Изобретение относится к области получения композиционных защитно-декоративных покрытий на изделиях из бетона и может быть использовано в промышленности строительных материалов.
Известен способ получения изделий из бетона с защитно-декоративными металлическими покрытиями, включающий предварительное формование изделий из бетона «лицом вниз» с защитным слоем из молотого керамзита, с последующим плазменным напылением меди или алюминия путем ввода проволоки в плазменную горелку [Крохин В.П., Бессмертный B.C., Бурлаков Н.М., Попов В.И.: Химическая технология строительных материалов, М.: 1980, С 125-129].
Однако, несмотря на неплохое качество конечного продукта, способ имеет ряд недостатков: высокая энергоемкость и трудоемкость процесса, низкая прочность сцепления покрытия с основой, низкая скорость получения защитно-декоративного покрытия и, как следствие, высокая стоимость конечного продукта.
Наиболее близким техническим решением является способ получения изделий из бетона с защитно-декоративными покрытиями, заключающийся в предварительной пескоструйной обработке лицевой поверхности изделий из бетона с последующим плазменным напылением цветных металлов путем ввода металлической проволоки в плазменную горелку [Федосов С.В., Акулова М.В. Плазменная металлизация бетонов - М.: Издательство ABC, 2003, С. 92, табл. 5.2].
Недостатком данного способа является длительность технологического процесса за счет предварительной пескоструйной обработки лицевой поверхности изделий из бетона, относительно невысокое качество и низкая прочность сцепления защитно-декоративного покрытия с подложкой и, как следствие, высокая стоимость конечного продукта.
Техническим результатом предлагаемого способа является повышение качества конечного продукта за счет прочности сцепления композиционного защитно-декоративного покрытия с основой, а также снижение энергоемкости производства и, как следствие, получение высококачественной конкурентоспособной продукции.
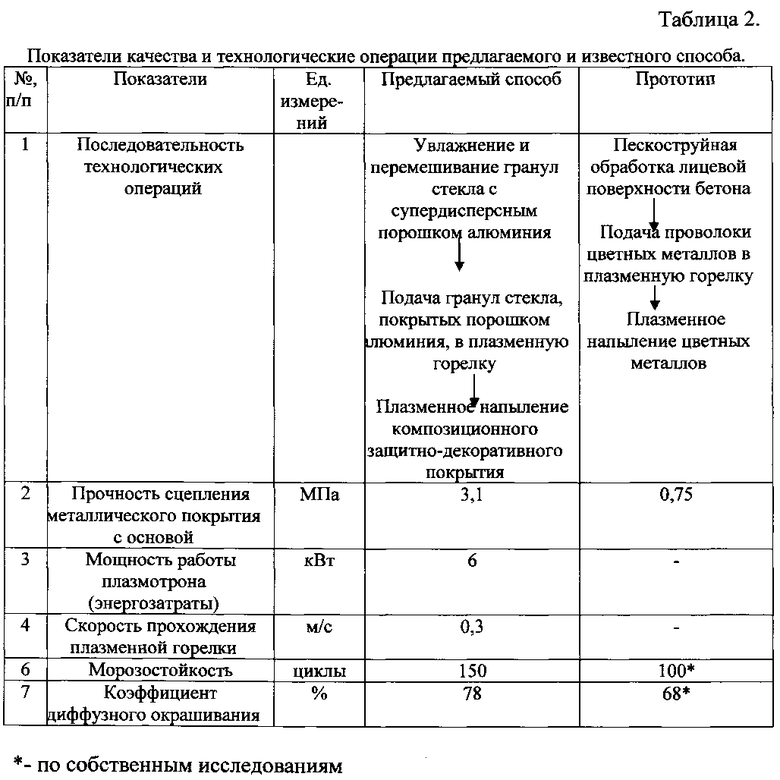
Технический результат достигается тем, что в предлагаемом способе получения композиционных защитно-декоративных покрытий на изделиях из бетона, включающем плазменное напыление защитно-декоративных материалов на лицевую поверхность изделия, в качестве защитно-декоративного покрытия напыляют гранулы стекла, предварительно увлажненные до 6-8% и покрытые слоем тонкодисперсного порошка алюминия в соотношении 9:1 (гранулы стекла:порошок алюминия) при мощности плазмотрона 6 кВт и скорости прохождения факела по лицевой поверхности 0,3 м/с.
В предлагаемом способе предусмотрена обязательная технологическая операция увлажнения стеклянных гранул с одновременным смешением с тонкодисперсным порошком алюминия. В результате этого каждая частица стекла покрывается слоем тонкодисперсного порошка алюминия. При последующей подаче в плазменную горелку частицы стекла, покрытые слоем тонкодисперсного порошка алюминия, плавятся, образуя капли расплава стекла с вкраплениями в них блестящих частичек металла. Под действием динамического напора плазмообразующих газов капли расплава напыляются на лицевую поверхность изделий из бетона. Сплошное композиционное стеклометаллическое покрытие обладает не только высокими эксплуатационными показателями, но и высокими по сравнению с аналогом эстетико-потребительскими свойствами за счет высокого коэффициента диффузионного отражения. Благодаря вкраплениям частиц алюминия, напыленных на лицевую поверхность изделий из бетона композиционного стеклометаллического защитно-декоративного покрытия, данное покрытие обладает ярко выраженным светоотражающим эффектом. Коэффициент диффузного отражения такого покрытия достигает 78%.
В предлагаемом способе оптимальная влажность стеклогранул составляет 6-8%. При плазменном напылении влага за счет испарения снижает высокотемпературное воздействие плазменного факела, что снижает жесткость термоудара и количество микротрещин в поверхностном слое изделий из бетона. Это способствует существенному повышению прочности сцепления композиционного стеклометаллического защитно-декоративного покрытия с основой.
При влажности стеклогранул более 8%, за счет значительного количества образовавшихся при плазменном напылении паров воды, происходит вспенивание и разрывы защитно-декоративного покрытия. При влажности стеклогранул менее 6% - снижается прочность сцепления композиционного защитно-декоративного покрытия.
Предлагаемый способ получения изделий из бетона с композиционными стеклометаллическими защитно-декоративными покрытиями путем плазменного напыления гранул стекла, покрытых тонкодисперсным порошком цветного металла, позволяет сделать заключение о соответствии заявляемого изобретения критерию «новизна».
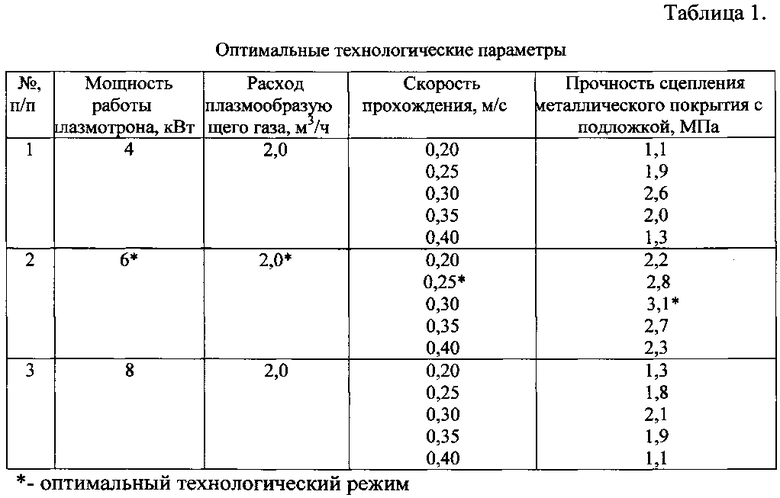
Оптимальными условиями получения изделий из бетона с композиционными стеклометаллическими защитно-декоративными покрытиями является мощность работы плазмотрона 6 кВт при скорости прохождения плазменной горелки по лицевой поверхности изделий бетона 0,3 м/с (табл. 1).
Пример получения композиционных защитно-декоративных покрытий на изделиях из бетона.
Для получения композиционных защитно-декоративных покрытий на изделиях из бетона использовали балочки из бетона размером 150×30×30 мм.
Над пластинчатым конвейером стационарно устанавливали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8М.
Параметры работы плазмотрона были следующие: мощность 6 кВт, расход плазмообразующего газа аргона 2,0 м3/ч, расход воды на охлаждение - 0,5 м/с.
В качестве исходного материала для напыления использовали бой бесцветного флоат-стекла, который мололи в шаровых мельницах и рассевали на ситах. Для плазменного напыления использовали фракции гранул стекла 250-600 мкм.
Гранулы стекла увлажняли до 8% и смешивали тонкодисперсным порошком алюминия марки АСД-4 в соотношении 9:1 в лабораторном лопастном смесителе. В процессе смешения тонкодисперсные частицы алюминия размером 20 мкм равномерно покрывали увлажненную поверхность стеклянных гранул. При меньшем соотношении порошок алюминия не полностью покрывал стеклогранулы. При большем соотношении чем 9:1 в композите находился лишний порошок алюминия.
Гранулы стекла, покрытые слоем порошка алюминия, помещали в порошковый питатель электродугового плазмотрона УПУ-8М.
После зажигания дуги пластинчатый конвейер перемещался вместе с балочкой из бетона со скоростью 0,3 м/с. Плазменная горелка ГН-5р производила плазменное напыление на лицевую поверхность изделий из бетона гранул стекла, покрытых слоем тонкодисперсного порошка алюминия.
После плазменного напыления бетонные балочки подвергали контролю качества готовых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ С КОМПОЗИЦИОННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ ПОКРЫТИЯМИ | 2015 |
|
RU2597340C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2011 |
|
RU2466864C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКОЕ ДЕКОРАТИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2251538C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2553707C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2572095C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2648404C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553708C1 |
Изобретение относится к области получения композиционных защитно-декоративных покрытий на изделиях из бетона и может быть использовано в промышленности строительных материалов. Технический результат - повышение прочности сцепления металлического слоя с основой и снижение энергозатрат. Способ получения композиционных защитно-декоративных покрытий на изделиях из бетона включает плазменное напыление защитно-декоративных материалов на лицевую поверхность изделия, в качестве защитно-декоративного покрытия напыляют гранулы стекла, предварительно увлажненные до 6-8% и покрытые слоем тонкодисперсного порошка алюминия в соотношении 9:1 (гранулы стекла:порошок алюминия) при мощности плазмотрона 6 кВт и скорости прохождения факела по лицевой поверхности 0,3 м/с. 2 табл., 1 пр.
Способ получения композиционных защитно-декоративных покрытий на изделиях из бетона, включающий плазменное напыление защитно-декоративных материалов на лицевую поверхность изделия, отличающийся тем, что в качестве защитно-декоративного покрытия напыляют гранулы стекла, предварительно увлажненные до 6-8% и покрытые слоем тонкодисперсного порошка алюминия в соотношении 9:1 (гранулы стекла:порошок алюминия) при мощности плазмотрона 6 кВт и скорости прохождения факела по лицевой поверхности 0,3 м/с.
| ФЕДОСОВ С | |||
| В | |||
| и др | |||
| Плазменная металлизация бетона, Москва, "АСВ", 2003, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2011 |
|
RU2466864C1 |
| Способ получения защитно-декоративного покрытия на строительных изделиях | 1990 |
|
SU1798969A1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2354631C2 |
| СПОСОБ, СИСТЕМА И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ КОД ДЛЯ ОПТИМИЗАЦИИ РЕЙСА С ПОМОЩЬЮ ПОПОЛНЕНИЯ БАЗЫ ДАННЫХ ЖЕЛЕЗНОДОРОЖНЫХ СОСТАВОВ/ПУТЕЙ | 2007 |
|
RU2469387C2 |
| КРОХИН В | |||
| П | |||
| и др | |||
| Декоративная обработка поверхности строительных материалов плазменным способом. | |||

