Изобретение относится к области производства огнеупорных изделий, более конкретно к линии для изготовления профильных изделий из керамики, и может найти применение при производстве широкой гаммы сравнительно дешевых огнеупорных керамических изделий сложной конфигурации, изделий с многочисленными каналами или с открытыми пазами различного сечения, в том числе для высокотемпературных керамических фильтров, теплообменников, изоляторов и др.
Основной процесс получения керамических огнеупорных изделий - спекание порошковых заготовок из минерального сырья при высоких температурах, при котором в условиях термической активации происходит уплотнение и упрочнение полуфабриката за счет расходования избыточной энергии порошка. Движущая сила процесса - поверхностное натяжение, которое заставляет частицы объединяться в единое целое. Поэтому технологию получения керамики в общем случае можно представить в виде двух основных частей. В подготовительной части из исходного сырья формируется заготовка - полуфабрикат, которая на заключительном этапе при обжиге приобретает свойства готового продукта. По решаемым задачам технология сводится к трем основным переделам, осуществляемым тем или иным способом: получение порошка, оформление заготовки - полуфабриката и его обжиг. Первый имеет целью аккумулирование энергии частиц, связанной с наличием свободной поверхности частиц и атомных дефектов кристаллической решетки. Второй, промежуточный, состоит в получении из порошков заготовки необходимых формы и размеров. Третий, заключительный, состоит в изготовлении огнеупорного изделия требуемого качества за счет диссипации запасенной энергии при массопереносе на фоне термической активации. Схемы, подобные этой, фактически реализуются в различных производствах керамики, несмотря на многообразие операций, которыми можно осуществить указанные переделы в аспекте задачи получения материалов с заданными характеристиками. Надо добавить, что на практике в технологии керамики выделяют еще сушку, поскольку она представляет собой довольно долговременный и громоздко оформленный процесс, хотя в главной схеме керамического производства сушка играет подсобную роль (Высокотемпературная деформация керамики и огнеупоров /под ред. В.С. Бакунова/ B.C. Бакупов, Е.С. Лукин, У.Ш. Шаяхметов. - Уфа: АН РБ, Гилем, 2011, с.55).
Известна гибкая система производства огнеупорных изделий из стеклокристаллической пенокерамики, включающая отделение подготовки шихты на основе глинистого сырья, линию формовки полуфабриката, обжиговую печь и средства для регулировки режимов ее работы (см. патент РФ №55769, опубл. в бюл. №24, 2006).
Известная система предназначена, преимущественно, для изготовления огнеупорных изделий строительного назначения. Особенностью такой системы является то, что отделение подготовки шихты содержит оборудование для подготовки шихты на основе легкоплавких глин с дополнительными ингредиентами, преимущественно, в виде стеклокристаллических наполнителей и газообразующих добавок, линия формовки полуфабриката содержит прессовое оборудование, снабженное дополнительной сменной оснасткой, включающей, по крайней мере, два формообразующих компонента для изделий различной номенклатуры, обжиговая печь выполнена в виде туннельной конвейерной печи щелевого типа, на выходе которой размещен участок механической обработки, содержащий оборудование для калибровки изделий по размерам целевого продукта.
К недостаткам известной системы в случае изготовления профильных изделий из керамики следует отнести сравнительно высокие капитальные и эксплуатационные затраты, связанные с использованием для обжига полуфабриката дорогостоящей туннельной конвейерной печи щелевого типа, обеспечивающей температуру в рабочем объеме 1350°C и выше. Кроме того, известная система характеризуется значительным разбросом размеров полуфабрикатов изделий при увеличении объема неорганического вспенивателя, что ограничивает номенклатуру и производительность производства целевого продукта.
Известна линия для изготовления керамических изделий, преимущественно, в виде плиток, содержащая средства для подготовки шихты на основе пирофиллитового сырья и каолина, оборудование для формовки полуфабрикатов плиток и их термической обработки (см. патент РФ №82213, опубл. в бюл. №11, 2009).
Указанная линия содержит первую обжиговую печь для технологического обжига концентрата кварц-пирофиллитового сырья при температуре 1100-1200°C, вторую обжиговую печь туннельного типа для обжига полуфабрикатов изделий при температуре 1200-1300°C и автоматизированный участок подготовки шихты и формовки указанных полуфабрикатов, содержащий оборудование для грубого помола ингредиентов до фракции 5-0,5 мм, их тонкого помола до фракции 50-5 мкм и оборудование для смешивания указанных ингредиентов при соотношении, % мас.: кварц-пирофиллит 35-50, каолин - остальное, причем агрегаты полусухого формования снабжены сменной оснасткой для получения полуфабрикатов плиток различной номенклатуры.
Создание и эксплуатация известной линии сопряжены с повышенными затратами, связанными с использованием двух высокотемпературных обжиговых печей туннельного типа, а также с серьезными технологическими ограничениями при производстве трубчатых или сложнопрофильных керамических изделий.
Известна система производства огнеупорных изделий из алюмосиликатного сырья, содержащая отделения подготовки компонентов шихты, подготовки фосфатного связующего, смешивания компонентов шихты и связующего в виде однородной суспензии, формовки полуфабрикатов изделий и их термической обработки (см. патент №79886, опубл. в бюл. №2, 2009).
Известная система предназначена для изготовления широкой гаммы огнеупорных изделий различного назначения, в том числе профильных керамических изделий. Особенностью известной системы является то, что первое отделение подготовки компонентов шихты содержит последовательно расположенные первый участок для обжига концентрата кварц-пирофиллитового сырья, второй участок для сухого и мокрого помола компонентов шихты по фракциям и третий участок для сушки и повторного дробления коржей тонкомолотых фракций указанных компонентов, второе отделение подготовки фосфатного связующего содержит оборудование для получения водного раствора ортофосфорной кислоты или ее металлофосфатных соединений, выходы первого и второго отделений связаны через указанные третье отделение смешивания и четвертое отделение формовки с входом в пятое отделение термической обработки полуфабрикатов изделий, снабженное оборудованием для их нагрева до температуры в диапазоне 120-1200°C со скоростью 20-100°C/ч.
Первый участок первого отделения известной системы может содержать также оборудование для обжига концентрата кварц-пирофиллитового сырья при температуре 1100-1200°C, а второй участок указанного отделения - оборудование для сухого грубого помола компонентов шихты до фракции 10-1 мм и последующего мокрого тонкого помола указанных компонентов до фракции 50-5 мкм, причем третье отделение содержит оборудование для предварительного смешивания различных фракций кварц-пирофиллитового сырья, алюмосиликатного сырья в виде шамота и огнеупорной глины при следующем соотношении компонентов, % мас.: кварц-пирофиллит 40-50, шамот 10-45, огнеупорная глина - остальное.
При создании на базе известной системы линии для изготовления профильных изделий из керамики возникают трудности, связанные с достижением высокого качества их формовки и обжига. Для керамических элементов и узлов, эксплуатируемых в условиях высоких температур, изначально необходимо обеспечить оптимальный подбор сравнительно недорогих ингредиентов, связующего, наполнителей и модифицирующих добавок. В итоге в известной системе трудно добиться воспроизведения теплофизических параметров и высокой производительности выпуска профильных керамических изделий требуемого качества.
Наиболее близким техническим решением к предложенному является линия для изготовления профильных изделий из керамики, содержащая первый участок для подготовки шихты с оборудованием для помола, дозирования и смешивания ингредиентов сырья и связующего, второй участок для формовки полуфабрикатов изделий с поршневым прессом и экструдером, третий участок для термической обработки полуфабрикатов изделий в камерной электропечи, средства для транспортировки сырья и полуфабрикатов внутри и между участками, блоки питания и управления (см. патент №108004, опубл. в бюл. №25, 2011 - прототип).
Известная линия предназначена для изготовления профильных, преимущественно, трубчатых керамических изделий различного назначения. Особенностью известной линии является то, что первый участок подготовки шихты включает автоматизированное оборудование для грубого и тонкого помола, преимущественно, кварц-пирофиллитового сырья, дозирования и смешивания указанных ингредиентов и фосфатного связующего, причем оборудование второго участка для формовки полуфабрикатов изделий включает, по крайней мере, один поршневой пресс, экструдер, снабженный сменной оснасткой для изменения номенклатуры изделий, средства для сушки и размерной обработки полуфабрикатов изделий, а оборудование третьего участка для их термической обработки включает камерную электропечь, выполненную с возможностью обработки изделий при температуре 650-750°C.
При этом первый участок подготовки шихты известной линии может включать автоматизированное оборудование для грубого помола до фракции 0,5-10 мм и тонкого помола до фракции 1-5 мкм, оборудование для тонкого помола снабжено каналами для подачи оксида алюминия или огнеупорной глины, а оборудование для смешивания указанных ингредиентов и фосфатного связующего выполнено с возможностью дозированной подачи из накопительных емкостей предварительно подготовленного металлфосфатного связующего и модифицирующей добавки в виде тугоплавкого соединения металла, а в состав сменной оснастки экструдера могут входить насадки для формования полуфабрикатов трубчатых изделий различного проходного сечения, по крайней мере, в одной из насадок установлены дополнительные мундштуки для формования в стенках изделий полых каналов и/или открытых пазов, а средства для сушки полуфабрикатов изделий могут быть выполнены с возможностью их нагрева и выдержки при температуре 180-220°C.
Как показали экспериментальные исследования при подготовке шихты в соответствии с известным техническим решением достаточно сложно обеспечить оптимальный состав ее ингредиентов и режимы формовки полуфабрикатов изделий на поршневом экструзионном прессе для достижения необходимых параметров вязкости, трещиностойкости и прочности сырца и получения после сушки и обжига требуемых структурных, геометрических и теплофизических характеристик профильных керамических изделий различной номенклатуры.
Решаемой задачей предложенного изобретения является создание удобной в эксплуатации универсальной линии для изготовления профильных керамических изделий различного назначения, оснащенной легконалаживаемым технологическим оборудованием и оснасткой для формовки полуфабрикатов профильных изделий сложной конфигурации из алюмосиликатного сырья.
Техническим результатом изобретения является устранение недостатков известных технических решений, повышение эксплуатационных характеристик линии и снижение показателей брака при изготовления профильных керамических изделий сложной конфигурации путем изменения состава линии и использования вакуумного пресс-экструдера новой конструкции, обеспечивающего высокое качество формовки полуфабрикатов указанных изделий. Дополнительный технический результат заключается в снижении затрат на производство профильных керамических изделий за счет использования сравнительно дешевого алюмосиликатного сырья с небольшим количеством пластифицирующего компонента и нанодисперсного неорганического связующего.
Указанный технический результат достигается тем, что в линии для изготовления профильных изделий из керамики, содержащей первый участок для подготовки шихты с оборудованием для помола, дозирования и смешивания ингредиентов сырья и связующего, второй участок для формовки полуфабрикатов изделий с поршневым прессом и экструдером, третий участок для термической обработки полуфабрикатов изделий в камерной электропечи, средства для транспортировки сырья и полуфабрикатов внутри и между участками, блоки питания и управления, согласно изобретению первый участок содержит оборудование для грубого и тонкого помола по фракциям компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, оборудование для приготовления и размещения в первой и второй накопительных емкостях пластифицирующего компонента и нанодисперсного неорганического связующего и оборудование для дозированной подачи и смешивания указанных ингредиентов в виде однородной шихтовой смеси пластичной консистенции, второй участок содержит поршневой пресс, выполненный в виде вакуумного пресс-экструдера, включающего корпус и шарнирно закрепленные на нем поворотный цилиндр с экструдером, снабженным сменной профилирующей насадкой, средства для заполнения и уплотнения шихтовой смеси в полости поворотного цилиндра, средства для размерной обработки полуфабрикатов изделий по длине на выходе сменной профилирующей насадки, гидравлическую и вакуумную системы, блок питания и управления поршневым прессом, третий участок содержит последовательно соединенные сушильную камеру, камерную электропечь, выполненную с возможностью обработки полуфабрикатов изделий при температуре 650-850°С, и леер для отжига выходящих из печи профильных изделий, причем выход первого и вход второго участков соединены посредством первого ленточного транспортера для перемещения шихтовой смеси пластичной консистенции к загрузочной полости поворотного цилиндра пресс-экструдера, выход второго и вход третьего участков соединены посредством второго ленточного транспортера для перемещения полуфабрикатов изделий из пресс-экструдера через сушильную камеру к входу камерной электропечи, выход которой соединен посредством третьего ленточного транспортера для перемещения профильных изделий через леер на склад готовой продукции.
Кроме того, первый участок может содержать оборудование для грубого и тонкого помола компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, и последующего разделения его по фракциям: 0,5-1,0 мм - 28-45%, 200-500 мкм - 8-25%, менее 200 мкм - 5-15%, оборудование для приготовления высокодисперсного пластифицирующего компонента, включающего бентонит, каолин или глину огнеупорную дисперсностью 50-100 мкм, а также оборудование для приготовления нанодисперсного неорганического связующего на основе натриевого жидкого стекла или алюмохромфосфатного связующего.
Кроме того, первый участок может содержать оборудование для предварительного смешивания различных фракций алюмосиликатного сырья, неорганического связующего и пластифицирующего компонента при следующем соотношении, мас.%:
Кроме того, корпус поршневого пресса может быть выполнен в виде горизонтально расположенной силовой рамы, на которой шарнирно закреплены поворотный цилиндр с экструдером с возможностью перемещения в вертикальной плоскости, средство для заполнения и уплотнения шихтовой смеси в полости цилиндра выполнено в виде съемного рычажного механизма, средство для размерной обработки полуфабрикатов изделий по длине выполнено в виде съемного режущего механизма, расположенного на выходе сменной профилирующей насадки, выполненной с возможностью формования полуфабрикатов профильных изделий с открытыми пазами или внутренними каналами различного сечения, причем формующие поверхности сменной профилирующей насадки могут быть снабжены защитным слоем из группы тугоплавких соединений: борид железа, карбид, нитрид или карбонитрид титана, карбид хрома или оксид алюминия.
Кроме того, первый участок может содержать оборудование для формования однородной шихтовой смеси пластичной консистенции, преимущественно, в виде дисков для плотного размещения в полости поворотного цилиндра пресс-экструдера, а сушильная камера третьего участка может содержать оборудование для нагрева полуфабрикатов изделий до температуры 180-220°C со скоростью 4-8°C/мин с последующей выдержкой до удаления из полуфабрикатов изделий влаги.
Такое выполнение линии для изготовления профильных изделий из керамики позволяет решить поставленную задачу создания удобной в эксплуатации универсальной линии для изготовления профильных керамических изделий и обеспечить достижение технического результата, заключающегося в повышении эксплуатационных характеристик линии и снижении показателей брака при изготовления профильных керамических изделий сложной конфигурации путем изменения состава линии и использования вакуумного пресс-экструдера усовершенствованной конструкции, обеспечивающего высокое качество формовки полуфабрикатов указанных изделий. Одновременно снижаются затраты на производство сложных профильных керамических изделий за счет использования сравнительно дешевого алюмосиликатного сырья с небольшим количеством пластифицирующего компонента и нанодисперсного неорганического связующего. Устранение недостатков известных технических решений обеспечивается изменением состава предложенной линии и высокими технологическими характеристиками используемого, преимущественно, автоматизированного оборудования для формовки полуфабрикатов профильных керамических изделий сложной конфигурации. Предложенное техническое решение позволяет получать профильные керамические изделия различной номенклатуры, длины и сечения с гарантированными структурными, механическими и теплофизическими характеристиками.
При этом первый участок подготовки шихты с оборудованием для помола, дозирования и смешивания ингредиентов сырья и связующего обеспечивает автоматизированное проведение грубого и тонкого помола по фракциям компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, приготовление пластифицирующего компонента и нанодисперсного неорганического связующего, дозированную подачу и смешивания указанных ингредиентов в виде однородной шихтовой смеси пластичной консистенции для изготовления на втором участке качественных полуфабрикатов изделий.
Второй участок обеспечивает наиболее ответственную операцию качественной формовки полуфабрикатов изделий на поршневой прессе, выполненном в виде вакуумного пресс-экструдера. Указанное оснащение поршневого пресса с шарнирно закрепленными на корпусе поворотным цилиндром и экструдером, снабженным сменной профилирующей насадкой, позволяет сравнительно быстро подготовить устройство к экструдированию при помощи упомянутых средств для заполнения и уплотнения шихтовой смеси в полости цилиндра, а также выполнить последующую размерную обработку полуфабрикатов изделий по длине на выходе сменной профилирующей насадки. Необходимые условия прессования и экструдирования полуфабрикатов изделий на вакуумном пресс-экструдере обеспечиваются его гидравлической и вакуумной системами, а также блоками питания и управления узлами вакуумного пресс-экструдера.
Термическую обработку полуфабрикатов профильных изделий обеспечивает оборудование третьего участка, включающее последовательно соединенные сушильное оборудование для нагрева полуфабрикатов изделий до удаления из них влаги, камерную электропечь, обеспечивающую их нагрев до сравнительно низкой температуры в диапазоне 650-850°C, и леер для отжига выходящих из печи профильных изделий. Как показали эксперименты снижение рабочей температуры камерной электропечи менее 650°C, для шихты указанного состава и процентного содержания ингредиентов, не позволяет получить высокопрочные и термостойкие профильные изделия различных типоразмеров, а превышение температуры нагрева полуфабрикатов изделий более 850°C связано, в том числе с дополнительным усложнением конструкции камерной электропечи.
Для транспортировки сырья и полуфабрикатов внутри и между участками линия снабжена ленточными транспортерами. При этом выход первого и вход второго участков соединены посредством первого ленточного транспортера для перемещения шихтовой смеси пластичной консистенции в виде дисков в загрузочную полость поворотного цилиндра пресс-экструдера, выход второго и вход третьего участков соединены посредством второго ленточного транспортера для перемещения полуфабрикатов изделий из пресс-экструдера через сушильную камеру к входу камерной электропечи, выход которой соединен посредством третьего ленточного транспортера для перемещения профильных изделий через леер на склад готовой продукции.
На экспериментальной базе в БГПУ им. М. Акмуллы было выяснено, что для повышения качества полуфабрикатов и получения целевых изделий из алюмосиликатного сырья, содержащего глинозем, электрокорунд и/или пирофиллит в произвольном соотношении, в состав оборудования первого участка следует включать средства для разделение сырья по фракциям: 0,5-1,0 мм - 28-45%, 200-500 мкм - 8-25%, менее 200 мкм - 5-15%, а также оборудование для приготовления высокодисперсного пластифицирующего компонента на основе бентонита, каолина или глины огнеупорной и оборудования для приготовления нанодисперсного неорганического связующего на основе натриевого жидкого стекла или алюмохромфосфатного связующего.
При этом первый участок содержит оборудование для предварительного смешивания различных фракций алюмосиликатного сырья, неорганического связующего и пластифицирующего компонента преимущественно, при соотношении, мас.%:
Указанные состав и количество ингредиентов шихтовой смеси являются необходимым и достаточным основанием для повышения качества материала огнеупоров в составе профильных изделий. Опытные исследования, проведенные в БГПУ им. М. Акмуллы, показали, что указанные количества высокодисперсного пластифицирующего компонента и нанодисперсного неорганического связующего являются оптимальными для осуществления процессов вакуумирования материала шихты в поворотном цилиндре и его экструзии через сложную профилирующую насадку с обеспечением необходимого для этого вязкого состояния. В результате на выходе сменной профилирующей насадки экструдера получают полуфабрикаты изделий, обладающие до термообработки необходимой для последующей транспортировки временной прочностью. После термообработки в камерной электропечи профильные керамические изделия имеют повышенные механические и теплофизические характеристики, в том числе увеличенную трещиностойкость и механическую прочность.
При получении огнеупорных сложнопрофильных изделий различной номенклатуры в качестве компонентов шихты выбрано алюмосиликатное сырье грубого и тонкого помола с пластифицирующим компонентом и нанодисперсным неорганическим связующим при указанном соотношении ингредиентов, которое было найдено в результате серии экспериментальных работ с участием авторов на базе различных организаций. Указанный фракционный состав алюмосиликатного сырья обеспечивает, для предложенных видов подготовки шихтовой смеси, благоприятные условия для производства высококачественных огнеупорных профильных изделий различного поперечного сечения и минимальной толщиной стенок между внутренними каналами. Дополнительное количество тонкой фракции алюмосиликатного сырья вплоть до 5-15%, грубой фракции до 45% и выше при наличии нанодисперсного неорганического связующего и пластифицирующего компонена в остатке позволяет расширить диапазон физико-механических характеристик огнеупорных профильных изделий различного назначения. Выбранные ингредиенты шихтовой смеси в виде пластифицирующего компонента и нанодисперсного неорганического связующего являются испытанными составляющими шихты для самых разнообразных твердофазных наполнителей, в том числе и для алюмосиликатного сырья указанного выше состава (см. Шаяхметов У.Ш. Фосфатные композиционные материалы и опыт их применения. - Уфа: РИЦ «Старая Уфа», 2001).
Таким образом, предложенное выполнение линии для изготовления профильных изделий из керамики на основе алюмосиликатного сырья с указанными пластификатором и связующим позволяет, в том числе, решить задачу изготовления высококачественных профильных керамических изделий, в частности профильные электроизоляционные и конструкционные элементы для высокотемпературных агрегатов различного предназначения. При этом предложенная линия может быть внедрена на предприятии, оснащенном стандартным и сравнительно недорогим оборудованием керамического производства, что в значительной степени снижает затраты на производство огнеупорных сложнопрофильных изделий по сравнению с их производством на аналогичных предприятиях, ориентированных на выпуск однотипной продукции.
На фиг. 1 показана принципиальная блок-схема линии для изготовления профильных изделий из керамики.
Линия для изготовления профильных изделий из керамики содержит участки 1, 2, 3 с оборудованием для подготовки шихты, формовки полуфабрикатов изделий и их термической обработки. Первый участок 1 содержит автоматизированное оборудование в виде дистанционно управляемых щековых или валковых дробилок 4 для грубого помола, виброситовых устройств 5 и шаровых мельниц 6 тонкого помола по фракциям компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит в произвольном сочетании (показаны стрелками на входе в участок 1). На выходе дробилок 4 получают алюмосиликатное сырье фракции 0,5-1 мм, а на выходе виброситовых устройств 5 получают сырье фракции менее 500 мкм. Для сухого или мокрого тонкого помола этих ингредиентов до фракции 200 мкм и менее используются шаровые мельницы 6. Используемое в качестве основы алюмосиликатное сырье включает глинозем, электрокорунд и/или пирофиллит в различных соотношениях при условии разделения его по фракциям: 0,5-1,0 мм - 28-45%, 200-500 мкм - 8-25%, менее 200 мкм - 5-15%.
На участке 1 также может быть установлено оборудование (не показано) для приготовления пластифицирующего компонента и нанодисперсного неорганического связующего с их размещением в первой и второй накопительных емкостях 7, 8, снабженных оборудованием для дозированной подачи и смешивания в смесительном устройстве 9 ингредиентов в виде однородной шихтовой смеси пластичной консистенции. В качестве высокодисперсного пластифицирующего компонента шихтовой смеси используется, преимущественно, бентонит, каолин или глина огнеупорная дисперсностью 50-100 мкм в произвольном сочетании, а в качестве нанодисперсного неорганического связующего, преимущественно, натриевое жидкое стекло или алюмохромфосфатное связующее. Дозаторы 10, 11 на участке 1 обеспечивают требуемое по технологии соотношение ингредиентов на входе в устройство 9 для автоматического смешивания шихты заданного состава. Таким образом оборудование 4-11 участка 1 обеспечивает дозированную подачу и смешивание алюмосиликатного сырья, неорганического связующего и пластифицирующего компонента в апробированном оптимальном диапазоне указанных процентных соотношений. Полученная в смесительном устройстве 9 однородная шихтовая смесь пластичной консистенции может быть отформована на специальном формовочном приспособлении 12, преимущественно, в виде дисков для их последующего плотного размещения в рабочей полости поршневого пресса. Устройство 9 для автоматического смешивания шихты заданного состава содержит оборудование, например, в виде бегуна, а формовочное приспособление 12 - в виде лопаточного механизма (не показаны) для получения шихты в виде однородной суспензии пластичной консистенции.
Второй участок 2 содержит указанный поршневой пресс, выполненный в виде вакуумного пресс-экструдера 13, включающего корпус 14, выполнений в виде горизонтально расположенной силовой рамы, на которой шарнирно закреплен цилиндр 15 с экструдером 16, снабженным сменной профилирующей насадкой 17, выполненные с возможностью перемещения в вертикальной плоскости. При этом поворотный цилиндр 15 на торце ввода шихты может быть снабжен съемным рычажным механизмом 18 для заполнения и уплотнения шихтовой смеси в его полости. Средство для размерной обработки полуфабрикатов изделий по длине на выходе сменной профилирующей насадки 17 может быть выполнено в виде съемного режущего механизма 19, например ленточной пилы. На корпусе 14 вакуумного пресс-экструдера 13 установлены агрегаты гидравлической 20 и вакуумной 21 систем, а также блоки 22, 23 питания и управления указанными узлами и системами поршневого пресса. Кроме указанных выше частей в состав вакуумного пресс-экструдера 13 входят гидравлические, электрические силовые и слаботочные коммуникации, средства для транспортировки исходного материала на вход вакуумного пресс-экструдера 13 и вывода полуфабрикатов из экструдера (не показаны). Следует отметить, что формующие поверхности сменной профилирующей насадки 17 экструдера 16 могут быть снабжены защитным слоем из группы широко применяемых тугоплавких соединений: борид железа, карбид, нитрид или карбонитрид титана, карбид хрома или оксид алюминия, обладающих эффективным защитным действием от абразивного износа основного материала в широкой области давлений и температур.
Третий участок 3 линии содержит последовательно соединенные сушильную камеру 24, камерную электропечь 25, выполненную с возможностью обработки полуфабрикатов изделий при температуре 650-850°C, и леер 26 для отжига выходящих из печи 25 изделий. Сушильная камера 24 с рабочей температурой в диапазоне 180-220°C обеспечивает скорость нагрева полуфабрикатов изделий порядка 5°C/мин и требуемую выдержку. Линия для изготовления профильных изделий из керамики также включает первый ленточный транспортер 27 для перемещения приготовленной на участке 1 шихтовой смеси пластичной консистенции в виде дисков на участок 2 для плотного размещения в полости поворотного цилиндра 15 пресс-экструдера 13. Второй ленточный транспортер 28 предназначен для транспортировки полуфабрикатов изделий от участка 2 на вход участка 3 и далее через сушильную камеру 24 к входу камерной электропечи 25. Третий ленточный транспортер 29 предназначен для транспортировки профильных изделий от камерной электропечи 25 через леер 26 к складу готовой продукции. Блоки питания 30 и управления 31 агрегатами линии для изготовления профильных изделий из керамики могут быть размещены на территории цеха или производственного помещения в непосредственной близости от участка 2. Поз. 32 на фиг. 1 обозначен один из температурных датчиков для обеспечения температурного контроля в агрегатах линии (леер 26, камерная электропечь 25, сушильный шкаф 24 и др.).
Все коммуникации участков 1, 2, 3 могут быть оснащены дополнительными автоматизированными транспортерами материальных потоков (не показаны) для обеспечения функционирования линии по изготовлению профильных изделий заданных размеров и фасонов. Камерная электропечь 25 для производства профильных изделий из керамики также имеет особенности в конструкции узлов транспортировки, расположении нагревательных элементов и в системе автоматического управления, в том числе для корректировки времени обжига профильных изделий конкретной модификации в реальном масштабе времени. Как было указано в основном пункте притязаний полезной модели, для достижения указанного технического результата, дозирование и смешивание в шихте ингредиентов заданного фракционного состава должно находиться в указанных выше пределах, при условии, что в предложенной линии используется новый вакуумный пресс-экструдер 13, содержащий упомянутые поворотные цилиндр 15 с экструдером 16, сменная профилирующая насадка 17, съемный механизм 18 для заполнения и уплотнения шихтовой смеси в его полости и съемный режущий механизм 19.
Ниже приведены технические характеристики вакуумного пресс-экструдера.
Линия для изготовления профильных изделий из керамики функционирует следующим образом.
Из складских помещений на фиг. 1 (не показаны) концентрат алюмосиликатного сырья - глинозем, электрокорунд и/или пирофиллит в произвольном сочетании и с произвольным фракционным составом транспортируют на вход участка 1 линии. В случае раздельной подачи ингредиентов фракционирование глинозема, электрокорунда и/или пирофиллита осуществляют независимо в указанных диапазонах 0,5-1,0 мм, 200-500 мкм и менее 200 мкм. При этом необходимо задействовать несколько дробилок 4 для грубого помола, виброситовых устройств 5 и шаровых мельниц 6. Количественное смешивание указанных ингредиентов в процентном соотношении 0,5-1,0 мм - 35%, 200-500 мкм - 18%, менее 200 мкм - 12% может осуществляться, например, на выходе виброситовых устройств 5 или, преимущественно, в смесительном устройстве 9 с помощью дозаторов 10.
С помощью дополнительного оборудования (не показано) приготавливают пластифицирующий компонент и нанодисперсное неорганическое связующее, необходимые количества которых размещают в первой и второй накопительных емкостях 7, 8, из которых с помощью дозаторов 11 подают в смесительное устройство 9 для подготовки однородной шихтовой смеси пластичной консистенции заявленного состава. В качестве высокодисперсного пластифицирующего компонента шихтовой смеси в соответствии с предложенным техническим решением применяют, по преимуществу, бентонит, каолин или глину огнеупорную дисперсностью 50-100 мкм в произвольном сочетании. В качестве нанодисперсного неорганического связующего в данной технологической цепочке используют, преимущественно, натриевое жидкое стекло (ГОСТ 13078), натриевую силикат-глыбу из наноразмерных частиц или стандартное алюмохромфосфатное связующее. Дозаторы 10, 11 на участке 1 обеспечивают требуемое по технологии соотношение ингредиентов на входе в устройство 9 для автоматического смешивания шихты в апробированном оптимальном диапазоне при указанном соотношении компонентов, мас.%:
Затем полученная в смесительном устройстве 9 однородная шихтовая смесь пластичной консистенции, для повышения эффективности экструдирования, должна быть отформована на формовочном приспособлении 12, преимущественно, в виде дисков или цилиндров фиксированных геометрических размеров для последующего их плотного размещения в рабочей полости цилиндра 15 вакуумного пресс-экструдера 13. На выходе устройства 9 возможно получение одного или нескольких видов шихты в виде однородной пластичной смеси различного состава.
Формование полуфабрикатов профильных изделий осуществляется на втором участке 2 с помощью упомянутого вакуумного пресс-экструдера 13, позволяющего получить качественные полуфабрикаты изделий в необходимых количествах. При этом шарнирно закрепленный на корпусе 14 цилиндр 15 поворачивают с помощью гидроцилиндров гидросистемы 20, например, в вертикальное положение для удобства заполнения шихтой в виде пластичных дисков. Для заполнения шихтовой смеси в полости цилиндра 15 на его торце устанавливают съемный рычажный механизм 18, обеспечивающий также уплотнение шихтовой смеси. Затем цилиндр 15 поворачивают с помощью упомянутых гидроцилиндров в горизонтальное положение до совпадения с осью экструдера 16 и механически фиксируют их взаимное расположение с помощью силового герметизирующего хомута (не показан). После этого полость цилиндра 15 с помощью электроклапана (не показан) соединяют с системой вакуумирования для откачки в течение нескольких минут остатков воздуха из шихты в полости цилиндра 15.
Рабочий поршень цилиндра 15 приводится в движение от гидросистемы 20, развивая давление на шихтовую смесь в несколько десятков кН. Под действием давления шихтовая смесь пластически перемещается по каналу экструдера 16 по направлению к сменной профилирующей насадке 17, которая формирует на выходе экструдера длинномерный полуфабрикат изделия с заданным количеством продольных каналов. С помощью съемного режущего механизма 19, например, ленточной пилы осуществляют отрезание от длинномерного полуфабриката мерных кусков заданной длины. Затем готовые полуфабрикаты профильных изделий с заданными характеристиками посредством транспортера 28 направляют на вход участка 3 для их термообработки. Управление указанными узлами и системами вакуумного пресс-экструдера 13 осуществляется оператором с помощью блока управления 23, а электропитание обеспечивается от блока 22. Несколько сменных профилирующих насадок 17 к экструдеру 16 могут составить комплект насадок для получения профильных изделий требуемого сечения (круг, квадрат, прямоугольник и др.) различной номенклатуры и фасона в диапазоне размеров по сечению 5-8 см и более, а по длине до многих десятков сантиметров с каналами в толще изделий или с продольными ребрами на их наружной или внутренней поверхности.
Полученные полуфабрикаты изделий отправляют транспортером 28 на сушку в сушильную камеру 24 для нагрева до температуры около 200°C со скоростью около 5°C/мин, с выдержкой при данной температуре в течение 1-2 ч до удаления из полуфабрикатов изделий влаги. Дальнейшая термообработка проводится в камерной электропечи 25 при температуре около 700°C с последующим отжигом и транспортировкой профильных изделий через леер 26 к складу готовой продукции. Предложенная линия для изготовления профильных изделий из керамики может быть выполнена частично или полностью автоматизированной с помощью блоков управления 31 и питания 30 агрегатов линии. Для этого целесообразно использование аппаратуры КИПиА, обеспечивающей необходимые контроль параметров технологического процесса изготовления профильных изделий из керамики и средств автоматики для поддержания режимов работы агрегатов и узлов линии в заданных пределах.
Следует отметить, что основные технические характеристики огнеупорных профильных изделий, изготовленных с использованием предложенной линии, при прочих равных условиях, соответствуют лучшим образцам огнеупорных изделий, выпускаемых современными керамическими предприятиями - предел прочности при сжатии - не менее 50 МПа, линейная усадка при 1200°C - не более 0,5%, термостойкость не менее 50 циклов, температура применения до 1300°C. В каждом конкретном случае реализации линии ингредиенты шихты могут выбираться в указанных выше количественных соотношениях, определяемых условиями эксплуатации и техническим заданием. На оборудовании предложенной линии можно вырабатывать современные огнеупорные керамические профильные изделия, отличающиеся широкой номенклатурой и высокими потребительскими характеристиками при реализации возможности полной автоматизации и механизации производства.
Предложенная линия для изготовления профильных изделий из керамики является перспективной по многим технологическим и экономическим показателям, в том числе по комплексу указанных характеристик и номенклатуре возможной продукции, которая может оказаться вне конкуренции на современном рынке изделий такого рода. Предложенная линия может быть внедрена на предприятии, оснащенном стандартным оборудованием керамического производства и необходимым количеством сменных формообразующих элементов. Основные технологические принципы создания линии для изготовления профильных изделий из керамики основаны на результатах экспериментальных и проектно-конструкторских разработок, выполненных в разное время в БГПУ им. М. Акмуллы, Уфимском ГУП «БашНИИстрой», ИПСМ РАН РБ, ОИВТ РАН и других организациях. Основные технологические схемы производства указанной продукции также были опробованы на ряде промышленных предприятий, в том числе на ОАО «Бельзан», ОАО «ДАЗ», на предприятиях ООО «ПФГК Страк-такт» и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления радиопрозрачного керамического корпуса для осветительного прибора, радиопрозрачный керамический корпус для осветительного прибора | 2021 |
|
RU2766071C1 |
| СИСТЕМА ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ ДЛЯ ЛИТЬЕВЫХ УСТАНОВОК | 2013 |
|
RU2563897C2 |
| ШИХТОВОЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОКЕРАМИКИ | 1997 |
|
RU2142437C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛОКРИСТАЛЛИЧЕСКИХ ПЕНОМАТЕРИАЛОВ | 2010 |
|
RU2451000C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ШАМОТНЫХ ИЗДЕЛИЙ И СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1998 |
|
RU2148566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МУЛЛИТСОДЕРЖАЩИХ ОГНЕУПОРОВ | 2002 |
|
RU2209797C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ СТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 1997 |
|
RU2128153C1 |
| ФАРФОРОВАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2103237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМОСИЛИКАТНЫХ И КОРУНДОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2153482C2 |
| Керамический кирпич и способ его получения | 2021 |
|
RU2797169C1 |
Изобретение относится к области производства огнеупорных изделий, более конкретно к линии для изготовления профильных изделий из керамики, и может найти применение при производстве широкой гаммы сравнительно дешевых огнеупорных керамических изделий сложной конфигурации, изделий с многочисленными каналами или с открытыми пазами различного сечения, в том числе для высокотемпературных керамических фильтров, теплообменников, изоляторов и др. Линия для изготовления профильных изделий из керамики содержит три участка. Первый участок предназначен для подготовки шихты с оборудованием для помола, дозирования и смешивания ингредиентов сырья и связующего. Второй участок предназначен для формовки полуфабрикатов изделий, содержит поршневой пресс и экструдер. Третий участок предназначен для термической обработки полуфабрикатов изделий в камерной электропечи, содержит средства для транспортировки сырья и полуфабрикатов внутри и между участками, блоки питания и управления. При этом первый участок дополнительно содержит оборудование для грубого и тонкого помола по фракциям компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, оборудование для приготовления и размещения в первой и второй накопительных емкостях пластифицирующего компонента и нанодисперсного неорганического связующего и оборудование для дозированной подачи и смешивания указанных ингредиентов в виде однородной шихтовой смеси пластичной консистенции. Второй участок дополнительно содержит поршневой пресс, выполненный в виде вакуумного пресс-экструдера, средства для заполнения и уплотнения шихтовой смеси в полости поворотного цилиндра, средства для размерной обработки полуфабрикатов изделий по длине на выходе сменной профилирующей насадки, гидравлическую и вакуумную системы, блок питания и управления поршневым прессом. Пресс-экструдер включает корпус и шарнирно закрепленные на нем поворотный цилиндр с экструдером, снабженным сменной профилирующей насадкой. Третий участок дополнительно содержит последовательно соединенные сушильную камеру, камерную электропечь, выполненную с возможностью обработки полуфабрикатов изделий при температуре 650-850°C, и леер для отжига выходящих из печи профильных изделий. Причем выход первого и вход второго участков соединены посредством первого ленточного транспортера для перемещения шихтовой смеси пластичной консистенции к загрузочной полости поворотного цилиндра пресс-экструдера. Выход второго и вход третьего участков соединены посредством второго ленточного транспортера для перемещения полуфабрикатов изделий из пресс-экструдера через сушильную камеру к входу камерной электропечи, выход которой соединен посредством третьего ленточного транспортера для перемещения профильных изделий через леер на склад готовой продукции. Техническим результатом является устранение недостатков известных технических решений, повышение эксплуатационных характеристик линии и снижение показателей брака при изготовлении профильных керамических изделий сложной конфигурации. 4 з.п. ф-лы, 1 ил.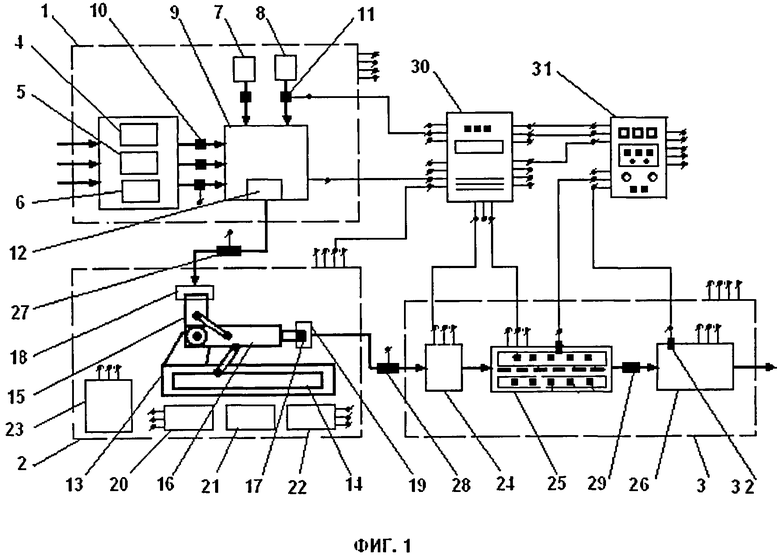
1. Линия для изготовления профильных изделий из керамики, содержащая первый участок для подготовки шихты с оборудованием для помола, дозирования и смешивания ингредиентов сырья и связующего, второй участок для формовки полуфабрикатов изделий с поршневым прессом и экструдером, третий участок для термической обработки полуфабрикатов изделий в камерной электропечи, средства для транспортировки сырья и полуфабрикатов внутри и между участками, блоки питания и управления, отличающаяся тем, что первый участок содержит оборудование для грубого и тонкого помола по фракциям компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, оборудование для приготовления и размещения в первой и второй накопительных емкостях пластифицирующего компонента и нанодисперсного неорганического связующего и оборудование для дозированной подачи и смешивания указанных ингредиентов в виде однородной шихтовой смеси пластичной консистенции, второй участок содержит поршневой пресс, выполненный в виде вакуумного пресс-экструдера, включающего корпус и шарнирно закрепленные на нем поворотный цилиндр с экструдером, снабженным сменной профилирующей насадкой, средства для заполнения и уплотнения шихтовой смеси в полости поворотного цилиндра, средства для размерной обработки полуфабрикатов изделий по длине на выходе сменной профилирующей насадки, гидравлическую и вакуумную системы, блок питания и управления поршневым прессом, третий участок содержит последовательно соединенные сушильную камеру, камерную электропечь, выполненную с возможностью обработки полуфабрикатов изделий при температуре 650-850°C, и леер для отжига выходящих из печи профильных изделий, причем выход первого и вход второго участков соединены посредством первого ленточного транспортера для перемещения шихтовой смеси пластичной консистенции к загрузочной полости поворотного цилиндра пресс-экструдера, выход второго и вход третьего участков соединены посредством второго ленточного транспортера для перемещения полуфабрикатов изделий из пресс-экструдера через сушильную камеру к входу камерной электропечи, выход которой соединен посредством третьего ленточного транспортера для перемещения профильных изделий через леер на склад готовой продукции.
2. Линия по п. 1, отличающаяся тем, что первый участок содержит оборудование для грубого и тонкого помола компонентов шихты на основе алюмосиликатного сырья, включающего глинозем, электрокорунд и/или пирофиллит, и последующего разделения его по фракциям: 0,5-1,0 мм - 28-45%, 200-500 мкм - 8-25%, менее 200 мкм - 5-15%, оборудование для приготовления высокодисперсного пластифицирующего компонента, включающего бентонит, каолин или глину огнеупорную дисперсностью 50-100 мкм, а также оборудование для приготовления нанодисперсного неорганического связующего на основе натриевого жидкого стекла или алюмохромфосфатного связующего.
3. Линия по п. 1, отличающаяся тем, что первый участок содержит оборудование для предварительного смешивания различных фракций алюмосиликатного сырья, неорганического связующего и пластифицирующего компонента при следующем соотношении, мас.%:
4. Линия по п. 1, отличающаяся тем, что корпус поршневого пресса выполнен в виде горизонтально расположенной силовой рамы, на которой шарнирно закреплены поворотный цилиндр с экструдером с возможностью перемещения в вертикальной плоскости, средство для заполнения и уплотнения шихтовой смеси в полости цилиндра выполнено в виде съемного рычажного механизма, средство для размерной обработки полуфабрикатов изделий по длине выполнено в виде съемного режущего механизма, расположенного на выходе сменной профилирующей насадки, выполненной с возможностью формования полуфабрикатов профильных изделий с открытыми пазами или внутренними каналами различного сечения, причем формующие поверхности сменной профилирующей насадки снабжены защитным слоем из группы тугоплавких соединений: борид железа, карбид, нитрид или карбонитрид титана, карбид хрома или оксид алюминия.
5. Линия по п. 1, отличающаяся тем, что первый участок содержит оборудование для формования однородной шихтовой смеси пластичной консистенции, преимущественно, в виде дисков для плотного размещения в полости поворотного цилиндра пресс-экструдера, а сушильная камера третьего участка содержит оборудование для нагрева полуфабрикатов изделий до температуры 180-220°C со скоростью 4-8°C/мин с последующей выдержкой до удаления из полуфабрикатов изделий влаги.
| Гидравлическое золотниковое устройство для защиты роторов турбомашин от осевого сдвига | 1956 |
|
SU108004A1 |
| 0 |
|
SU79886A1 | |
| Двигатель внутреннего горения с вращающимися цилиндрами | 1940 |
|
SU62393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| US 4225301 A, 30.09.1980 | |||

