Изобретение относится к способу сушки серебряной пасты, используемой для низкотемпературного спекания при создании контактных соединений в силовых полупроводниковых приборах при изготовлении соединений по технологии КНМ «кремний на молибдене». Данная технология позволяет создавать контактные соединения в силовых полупроводниковых приборах с более высокими электрическими и термомеханическими свойствами, а также с увеличенным сроком службы по сравнению с действующими технологиями. В частности, у мощных полупроводниковых ключей (тиристров, диодов и др.) таблеточной конструкции. Существующие методы соединения силовых полупроводниковых приборов с кремниевыми кристаллами на изолирующей подложке (паяные соединения, технология прижимного контакта) являются во многих случаях источником отказов работы силовых модулей при циклически изменяющихся нагрузках.
Важной особенностью технологии КНМ является создание технологии спекания серебряной пасты кремниевых деталей. Основной проблемой при разработке такой технологии является удаление органических составляющих из пасты до начала спекания. При температурах 300-600°C происходит не только удаление органических составляющих пасты, но и восковых соединений, препятствующих агломерации частиц серебра. Но при этом начинается спекание между собой частиц порошка серебра, которое препятствует образованию плотных соединений в процессе формирования соединений кремния с подложками.
Известен способ изготовления полупроводниковых приборов (RU 2047246), в котором соединение производится путем нанесения в зону монтажа кристалла проводниковой пасты, содержащей мелкодисперсные частицы серебра чешуйчатой формы размером 1-10 мкм. В пасте содержатся также порошок легкоплавкого стекла и органическое связующее, при следующем соотношении компонентов, мас.%: мелкодисперсные частицы серебра 35-70, легкоплавкое стекло 14,5-21,0, органическое связующее 14,5-24,0. Затем осуществляют монтаж кристалла, проводят первую стадию термообработки при температуре 75-100°C в течение 30-100 мин, а затем вторую стадию термообработки при температуре 370-430°C в течение 60-150 мин в инертной или восстановительной атмосфере. Недостатками этого способа являются высокая температура спекания и трудность удаления легкоплавкого стекла из зазора. Эти недостатки вызывают высокие значения напряжений в соединении и относительно невысокие значения электропроводности и теплопроводности.
Также известен способ крепления электронных компонент на подложке (US 5893511) посредством спекания под давлением путем нанесения слоя спекаемого металлического порошка на поверхность одной компоненты, нагревания для спекания слоев материала. При этом формирование слоя спекаемого металлического порошка происходит путем испарения металла и конденсированием нанокристаллического металлического серебряного порошка на поверхность. Недостатками этого способа являются трудность контроля толщины покрытия при его нанесении, большой расход серебра из-за невозможности ограничить поток конденсируемого материала пределами необходимой площади напыления и низкая производительность процесса нанесения покрытия.
Наиболее близким по технической сущности и достигаемому результату является способ, в котором прикрепления силового полупроводника большой площади к подложке (US 4810672) осуществляют следующим образом: вначале пасту, сформированную из металлического порошка растворителя, наносят в форме слоя на контактирующий слой компоненты и/или контактной поверхности подложки. Затем слой пасты высушивается. Когда паста высохнет, компонента помещается на подложку, после чего вся схема нагревается при относительно низкой температуре спекания предпочтительно между 180°C и 250°C и одновременно прикладывается механическое давление, по крайней мере, 900 Н/см2.
Недостатками способа наиболее близкого аналога являются значительные остатки органических соединений после прессования, связанные с незначительным удалением в процессе сушки восков, препятствующих агрегатированию серебряных частиц при изготовлении пасты, и относительно высокая температура сушки, снижающая возможности спекания серебряных частиц в процессе последующего прессования.
Целью изобретения является снижение пористости спеченного покрытия.
Техническим результатом заявленного изобретения является снижение пористости спеченного покрытия за счет удаления восков на частицах серебра при сохранении их способности к спеканию при последующем прессовании.
Для достижения поставленной цели осуществляют сушку на воздухе с нагревом для удаления органических растворителей, при этом процесс сушки серебросодержащей пасты дополнительно производится в разряженной проточной воздушной атмосфере при давлении от 5,5·103 Па до 4,0·104 Па и натекании атмосферного воздуха потоком от 0,5 до 3 л/мин на 1 г серебросодержащей пасты при температуре 100-150°C в течение от 30 до 60 минут.
По этому способу возможно применять для натекания воздух, предварительно нагреваемый в диапазоне 100-450°C, в зависимости от расхода воздуха и размеров садки в печи при сушке. Также сушка может производиться без постоянного натекания, но при этом давление в печи меняется от 5,5·103 Па до 4,0·104 Па за счет чередования процессов вакуумирования рабочего объема и натекания воздуха со скоростью от 0,5 л/мин до 3 л/мин на 1 г серебросодержащей пасты в течение 10-60 минут.
Примеры осуществления
Сушка серебросодержащей пасты производилась на пластинах из сплава Д16Т. Паста наносилась на пластины в виде квадрата 25×25 мм, масса наносимой пасты составляла 1 г. Сушка производилась на термостоле, установленном в герметичной камере. Точность поддержания температуры на термостоле составляла ±2°C. Для создания разряжения к камере подключен форвакуумный насос. Контроль давления в камере осуществляется мановакууметром. Натекание регистрировалось с применением ротаметра, установленного на напускном патрубке, и регулируется вакуумным винтовым краном. Сушка пасты по прототипу производилась на термостоле, установленном вне герметичной камеры.
После сушки образцы взвешивались на весах GR-200 с точностью 0,6 мг.
Результаты определений представлены в таблице 1
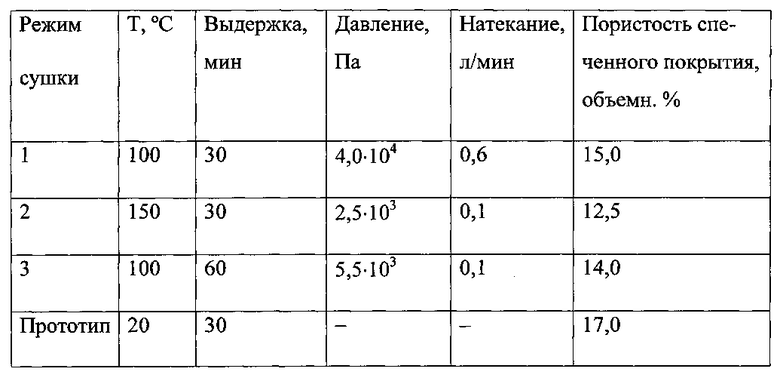
Следует отметить, что по техническим условиям используемые пасты состоят на 86% из серебряного порошка и остальное из органической составляющей на основе терпинола. По условиям изготовления порошки содержат до 0,5% весовых восков. Это углеводороды с длинными цепочками, главным образом натриевые и калиевые соли стеариновой, пальмитиновой и масляной кислот, добавляются при изготовлении порошка. Благодаря их содержанию порошок очень хорошо образует суспензии в органических растворителях без образования комков (агрегатирования). Воски эти имеют температуру плавления от 200°C, что существенно превышает температуры сушки органических связок на основе терпинола.
По данным таблицы 1 видно, что при сушке на воздухе обеспечивается полное удаление органической связки на основе терпинола, в то же время предложенный способ, кроме удаления органической связки, позволяет существенно сократить содержание восков в серебряном порошке. Сокращение содержания восков обеспечивается облегчением окисления восков в разреженной воздушной атмосфере при относительно невысоких температурах сушки.
Соединение, которое достигается спекающим давлением при относительно низких температурах, является особенно подходящим для крепления силовых полупроводников потому, что значения напряжений от разницы коэффициентов линейного расширения соединяемых деталей существенным образом зависят от температуры, при которой производится спекание.
Применение предлагаемого способа при изготовлении низкотемпературным спеканием контактных соединений в силовых полупроводниковых приборах по технологии КНМ «кремний на молибдене». Снижение содержания восков в спеченном серебряном слое позволит создавать контактные соединения в силовых полупроводниковых приборах с более высоким электрическим и термомеханическими свойствами, а также с увеличенным сроком службы по сравнению с действующими технологиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКОПРОВОДЯЩАЯ СЕРЕБРЯНАЯ ПАСТА ДЛЯ ТЫЛЬНОГО ЭЛЕКТРОДА СОЛНЕЧНОГО ЭЛЕМЕНТА | 2012 |
|
RU2496166C1 |
| Способ изготовления силового полупроводникового прибора с прижимными контактами | 2022 |
|
RU2803253C1 |
| Серебросодержащая паста для формирования нитей токообогрева автомобильных стекол и контактных площадок для подсоединения коннекторов | 2023 |
|
RU2819956C1 |
| ТОКОПРОВОДЯЩАЯ ПАСТА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО СПЕКАНИЯ И СПОСОБ ПОЛУЧЕНИЯ ТОКОПРОВОДЯЩЕЙ ПАСТЫ | 2024 |
|
RU2837862C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОКРЫТИЯ С КРЕМНИЕВОЙ ПОДЛОЖКОЙ | 2013 |
|
RU2548393C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1993 |
|
RU2047932C1 |
| ПОРОШОК ДЛЯ ТОКОПРОВОДЯЩИХ ПАСТ, СПОСОБ ПОЛУЧЕНИЯ И ОПТИМИЗАЦИИ ЕГО ПАРАМЕТРОВ | 2011 |
|
RU2491670C2 |
| ТОКОПРОВОДЯЩАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2612717C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ СЪЕМА БИОПОТЕНЦИАЛОВ | 2007 |
|
RU2342070C1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
Изобретение относится к способу сушки покрытия из серебросодержащей пасты, используемой для получения неразъемного соединения при изготовлении силовых полупроводниковых приборов по технологии КНМ «кремний на молибдене». Данная технология позволяет получать соединения при низкой температуре с более высокими электрическими и термомеханическими свойствами, а также с увеличенным сроком службы по сравнению с действующими технологиями. Процесс сушки серебросодержащей пасты производится при разреженной атмосфере при давлении 5,5·103-4,0·104 Па и натекании воздуха потоком от 0,5 до 3 л/мин на 1 г серебросодержащей пасты при рабочей температуре 100-150°C в течение 10-60 минут. Снижение содержания восков в спеченном серебряном слое позволит создавать контактные соединения в силовых полупроводниковых приборах с более высокими эксплуатационным характеристиками: пониженное электросопротивление, снижение механических напряжений в соединении, увеличенная теплопроводность соединения. 3 з.п. ф-лы, 1 табл.
1. Способ сушки покрытия из серебросодержащей пасты, включающий сушку на воздухе с нагревом для удаления органических растворителей, отличающийся тем, что процесс сушки серебросодержащей пасты дополнительно производится в разреженной проточной воздушной атмосфере при давлении 5,5·103-4,0·104 Па и натекании воздуха потоком от 0,5 л/мин до 3 л/мин на 1 г серебросодержащей пасты при рабочей температуре 100-150°C в течение 10-60 минут.
2. Способ по п. 1, отличающийся тем, что воздух, используемый для натекания, предварительно нагревается до температуры 100-450°C.
3. Способ по п. 1, отличающийся тем, что сушка производится без постоянного натекания, а давление в печи поддерживается от 5,5·103 Па до 4,0·104 Па с периодическим изменением давления за счет включения натекания воздуха при достижении давления 5,5·103 Па и выключения натекания воздуха при достижении давления 4,0·104 Па.
4. Способ по п. 3, отличающийся тем, что периодическое изменение давления за счет включения натекания воздуха при достижении давления 5,5·103 Па и его выключения при достижении давления 4,0·104 Па проводят в течение 10-60 минут.
| US 4810672 A, 07.03.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1993 |
|
RU2047246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1993 |
|
RU2047932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ СЪЕМА БИОПОТЕНЦИАЛОВ | 2004 |
|
RU2255143C1 |
| 0 |
|
SU402951A1 | |
| US 5893511 A, 13.04.1999 | |||
| JP 2000323264 A, 24.11.2000 | |||
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ МНОГОКРАТНОГО ВКЛЮЧЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2447313C1 |

