УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу формования песчаной формы, в котором песок упаковывают в пресс-форму и отверждают для формования песчаной формы для литья, и к самой песчаной форме.
2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Когда льют блок цилиндра, головку цилиндра или тому подобное для двигателя, то убирающийся песчаный литейный стержень (песчаная форма) используется для формования полой детали, такой как кожух водяного охлаждения, впускного и выпускного отверстия или тому подобное. В патентном документе WO 2007/058254 описывается состав на основе крахмала, в котором органическое вещество используется в качестве связующего, где связующее перемешивается и вспенивается совместно с основным композитным материалом (песком), поверхностно-активным веществом, сшивающим агентом и водой для образования вспененного песка, затем вспененный песок отверждается, чтобы сформировать песчаный стержень для литья.
Согласно этому, хотя основанный на крахмале связующий компонент производит CО2 и H2О, когда распадается при нагревании под действием высокой температуры расплава при литье, он не образует вредный газ или запах. Кроме того, поскольку связующее вещество на основе крахмала становится разрушаемым вследствие пиролиза, то и стержневая формовочная смесь может быть легко извлечена после отливки.
Однако, как было описано выше, связующее вещество нагревается под действием высокой температуры расплава при литье, образуя при этом CО2 и H2О; следовательно, в литьевой металлической пресс-форме должен быть применен какой-то способ для устранения этих газов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает способ формования песчаной формы и саму песчаную форму, которая может устранять газ, который образуется в ходе литья, и может улучшить качество литья.
Первый аспект настоящего изобретения представляет собой способ формования песчаной формы, который использует песок для литья, поверхностно-активное вещество, воду и жидкое стекло, кроме того, способ включает стадию перемешивания песка для литья, поверхностно-активного вещества, воды и жидкого стекла; стадию упаковывания песочной смеси, полученной в соответствии с перемешиванием в формовочное пространство пресс-формы песка; и стадию отверждения упакованной песочной смеси, при этом молярное отношение диоксида кремния по отношению к оксиду натрия в жидком стекле составляет 0,65 к 1,30. В настоящем документе молярное отношение означает, что в составе жидкого стекла соотношение диоксида кремния по отношению к оксиду натрия выражено с точки зрения отношения числового значения молей.
В первом аспекте молярное отношение может быть установлено от 1,10 до 1,30. Кроме того, в вышеупомянутом аспекте молярное отношение может быть установлено приблизительно около 1,20.
В первом аспекте способом формования песчаной формы может быть способ, в котором песчаная форма формуется из вспененного песка, полученного с помощью перемешивания и вспенивания жидкого стекла совместно с песком для литья и поверхностно-активным веществом.
В первом аспекте изобретения песчаная форма может быть песчаной формой для литья алюминия. Кроме того, в данном аспекте песчаная форма может быть песчаной формой для литья под низким давлением.
Кроме того, в соответствии со вторым аспектом настоящего изобретения в песчаной форме, скомпонованной из песка для литья, поверхностно-активного вещества, воды и жидкого стекла, которое представляет собой связующее вещество, молярное отношение диоксида кремния по отношению к оксиду натрия в жидком стекле составляет с 0,65 до 1,30.
Во втором аспекте настоящего изобретения молярное соотношение может быть установлено от 1,10 до 1,30. Кроме того, в вышеупомянутом аспекте настоящего изобретения, молярное соотношение может быть установлено приблизительно около 1,20.
Во втором аспекте настоящего изобретения вспененный песок, полученный с помощью перемешивания и вспенивания жидкого стекла совместно с песком для литья и поверхностно-активным веществом, может использоваться для формования песчаной формы. Кроме того, во втором аспекте настоящего изобретения песчаная форма может быть песчаной формой для литья алюминия. Кроме того, во втором аспекте настоящего изобретения песчаная форма может быть песчаной формой для литья под низким давлением.
С помощью использования песчаной формы или способа формования песчаной формы в соответствии с двумя аспектами настоящего изобретения, когда жидкое стекло нагрето расплавом во время литья, высвобождение воды становится незначительным; соответственно, может быть подавлено образование газа и качество отливки может быть улучшено.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Особенности, преимущества, техническое и промышленное значение этого изобретения будут описаны в следующем подробном описании примерных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, в которых одинаковые позиции обозначают одинаковые элементы и где:
Фиг. 1 является изображением вертикального поперечного сечения, показывающим схематическую конфигурацию устройства для формования песчаной формы, связанного с одним вариантом осуществления настоящего изобретения;
Фиг. 2A и 2B, где каждая является графическим изображением, показывающим структуру вспененного песка, который используется в устройстве, показанном на Фиг. 1;
Фиг. 3 является пояснительной схемой, показывающей реакцию, в результате которой происходит образование H2О при нагревании жидкого стекла, являющегося связующим веществом;
Фиг. 4A и 4B, где каждая является пояснительной схемой, показывающей процесс, в результате которого дефект образовывается на поверхностном слое отлитого металла из-за H2О, которая получается при нагревании связующего вещества в ходе литья;
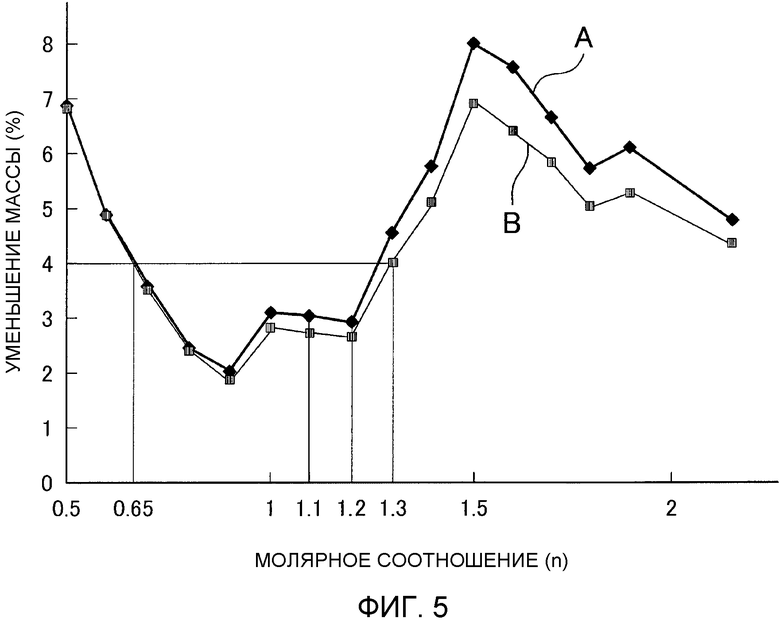
Фиг. 5 является графиком, показывающим зависимость между молярным отношением состава жидкого стекла, которое является связующим веществом, и уменьшением массы при нагревании; и
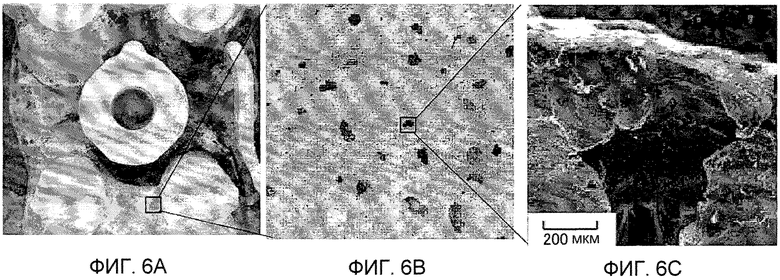
Фиг. 6A, 6B и 6C, где каждая является графиком, показывающим дефект, образованный на поверхностном слое отлитого металла водой (H2О), образованной при нагревании связующего вещества в ходе литья.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Здесь и далее вариант осуществления настоящего изобретения будет подробно описан на основе графиков.
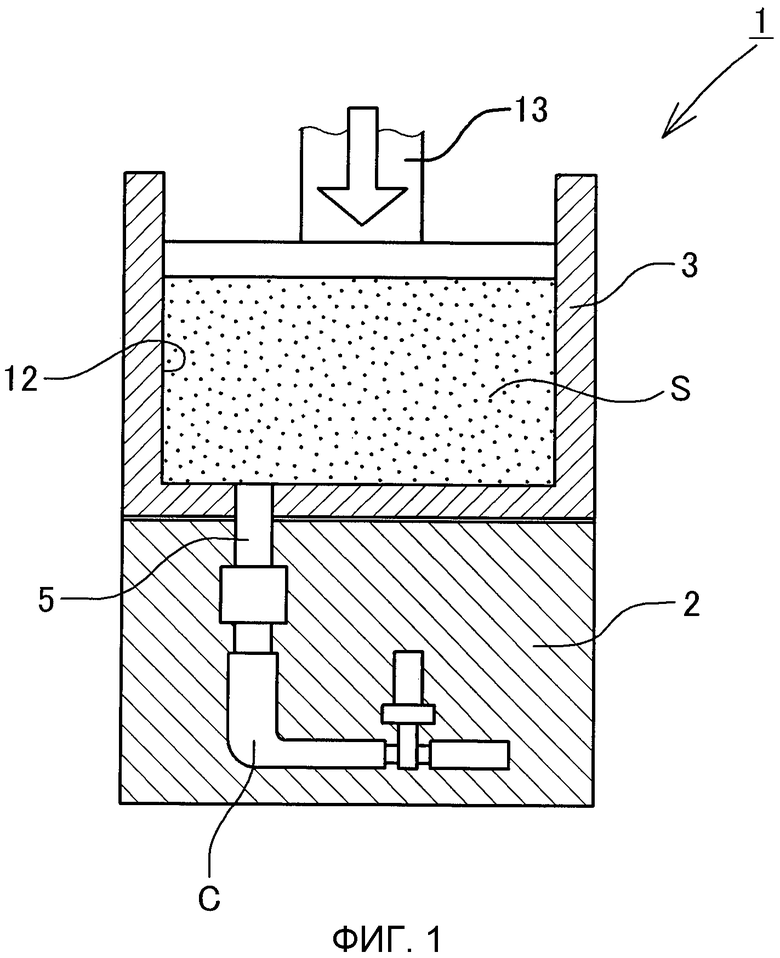
Устройство пресс-формы для формования песочной формы 1, связанной с настоящим вариантом осуществления, иллюстрируется на Фиг. 1. Как показано на Фиг. 1, устройство пресс-формы для формования песочной формы 1 используется для отверждения вспененного песка S с целью формования песчаного стержня (песочной формы) для того, чтобы отлить алюминий, и включает металлическую форму 2, имеющую полость C для формования песчаного литейного стержня, и упаковывающее устройство 3 для упаковывания вспененным песком S полости C металлической формы 2.
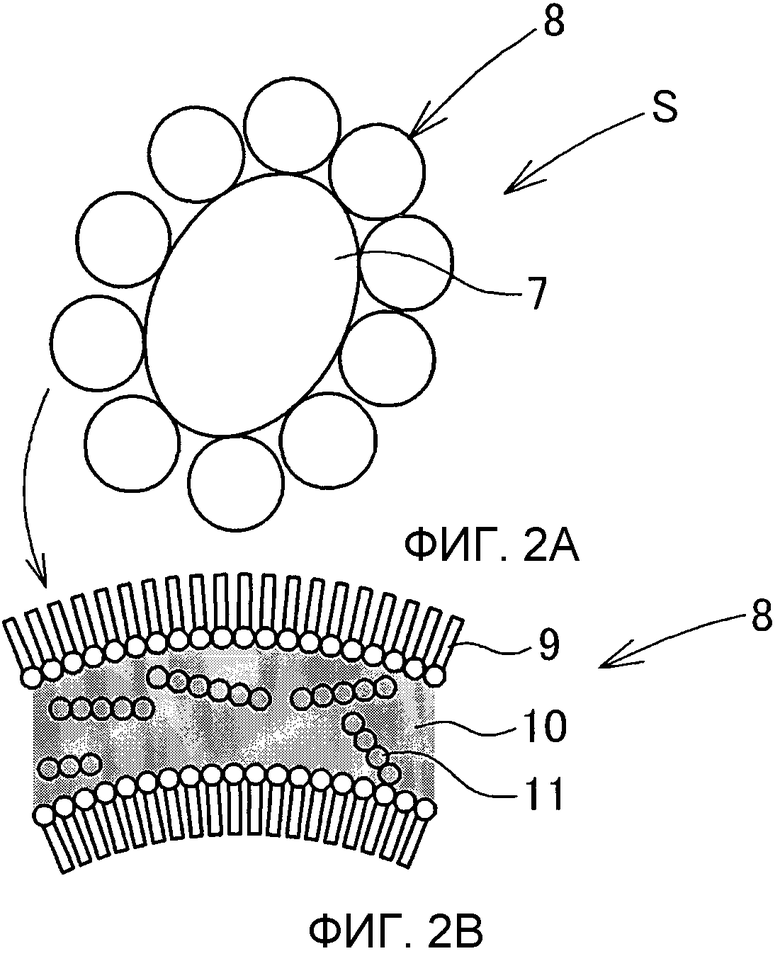
Вспененный песок S, используемый в варианте осуществления, находится во вспененном состоянии при помощи смешивания, перемешивания и замешивания песка, который является заполнителем, с жидким стеклом (силикатом натрия) в качестве связующего вещества, вместе с составом, содержащим воду и поверхностно-активное вещество. Изображение состояния частицы, из которых состоит вспененный песок S, показано на Фиг. 2. Фиг. 2A иллюстрирует состояние, где пена 8 адсорбирована на поверхности частицы песка 7, и на Фиг. 2B показано частично увеличенное состояние вспененного материала 8. Как показано на Фиг. 2D, во вспененном песке S поверхностно-активное вещество 9 покрывает поверхность водного раствора жидкого стекла (содержащего воду: 10 и жидкое стекло: 11) для образования вспененного материала 8, и вспененный материал 8 абсорбируется на поверхности частицы песка 7 с помощью поверхностно-активного вещества 9 с образованием вспененного состояния и имеет соответствующую вязкость. В настоящем документе, относительно песка, установив молярное отношение жидкого стекла (отношение диоксида кремния по отношению к оксиду натрия) от 0,5 до 3,0, массовое соотношение их от 0,4 до 3,0%, массовое соотношение воды от 1,5 до 5,0% и массовое соотношение поверхностно-активного вещества приблизительно от 0,003, до 2,0%, может быть получен вспененный песок S с соответствующей вязкостью.
Металлическая литая форма 2 образует полость C при смыкании верхней формы и нижней формы. Металлическая форма 2 снабжена упаковывающим каналом 5, который связывает полость C и песочную баню 12 устройства упаковывания 3. Устройство упаковывания 3 включает песочную баню 12, в которой замешивается и вспенивается песок S, а также сохраняется в ней, и механизм давления 13 (означает средства, поддерживающие давление) для создания давления вспененного песка S в песочной бане 12. Когда металлическая форма 2 устанавливается на песочную баню 12 и вспененный песок S в песочной бане 12 находится под давлением при помощи механизма, создающего повышенное давление 13, тогда вспененным песком S заполняется полость C металлической формы 2 через упаковочный канал 5. Металлическую форму 2 нагревают приблизительно от 150°C до 300°C, влага вспененного песка S, собранного в полости C, выпаривается, чтобы сделать твердым вспененный песок S. После этого металлическую форму 2 открывают и вынимают формованный песчаный литейный стержень.
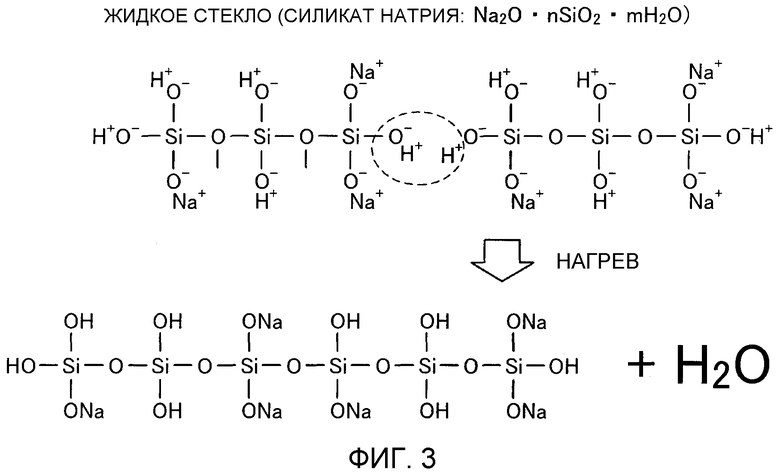
В дальнейшем будет описан состав жидкого стекла, который является связующим веществом для получения вспененного песка S варианта осуществления настоящего изобретения. Жидкое стекло (Na2О·nSiО2·mH2О) является смесью, которая содержит диоксид кремния (SiО2), оксид натрия (Na2О), воду (H2О), и характеристики его варьируются в зависимости от молярного отношения (n), где соотношение смешения диоксида кремния к оксиду натрия выражается отношением числа молей. Обычно, когда молярное соотношение n является небольшим, кристаллиты жидкого стекла имеют тенденцию выпадать в осадок в водном растворе; соответственно, стабильность при хранении и эксплуатационные свойства вспененного песка S ухудшаются, при этом также ухудшается прочность песочного литейного стержня (песчаной формы).
Как показано на Фиг. 3, нагревание при высокой температуре жидкого стекла (Na2О·nSiО2·mH2О) является причиной прохождения реакции между молекулами, в результате которой выделяется вода (H2О).
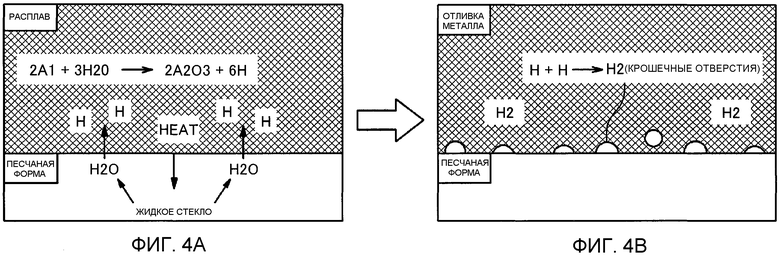
Соответственно, как показано на Фиг. 4A, при литье алюминия, когда песчаная форма, которую формуют с жидким стеклом как связующим веществом, в ходе литья входит в контакт с алюминием при высокой температуре, то жидкое стекло нагревается до выделения воды (H2О), при этом вода при высокой температуре реагирует с алюминием (Al) с образованием оксида алюминия (A12О3) и водорода (H). В это же время водород растворяется в расплаве. Однако, когда образуется большое количество водорода (H), как показано на Фиг. 4B, состояние перенасыщения водородом образует газообразный водород (H2) и множество дефектов таких как, например, многочисленные игольчатые отверстия и тому подобное, которые формируются на поверхностном слое отлитого металла, вызывая тем самым повреждение отливки.
Так как вспененный песок S, который упакован внутри полости C металлической формы 2 и отвержден, имеет высокое внутреннее давление в связи с пеной, связующее вещество и песок конденсируются на внутренней стороне стенки по отношению к центральной части полости C, то есть на внешней поверхности песчаного стержня, который будет формироваться. В результате большое количество жидкого стекла присутствует на поверхности формованного песочного стержня и входит в контакт с расплавом в ходе литья, причем вода (H2О) имеет тенденцию быстро и с готовностью отделяться при нагревании, а газообразный водород (H2) при этом имеет тенденцию с готовностью быстро производиться. В частности, в литье при низком давлении, где время затвердевания становится долгим, появление дефектов по причине образования газообразного водорода становится проблематичным.
Состояние дефектов, образованных на поверхностном слое отлитого металла по причине газообразного водорода, полученного в ходе литья алюминия при низком давлении, показано на Фиг. 6. Фиг. 6A иллюстрирует состояние распределения дефектов (черными точками), образованных на поверхностном слое отлитого металла, а на Фиг. 6B показана микрофотография, полученная путем увеличения дефектной части. Кроме того, на Фиг. 6C показан снимок, полученный с помощью сканирующего электронного микроскопа (SEM) путем увеличения внутренней части дефекта. Как показано на Фиг. 6A-6C, повреждение представляет собой дендрит, образованный в поверхностной части литого металла. Исходя из этого было найдено, что когда жидкое стекло в ходе литья входит в контакт с алюминиевым расплавом при высокой температуре, то выделяется вода, причем вода реагирует с алюминием с образованием водорода, и состояние перенасыщения водородом образует газообразный водород, являющийся причиной дефектов на поверхностном слое отлитого металла.
Далее будет описана, со ссылкой на Фиг. 5, зависимость между молярным соотношением жидкого стекла (n) и количеством воды (H2О), выделенной при нагревании. При нагревании жидкого стекла, имеющего различные молекулярные соотношения(n) (молекулярное соотношение n=0,5-2,1), каждая масса выделенной воды была измерена как уменьшение массы жидкого стекла, и результаты представлены на Фиг. 5. Фиг. 5 на кривой A демонстрирует пример, когда жидкое стекло было нагрето от 200°C до 700°C, а кривая B демонстрирует пример, когда жидкое стекло было нагрето от 300°C до 700°C. Как показано на Фиг. 5, в диапазоне молярного соотношения n=0,65-1,30 уменьшение в массе (количество выделенной воды) понижается до 4% или менее. Соответственно, когда жидкое стекло, имеющее молярное соотношение в диапазоне n=0,65-1,30, используется как связующее вещество для формования песчаной формы и отливки алюминия, вода, получающаяся в ходе литья, может быть подавлена. В результате подавляется газообразный водород и, таким образом, подавляется получение дефектов, таких как игольчатые мельчайшие отверстия и тому подобное, в результате чего может быть получена прекрасная отливка алюминия.
Кроме того, при молярном соотношении, предпочтительно установленном в диапазоне n=1,10-1,30, поскольку газообразный водород, получающийся в ходе литья, может быть подавлен и подавляется осаждение кристаллов жидкого стекла в водном растворе, устойчивость песка при хранении и эксплуатационные свойства песка увеличиваются, также прочность сформированной формы песка и сборно-разборной формы для формирования песка повышается после того, как литье может быть усовершенствовано. В соответствии с настоящим вариантом осуществления, при рассматривании подавления получающегося газообразного водорода, прочности формованной песчаной формы, сохранности свойств при хранении и сохранности эксплуатационных свойств песка молярное отношение (n) жидкого стекла устанавливается приблизительно 1,20.
Когда отливают алюминий, используя песчаную форму, которая формуется с жидким стеклом, у которого молярное соотношение корректируется как у связующего вещества, то качество литья может быть улучшено без получения вредного газа и запаха в ходе литья, более того, за счет подавления газообразного водорода от генерации. Кроме того, получается песок, в водном растворе которого трудно осадить кристаллы жидкого стекла, он имеет прекрасные стабильность при хранении и эксплуатационные свойства, имеет достаточную прочность после формования и превосходные разрушающиеся свойства после проведения литья.
В вышеупомянутом варианте осуществления, в качестве иллюстрации описывается случай, где формованный песчаный стержень используется для литья алюминия. Однако изобретение может быть применено подобным образом к формованию других песчаных форм, не ограничиваясь формованным песчаным стержнем. Кроме того, хотя изобретение является особенно подходящим для проведения литья при низком давлении, где время отверждения является достаточно длительным, и дефекты вследствие получения газообразного водорода имеют тенденцию быть проблематичными, изобретение может быть применено также к другим способам литья. Более того, изобретение может быть применено к формованным песчаным формам, не ограничиваясь литьем алюминия, и без ограничения к вспененному песку, оно может быть применено к влажному песку, который не является вспененным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕСОК ДЛЯ ЛИТЕЙНОЙ ФОРМЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ И СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2013 |
|
RU2608861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО ПЕСКА И ПРОИЗВОДСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО ПЕСКА | 2016 |
|
RU2720333C2 |
| ТЕРМИЧЕСКАЯ РЕГЕНЕРАЦИЯ ФОРМОВОЧНОГО ПЕСКА | 2008 |
|
RU2496599C2 |
| Способ приготовления смеси для литейных форм и стержней | 1986 |
|
SU1368105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНЫХ ФОРМ | 1992 |
|
RU2043823C1 |
| Отвердитель для литья растворимого стекла | 2018 |
|
RU2741029C1 |
| КОМПОЗИЦИЯ ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, ПРЕДУПРЕЖДАЮЩАЯ ОБРАЗОВАНИЕ ДЕФЕКТОВ ОТ РЕАКЦИОННЫХ ГАЗОВ | 2008 |
|
RU2493933C2 |
| Способ изготовления двухслойных песчаных форм | 2018 |
|
RU2700895C1 |
| СМЕСИ ЛИТИЙСОДЕРЖАЩЕГО ФОРМОВОЧНОГО МАТЕРИАЛА НА ОСНОВЕ НЕОРГАНИЧЕСКОГО СВЯЗУЮЩЕГО ДЛЯ ПОЛУЧЕНИЯ ФОРМ И СТЕРЖНЕЙ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2014 |
|
RU2699133C2 |
| СМЕСИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИЕ ОКСИДЫ МЕТАЛЛОВ АЛЮМИНИЯ И ЦИРКОНИЯ В ФОРМЕ ЧАСТИЦ | 2013 |
|
RU2654406C2 |
Изобретение относится к литейному производству. Песчаную литейную форму изготавливают из песка, поверхностно-активного вещества, воды и жидкого стекла. Молярное соотношение диоксида кремния по отношению к оксиду натрия в жидком стекле составляет от 0,65 до 1,30. Составляющие компоненты перемешивают. Песчаную смесь уплотняют в пространстве для изготовления песчаной литейной формы и отверждают. Обеспечивается улучшение качества отливки за счет подавления получающегося газообразного водорода. 2 н. и 6 з.п. ф-лы, 10 ил.
1. Способ формования песчаной литейной формы из песка, поверхностно-активного вещества, воды и жидкого стекла, включающий перемешивание песка, поверхностно-активного вещества, воды и жидкого стекла, уплотнение песчаной смеси, полученной с помощью перемешивания, в пространстве для формования песчаной литейной формы и отверждение уплотненной песчаной смеси, при этом используют жидкое стекло, в котором молярное соотношение диоксида кремния по отношению к оксиду натрия составляет от 0,65 до 1,30.
2. Способ по п. 1, отличающийся тем, что молярное соотношение составляет от 1,10 до 1,30.
3. Способ по п. 1 или 2, отличающийся тем, что в стадии перемешивания жидкого стекла совместно с песком и поверхностно-активным веществом получают вспененный песок, используемый для изготовления песчаной литейной формы.
4. Способ по п. 1 или 2, отличающийся тем, что песчаная литейная форма является песчаной литейной формой для литья алюминия.
5. Песчаная форма, отличающаяся тем, что она содержит песок, поверхностно-активное вещество, воду и жидкое стекло в качестве связующего вещества, в котором молярное отношение диоксида кремния по отношению к оксиду натрия составляет от 0,65 до 1,30.
6. Песчаная форма по п. 5, отличающаяся тем, что молярное соотношение составляет от 1,10 до 1,30.
7. Песчаная форма по п. 5 или 6, отличающаяся тем, что песчаная форма формуется со вспененным песком, полученным перемешиванием и вспениванием жидкого стекла совместно с песком и поверхностно-активным веществом.
8. Песчаная форма по п. 5 или 6, отличающаяся тем, что песчаная литейная форма является песчаной литейной формой для литья алюминия.
| Сырьевая смесь для изготовления керамических стеновых изделий | 1985 |
|
SU1279979A1 |
| ЖИДКАЯ САМОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2004 |
|
RU2262409C1 |
| Плакированная смесь для изготовления литейных форм и стержней, преимущественно оболочковых, а также облицовок для кокилей и способ ее приготовления | 1988 |
|
SU1627305A1 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 1985 |
|
SU1289580A1 |

