Изобретение относится к литейному производству, в частности к приготовлению форм для заливки их жидким металлом.
Известно отверждение форм из жидкостекольных песчаных смесей, где отвердителем является одна из составляющих смеси [I] В состав формовочной смеси вводится сланцевый порошок и жидкое стекло, и традиционным способом из нее изготовляют литейную форму, которая после продувки углекислым газом имеет прочность 3,4-4 кгс/см2. Удаление модели, сборка, ремонт и подготовка формы к заливке осуществляется согласно технологии приготовления песчано-глинистых форм.
Основной недостаток такого способа приготовления форм низкая точность отливок, которая зависит от процесса удаления модели, сборки и ремонта форм; низкая чистота поверхности, усугубляемая наколами или специальными каналами для пропускания углекислого газа.
Известен также способ изготовления песчаных форм [2] в котором продувка форм из жидкостекольных смесей осуществляется через специальные центральные диаметром 5-8 мм и боковые диаметром 3-5 мм каналы, заканчивающиеся у боковых стенок модели. Процесс продувки форм совмещен с процессом их приготовления на формовочных машинах. Продувку углекислым газом проводят через каналы с помощью набора сопл.
Вертикальные стенки, нижние горизонтальные поверхности, находящиеся под моделью, продувают через отверстия, предусмотренные в нижних частях модели или ее отъемных частях. При этом модели для облегчения удаления делают разъемными.
Основной недостаток такого способа низкая точность отливок из-за вибрации модели при ее удалении из формы и рассеивание углекислого газа в атмосферу. Упрочнение формы при продувке идет в направлении от края формы к модели, наличие специальных каналов усложняет модель, а также ведет к образованию дополнительных приливов и шероховатости на поверхности отливки, что требует дополнительной механической обработки.
Наличие каналов, надколов в форме для продувки снижает прочность формы и при заливке может привести к разрушению.
Дополнительным источником искажения геометрии и точности отливок являются процессы сборки, ремонта форм.
В воздухе постоянно присутствуют газообразные продукты взаимодействия углекислого газа и песчано-стекольной смеси, песчинки, захваченные потоком газа, что требует защиты как человека, так и среды, от чего страдают и машины. Поэтому участки, работающие на жидкостекольных смесях, слабо механизированы и почти не автоматизированы, на полу, под ногами продукты жидкостекольной смеси, падающие при удалении модели и сборке форм.
Наиболее близким к изобретению является способ [3] включающий установку в опоку модели их сухого льда с покрытием, формовку ее сыпучей смесью, отверждение. В качестве покрытия используют винилацетат и растворитель. Массу песка в форме подвергают вакуумированию через полости, выполненные в опоках. Газообразная двуокись углерода, образующаяся при испарении модели, отверждает облицовочную смесь. Вакуумирование прекращается по окончании заливки формы.
Основным недостатком этого способа является искажение размеров модели за счет винилацетата, который при низких температурах может образовывать наплывы на поверхности.
Если винилацетат является компонентом формовочной смеси, то при контакте его с моделью из сухого льда процесс испарения будет протекать с ограниченной поверхности, следовательно, процесс гелеобразования, который составляет основу отверждения стекольных форм, протекает неравномерно по всей поверхности модели и объему смеси, и прочность формы снижается. Использование винилацетата снижает культуру производственного процесса и ухудшает экологию на рабочем месте.
Точность размеров отливки при использовании модели из сухого льда зависит от времени контакта модели с атмосферой. При наличии уступов, углов происходит их быстрое сглаживание.
Целью изобретения является повышение точности отливок и прочности формы, а также улучшение экологии производства.
Это достигается тем, что в способе изготовления песчаных форм, включающем установку в опоку модели из сухого льда с покрытием, формовку ее сыпучей смесью и отверждение, в качестве покрытия используют раствор в органическом растворителе карбонила металла, выбранного из группы, содержащей никель, железо, кобальт, рутений, осмий.
В предлагаемом решении карбонилы используются как защитное покрытие, характеризуемое его основным свойством сохранять жидкую консистенцию и низкую вязкость при низких температурах и легко возгоняться при невысоких температурах и высокой активностью взаимодействия с щелочами и солями.
Сущность использования карбонилов, растворенных в органическом растворителе, заключается в нанесении их на поверхность модели, выполненной из двуокиси углерода (сухого льда), и образовании на ней тонкой защитной пленки. Карбонилы, растворенные в органическом растворителе, хорошо смачивают поверхность модели и препятствуют ее испарению на определенное время, а следовательно, искажению размеров.
Процессу сохранения карбонилов на поверхности модели способствует то, что в органическом растворителе протоны кислоты находятся в связанном состоянии.
После формовки модели с покрытием из карбонилов, растворенных в органическом растворителе, происходит взаимодействие карбонилов с формовочной смесью и упрочнение ее.
Повышение прочности контактного слоя осуществляется за счет образования упрочняющих соединений карбонилов металла с составляющими формы. Повышение прочности объясняется повышением химической адгезии на границе карбонил органический растворитель формовочная смесь за счет образования связи карбонилов с SiO2. Наибольшей активностью к взаимодействию с кремнием обладает раствор 90% карбонила + органический растворитель. В нем наименьшее количество связанных протонов, которые упрочняют формовочный слой при контакте с моделью из сухого льда с покрытием.
Способность карбонилов протонироваться при такой концентрации покрытия оптимальная для предлагаемого решения.
Если взаимодействие формовочной смеси с пленкой, образованной из карбонилов на модели из сухого льда, не происходит, то согласно свойствам карбонилов разлагаться при невысоких температурах ≈30оС, пленка разрушится и модель может объемно испариться.
После взаимодействия покрытия со смесью происходит испарение модели и дальнейшее отверждение ( в основном упрочнение), равномерное по всей поверхности отливки, согласно отверждению при продувке форм по СО2-процессу или просто процесс испарения модели. Направленность процесса отверждения от отливки к границам формы обеспечивает высокую прочность формы.
Испытания безрастворных карбонилов, нанесенных на поверхность модели из двуокиси углерода, показали понижение активности связывания карбонилов с составляющими формовочной смеси.
При использовании предлагаемого решения наблюдается резкое повышение прочности смеси в первые 10-15 с, а затем протекает процесс отверждения за счет испарения модели обычным традиционным путем.
С точки зрения охраны труда при отверждении не выделяется вредных веществ и запаха при работе их в замкнутом цикле отверждение испарение осаждение твердой двуокиси.
Увеличение содержания карбонилов в органическом растворителе не способствует повышению аутопротолиза, покрытие неравномерное, возможно образование осадков в растворе.
Технический результат состоит в том, что покрытие обеспечивает стабильность размеров модели до погружения ее в песчаную смесь. В свою очередь, эти составы легко разлагаются при температуре выше 30оС, образуя свободную поверхность испарения и вступая в химическое взаимодействие со смесью, способствуют ее упрочнению. При этом скорость взаимодействия карбонилов с песчано-стекольной смесью очень высокая и вновь образуемые продукты реакции способствуют быстрому удалению СО2 с поверхности во внутренний объем смеси или в камеру. При этом прочность формовочной смеси повышается на 10-15%
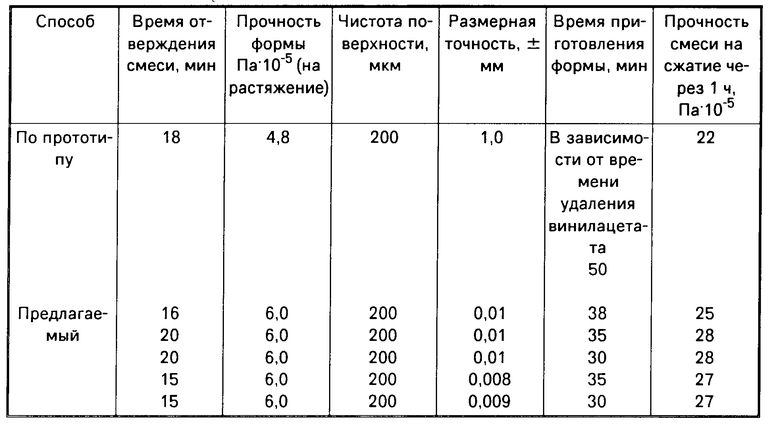
Повышение температуры смеси (нагpев ее до 60оС) увеличивает скорость испарения модели и отверждения формы в 2 раза. При процессе отверждения по прототипу в процессе гелеобразования участвует до 65% SiO2 (из-за сложности доступа углекислоты к объему смеси, недостаточной активности составляющих смеси). Данные по испытанию форм, приготовленных по предлагаемому способу и прототипу, приведены в таблице.
Из таблицы следует, что применение карбонилов с органическим растворителем обеспечивает более высокую размерную точность по сравнению с прототипом, время приготовления формы меньше в несколько раз, прочностные показатели форм несколько выше, до 30%
П р и м е р 1. Готовили 50 кг песчано-стекольной смеси состава: жидкое стекло (натриевое с модулем 2,6) 5% NaOH 1% песок кварцевый 1К02А, просеянный через сито с ячейками 0,1 мм в стандартных смесителях по типовой технологии. Смесь тщательно перемешивали.
В металлическом модельном ящике прессовали модель из снегообразной твердой двуокиси углерода под давлением, обеспечивая плотность 1,48 г/см3. После извлечения модели из ящика ее окунали в раствор карбонила Ni(CO)4 в толуоле при температуре 10оС (повышение температуры нежелательно) в течение 3 с и вынимали. На поверхности модели образовалась пленка раствора (модель имеет температуру -72оС). Модель устанавливали на постель из формовочной смеси, расположенную на модельной плите, накрывали опокой и заполняли песчано-стекольной смесью при 20оС. Формовку осуществляли встряхиванием в течение 13 с. После выравнивания верхнего слоя острым штырем делали наколы до модели. Модель конструкции "шкив" весом 0,5 кг (алюминий Ал-2). Опоку помещали с моделью в камеру с температурой 35оС. Через 30 мин опоку из камеры извлекали и заливали жидким металлом. Отливка имела чистую поверхность, без литейных дефектов. Колебания в размерах составляли ±0,05 мм. Время приготовления формы 38 мин (см. таблицу).
П р и м е р 2. Осуществление способа с применением Fe(CO)5 (пятикарбонила железа). Объем и состав песчано-стекольной смеси и способ формовки аналогичен примеру 1. Изготовленную прессованием модель из твердой двуокиси углерода плотностью 1,51 г/см3 извлекали из ящика и погружали в раствор состава: на 100 г эфира 6,3 г карбонила железа Fe(CO)5 при температуре +5оС на 5 с и извлекали. На поверхности модели образовалась пленка раствора (модель имела температуру на поверхности -72оС). Модель перед установкой на формовочную постель, расположенную на модельной плите, припудривали пылеобразной фракцией Al2O3 на переходных местах модели, что предохраняет пленку от механического разрушения в момент контакта с формовочной смесью. Формовку осуществляли встряхиванием в течение 15 с. После выравнивания верхнего слоя делали серию газовых наколов до контакта с моделью. Опоку с моделью помещали в камеру с температурой +25оС и создавали вентиляцию камеры теплым воздухом с расходом 0,1 л/мин. Через 20 мин опоку извлекали, модель уже испарилась и на заливочном участке заливали сталь 4Х3ВМФ при температуре 1670оС. Изготавливали деталь "вкладыш" для пресс-формы литья под давлением. Отливка имела чистую поверхность без литейных дефектов. Колебания в размерах ±0,03 мм, время приготовления формы 35 мин, масса отливки 1,72 кг.
П р и м е р 3. Покрытие модели из твердой двуокиси углерода осуществляли карбонилом кобальта Со(СО)4. Способы формовки, приготовление смеси, состав смеси аналогичны примерам 1,2. Плотность модели перед формовкой 1,49 г/см3. Смесь для окунания: толуол 90 г, 10 г СО(СО4), температура 10оС. Погружение модели на 5 с при слабой освещенности в затемненной камере. Дальнейшая технология получения формы и отливки идентична с примерами 1,2. Заливка шестеренки массой 1,37 кг из сплава Л96 при 1120оС. Технология изготовления формы обеспечила получение бездефектной детали: без раковин, плен и пригара. Колебание в размерах ±0,04 мм. Время получения формы 30 мин.
П р и м е р 4. Состав смеси, способ формовки и приготовление модели идентичны примерам 1, 2, 3. Погружение модели из твердой двуокиси углерода плотностью 1,46 г/см3 производили в темной камере в состав: толуол 95 г и 15 г пятиокиси рутения Ru(CO)5 на 2 с. После извлечения из раствора поверхность модели припудрили тонкоизмельченной окисью меди и заформовывали модель в песчано-стекольной смеси по примеру 1,2,3. Заформованную модель помещали в камеру, в которую подавали теплый воздух с притоком 0,1 л/мин. Через 15 мин опоку извлекали из камеры и подавали на заливку. Деталь в виде фланца массой 1,35 кг из сплава БрБ2 при 1220оС не имела внешних дефектов, поверхность чистая, без пригара. Колебания в размерах не отмечены. Время получения формы 25 мин.
П р и м е р 5. Способ осуществляли аналогично примерам 1, 2, 3, 4. Смесь для фиксации размеров модели от испарения наносили при неяркой освещенности методом выливания на не состава: толуол 80 г и 20 г пятиокиси осмия Оs(CO)5. На поверхности модели, имеющей плотность 1,49 г/см3 и температуру -70оС, образовалась защитная пленка. Состав хорошо растекался, образуя пленку при 0оС. Перед формовкой и внесением в помещение с более высокой температурой модель с покрытием припудривали дисперсным порошком окиси алюминия. Время отверждения смеси 15 мин. Деталь типа "маховик" весом 1,28 кг из сплава БрБ2, залитая в форму при 1240оС, не имела поверхностных дефектов, высокая размерная точность, колебания в размерах ±0,02 мм. Испарение модели после заформовки осуществлялось в камере при 40оС в течение 20 мин при наличии теплового потока, полное время приготовления формы 30 мин.
Приведенные эксперименты подтверждают, что предлагаемый способ обеспечивает повышение точности отливок, прочности формы, улучшение экологии производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Способ изготовления керамических литейных форм | 1980 |
|
SU944740A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| Способ получения форм вакуумной формовкой и устройство для его осуществления | 1981 |
|
SU982840A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Противопригарное покрытие литейных форм и стержней | 1990 |
|
SU1759520A1 |
| Способ изготовления отливок | 1979 |
|
SU821030A1 |
Изобретение относится к способу изготовления песчаных форм с моделями из сухого льда с покрытием. Сущность изобретения: на модель из сухого льда наносят покрытие, в качестве которого используют раствор в органическом растворителе карбонила металла, выбранного из группы, содержащей никель, железо, кобальт, рутений, осмий. Способ обеспечивает повышение точности отливок и прочности формы, а также улучшение экологии производства. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНЫХ ФОРМ, включающий установку в опоку модели из сухого льда с покрытием, формовку ее сыпучей смесью, отверждение, отличающийся тем, что в качестве покрытия используют раствор в органическом растворителе карбонила металла, выбранного из группы, содержащей никель, железо, кобальт, рутений, осмий.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
