Изобретение относится к области получения стержней для изготовления композиционных стеклометаллических микрошариков, которые могут быть использованы в дорожном строительстве в качестве светоотражающих элементов дорожной разметки.
Известен способ получения стержней для получения микрошариков, включающий отвешивание и перемешивание компонентов шихты, смешивание с клеем ПВА в соотношении 10:1 (весовых частей) с последующей формовкой и сушкой [Крохин В.П., Бессмертный B.C., Пучка О.В., Никифоров В.М. Синтез алюмоиттриевых стекол и минералов // Стекло и керамика, 1997, №9, с. 6].
Наиболее близким техническим решением является способ получения стержней для получения стеклометаллических микрошариков, включающий предварительный помол и рассев стеклопорошка на фракции 50-100 мкм, подготовку пластичной пасты, заформовку в пасту металлической проволоки и сушку [Патент РФ 2455118. Бессмертный B.C., Симачев А.В., Дюмина П.С. и др. B22F 9/06; C03B 9/00, дата подачи - 24.05.2010, дата опубликования - 10.07.2012].
Недостатками данного способа получения стержней являются их низкое качество, трудоемкость изготовления, использование только одного вида металла, значительные потери от брака при вводе стержней в плазменную горелку при получении стеклометаллических микрошариков. Так, по патенту РФ №2455118, при вводе стержней в плазменную горелку может происходить самоотслоение покрываемой пасты на металлической проволоке, что в дальнейшем не позволяет получить стеклометаллические микрошарики.
Значительную трудоемкость представляет собой технологическая операция заформовки в пасту металлической проволоки.
Задача предлагаемого изобретения - создать способ получения стержней для получения стеклометаллических микрошариков, при использовании которого повысится качество стержней, в результате чего не будет потерь от брака, снизится трудоемкость изготовления и появится возможность использования двух и более металлов.
Задача решается за счет того, что в предлагаемом способе для изготовления стержней, предназначенных для получения стеклометаллических микрошариков, используются стеклянные трубочки диаметром 2-4 мм, которые заполняют смесью стеклопорошка и порошков как минимум двух металлов в соотношении 2:1:3, затем второй конец трубочек запаивают парафином и обрабатывают плазменным факелом при температуре порядка 7000-9000 К.
Технический эффект предлагаемого изобретения - повышение качества стержней, снижение трудоемкости изготовления, устранение потерь от брака и возможность использования двух и более металлов.
Таким образом, основным отличительным признаком предлагаемого изобретения является использование при плазменном распылении стеклянных трубочек диаметром 2-4 мм, предварительно заполненных смесью стеклопорошка и порошков как минимум двух металлов.
Изобретательский уровень подтверждается тем, что изменение состава стержней, в частности отсутствие использования связующего в сравнении с известным способом, использование трубочек и порошков двух и более металлов, позволяет получить высококачественные стержни для плазменного распыления, снизить брак при плазменном распылении и снизить трудоемкость изготовления стержней за счет устранения трудоемкой операции заформовывания в пасту металлической проволоки.
Проведенный анализ известных способов получения стержней для получения стеклометаллических микрошариков позволяет сделать заключение о соответствии заявленного изобретения критерию «новизна».
Сопоставительный анализ технологических операций известного и предлагаемого способов позволил определить новизну последнего (таблица 1).
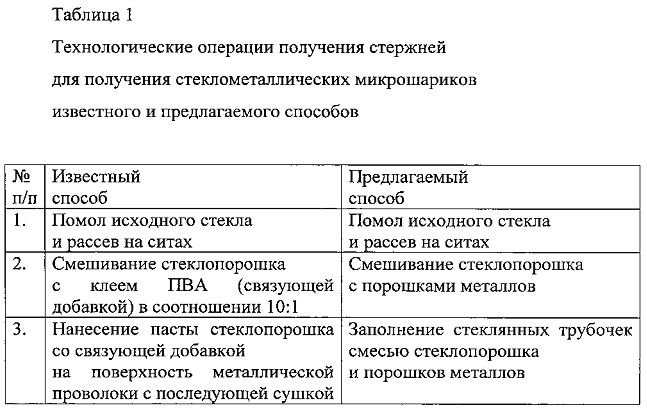
Так, в известном способе необходимы трудоемкие и длительные во времени технологические операции смешивания стеклопорошка со связующей добавкой и нанесение пасты стеклопорошка на поверхность металлической проволоки. В предлагаемом способе данные технологические операции отсутствуют. В известном способе в процессе последующей технологической сушки стержней в них образуются внутренние напряжения на границе металл-паста.
Это может приводить к изгибу стержней и самоотслоению пасты от металлической проволоки.
В предлагаемом способе за счет использования стеклянных трубочек данный недостаток устраняется.
Одним из отличительных признаков предлагаемого способа являются принципиально новые технологические операции заполнения стеклянных трубочек смесью стеклопорошка с порошками как минимум двух металлов.
Состав и показатели качества стержней известного и предлагаемого способов изготовления представлены в таблице 2.

Как видно из табл. 2, рекомендуемый диаметр стеклянной трубочки составляет 2-4 мм. При использовании стеклянной трубочки менее 2 мм операция ее заполнения смесью стеклопорошка и порошков металлов является трудоемкой и длительной во времени.
При использовании стеклянной трубочки более 4 мм при последующем плазменном распылении стержней образуется значительное количество некондиционных микрошариков.
Пример 1
В качестве исходного материала брали бой листового стекла, который мололи в шаровой фарфоровой мельнице объемом 10 л и рассеивали на ситах на фракции 50-100 мкм.
В зависимости от целей, задач и необходимых свойств стеклометаллических микрошариков в стеклопорошок рекомендуется добавлять определенное количество порошков металлов.
В данном конкретном случае брали стеклопорошок, порошок алюминия марки ПА4 и порошок меди марки M1 и смешивали в лабораторном лопастном смесителе в соотношении 2:1:3 (весовых частей).
Затем брали стеклянную трубочку длиной 300 мм и диаметром 3 мм, запаивали один конец трубочки парафином, заполняли смесью стеклопорошка и порошков алюминия и меди и запаивали второй конец стеклянной трубочки парафином.
Пример 2
В качестве исходного материала брали бой синего кобальтового стекла, который мололи в шаровой фарфоровой мельнице объемом 10 л и рассеивали на ситах на фракции 50-100 мкм.
Стеклопорошок синего кобальтового стекла смешивали с порошком алюминия марки АДС-4 и порошком латуни марки Л-1 в соотношении 2:1:3.
Затем брали стеклянную трубочку длиной 250 мм диаметром 2 мм, запаивали один конец трубочки парафином, заполняли смесью стеклопорошка, порошков алюминия и латуни и запаивали второй конец трубочки парафином.
Пример 3
В качестве исходного материала брали бой зеленого хромового стекла, который мололи в шаровой фарфоровой мельнице объемом 10 л и рассеивали на ситах на фракции 50-100 мкм.
Стеклопорошок зеленого хромового стекла смешивали с порошком алюминия марки АДС-4 и порошком меди марки М-1 при соотношении 2:1:3.
Затем брали стеклянную трубочку длиной 300 мм и диаметром 4 мм запаивали один конец трубочки парафином, заполняли смесью стеклопорошка, порошков алюминия, меди и цинка, запаивали второй конец трубочки парафином.
За счет высоких температур плазменного факела, порядка 7000-9000 К, при последующем использовании стержней для получения стеклометаллических микрошариков парафин выгорал.
Стержни для получения стеклометаллических шариков получены впервые и не имеют аналогов в мировой практике.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ШИХТЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СТЕКЛОМЕТАЛЛИЧЕСКИХ МИКРОШАРИКОВ | 2013 |
|
RU2542066C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКИЕ МИКРОШАРИКИ И ИХ СПОСОБ ПОЛУЧЕНИЯ | 2013 |
|
RU2532784C2 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ СВЕТООТРАЖАЮЩИХ СФЕРИЧЕСКИХ МАТЕРИАЛОВ | 2024 |
|
RU2832900C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКИЕ МИКРОШАРИКИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2455118C2 |
| СТЕКЛОМЕТАЛЛИЧЕСКОЕ ДЕКОРАТИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2251538C2 |
| СОСТАВ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МИКРОШАРИКОВ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2513071C2 |
| Состав шихты для получения стеклометаллических микрошариков | 2023 |
|
RU2805240C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОМЕТАЛЛИЧЕСКИХ МИКРОШАРИКОВ | 2022 |
|
RU2788194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
Изобретение относится к области получения стержней для изготовления композиционных стеклометаллических микрошариков, которые могут быть использованы в дорожном строительстве в качестве светоотражающих элементов дорожной разметки. Техническим результатом изобретения является повышение качества стержней, снижение трудоемкости изготовления, возможность использования двух и более металлов. В способе для изготовления стержней, предназначенных для получения микрошариков, используют стеклянные трубочки диаметром 2-4 мм, один конец которых запаивают парафином, заполняют смесью стеклопорошка и порошков как минимум двух металлов. Затем запаивают второй конец и обрабатывают плазменным факелом при температуре 7000-9000 К. 2 табл., 3 пр.
Способ получения стержней для получения стеклометаллических микрошариков, включающий помол стекла, рассев стеклопорошка на фракции, отличающийся тем, что для получения стержней используют стеклянные трубочки диаметром 2-4 мм, один конец которых запаивают парафином, заполняют смесью стеклопорошка и порошков как минимум двух металлов в соотношении 2:1:3, затем второй конец трубочек запаивают парафином и обрабатывают плазменным факелом при температуре порядка 7000-9000 К.
| СТЕКЛОМЕТАЛЛИЧЕСКИЕ МИКРОШАРИКИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2455118C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДИСПЕРСНЫХ ТУГОПЛАВКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128148C1 |
| US 5212143, 18.05.1993 | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| WO 1987004659 A1, 13.08.1987 | |||

