этого варианта осуществления: способ, показанный на фиг.2a и 2b, а также готовый продукт 260, показанный на фиг.2c, не будут здесь описаны подробно из-за их большого подобия показанному на фиг.1a-1c, но, как можно увидеть, зубчатая структура (очерченная штрихпунктирными линиями на фиг.2а) образована для удобства, посредством прокатки, обработки резанием или их комбинации, на второй основной поверхности 220 стального бруска 200, после чего, на фиг.2b, стальной брусок 200 загибается в форму кольца, и два дальних противоположных конца 215, 225 стального бруска 200 соединяются друг с другом посредством стыковой сварки оплавлением, таким же образом, как описанный в отношении фиг.1a-1c. Полое сварное зубчатое кольцо 260, которое достигается таким образом, подобно кольцу 160 с фиг.1c, но с разницей, заключающейся в том, что зубчатая структура направлена вовнутрь от внутренней периферии 255 кольца 260.
На фиг.2d показано сварное полое зубчатое кольцо 260 с фиг.2c, но здесь соединение стыковой сваркой оплавлением было сглажено, что, например, может быть выполнено посредством обработки резанием.
Естественно, вариант осуществления 260 с фиг.2c и 2d также может быть достигнут посредством образования зубчатой структуры на первой основной поверхности 110 стального бруска 100, как показано на фиг.1a, и затем загибания стального бруска в направлении, противоположном показанному стрелками на фиг.2b.
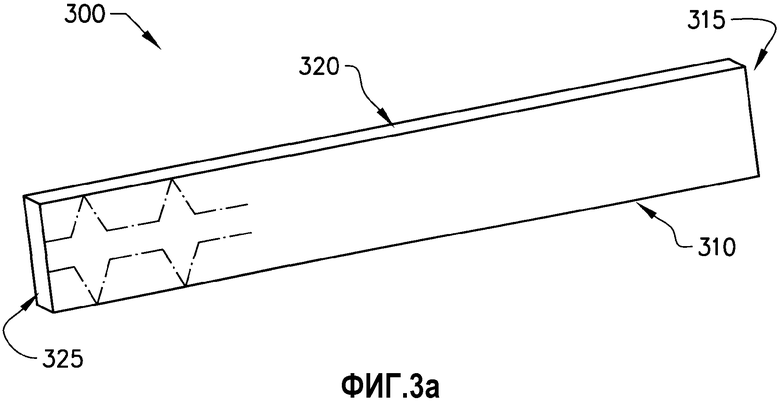
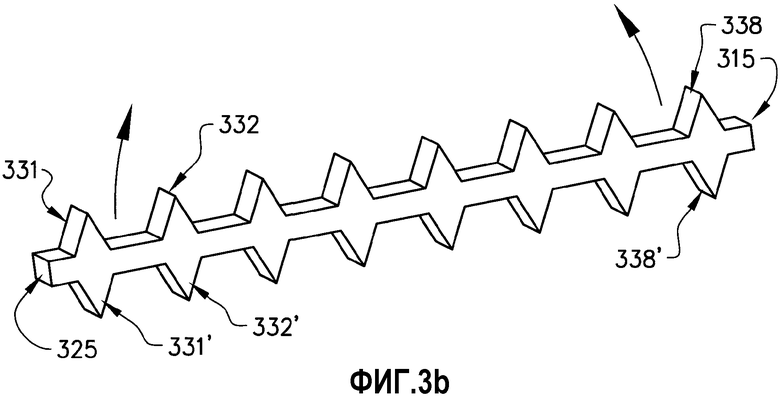
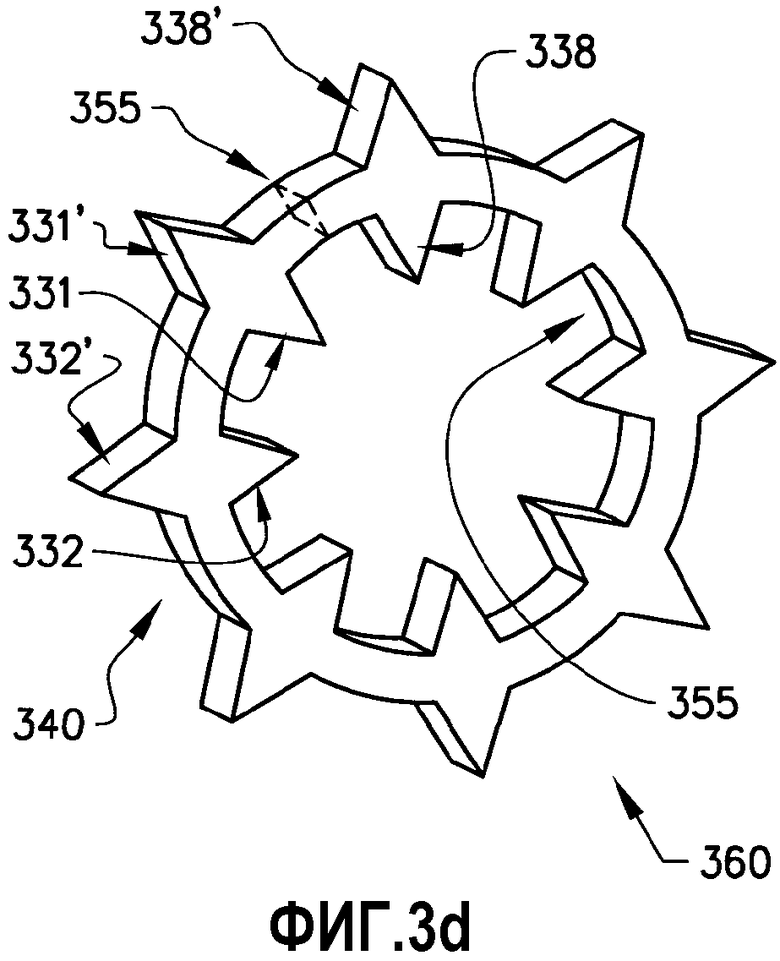
На фиг.3a-3d показан еще один вариант осуществления способа изобретения и того, как достигается другой вариант осуществления полого сварного зубчатого кольца 360: в этом варианте осуществления, как показано на фиг.3a и 3b, первая зубчатая структура образована, для удобства, посредством прокатки, обработки резанием или их комбинации, на первой основной поверхности 310 стального бруска 300, в дополнение к чему вторая зубчатая структура образована посредством прокатки на второй основной поверхности 320 стального бруска 300, причем первая и вторая основные поверхности 310, 320 являются противоположными основными поверхностями стального бруска 300. Таким образом, обе зубчатые структуры образованы посредством прокатки. Первая и вторая зубчатые структуры показаны как содержащие гребни в форме "зубцов", причем гребни первой зубчатой структуры обозначены 331'-338', и гребни второй зубчатой структуры обозначены 331-338.
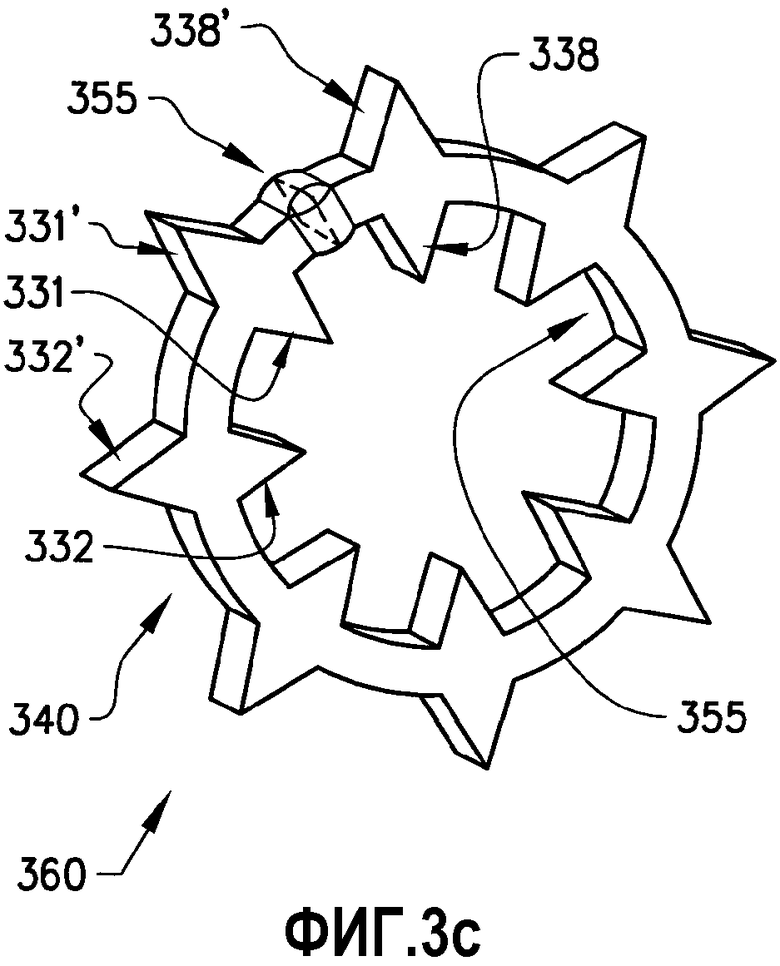
Также в этом варианте осуществления стальной брусок 300 загнут для образования формы кольца, и два противоположных дальних конца 315, 325 стального бруска 300 соединены друг с другом посредством стыковой сварки оплавлением, таким же образом, как описанный в отношении фиг.1a-1c и 2a-2c. Полое сварное зубчатое кольцо 360, которое получено таким образом, подобно тем, которые показаны на фиг.1c и 2c, но с разницей, заключающейся в том, что оно содержит две зубчатые структуры, одна из которых направлена вовнутрь от внутренней периферии 355 кольца 360, и одна направлена наружу от наружной периферии 340 кольца 360.
На фиг.3d показано сварное полое зубчатое кольцо 360 с фиг.3c, но здесь соединение стыковой сваркой оплавлением было сглажено, что, например, может быть выполнено посредством обработки резанием.
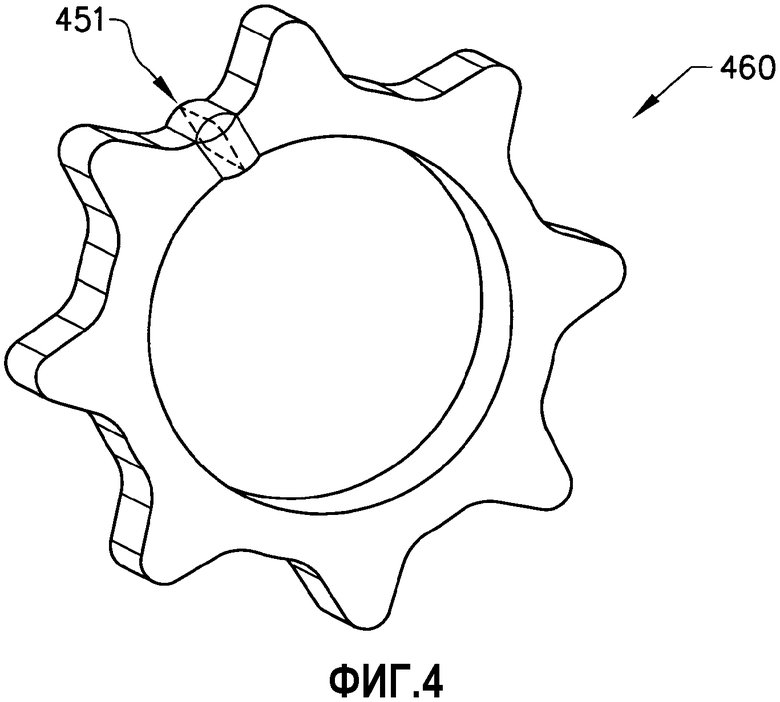
В описанных до сих пор вариантах осуществления зубчатая структура была описана и показана как гребни в форме "зубцов", направленных вовнутрь и/или наружу. В другом варианте осуществления 460, показанном на фиг.4, зубчатая структура содержит гребни, которые имеют плавную структуру с выступами, направленными от периферии сварного кольца, на которой расположена зубчатая структура. Естественно, такие гребни также могут быть образованы на любой из двух периферий полого сварного зубчатого кольца, или на обеих перифериях кольца. Сварное соединение 451, образованное стыковой сваркой оплавлением, показано на фиг.4.
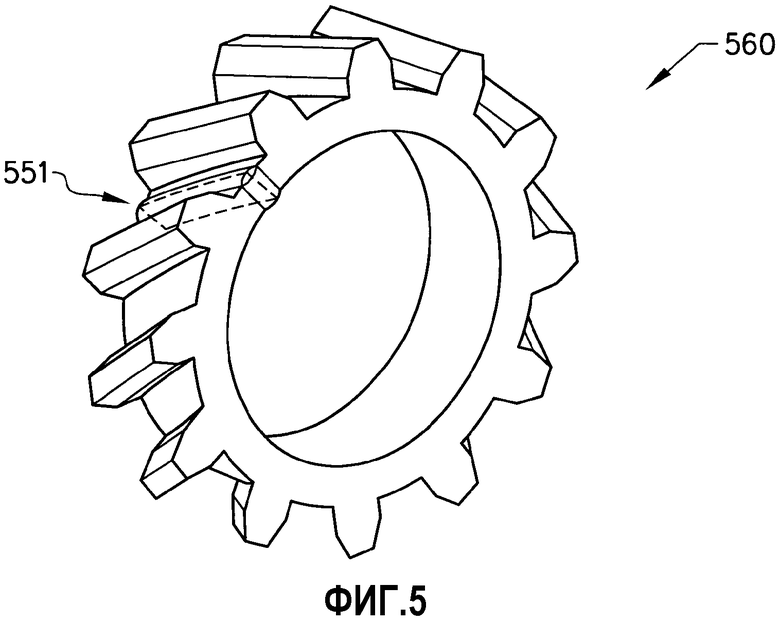
В еще одном варианте осуществления 560, показанном на фиг.5, зубчатая структура содержит косые зубья. В таком варианте осуществления по меньшей мере одно сварное соединение расположено между двумя косыми зубьями, что для удобства выполнено таким же образом, как с "вариантом осуществления с гребнями": зубчатая структура или структуры для удобства образована/образованы с косым зубом вблизи каждого конца стального бруска или брусков, таким образом обеспечивая осуществление стыковой сварки оплавлением между двумя косыми зубьями. Таким же является случай для "варианта осуществления с плавным гребнем", показанного на фиг.4, и для "варианта осуществления с двойным гребнем", показанного на фиг.3a-3d. Сварное соединение 551, образованное стыковой сваркой оплавлением, показано на фиг.5.
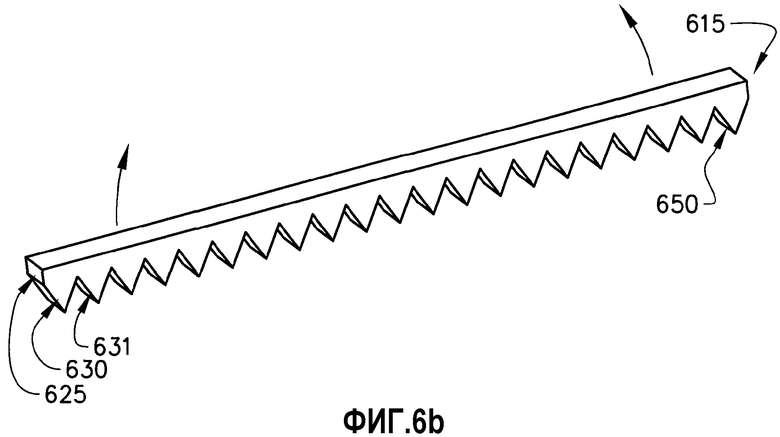
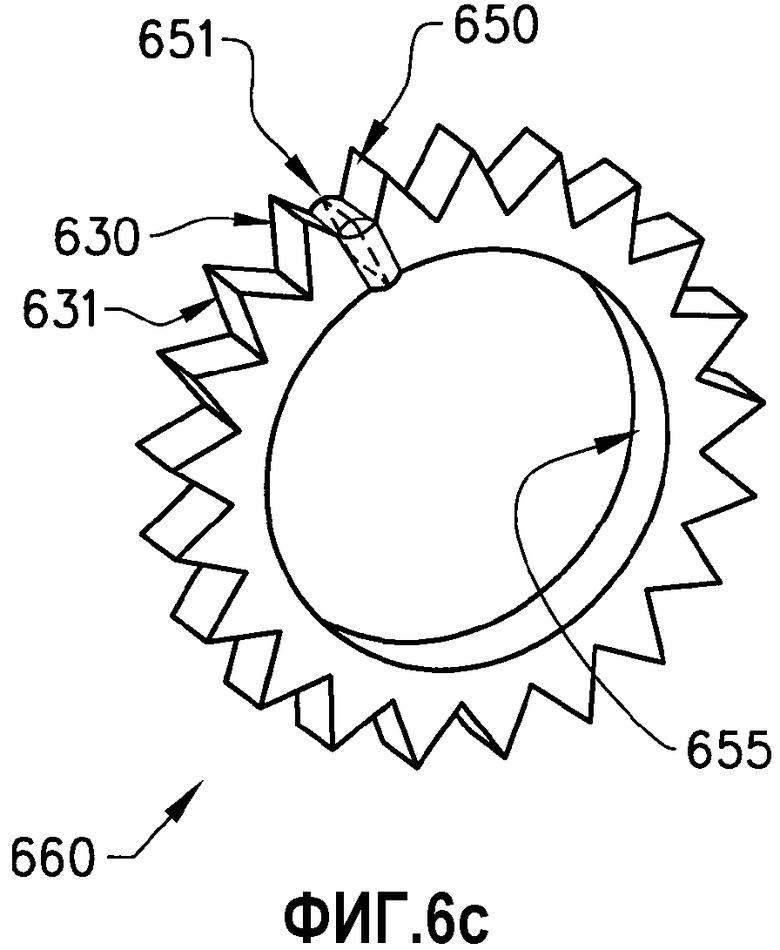
На фиг.6 показан дополнительный вариант осуществления 600 полого зубчатого кольца по изобретению, полученный таким же образом, как варианты осуществления с фиг.1-5, но в этом варианте осуществления зубчатая структура содержит гребни 630-650, расположенные непосредственно вблизи друг от друга. Сварное соединение 651, образованное стыковой сваркой оплавлением, показано на фиг.6.
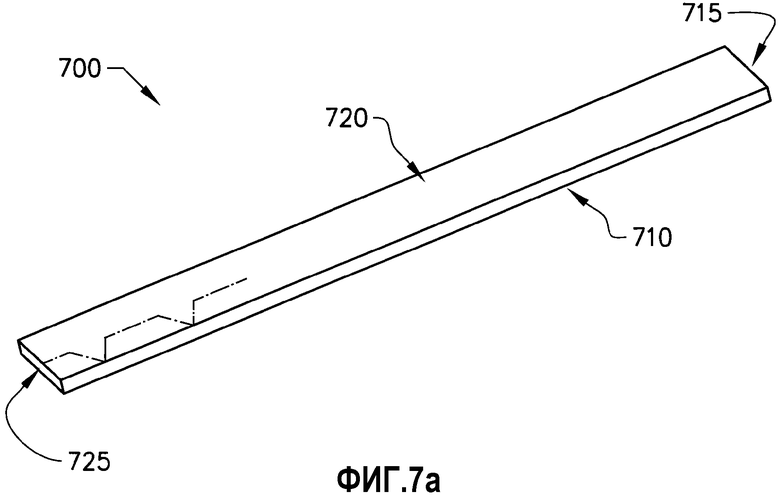
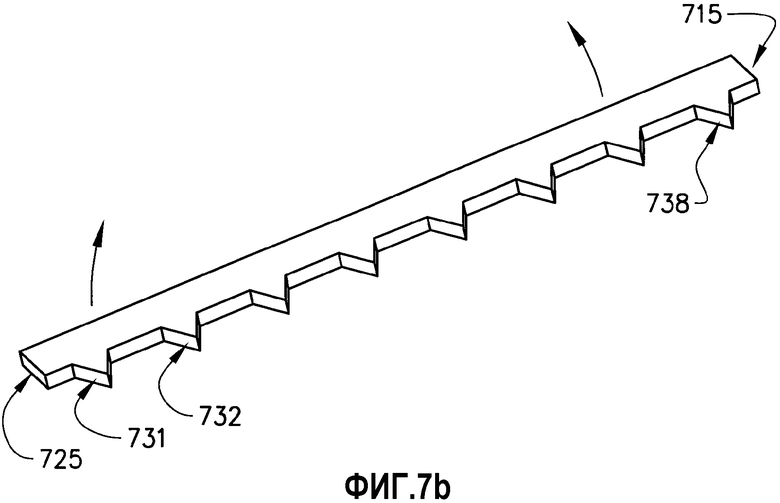
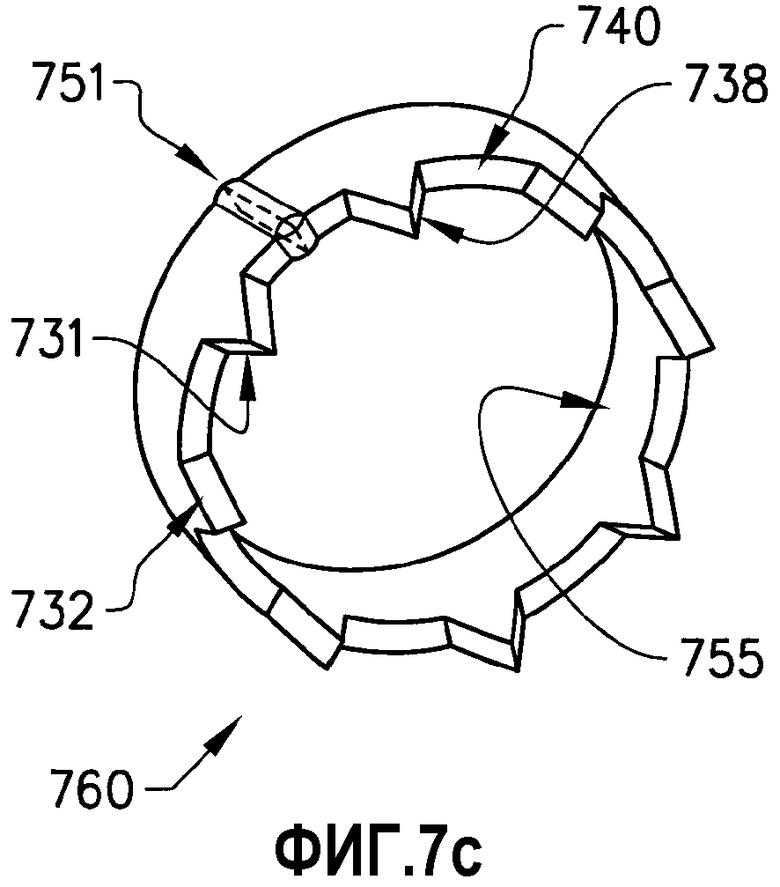
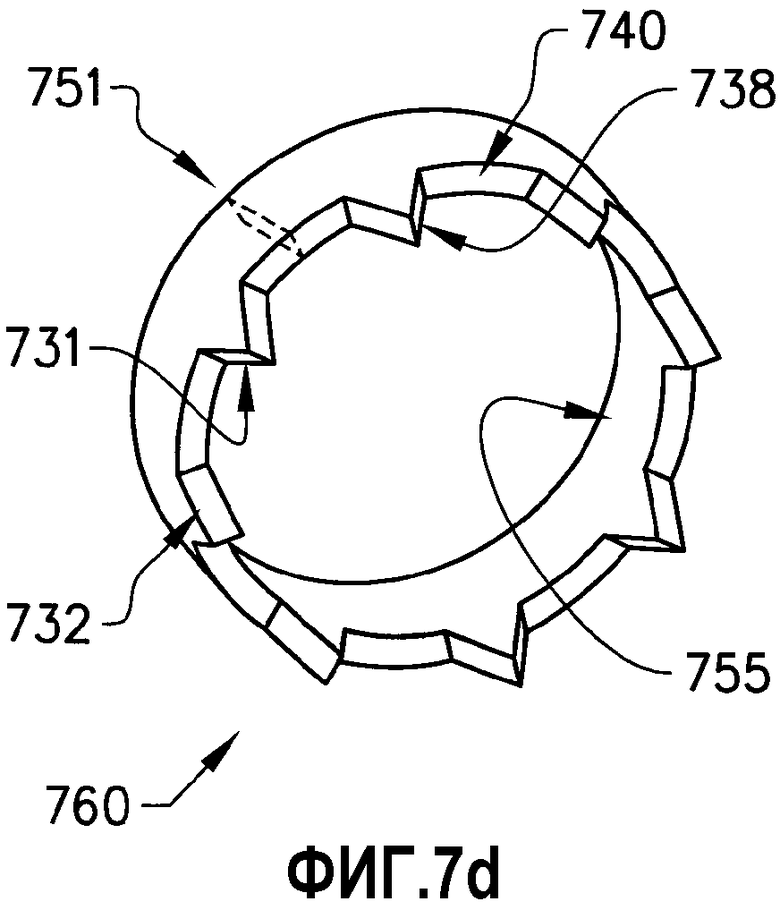
На фиг.7 показан еще один дополнительный вариант осуществления 700 полого зубчатого кольца по изобретению таким же образом, как варианты осуществления с фиг.1-6, но в этом варианте осуществления зубчатая структура образована так, что гребни 731-738, которые содержатся в зубчатой структуре, направлены вершинами под углом девяносто градусов от наружной периферии 140. Естественно, другие углы также могут быть предусмотрены в объеме изобретения в этом варианте осуществления так же, как и другие формы зубчатой структуры. Сварное соединение 751, образованное стыковой сваркой оплавлением, показано на фиг.7.
На фиг.1-3 показан способ получения полого зубчатого кольца посредством использования одного непрерывного стального бруска. Тем не менее, изобретение также описывает способ получения полого зубчатого кольца посредством использования двух или более стальных брусков, как изложено ниже:
- первая зубчатая структура образуется на первой основной поверхности каждого из двух или более продолговатых стальных брусков,
- два или более стальных брусков загибаются так, что каждый из них образует кольцевые сегменты кольца с первым радиусом,
- концы двух или более стальных брусков соединяются друг с другом посредством стыковой сварки оплавлением для образования полого зубчатого кольца с упомянутым первым радиусом.
Таким образом, этот вариант осуществления изобретения содержит использование по меньшей мере двух стальных брусков, которые загнуты и затем соединены вместе для образования полого зубчатого кольца, причем соединение выполняется посредством стыковой сварки оплавлением. Два (или более) стальных бруска, которые используются, могут иметь одинаковые длины, что значит, что они будут образовывать одинаковые части полого зубчатого кольца, или они могут иметь разные длины, пока они загнуты в одинаковый радиус, так чтобы «круговые сегменты», которые они образуют, соединялись вместе, несмотря на то, что они имеют разные угловые длины.
Кроме факта того, что в этом варианте осуществления используется множество стальных брусков, так что будет образовано больше соединений стыковой сваркой оплавлением, признаки, упомянутые выше для варианта осуществления, в котором один стальной брусок используется для образования полого зубчатого кольца, могут быть применены также к этому варианту осуществления, например форма и профиль зубчатой структуры и дорожки качения, а также то, как зубчатая структура и дорожка качения образованы и где они помещены на полом зубчатом кольце.
Использование одного или более круговых сегментов для образования полого зубчатого кольца по изобретению также может быть выражено следующим образом:
- первая зубчатая структура образуется на первой основной поверхности по меньшей мере одного продолговатого стального бруска,
- по меньшей мере один стальной брусок загибается так, что он образует круговой сегмент круга с первым радиусом,
- концы по меньшей мере одного стального бруска соединяются друг с другом посредством стыковой сварки оплавлением для образования кольца подшипника с первым радиусом.
Таким образом, упомянутые здесь круговые сегменты являются либо одним круговым сегментом завершенного (360 градусов) круга, либо частями такого круга, которые соединяются вместе для образования завершенного круга при сварке. Естественно, если используется более одного кругового сегмента (то есть каждый круговой сегмент меньше чем 360 градусов), поверхности, на которых образованы зубчатые структуры, направлены в одинаковом направлении.
В описании выше была упомянута стыковая сварка оплавлением, и, следовательно, короткое описание одной версии стыковой сварки оплавлением будет дано далее:
Концы стального бруска, которые были приведены друг к другу так, что стальной брусок образует кольцо, зажимаются между двумя пуансонами, верхним и нижним пуансонами, причем верхний пуансон выполнен из стали, а нижний из меди. Концы приводятся друг к другу, и пропускается ток. Таким образом создается дуга между двумя сопрягаемыми поверхностями, то есть поверхностями двух концов. В начале процесса стыковой сварки оплавлением дуговой зазор достаточно большой, чтобы выровнять и очистить две поверхности. Уменьшение и затем закрытие и открытие зазора создает нагрев в двух концах. Когда температура достигает температуры «ковки», прилагается давление. Между поверхностями материала создается вспышка, которая удаляет возможные загрязнения и дефекты из области сварки.
Изобретение не ограничено примерами вариантов осуществления, описанных выше, и показанных на чертежах, и может быть свободно изменено в рамках объема прилагаемой формулы изобретения. Например, сварное полое зубчатое кольцо по изобретению может иметь один тип зубчатой структуры на одной периферии и другой тип на другой периферии, так чтобы существовала, например, зубчатая структура с косыми зубьями на наружной периферии и с зубчатой структурой с "зубцами" на внутренней периферии. К тому же, следует заметить, что некоторые типы зубчатых структур, которые образуются посредством прокатки, могут быть улучшены, то есть "закончены", посредством обработки резанием. Тем не менее, любая такая обработка резанием будет небольшой по своей природе, и, таким образом, любые недостатки, приданные материалу из-за обработки резанием, будут небольшими или незначительными.
К тому же, следует понимать, что, несмотря на то, что изобретение было описано посредством некоторого количества вариантов осуществления способа, изобретение также включает в себя продукты, то есть кольца подшипника, полученные этими способами, как подчеркнуто в формуле изобретения.




Изобретение относится к области механики, а именно к сварному полому зубчатому кольцу. Кольцо выполнено с открытой наружной и открытой внутренней периферией. По меньшей мере на одной из указанных периферий выполнена зубчатая структура. Кольцо имеет по меньшей мере одно сварное соединение, образованное стыковой сваркой оплавлением. Зубчатая структура образована посредством прокатки, обработки резанием или посредством комбинации обработки резанием и прокатки. Зубчатая структура может содержать гребни или косые зубья. Обеспечивается высокое качество и точность изготовления колец. 3 н. и 16 з.п. ф-лы, 7 ил.
1. Сварное полое зубчатое кольцо (160, 260, 360, 460, 560), содержащее открытую наружную (140, 240, 340) периферию и открытую внутреннюю (155, 255, 355) периферию, причем зубчатое кольцо имеет зубчатую структуру (131-138, 231-238, 331-338, 331′-338′) по меньшей мере на одной из упомянутых периферий, а также имеет по меньшей мере одно сварное соединение (151, 251, 351, 451, 551), образованное посредством стыковой сварки оплавлением.
2. Сварное полое зубчатое кольцо по п. 1, в котором зубчатая структура образована посредством прокатки.
3. Сварное полое зубчатое кольцо по п. 1, в котором зубчатая структура образована посредством обработки резанием.
4. Сварное полое зубчатое кольцо по п. 1, в котором зубчатая структура образована посредством комбинации обработки резанием и прокатки.
5. Сварное полое зубчатое кольцо (360) по п. 1, отличающееся тем, что оно имеет зубчатую структуру на обеих перифериях (340, 355), то есть одну зубчатую структуру (331′-338′), направленную наружу от наружной периферии (340), и одну зубчатую структуру (331-338), направленную вовнутрь от внутренней периферии (355) кольца.
6. Сварное полое зубчатое кольцо (160, 260, 360, 460) по п. 1, в котором зубчатая структура содержит гребни (131-138, 231-238, 331-338, 331′-338′).
7. Сварное полое зубчатое кольцо (560) по п. 1, в котором зубчатая структура содержит косые зубья.
8. Сварное полое зубчатое кольцо (160, 260, 360, 460, 560) по п. 6 или 7, в котором по меньшей мере одно сварное соединение (151, 251, 351, 451, 551) расположено между двумя гребнями или между двумя косыми зубьями.
9. Способ изготовления сварного полого зубчатого кольца (160, 260, 360, 460, 560), содержащего открытую наружную периферию и открытую внутреннюю периферию, отличающийся тем, что он содержит следующие этапы:
- образуют первую зубчатую структуру (131-138, 231-238, 331′-338′) на первой основной поверхности (110, 210, 310) продолговатого стального бруска (100, 200, 300),
- загибают стальной брусок для образования кольца, так что два противоположных дальних конца (115, 125; 215, 225; 315, 325) стального бруска встречаются,
- соединяют упомянутые два конца стального бруска друг с другом посредством стыковой сварки оплавлением.
10. Способ изготовления сварного полого зубчатого кольца (160, 260, 360, 460, 560), содержащего открытую наружную периферию и открытую внутреннюю периферию, отличающийся тем, что он содержит следующие этапы:
- образуют первую зубчатую структуру на первой основной поверхности каждого из двух или более продолговатых стальных брусков,
- загибают два или более стальных брусков так, что каждый из них образует кольцевые сегменты кольца с первым радиусом,
- соединяют концы упомянутых двух или более стальных брусков друг с другом посредством стыковой сварки оплавлением для образования сварного полого зубчатого кольца с упомянутым первым радиусом.
11. Способ по п. 9 или 10, отличающийся тем, что стальной брусок или бруски загибают таким образом, что зубчатая структура направлена наружу от наружной периферии (140, 240, 340) кольца или кольцевого сегмента.
12. Способ по п. 9 или 10, отличающийся тем, что стальной брусок или бруски загибают таким образом, что зубчатая структура направлена вовнутрь от внутренней периферии (155, 255, 355) кольца или кольцевого сегмента.
13. Способ по п. 9 или 10, дополнительно содержащий этап образования второй зубчатой структуры (331-338) на второй основной поверхности (320) стального бруска или брусков, причем вторая основная поверхность является противоположной первой основной поверхности стального бруска или брусков, посредством чего получают сварное полое зубчатое кольцо или кольцевой сегмент с одной зубчатой структурой (331-338), которая направлена вовнутрь от внутренней периферии (355) кольца, и одной зубчатой структурой (331′-338), которая направлена наружу от наружной периферии (340) кольца.
14. Способ по п. 9 или 10, отличающийся тем, что зубчатую структуру или структуры образуют посредством прокатки.
15. Способ по п. 9 или 10, отличающийся тем, что зубчатую структуру или структуры образуют посредством обработки резанием.
16. Способ по п. 9 или 10, отличающийся тем, что зубчатую структуру или структуры образуют посредством комбинации обработки резанием и прокатки.
17. Способ по п. 9 или 10, отличающийся тем, что зубчатую структуру образуют с гребнями.
18. Способ по п. 9 или 10, содержащий этап образования зубчатой структуры или структур с косыми зубьями.
19. Способ по п. 17, отличающийся тем, что зубчатую структуру или структуры образуют с целым гребнем или косым зубом вблизи каждого конца стального бруска или брусков, таким образом обеспечивая осуществление стыковой сварки оплавлением (151, 251, 351) между двумя гребнями или косыми зубьями.
| WO 9932804 A1, 01.07.1999;JP 55-131445 A, 13.10.1980;JP 56-018157 A, 20.02.1981;SU 1812010 A1, 30.04.1993;SU 1163952 A1, 30.06.1985 |

