Изобретение относится к области электротехники и может быть использовано для регулирования выходной мощности резонансных источников питания сварочной дуги.
Известны частотный, широтно-импульсный или другие способы регулирования выходного тока резонансного источника питания сварочной дуги.
Известен способ управления выходным напряжением резонансного преобразователя постоянного напряжения в постоянное и переменное, заключающийся в том, что формируют прямоугольные импульсы с заданной частотой повторения, подают их на входы вентилей мостового инвертора преобразователя и таким образом переключают нагрузочную цепь относительно полюсов источника питания с такой же частотой, причем длительность импульсов, поступающих на первые вентили, подключенные к одному полюсу источника питания, постоянная, а длительность импульсов, поступающих на вентили, подключенные ко второму полюсу, соответствует заданному уровню выходного напряжения преобразователя, причем формируют импульсы, поступающие на первые вентили, длительностью, равной половине периода колебаний контуров преобразователя и меньше половины периода переключения инвертора на величину минимального «мертвого времени», составляющего стандартную величину (4-5% от полупериода переключения инвертора) [RU 2459342, МПК Н02М 3/338, 01.04.2011].
Недостаток известного способа заключается в следующем. Изменение длительности открытого состояния второго вентиля в процессе работы преобразователя свидетельствует о жестком переключении транзисторов. Жесткий режим переключения сопровождается высоким уровнем электромагнитных потерь и обуславливает выброс тепловой мощности на кристалле транзистора, локальный перегрев структуры транзистора, а следовательно, высокую вероятность выхода из строя транзистора и низкую надежность преобразователя в целом.
Известен способ регулирования выходного тока источника питания для дуговой электросварки на постоянном токе, заключающийся в том, что регулируют частоту следования импульсов переключения силовой группы преобразователя, обеспечивая регулирование величины выпрямленного тока сварочной дуги и выходной мощности [RU 2049613, МПК В23K 9/00, 07.05.1992].
Недостатком известного способа является то, что частое открытие и закрытие транзисторов приводит к перегреву кристалла и поломке транзистора (определенному току соответствует определенная максимальная частота переключения), что снижает надежность источника питания дуговой сварки.
В качестве способа по прототипу был выбран способ регулирования выходного тока резонансного источника питания сварочной дуги, описанный в принципе работы устройства по патенту RU 111792, заключающийся в том, что с помощью устройства управления задают необходимое значение выходного тока и посредством устройства управления задают частоту переключения верхнего силового ключа и нижнего силового ключа. Далее трансформатором тока осуществляют непрерывный контроль выходного тока и с помощью устройства управления сопоставляют его с заданным необходимым значением выходного тока, причем корректируют выходной ток путем изменения устройством управления частоты переключения силовых ключей относительно резонансной частоты колебательного контура. Таким образом, устройство управления начинает работать на частоте, отличной от резонансной частоты колебательного контура [RU 111792, МПК В23K 9/10, 27.12.2011].
Основными недостатками способа регулирования выходного тока резонансного источника питания сварочной дуги по прототипу являются жесткое переключение силовых ключей при частоте переключения силовых ключей, не равной резонансной частоте, высокие динамические потери силовых ключей, что повышает вероятность выхода транзистора из строя, сложность схемы резонансного источника питания, обусловленная высоким требования к быстроте обратной связи схем управления и защиты. Вышеперечисленное обуславливает низкую надежность работы резонансного источника питания сварочной дуги и высокий уровень электромагнитных потерь от силовых ключей в момент их переключения. Кроме того, параметры устройства управления, например частота переключения силовых ключей, зависят от параметров колебательного контура, таких как емкость и индуктивность элементов колебательного контура. Параметры колебательного контура определяются точностью изготовления элементов колебательного контура и должны быть четко с ними согласованы до того, как резонансный источник сварочной дуги будет собран. Таким образом, в процессе реализации известного способа существуют четкие и жесткие требования к параметрам устройства управления, что обуславливает высокую трудоемкость изготовления устройства управления в плане соблюдения точности параметров.
Техническая задача - разработка способа регулирования выходного напряжения, повышающего надежность работы резонансного источника питания сварочной дуги, обеспечивающего снижение уровня электромагнитных потерь от силовых ключей в момент их переключения и уменьшение трудоемкости изготовления и настройки схемы управления и резонансного источника питания сварочной дуги в целом.
Технический результат - повышение надежности работы резонансного источника питания сварочной дуги, снижение электромагнитных потерь от силовых ключей в момент их переключения и уменьшение трудоемкости изготовления и настройки схемы управления и резонансного источника питания сварочной дуги в целом.
Технический результат достигается за счет задания частоты переключения силовых ключей, равной резонансной частоте нагруженного на 100% последовательного колебательного контура, а регулирование выходного напряжения резонансного источника питания сварочной дуги производят путем регулирования энергии, закачиваемой в последовательный колебательный контур.
Способ регулирования выходного тока резонансного источника питания сварочной дуги, заключающийся в том, что первоначально настраивают схему управления так, чтобы частота переключения верхнего силового ключа и нижнего силового ключа равнялась резонансной частоте нагруженного последовательного колебательного контура, далее с помощью регулятора тока, подключенного к схеме управления, задают необходимое значение выходного тока. Посредством схемы управления задают частоту переключения верхнего силового ключа и нижнего силового ключа, равную резонансной частоте нагруженного последовательного колебательного контура, и устанавливают количество включений верхнего силового ключа относительно количества включений нижнего ключа за определенное количество периодов колебаний колебательного контура. При этом осуществляют непрерывный контроль выходного тока с помощью схемы управления и сопоставляют его с заданным необходимым значением выходного тока. Причем корректируют выходной ток путем уменьшения/увеличения количества включений верхнего силового ключа относительно количества включений нижнего силового ключа за определенное количество периодов колебаний колебательного контура.
В отличие от прототипа первоначально настраивают схему управления так, чтобы частота переключения верхнего силового ключа и нижнего силового ключа равнялась резонансной частоте нагруженного последовательного колебательного контура, задают частоту переключения верхнего силового ключа и нижнего силового ключа, равную резонансной частоте нагруженного последовательного колебательного контура, кроме того, устанавливают количество включений верхнего силового ключа относительно количества включений нижнего ключа за определенное количество периодов колебаний колебательного контура, причем корректируют выходной ток путем уменьшения/увеличения количества включений верхнего силового ключа относительно количества включений нижнего силового ключа за определенное количество периодов колебаний колебательного контура.
Количество периодов колебаний колебательного контура, за которое устанавливают количество включений верхнего силового ключа относительно количества включений нижнего силового ключа, определяет точность регулирования выходного тока, чем меньше количество периодов, тем больше точность.
Когда нижний силовой ключ включен, верхний силовой ключ выключен, и, наоборот, когда верхний силовой ключ включен, нижний силовой ключ выключен. Однако возможна ситуация, когда верхний силовой ключ и нижний силовой ключ одновременно выключены.
Частота переключения силовых ключей, равная резонансной частоте последовательного колебательного контура, обеспечивает исключение жесткого переключения силовых ключей, увеличение перегрузочной способности резонансного источника питания и возможность упрощения схемы резонансного источника питания, в том числе нет необходимости в быстродействующих цепях обратной связи, снижаются требования к разбросу параметров последовательного колебательного контура. Вышеперечисленное обуславливает повышение надежности работы резонансного источника питания сварочной дуги. Кроме того, частота переключения силовых ключей равна резонансной частоте нагруженного последовательного колебательного контура, что обуславливает уменьшение электромагнитных потерь от силовых ключей в момент их переключения. Параметры схемы управления настраиваются на параметры последовательного колебательного контура, что определяет уменьшение трудоемкости изготовления схемы управления и ее настройки за счет упрощения процессов.
Заявляемый способ в отличие от прототипа имеет отличительные признаки, а значит, отвечает критерию патентоспособности «новизна».
Из уровня техники известна взаимосвязь надежности работы резонансного источника питания и уровня электромагнитных потерь при режиме его работы, когда частота переключения силовых ключей равна резонансной частоте колебательного контура. Кроме того, известно, что величина, а именно амплитуда циркулирующего в колебательном контуре тока, прямо пропорциональна энергии в колебательном контуре и определяет выходной ток. Однако регулирование выходного напряжения резонансного источника питания сварочной дуги путем регулирования энергии, закачиваемой в резонансный контур, позволяет значительно уменьшить электромагнитные потери от силовых ключей в момент их переключения более чем в 5 раз по сравнению со способом по прототипу, значительно повысить надежность резонансного источника питания сварочной дуги в среднем во столько раз, во сколько коммутирующий ток (ток в момент переключения силовых ключей) меньше, чем коммутирующийся ток согласно способу по прототипу, при той же выходной мощности. Кроме того, заявляемое техническое решение позволяет уменьшить трудоемкость по изготовлению и настройке схемы управления и резонансного источника питания сварочной дуги в целом.
Таким образом, заявляемый способ отвечает критерию «изобретательский уровень».
Заявляемый способ может быть применен в промышленности и реализован с помощью известных продуктов, а значит, отвечает критерию патентоспособности «промышленная применимость».
Способ регулирования выходного напряжения резонансного источника питания сварочной дуги может быть реализован с помощью резонансного источника питания сварочной дуги, схема которого изображена на фиг. 1.
Резонансный источник питания сварочной дуги содержит подключенный к сети питания 220 В выпрямитель 1, подключенный к фильтру 2. Фильтр 2 подключен к входам высокочастотного резонансного инвертора (не обозначен на чертежах). Высокочастотный резонансный инвертор представляет собой верхний силовой ключ 3 в виде транзистора и нижний силовой ключ 4 в виде транзистора, которые подключены по схеме полумоста. Нижний силовой ключ 3 подключен к общему проводу сети питания. В средней точке полумоста, образованного верхним силовым ключом 3 и нижним силовым ключом 4, подключен последовательный колебательный контур (не обозначен на чертежах), второй вход последовательного колебательного контура подключен к общему проводу сети питания. Последовательный колебательный контур содержит дроссель 5 и конденсатор 6. В последовательный колебательный контур подключен трансформатор тока 7, подключенный к схеме управления 8. Схема управления 8 подключена к верхнему силовому ключу 3 и нижнему силовому ключу 4. Выходы последовательного колебательного контура подключены к выходному трансформатору 9. Выходные обмотки выходного трансформатора 9 подключены к выпрямительным диодам 10, каждый из которых подключен к выходной клемме 11 соответственно. С целью задания необходимого выходного тока в схему управления 8 подключен регулятор тока в виде переменного резистора 12.
Схема управления 8 настроена пользователем на частоту переключения верхнего силового ключа 3 и нижнего силового ключа 4, равную резонансной частоте нагруженного последовательного колебательного контура.
Резонансный источник питания сварочной дуги дополнительно содержит панель управления (не показана на чертежах) с потенциометром (не показан на чертежах), подключенную к переменному резистору 12.
Параметры схемы управления, например частота переключения силовых ключей, не зависят от параметров колебательного контура, и схема настраивается на контур и его параметры, что уменьшает трудоемкость изготовления и настройки схемы управления и резонансного источника питания сварочной дуги в целом.
Принцип работы резонансного источника питания сварочной дуги заключается в следующем.
Выпрямитель 1 выпрямляет переменный ток сети питания и подает его на фильтр 2. Фильтр 2 сглаживает пульсации напряжения сети питания. Постоянный ток подается на высокочастотный резонансный инвертор. Схема управления 8 поочередно подает импульсы управления на верхний силовой ключ 3 и нижний силовой ключ 4. Переменный резистор 12 регулирует выходной ток резонансного источника питания сварочной дуги. Пользователь с помощью потенциометра и переменного резистора 12 задает необходимое значение выходного тока. Схема управления 8 принимает сигнал с необходимым значением выходного тока и определяет необходимое значение тока в последовательном колебательном контуре.
Последовательный колебательный контур возбуждается от поступаемого тока, схема управления 8 переключает верхний силовой ключ 3 и нижний силовой ключ 4 с частотой переключения, равной резонансной частоте нагруженного последовательного колебательного контура. Кроме того, схема управления 8 устанавливает количество включений верхнего силового ключа 3 относительно количества включений нижнего силового ключа 4 за определенный период колебаний последовательного колебательного контура, заданный пользователем. При этом количество включений нижнего силового ключа 4 постоянно и равно резонансной частоте нагруженного последовательного колебательного контура. Верхний силовой ключ 3 и нижний силовой ключ 4 переключаются с заданной схемой управления 8 частотой, то есть поочередно включаются, тем самым увеличивая амплитуду тока в последовательном колебательном контуре. Трансформатор тока 7 и схема управления 8 непрерывно контролируют выходной ток, причем схема управления 8 сопоставляет ток в последовательном колебательном контуре с необходимым значением тока, заданным пользователем. Далее выходной трансформатор 9 трансформирует ток последовательного резонансного контура в выходной ток для сварки с некоторым коэффициентом. Выпрямительные диоды 10 выпрямляют переменный выходной ток с выходного трансформатора 9 и подают выходной ток в нагрузку на выходные клеммы 11.
Далее рассмотрим основные процессы, происходящие в резонансном источнике питания сварочной дуги при регулировании выходного напряжения резонансного источника питания сварочной дуги согласно способу по прототипу и согласно заявляемому способу при одинаковых выходных параметрах тока и напряжения.
При этом осуществляли только увеличение выходного тока резонансного источника питания сварочной дуги. В случае уменьшения выходного тока наблюдали бы схожие результаты электромагнитных потерь и надежности резонансного источника питания сварочной дуги, поскольку процессы схожи по своей природе.
Пример 1. Способ регулирования выходного напряжения резонансного источника питания сварочной дуги по прототипу.
Резонансный источник питания сварочной дуги схож по устройству с резонансным источником питания, изображенным на фиг. 1, однако схема управления имеет отличное устройство и принцип работы.
С помощью переменного резистора 12 задают необходимое значение выходного тока и посредством схемы управления 8 задают частоту переключения верхнего силового ключа 3 и нижнего силового ключа 4. Далее осуществляют непрерывный контроль выходного тока и тока в колебательном контуре с помощью схемы управления 8 и подключенного к ней трансформатора тока 7 и сопоставляют его с заданным необходимым значением выходного тока. Причем корректируют выходной ток и, следовательно, ток в колебательном контуре путем изменения схемой управления 8 частоты переключения верхнего силового ключа 3 и нижнего силового ключа 4 относительно резонансной частоты колебательного контура.
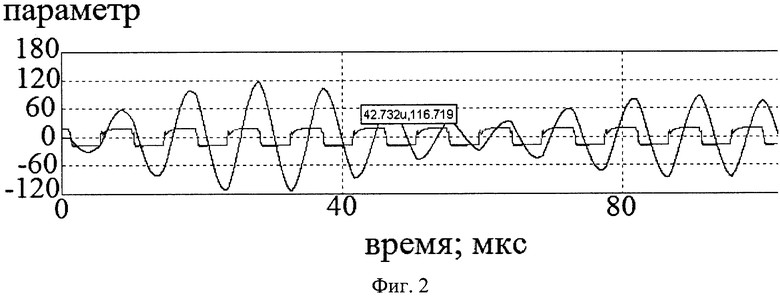
На фиг. 2 показаны графики тока в последовательном колебательном контуре и график моментов переключения силовых ключей (ступенчатый график).
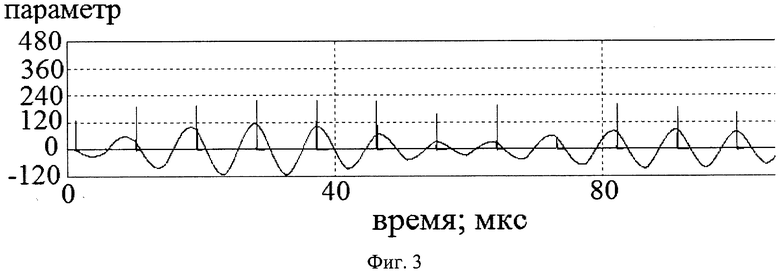
На фиг. 3 показан график тока в последовательном колебательном контуре и график электромагнитных потерь в силовых ключах в момент их переключения (вертикальные линии).
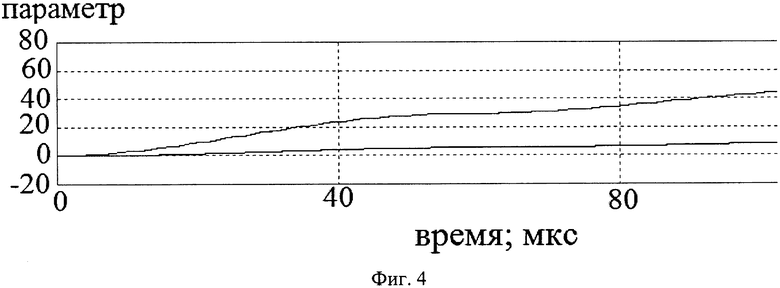
На фиг. 4 показаны графики выходного тока (нижний график) и выходного напряжения (верхний график).
Из фиг. 2 видно, что момент переключения верхнего силового ключа 3 и нижнего силового ключа 4 происходит при максимальном значении тока в последовательном колебательном контуре, что обуславливает повышение вероятности выхода верхнего силового ключа 3 и нижнего силового ключа 4 из строя и низкую надежность резонансного источника питания сварочной дуги в целом.
Из фиг. 3 видно, что потери в верхнем силовом ключе 3 и нижнем силовом ключе 4 в момент их переключения имеют амплитуду и максимально достигают значения в 212 кВт.
Фиг. 4 показывает, что производят увеличение выходного тока.
Пример 2. Заявляемый способ регулирования выходного напряжения резонансного источника питания сварочной дуги
Регулирование выходного напряжения резонансного источника питания сварочной дуги осуществляют следующим образом.
Способ регулирования выходного тока резонансного источника питания сварочной дуги, заключающийся в том, что с помощью переменного резистора 12, подключенного к схеме управления 8, задают необходимое значение выходного тока, посредством схемы управления 8 задают частоту переключения верхнего силового ключа 3 и нижнего силового ключа 4, равную резонансной частоте нагруженного последовательного колебательного контура, и устанавливают количество включений верхнего силового ключа 3 относительно включений нижнего силового ключа 4 за определенное количество периодов колебаний последовательного колебательного контура, а именно за 20 колебаний. При этом с помощью схемы управления 8 осуществляют непрерывный контроль тока в колебательном контуре и, следовательно, выходного тока и сопоставляют его с заданным необходимым значением выходного тока. Причем корректируют выходной ток путем уменьшения/увеличения количества включений верхнего силового ключа 3 относительно количества включений нижнего силового ключа 4 за 20 колебаний последовательного колебательного контура. Возможно применение и другой относительной величины, например 40, 50, 100, 1000 колебаний. Это не имеет значения.
Когда выходной ток больше, чем необходимое значение выходного тока, с помощью схемы управления 8 уменьшают количество включений верхнего силового ключа 3, пока выходной ток не станет равным необходимому значению входного тока, при этом нижний силовой ключ 4 всегда переключается на резонансной частоте. Таким образом, когда выходной ток становится равным необходимому значению выходного тока, заданному пользователем, с помощью схемы управления 8 фиксируют количество включений верхнего силового ключа 3 относительно количества включений нижнего ключа 4 за определенное количество колебаний последовательного колебательного контура. То есть схема управления прекращает изменять установившееся соотношение включений верхнего транзистора к нижнему.
Когда выходной ток меньше, чем заданное значение выходного тока, с помощью схемы управления 8 увеличивают количество включений верхнего силового ключа 3, пока выходной ток не станет равным необходимому значению входного тока. Таким образом, когда выходной ток становится равным заданному значению тока, с помощью схемы управления 8 фиксируют количество включений верхнего силового ключа 3 относительно количества включений нижнего ключа 4 за определенное, заданное оператором количество колебаний последовательного колебательного контура. Схема управления 8 продолжает работать с данным соотношением импульсов управления, включая верхний силовой ключ 3 и нижний силовой ключ 4.
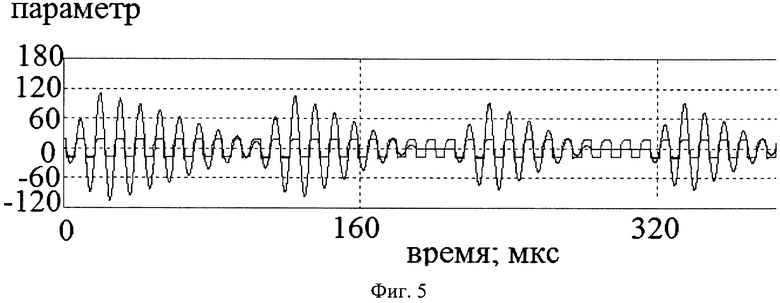
На фиг. 5 показаны графики тока в последовательном колебательном контуре и график моментов переключения силовых ключей (ступенчатый график).
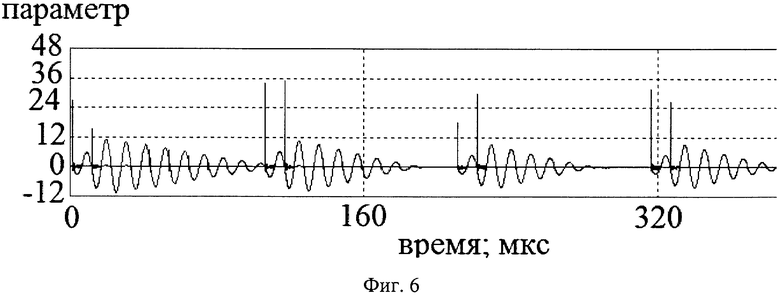
На фиг. 6 показан график тока в последовательном колебательном контуре и график электромагнитных потерь в силовых ключах в момент их переключения (вертикальные линии).
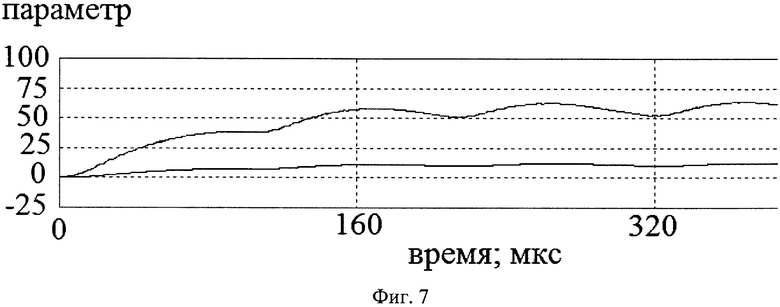
На фиг. 7 показаны графики выходного тока (нижний график) и выходного напряжения (верхний график).
Из фиг. 5 видно, что момент переключения верхнего силового ключа 3 и нижнего силового ключа 4 происходит при нулевом значении тока в последовательном колебательном контуре, что обуславливает повышение надежности резонансного источника питания сварочной дуги по сравнению со способом по прототипу более чем в 20 раз, так как коммутирующий ток меньше, чем в способе по прототипу, более чем в 20 раз.
Из фиг. 6 видно, что электромагнитные потери от верхнего силового ключа 3 и нижнего силового ключа 4 в момент их переключения происходят и максимально достигают значения в 36 кВт, причем со временем электромагнитные потери уменьшаются. Так как момент коммутации начинает точнее совпадать с нулем тока. Таким образом, количество электромагнитных потерь по сравнению со способом по прототипу уменьшается более чем в 5 раз.
Таким образом, заявляемый способ позволяет достичь следующего технического результата - повышение надежности работы резонансного источника питания сварочной дуги, снижение электромагнитных потерь от силовых ключей в момент их переключения и уменьшение трудоемкости изготовления и настройки схемы управления и резонансного источника питания сварочной дуги в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОФАЗНЫЙ ПОЛУМОСТОВОЙ ТРАНЗИСТОРНЫЙ ИНВЕРТОР | 2011 |
|
RU2470451C1 |
| ПОЛУМОСТОВОЙ ТРАНЗИСТОРНЫЙ ИНВЕРТОР | 2011 |
|
RU2457607C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ИСТОЧНИКА СВАРОЧНОГО ТОКА С РЕЗОНАНСНЫМ КОНТУРОМ | 2001 |
|
RU2245232C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ ИНВЕРТОРА НАПРЯЖЕНИЯ | 2000 |
|
RU2183379C1 |
| СИЛОВОЙ МОДУЛЬ С МУЛЬТИРЕЗОНАНСНЫМ КОНТУРОМ (ВАРИАНТЫ) | 2011 |
|
RU2457600C1 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ И СПОСОБ УПРАВЛЕНИЯ ИМ | 2003 |
|
RU2251786C2 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| РЕЗОНАНСНЫЙ ИНВЕРТОР ТОКА | 1993 |
|
RU2072618C1 |
| РЕЗОНАНСНЫЙ ИНВЕРТОР НАПРЯЖЕНИЯ | 1993 |
|
RU2072619C1 |
| ФАЗОСДВИГАЮЩИЙ ИНВЕРТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2014 |
|
RU2577535C1 |
Изобретение относится к области электротехники и может быть использовано для регулирования выходной мощности резонансных источников питания сварочной дуги. Cпособ регулирования выходного тока резонансного источника питания сварочной дуги: первоначально настраивают схему управления так, чтобы частота переключения верхнего силового ключа и нижнего силового ключа равнялась резонансной частоте нагруженного последовательного колебательного контура, задают необходимое значение выходного тока и частоту переключения верхнего силового ключа и нижнего силового ключа, равную резонансной частоте нагруженного последовательного колебательного контура, устанавливают количество включений верхнего силового ключа относительно количества включений нижнего ключа за определенное количество периодов колебаний колебательного контура. Осуществляют непрерывный контроль выходного тока, сопоставляют его с заданным необходимым значением выходного тока и корректируют выходной ток уменьшением/увеличением количества включений верхнего силового ключа относительно количества включений нижнего силового ключа за определенное количество периодов колебаний колебательного контура. Технический результат - повышение надежности работы резонансного источника питания сварочной дуги, снижение электромагнитных потерь от силовых ключей в момент их переключения и уменьшение трудоемкости изготовления и настройки схемы управления и резонансного источника питания сварочной дуги в целом. 7 ил.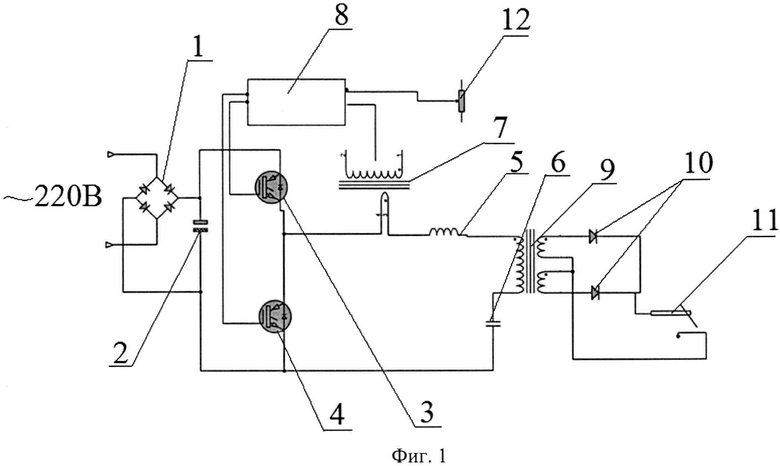
Способ регулирования выходного тока резонансного источника питания сварочной дуги, заключающийся в том, что с помощью регулятора тока, подключенного к схеме управления, задают необходимое значение выходного тока, посредством схемы управления задают частоту переключения верхнего силового ключа и нижнего силового ключа, осуществляют непрерывный контроль выходного тока с помощью схемы управления, и сопоставляют его с заданным необходимым значением выходного тока, и корректируют выходной ток, отличающийся тем, что первоначально настраивают схему управления так, чтобы частота переключения верхнего силового ключа и нижнего силового ключа равнялась резонансной частоте нагруженного последовательного колебательного контура, задают частоту переключения верхнего силового ключа и нижнего силового ключа, равную резонансной частоте нагруженного последовательного колебательного контура, кроме того, устанавливают количество включений верхнего силового ключа относительно количества включений нижнего ключа за определенное количество периодов колебаний колебательного контура, причем корректируют выходной ток путем уменьшения/увеличения количества включений верхнего силового ключа относительно количества включений нижнего силового ключа за определенное количество периодов колебаний колебательного контура.
| Приспособление для очистки ям на подинах сталеплавильных печей от жидкого металла | 1957 |
|
SU111792A1 |
| РЕЗОНАНСНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ В ПОСТОЯННОЕ И ПЕРЕМЕННОЕ И СПОСОБ УПРАВЛЕНИЯ ЕГО ВЫХОДНЫМ НАПРЯЖЕНИЕМ | 2011 |
|
RU2459342C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ИСТОЧНИКА СВАРОЧНОГО ТОКА С РЕЗОНАНСНЫМ КОНТУРОМ | 2001 |
|
RU2245232C2 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |
| МЕЖПИЛЬНАЯ ШАЙБА | 1992 |
|
RU2046035C1 |
| DE 4411227 A1, 05.10.1995 | |||
| ЛИНЗА С МНОГОВОГНУТОЙ СТЕНКОЙ МЕНИСКА | 2012 |
|
RU2580875C2 |
| JP 5063362 B2, 31.10.2012 | |||
| US 5285372 A, 08.02.1994 | |||
| EP 0782209 A1, 02.07.1997 | |||
| Устройство для шлифования и полирования оптических конусов и однополостных гиперболоидов вращения | 1960 |
|
SU137416A1 |

