Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления кольца подшипника по меньшей мере из одной стальной полосы. Настоящее изобретение также относится к кольцу подшипника и к подшипнику, включающему такое кольцо подшипника.
Уровень техники
Стыковая сварка оплавлением или «сварка оплавлением» представляет собой технологию контактной сварки сопротивлением для соединения сегментов металлических рельсов, стержней, цепей или труб, где сегменты соединяют друг с другом своими концами и электрически заряжают, образуя электрическую дугу, которая расплавляет и сваривает концы сегментов, образуя исключительно прочное и гладкое соединение.
Электрическая цепь для стыковой сварки оплавлением обычно включает источник энергии низкого напряжения и высокого тока (как правило, сварочный трансформатор) и два зажимных электрода. Два сегмента, которые подлежат сварке, зажимают в электродах и приближают друг к другу до тех пор, пока они не встретятся, образуя слабый контакт. Питающий трансформатор создает ток высокой плотности, проходящий через области, которые находятся в контакте друг с другом. Начинается искрение, и сегменты приковываются друг к другу с достаточной силой и скоростью, чтобы выдерживать действие искрения. После установления теплового градиента на двух свариваемых концах усилие осадки быстро прилагают ко всему сварному соединению. Это усилие осадки выдавливает шлак, оксиды и расплавленный металл из сварочной зоны, оставляя сварной нарост в более холодной зоне нагретого металла. Соединение затем оставляют охлаждаться перед тем, как зажимы открывают, чтобы извлечь сварное изделие. Сварной нарост можно оставлять на месте или удалять путем срезания, в то время как сварное изделие еще остается горячим, или путем шлифования, в зависимости от требований.
Сварное кольцо подшипника может быть подвергнуто после сварки термической обработке, такой как науглероживание, чтобы увеличить его поверхность, твердость, износостойкость и/или усталостную прочность и прочность на растяжение. Науглероживание представляет собой способ термической обработки, в котором железное или стальное изделие нагревают в присутствии другого материала, который высвобождает углерод в процессе своего разложения. Внешняя поверхность изделия приобретает повышенное содержание углерода по сравнению с исходным материалом. Когда железное или стальное изделие быстро охлаждают путем закалки, имеющий повышенное содержание углерода материал внешней поверхности становится твердым, в то время как внутренний материал остается мягким (т.е. ковким) и упругим.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы предложить усовершенствованный способ изготовления кольца подшипника по меньшей мере из одной стальной полосы.
Данная задача решается способом, включающим стадии формирования по меньшей мере одной стальной полосы в по меньшей мере один кольцевой сегмент и стыковой сварки оплавлением концов по меньшей мере одного кольцевого сегмента для изготовления кольца. Данный способ также включает стадию науглероживания по меньшей мере части поверхности по меньшей мере одной стальной полосы вблизи последующего стыкового сварного соединения, где поверхность прилегает к поверхности, которая подлежит стыковой сварке оплавлением, перед указанной стыковой сваркой оплавлением. Таким образом, кольцо изготавливают из одного кольцевого сегмента, который представляет собой целое кольцо, когда концы кольцевого сегмента сваривают встык оплавлением. В качестве альтернативы кольцо изготавливают из множества кольцевых сегментов, каждый из которых составляет часть кольца, и при этом целое кольцо образуется, когда концы соседних кольцевых сегментов сваривают встык оплавлением друг с другом.
Поскольку способ включает стадию науглероживания по меньшей мере части поверхности по меньшей мере одной стальной полосы, где поверхность прилегает к поверхности, которая подлежит стыковой сварке оплавлением, перед стадией стыковой сварки оплавлением, углерод на этой поверхности переносится в направлении более холодной зоны нагретого металла, т.е. в направлении к внутренней и внешней поверхностям сварного кольца подшипника или сегментов сварного кольца подшипника, которые могут затем составлять поверхности дорожки качения, а не остаются вблизи сварного соединения. Таким образом, вытесненный углерод будет дополнительно повышать поверхностную твердость, износостойкость и/или усталостную прочность и прочность на растяжение сварного кольца подшипника/кольцевого сегмента на его внутренней и внешней поверхностях. Таким способом можно изготавливать сварное кольцо подшипника, имеющее превосходное сварное соединение, которое совершенно или почти не содержит углерода и областей структурной слабости, которые могли бы возникать в других условиях. Соответственно таким способом можно изготавливать улучшенное сварное кольцо подшипника, обладающее высокой степенью структурной целостности.
Согласно варианту осуществления настоящего изобретения, стадию науглероживания по меньшей мере одной части поверхности по меньшей мере одной стальной полосы осуществляют перед формированием по меньшей мере одной стальной полосы в по меньшей мере один кольцевой сегмент. Если науглероживание осуществляют перед формированием по меньшей мере одной стальной полосы, большее число стальных полос можно одновременно науглероживать в печи для науглероживания, имеющей определенный объем в зависимости от числа колец подшипника или сегментов кольца подшипника, которые можно одновременно науглероживать в печи для науглероживания.
Таким образом, можно сократить время, стоимость и сложность производства. Это является особенно актуальным для изготовления крупноразмерных колец подшипника (у которых диаметр составляет 0,5 м, 1 м, 2 м, 3 м или даже более чем 3 м), причем в таком случае сокращаются не только время, стоимость и сложность производства, но также требования к помещению, т.е. можно сокращать размер завода и необходимых печей.
Согласно еще одному варианту осуществления настоящего изобретения, способ включает стадию формирования множества стальных полос во множество кольцевых сегментов, где каждый кольцевой сегмент составляет 50%, 25%, 15% или менее чем 15% кольца, когда указанные кольцевые сегменты сваривают встык оплавлением друг с другом для изготовления кольца. Следует отметить, что в качестве альтернативы множество кольцевых сегментов различных размеров можно сваривать встык оплавлением друг с другом для изготовления кольца.
Согласно еще одному варианту осуществления настоящего изобретения, способ включает стадию профилирования по меньшей мере одной стальной полосы перед формированием ее по меньшей мере в один кольцевой сегмент. На стадии профилирования по меньшей мере одной стальной полосы по меньшей мере одну стальную полосу можно разрезать до требуемых размеров, используя такой способ как газопламенная резка, лазерная резка, водоструйная резка или плазменная резка. Согласно варианту осуществления настоящего изобретения стадию науглероживания осуществляют перед стадией профилирования.
Согласно варианту осуществления настоящего изобретения, стадия науглероживания включает равномерное или неравномерное науглероживание по меньшей мере одной из следующих поверхностей: по меньшей мере одной части поверхности по меньшей мере одной стальной полосы, прилегающей к поверхности, которая подлежит стыковой сварке оплавлением, всей поверхности по меньшей мере одной стальной полосы, прилегающей к поверхности, которая подлежит стыковой сварке оплавлением, или всех поверхностей по меньшей мере одной стальной полосы.
Согласно следующему варианту осуществления настоящего изобретения по меньшей мере одна стальная полоса изготовлена из стали, в которой содержание углерода составляет от 0,10 до 1,10% масс, предпочтительно от 0,2 до 0,7% масс и наиболее предпочтительно от 0,2 до 0,4% масс.
Согласно варианту осуществления настоящего изобретения, способ включает стадию удаления любого сварного нароста, содержащего шлак, оксиды и/или расплавленный металл, например, после стадии стыковой сварки оплавлением.
Настоящее изобретение также относится к кольцу подшипника, изготовленного формированием по меньшей мере одной стальной полосы, имеющей концы, в по меньшей мере один кольцевой сегмент, например, путем сгибания и стыковой сварки оплавлением концов по меньшей мере одного кольцевого сегмента для изготовления кольца. Радиальное сечение через сваренное встык оплавлением соединение проявляет увеличенную глубину науглероживания вблизи сваренного встык оплавлением соединения, т.е. глубина науглероженного слоя вблизи сваренного встык оплавлением соединения превышает глубину науглероженного слоя в части кольца подшипника, которую не сваривали встык оплавлением, а только науглероживали.
Согласно варианту осуществления настоящего изобретения, кольцо подшипника представляет собой внутреннее или внешнее кольцо подшипника.
Настоящее изобретение также относится к подшипнику, который включает кольцо подшипника согласно любому из вариантов осуществления настоящего изобретения. Подшипник может представлять собой роликовый подшипник, игольчатый подшипник, конический роликовый подшипник, сферический роликовый подшипник, тороидальный роликовый подшипник, упорный подшипник или подшипник для любого применения, в котором на него воздействуют переменные напряжения Герца (Hertz), например, при контакте качения или сочетании качения и скольжения. Подшипник можно использовать, например, в автомобильной лебедке, на флоте, в производстве металла или других машинных устройствах, для которых требуется высокая износостойкость и/или увеличенная усталостная прочность и прочность на растяжение.
Краткое описание чертежей
Далее настоящее изобретение будет разъяснено посредством неограничительных примеров со ссылкой на прилагаемые схематические чертежи, где:
фиг. 1-3 представляют стадии способа согласно варианту осуществления настоящего изобретения,
фиг. 4 представляет перемещение углерода вблизи сварного соединения во время стадии стыковой сварки оплавлением способом согласно варианту осуществления настоящего изобретения,
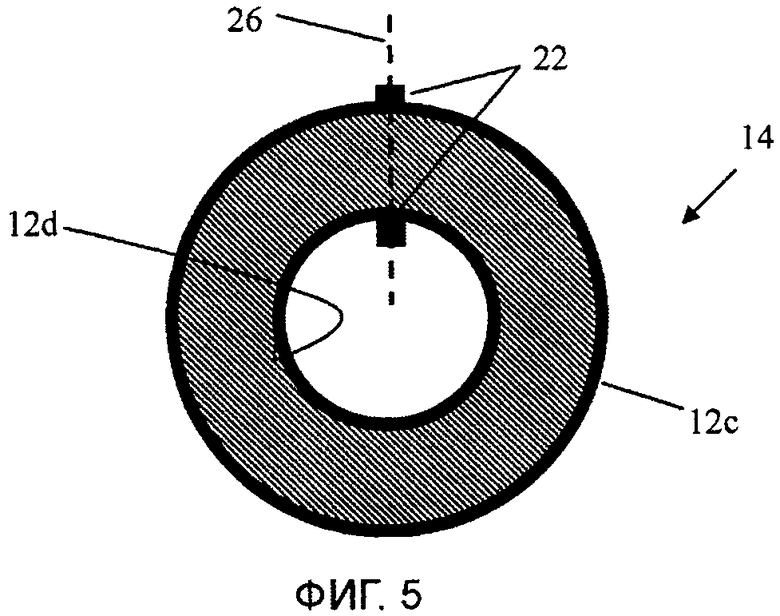
фиг. 5 представляет кольцо подшипника после стадии стыковой сварки оплавлением согласно варианту осуществления настоящего изобретения,
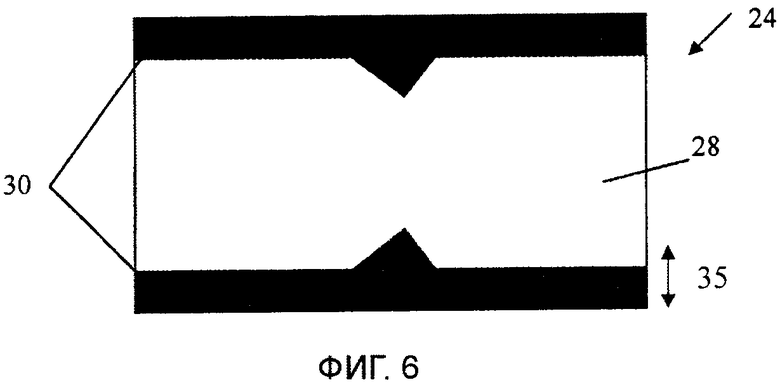
фиг. 6 представляет радиальное сечение кольца подшипника согласно варианту осуществления настоящего изобретения,
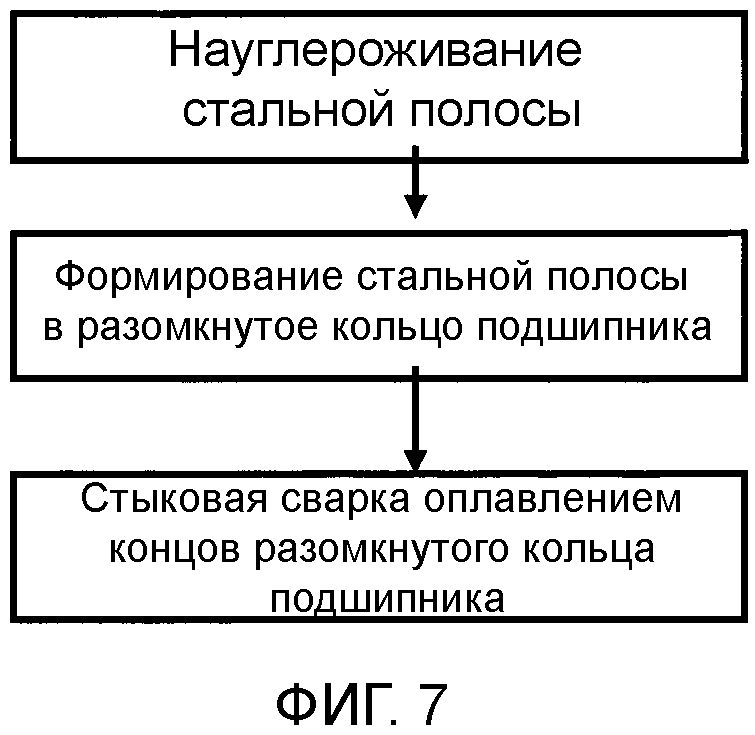
фиг. 7 представляет стадии способа согласно варианту осуществления настоящего изобретения,
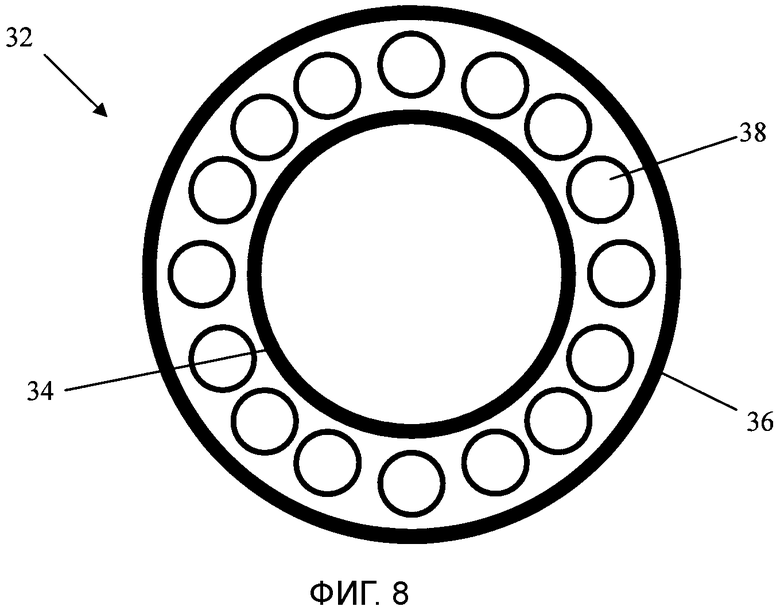
фиг. 8 представляет подшипник согласно варианту осуществления настоящего изобретения, и
фиг. 9-11 представляют части стальной полосы, которую можно науглероживать согласно различным вариантам осуществления настоящего изобретения.
Следует отметить, что данные чертежи не соответствуют действительному масштабу, и что размеры определенных деталей увеличены для целей ясности.
Подробное описание вариантов осуществления
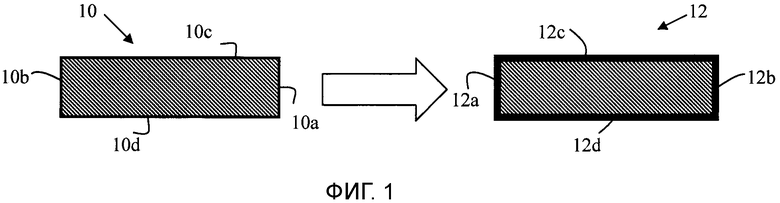
Фиг. 1-3 представляют различные стадии способа согласно варианту осуществления настоящего изобретения. Фиг. 1 показывает, что стальную полосу 10, изготовленную из стали, имеющую два противоположных конца и содержание углерода от 0,2 до 0,4% мас., сначала науглероживают для получения науглероженной стальной полосы 12. В проиллюстрированном варианте осуществления вся поверхность стальной полосы 10 является науглероженной. Однако можно науглероживать только одну часть из одной или нескольких поверхностей стальной полосы 10. Например, можно науглероживать концевые поверхности 10а, 10b стальной полосы 10, которые подлежат свариванию друг с другом, и части боковых поверхностей 10 с и 10d, которые являются ближайшими к концевым поверхностям 10а и 10b. Более конкретно по меньшей мере части поверхностей 10а, 10b, 10с, 10d стальной полосы 10 можно науглероживать равномерно или неравномерно для формирования непрерывного или прерывистого науглероженного слоя, используя любой традиционный - способ, согласно которому стальную полосу нагревают в присутствии другого материала, который высвобождает углерод в процессе своего разложения, и затем его быстро охлаждают путем закалки.
Следует отметить, что концы 12а, 12b стальных полос 12, которые представлены в проиллюстрированных вариантах осуществления, включают концы, образующие угол 90° с боковой поверхностью 12с, 12d стальных полос 12. Стальная полоса 12 может, однако, включать конец 12а, 12b, который образует угол, составляющий больше или меньше чем 90° с боковой поверхностью 12с, 12d стальной полосы, таким образом, что стальная полоса 12 может включать диагонально наклоненные концы.
Согласно альтернативному варианту осуществления настоящего изобретения, из стальной полосы 10 можно изготавливать разомкнутое кольцо подшипника или сегмент кольца подшипника, и по меньшей мере часть по меньшей мере одной поверхности разомкнутого кольца подшипника или сегмента кольца подшипника можно науглероживать перед стыковой сваркой оплавлением разомкнутого кольца подшипника/сегмента кольца подшипника для изготовления кольца.
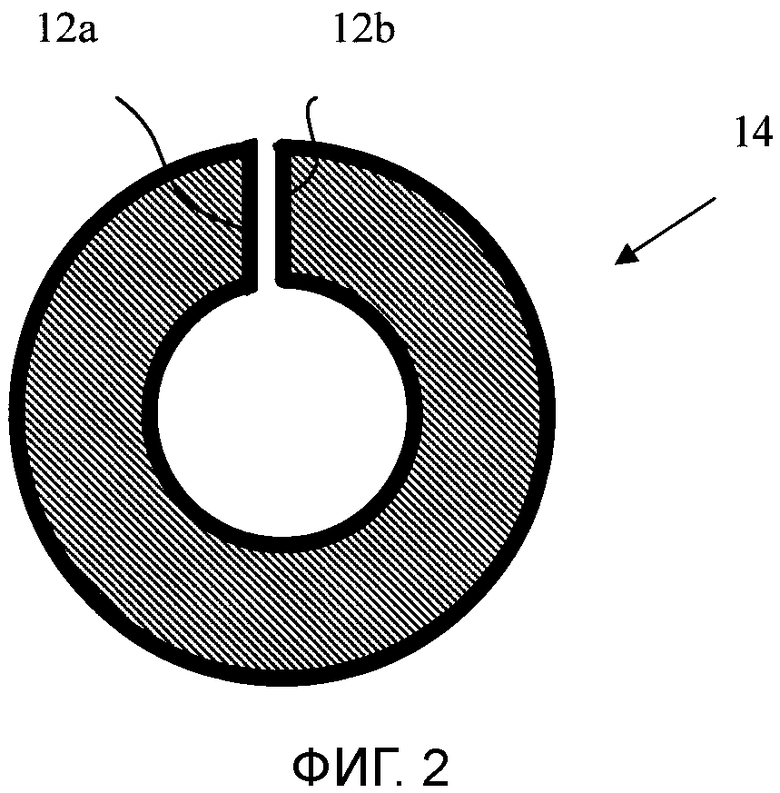
Фиг. 2 представляет науглероженную стальную полосу 12, из которой изготавливают разомкнутое кольцо 14 подшипника и которая имеет два науглероженных конца 12а, 12b. Следует отметить, что из науглероженной стальной полосы 12 можно, в качестве альтернативы, изготавливать кольцевой сегмент, в результате чего два или несколько кольцевых сегментов можно затем сваривать встык оплавлением друг с другом для изготовления кольца подшипника.
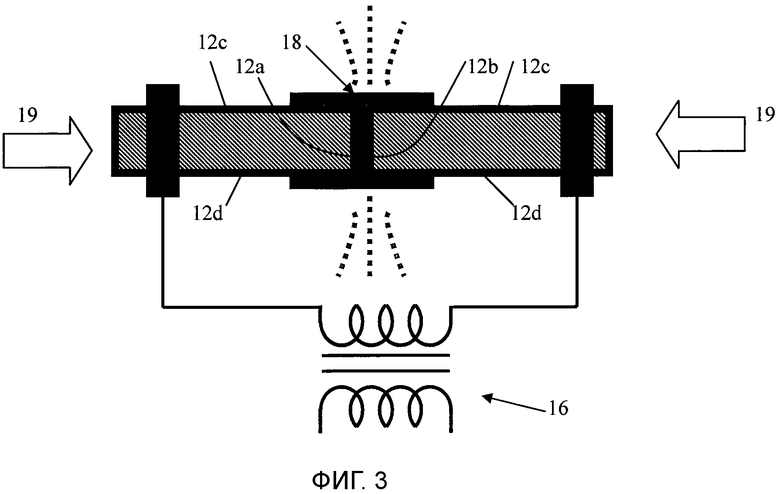
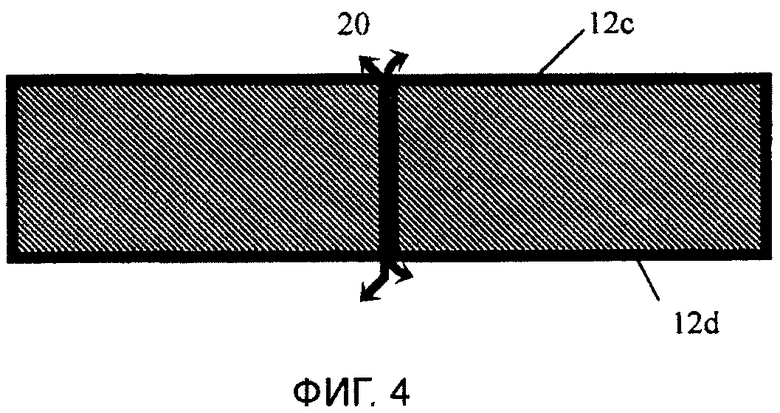
Фиг. 3 представляет науглероженные концы 12а, 12b разомкнутого кольца подшипника, которые сваривают встык оплавлением друг с другом. Науглероженные концы 12а, 12b разомкнутого кольца 14 подшипника зажимают и приближают друг к другу с регулируемой скоростью и подают ток из трансформатора 16. Образуется дуговой разряд между двумя науглероженными концами 12а, 12b. В начале процесса стыковой сварки оплавлением дуговой промежуток 18 является достаточно большим, чтобы выравнивать и очищать две науглероженные поверхности 12а, 12b. При уменьшении и последующем закрытии и открытии промежутка 18 выделяется тепло на двух науглероженных поверхностях 12а, 12b. Когда температура на двух науглероженных поверхностях 12а, 12b достигает температуры ковки, прилагают давление в направлениях, показанных фигурками стрелками 19 на фиг. 3 (или осуществляют сгибание подвижного конца относительно неподвижного конца). Между двумя науглероженными поверхностями 12а, 12b создается искрение, которое заставляет углерод в области сварки перемещаться в радиальном направлении наружу от поверхностей 12а, 12b к внутренней и внешней поверхностям 12с, 12d кольца подшипника, как показано стрелками 20 на фиг. 4, в результате чего образуется чистое сварное соединение.
После охлаждения путем закалки, например, в воде, масле или полимере можно удалять любой сварной нарост 22 (представленный на фиг. 5), который накапливается на внутренней и внешней поверхностях 12d и 12с сварного кольца подшипника. Согласно варианту осуществления настоящего изобретения, сварное кольцо подшипника можно подвергать второй термической обработке и прилагать усилие осадки для дополнительного улучшения его структурной целостности.
Фиг. 6 представляет радиальное сечение 24 через сваренное встык оплавлением соединение кольца подшипника согласно настоящему изобретению, т.е. радиальное сечение, полученное путем разреза кольца подшипника вдоль линии 26, представленной на фиг. 5. Радиальное сечение 24 представляет собой центральную область, включающую ненауглероженный материал 28 и науглероженные поверхностные слои 30 практически равномерной толщины. Однако увеличенная глубина 35 науглероживания является заметной вблизи сваренного встык оплавлением соединения.
Фиг. 7 представляет различные стадии способа изготовления кольца подшипника из стальной полосы согласно варианту осуществления настоящего изобретения. Способ включает стадии науглероживания по меньшей мере части по меньшей мере одной поверхности стальной полосы, которая имеет концы, изготовление из стальной полосы разомкнутого кольца подшипника и стыковой сварки оплавлением концов разомкнутого кольца подшипника. Стальную полосу можно профилировать перед изготовлением из нее кольца, в результате чего стадию науглероживания по меньшей мере части стальной полосы можно осуществлять до или после стадии профилирования.
Фиг. 8 представляет пример подшипника 32, а именно элемент качения подшипника, у которого величина диаметра может изменяться от 10 мм до нескольких метров и допустимая нагрузка может составлять от нескольких десятков граммов до многих тысяч тонн. Таким образом, подшипник 32 согласно настоящему изобретению может иметь любой размер и любую допустимую нагрузку. Подшипник 32 содержит внутреннее кольцо 34 и внешнее кольцо 36, причем одно или оба из них могут представлять собой кольцо подшипника согласно настоящему изобретению, и набор элементов качения 38. Внутреннее кольцо 34, внешнее кольцо 36 и/или элементы качения 38 подшипника 32 с элементами качения и предпочтительно все из контактных качающихся частей подшипника 32 с элементами качения изготовлены из стали, которая содержит от 0,20 до 0,40% масс, углерода.
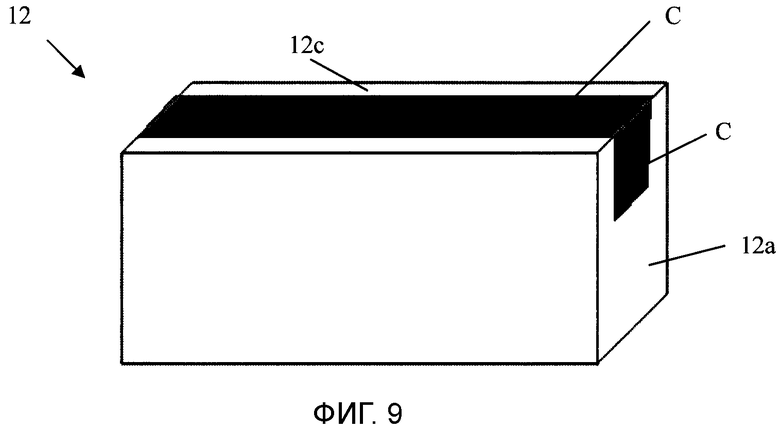
Фиг. 9 представляет стальную полосу 12, в которой по меньшей мере часть (С) концевой поверхности 12а (которая подлежит стыковой сварке оплавлением) и часть (С) боковой поверхности 12с являются науглероженными таким образом, что части концевой поверхности 12а и боковой поверхности 12с, которые являются науглероженными, прилегают друг к другу.
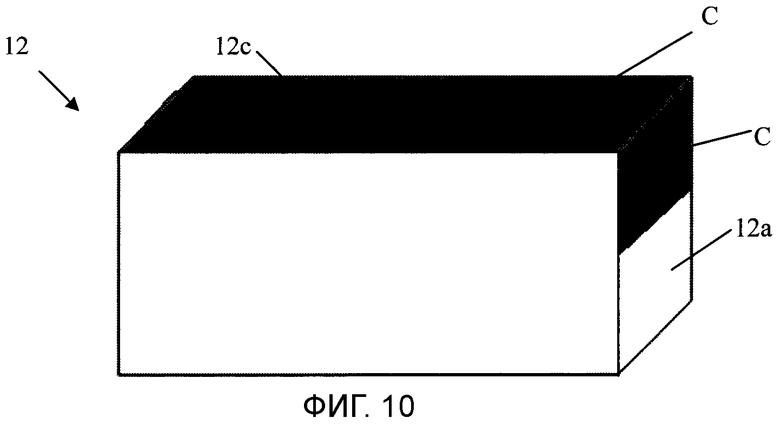
Фиг. 10 представляет стальную полосу 12, в которой по меньшей мере часть (С) концевой поверхности 12а (которая подлежит стыковой сварке оплавлением) и вся боковая поверхность 12с являются науглероженными.
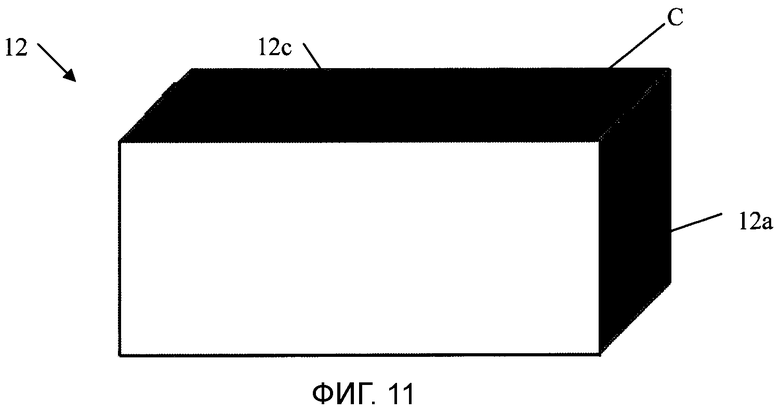
Фиг. 11 представляет стальную полосу 12, в которой вся концевая поверхность 12а (которая подлежит стыковой сварке оплавлением) и вся боковая поверхность 12с являются науглероженными.
Следует отметить, что части (С) концевой поверхности 12а и боковой поверхности 12с, которые были науглерожены, не обязательно должны прилегать друг к другу, как представлено в проиллюстрированных вариантах осуществления. Следует также отметить, что науглероженные части (С) не обязательно должны образовывать однородный непрерывный слой, как представлено в проиллюстрированных вариантах осуществления, т.е. глубина науглероживания может различаться по науглероженной поверхности, и можно использовать, например, один или более трафаретов таким образом, чтобы науглероживать только одну или несколько частей поверхности, которая подлежит науглероживанию.
Специалисту в данной области техники будут очевидны дополнительные модификации настоящего изобретения, которые находятся в пределах объема формулы изобретения.
Изобретение относится к изготовлению кольца подшипника. Для упрощения изготовления колец подшипника, повышения твердости, износостойкости, усталостной прочности способ включает стадию формирования кольца подшипника по меньшей мере из одной стальной полосы, имеющей концы, в по меньшей мере один кольцевой сегмент и стадию стыковой сварки оплавлением концов указанного по меньшей мере одного кольцевого сегмента для изготовления кольца. Способ также включает стадию науглероживания по меньшей мере части поверхности указанной по меньшей мере одной стальной полосы, прилегающей к поверхности, которую сваривают встык оплавлением, перед указанной стыковой сваркой оплавлением. 3 н. и 8 з.п. ф-лы, 11 ил.
1. Способ изготовления кольца (14, 34, 36) подшипника, включающий стадию формирования указанного кольца подшипника по меньшей мере из одной стальной полосы (12), имеющей концы, в по меньшей мере один кольцевой сегмент и стадию стыковой сварки оплавлением концов указанного по меньшей мере одного кольцевого сегмента, отличающийся тем, что перед указанной стыковой сваркой оплавлением осуществляют стадию науглероживания по меньшей мере части (С) поверхности (12с, 12d) указанной по меньшей мере одной стальной полосы (12), поверхность (12с, 12d) которой прилегает к поверхности (12а, 12b), подлежащей стыковой сварке оплавлением.
2. Способ по п. 1, отличающийся тем, что осуществляют стадию науглероживания по меньшей мере части (С) подлежащей стыковой сварке оплавлением поверхности (12а, 12b) указанной по меньшей мере одной стальной полосы.
3. Способ по п. 1 или 2, отличающийся тем, что указанную стадию науглероживания осуществляют перед формированием из указанной по меньшей мере одной стальной полосы (12) в указанный по меньшей мере один кольцевой сегмент.
4. Способ по п. 1 или 2, отличающийся тем, что он включает стадию формирования множества стальных полос (12) во множество кольцевых сегментов и сварку указанных кольцевых сегментов друг с другом встык оплавлением для изготовления кольца, при этом каждый кольцевой сегмент составляет 50%, 25%, 15% или менее 15% кольца.
5. Способ по п. 1 или 2, отличающийся тем, что осуществляют стадию профилирования указанной по меньшей мере одной стальной полосы (12) перед формированием ее в указанный по меньшей мере один кольцевой сегмент.
6. Способ по п. 1 или 2, отличающийся тем, что указанной стадии науглероживания подвергают по меньшей мере одну часть поверхности (12с, 12d) указанной по меньшей мере одной стальной полосы, прилегающей к поверхности (12а, 12b), которая подлежит стыковой сварке оплавлением, или всю поверхность (12с, 12d) указанной по меньшей мере одной стальной полосы, прилегающую к поверхности (12а, 12b), которая подлежит стыковой сварке оплавлением, или все поверхности (12а, 12b, 12с, 12d) указанной по меньшей мере одной стальной полосы.
7. Способ по п. 1 или 2, отличающийся тем, что указанную стальную полосу (12) изготавливают из стали, в которой содержание углерода составляет от 0,1 до 1,1 мас.%, предпочтительно, от 0,2 до 0,7 мас.% или, наиболее предпочтительно, от 0,2 до 0,4 мас.%.
8. Способ по п. 1 или 2, отличающийся тем, что осуществляют удаление сварных наростов (22) после указанной стадии стыковой сварки оплавлением.
9. Кольцо подшипника (14, 34, 36), изготовленное формированием по меньшей мере одной стальной полосы в по меньшей мере один кольцевой сегмент посредством стыковой сварки оплавлением, отличающееся тем, оно изготовлено способом по любому из пп. 1-8 и имеет в радиальном сечении (24) вблизи сваренного встык оплавлением соединения увеличенную глубину (35) науглероживания науглероженных поверхностных слоев (30).
10. Кольцо подшипника по п. 9, отличающееся тем, что оно выполнено в виде внутреннего кольца (34) или внешнего кольца (36) подшипника (32).
11. Подшипник (32), отличающийся тем, что он содержит внутреннее кольцо (34) и внешнее кольцо (36) подшипника по п. 10.
| GB 1141901 A, 05.02.1969 | |||
| DE 69719046 T2, 24.07.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| RU 2066250 C1, 10.09.1996 | |||
| Способ соединения стыка кольцевой заготовки | 1985 |
|
SU1326409A1 |

