Изобретение относится к нефте- и газоперерабатывающей промышленности, а именно к технологии переработки нефтяного газа путем низкотемпературной конденсации, и может быть использовано на установках переработки нефтяного газа в составе комплексных установок подготовки нефти, а также на отдельных нефтедобывающих промысловых площадках.
Перед нефтяным производством, кроме добычи нефти и реализации товарной нефти после промысловой подготовки, возникает необходимость обеспечения утилизации попутного нефтяного газа. Прямолинейное решение данной проблемы путем компримирования нефтяного газа не приводит к приемлемым результатам. Подача сжатого до высоких давлений нефтяного газа на централизованные ГПЗ по газопроводам большой протяженности приводит к выделению углеводородного конденсата в трубопроводах. Для удаления выпавшего конденсата из трубопроводов затрачиваются дополнительные капитальные вложения и эксплуатационные расходы: строятся установки путевой сепарации с откачкой конденсата в ближайший нефтепровод или конденсат вывозится автоцистернами на ближайшую технологическую площадку. После возвращения конденсата в нефть углеводороды, входящие в состав конденсата, вновь выделяются в составе нефтяных газов и повышают давление насыщенных паров товарной нефти.
Известны способы извлечения пропана и отдельных высших углеводородов, включающие первичную механическую очистку сжатого газа от твердых и жидких примесей, охлаждение его с выделением конденсата без применения холодильных циклов на основе внешних хладагентов за счет холода, полученного путем снижения давления потока газа и конденсата (см. Технология переработки природного газа и конденсата: Справочник. М., 2002 г., 517 стр., стр.166-173).
Известен также способ переработки нефтяного газа, приведенный в патенте RU 2340841. Данные способы реализуются на основе применения детандерного цикла получения холода, в котором поток газа изоэнтропийного расширяется, вращая рабочее колесо детандера с выработкой внешней энергии.
Процессы охлаждения с детандерным циклом сохраняют экономическую эффективность при повышенных расходах газа и имеют низкую надежность, т.к. требуют высокой чистоты входного потока газа: отсутствие механических примесей и капельной жидкости, кроме этого, не допускается образование жидкой фазы в полостях рабочих органов детандера, что возможно в потоке нефтяного газа.
Наиболее близким к предлагаемому технологическому процессу является способ переработки нефтяных газов путем низкотемпературной конденсации, включающий компримирование исходного нефтяного газа, низкотемпературную сепарацию и деэтанизацию. После сжатия смешанный газожидкостной поток охлаждают и подают на низкотемпературное разделение, далее часть образованного низкотемпературного конденсата дросселируют, используя полученный холод для охлаждения сжатого газожидкостного потока, и подают на конденсатоотделение, после которого отделенный от конденсата газ смешивают с исходным газом, а выделившийся конденсат направляют на деэтанизацию со второй частью низкотемпературного конденсата (см. патент RU 2244226).
Недостатком известного способа является возврат газа, выделившегося при дросселировании охлажденного конденсата, в поток исходного газа, поступающего в начале технологического процесса на компримирование. В результате количество исходного газа, поступающего на компримирование, кратно возрастает, что повышает потребляемую мощность для сжатия потока исходного газа. Далее, для сохранения потерь давления в сжатом газожидкостном потоке требуется увеличение пропускной мощности процессов: охлаждения после компримирования, рекуперации холода и сепарации до границы начала процесса охлаждения потоком низкотемпературного конденсата, прошедшего дросселирование. Это приводит к увеличению энергетических затрат и ограничению показателей технологического процесса.
Требуется создать способ переработки нефтяного газа, позволяющего обеспечить глубокое извлечение целевых компонентов, уменьшить энергетические затраты на проведение технологических процессов и сократить финансовые и материальные ресурсы на капитальные и эксплуатационные расходы.
Решение технологической задачи обеспечивается тем, что организуется способ переработки нефтяных газов, включающий в себя компримирование исходного газа, низкотемпературную сепарацию, деэтанизацию и получение пропановой, бутановой, пентановой фракций. Конденсат, полученный при низкотемпературном разделении, используют в качестве хладагента, образуя холодильный цикл, при этом часть конденсата дросселируют, полученный холод используют для охлаждения сжатого газожидкостного потока, выделившуюся газовую фазу сжимают и смешивают с потоком сжатого газожидкостного потока, а жидкую фазу, оставшуюся после испарения, повышая давление, смешивают с другой частью конденсата и низкотемпературную смесь направляют на газофракционирование.
Технический результат, который может быть получен при использовании предлагаемого изобретения, заключается в повышении эффективности технологических процессов и расширении диапазона утилизации нефтяных газов по содержанию целевых и инертных компонентов.
Предлагаемый технологический процесс осуществляется на промысловой малогабаритной установке.
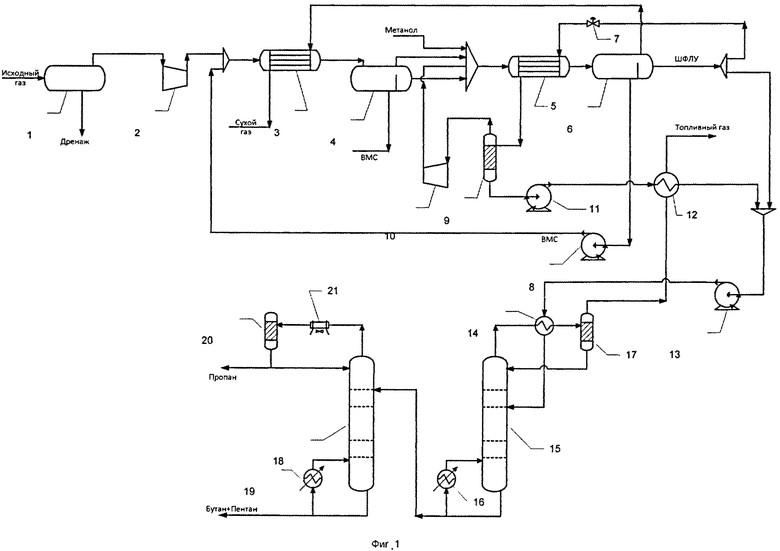
Технологическая схема предложенного процесса показана на Фиг.1.
Технологическая схема переработки нефтяных газов включает входной газосепаратор 1, компрессор низконапорного газа 2, рекуперативный теплообменник 3, трехфазный сепаратор 4, теплообменник-испаритель 5, трехфазный низкотемпературный сепаратор 6, регулируемый дроссель 7, конденсатоотделитель 9, циркуляционный компрессор 10, конденсатный насос 11, теплообменник 12, 14, подпорный конденсатный насос 13, деэтанизатор 15, ребойлер 16,19, конденсатор 17, 20, пропанизатор 18, АВО 21.
Технологическая схема работает следующим образом. Исходный нефтяной газ после сепарации во входном сепараторе 1 от свободной жидкости с избыточным давлением (далее везде давление избыточное) 0,1 МПа поступает на прием компрессора низконапорного газа 2, в котором исходный нефтяной газ дожимается до 2,0 МПа, охлаждается до t=+45°С. Образованная в результате сжатия исходного нефтяного газа газожидкостная смесь с давлением 1,98 МПа подается в рекуперативный теплообменник 3, где охлаждается до t=+38°С, и с давлением 1,96 МПа поступает в трехфазный сепаратор 4. В трехфазном сепараторе 4 происходит отделение и вывод в дренаж водометанольной смеси (далее ВМС). После сепаратора 4 выводятся поток газа и поток углеводородного конденсата, которые смешиваются, и полученный газожидкостной поток с давлением 1,95 МПа поступает в теплообменник-испаритель 5. Для предупреждения гидратообразования перед теплообменником-испарителем в газожидкостной поток в расчетном количестве подается раствор метанола с концентрацией 90% масс. В теплообменнике-испарителе 5 входящий газожидкостной поток охлаждается до t = минус 40°C и с давлением 1,94 МПа поступает на разделение в трехфазный низкотемпературный сепаратор 6.
В трехфазном низкотемпературном сепараторе 6 происходит отделение, вывод и откачка ВМС насосом 8 в газожидкостной поток на входе в рекуперативный теплообменник 3. Осушенный газ с t = минус 40°C выводится из низкотемпературного сепаратора 6 с точкой росы по влаге и углеводородам t = минус 40°C и с давлением 1,93 МПа подается в рекуперативный теплообменник 3, где отдает свой холод сжатому газожидкостному потоку и, нагревшись до t=+37°C, с давлением 1,91 МПа выводится из установки. Охлажденный конденсат выводится из низкотемпературного сепаратора 6 с t = минус 40°C и разделяется на два потока. Первый поток в количестве 70% от массы потока, вышедшего из сепаратора 6, подается на регулируемый дроссель 7, в котором давление снижается до 0,45 МПа, при этом его температура понижается до t = минус 45°C и выделяется газовая фаза 5,8% от общего объема текущего потока, остальные 94,2% объема текущего потока остаются в жидкой фазе. Данный двухфазный газожидкостной поток с давлением 0,45 МПа и t = минус 45°C поступает в теплообменник-испаритель 5, в котором дополнительно испаряется, образуя газовую фазу до 89,59% от общего объема текущего потока, и выделяет холод, который обеспечивает охлаждение газожидкостного потока в этом же теплообменнике-испарителе 5 до t = минус 40°C, при этом нагревается до t=+31°C и с давлением 0,435 МПа поступает в конденсатоотделитель 9.
Газовая фаза из конденсатоотделителя 9 подается на прием циркуляционного компрессора 10, в котором сжимается, охлаждается до t=+45°C и с давлением 1,95 МПа смешивается со сжатым газожидкостным потоком, поступающим на вход теплообменника-испарителя 5.
Жидкая фаза из конденсатоотделителя 9 откачивается насосом 11 через рекуперативный теплообменник 12 и смешивается со вторым потоком, составляющим 30% от массы потока, вышедшего из сепаратора 6 с t = минус 40°C. Общий поток поступает на прием подпорного конденсатного насоса 13 и с давлением 2,4 МПа при t = минус 26°C через рекуперативный теплообменник 14 с температурой t=+10°C подается деэтанизатор 15. Газ с верха деэтанизатора охлаждается в теплообменнике до t = минус 14°C, частично конденсируется и поступает в рефлюксную емкость 17. Газ из рефлюксной емкости отводится через рекуперативный теплообменник 12 при t=+14°C на топливное обеспечение установки. Температура низа деэтанизатора 15 обеспечивается за счет циркуляции и отбора тепла в нагревателе 18.
Деэтанизированный поток конденсата отводится с низа деэтанизатора и подается в пропановую колонну 18. С верха колонны 18 пары, насыщенные пропаном, охлаждаются в АВО 21, конденсируются и выпадают в рефлюксную емкость 20. Далее часть пропана отбирается из рефлюксной емкости 20, а основная часть подается на орошение в колонну. Полученный пропан подается в товарный парк. Температура низа пропановой колонны 18 обеспечивается за счет циркуляции и отбора тепла в нагревателе 19. С низа пропановой колонны отводится из установки стабилизированная фракция Бутан + Пентан.
В Таблице 1 приводятся результаты расчета материального баланса и технологические показатели при работе технологических схем по прототипу RU 2244226 и предлагаемому способу при одинаковых входных условиях: исходный состав газа, исходное давление газа P=0,1 МПа, давление подачи P=2,0 МПа сжатого газа на установку. В каждой схеме температура охлажденного газожидкостного потока после теплообменника-испарителя равняется t = минус 40°C.
В таблице 1 видно, что при указанных равных условиях работы технологических схем получаются разные энергетические показатели. Для схемы по RU 2244226 суммарная мощность составляет: на валу компрессорных установок W=528 кВт, теплообменных аппаратов W=4021 кВт, а по предлагаемой схеме для компрессорных установок W=484,8 кВт, для теплообменных аппаратов W=3438.95 кВт. В каждой схеме суммарное количество выхода пропановой фракции равняется G=1321 кг/час, коэффициент извлечения пропана равняется 89,9% масс. При этом в предложенной схеме содержание пропана в пропановой фракции составляет 95,8% масс., а в RU 2244226 составляет 94,34% масс.
Технологическая схема, построенная по предложенному способу, требует меньше установленной мощности. Сокращенный контур компримирования газовой фазы после теплообменника-испарителя в холодильном цикле повышает надежность управления технологическим процессом и позволяет удержать высокий уровень коэффициента извлечения целевых компонентов при изменении состава исходного нефтяного газа. Приведенные результаты подтверждают то, что предложенный способ переработки нефтяных газов повышает эффективность и надежность работы технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ НЕФТЯНЫХ ГАЗОВ | 2002 |
|
RU2244226C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО РАЗДЕЛЕНИЯ ГАЗА НА ФРАКЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2312279C2 |
| СПОСОБ ВЫДЕЛЕНИЯ ЭТАНОВОЙ ФРАКЦИИ | 2010 |
|
RU2459160C2 |
| Способ переработки нефтяных газов | 1985 |
|
SU1259083A1 |
| УСТАНОВКА ПОЛУЧЕНИЯ ПРОПАНА | 2004 |
|
RU2275223C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПРИРОДНОГО УГЛЕВОДОРОДНОГО ГАЗА | 2015 |
|
RU2580453C1 |
| УСТАНОВКА ПОЛУЧЕНИЯ ПРОПАНА | 2008 |
|
RU2403948C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПАНА ИЗ ЭТАН-ПРОПАНОВОЙ ФРАКЦИИ ИЛИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ (УГЛЕВОДОРОДНЫХ ФРАКЦИЙ) | 2010 |
|
RU2443669C1 |
| Способ извлечения сжиженных углеводородных газов из природного газа магистральных газопроводов и установка для его осуществления | 2017 |
|
RU2640969C1 |
| СПОСОБ ПРОМЫСЛОВОЙ ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА К ТРАНСПОРТУ | 2013 |
|
RU2551704C2 |
Изобретение относится к технологии переработки нефтяных газов на основе низкотемпературной конденсации. Способ переработки нефтяных газов включает в себя компримирование исходного газа, низкотемпературную сепарацию, деэтанизацию и получение пропановой, бутановой, пентановой фракций. Конденсат, полученный при низкотемпературном разделении, используют в качестве хладагента, образуя холодильный цикл, при этом часть конденсата дросселируют, полученный холод используют для охлаждения сжатого газожидкостного потока, выделившуюся газовую фазу сжимают и смешивают со сжатым газожидкостным потоком, а жидкую фазу, оставшуюся после испарения, смешивают, повышая давление, с другой частью конденсата и низкотемпературную смесь направляют на газофракционирование. Использование изобретения позволит повысить эффективность технологических процессов, обеспечить квалифицированную переработку нефтяного газа в промысловых условиях и получить качественные целевые продукты для конечного применения в производстве. 1 ил., 1 табл.
Способ переработки нефтяных газов, включающий компримирование исходного газа, низкотемпературную сепарацию, деэтанизацию и выделение пропановой, бутановой, пентановой фракций, отличающийся тем, что конденсат, полученный при низкотемпературном разделении, используют в качестве хладагента, образуя холодильный цикл, при этом часть конденсата дросселируют, охлаждая сжатый газожидкостной поток, выделившуюся газовую фазу сжимают и смешивают со сжатым газожидкостным потоком, а жидкую фазу, оставшуюся после испарения, смешивают, повышая давление, с другой частью конденсата и направляют на газофракционирование.
| СПОСОБ ПЕРЕРАБОТКИ НЕФТЯНЫХ ГАЗОВ | 2002 |
|
RU2244226C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО РАЗДЕЛЕНИЯ ПОПУТНЫХ НЕФТЯНЫХ ГАЗОВ (ВАРИАНТЫ) | 2004 |
|
RU2272972C2 |
| Способ переработки нефтяных газов | 1985 |
|
SU1259083A1 |
| US 4115086 A, 19.09.1978 | |||

