Настоящее изобретение относится к инструменту для формования листа и к способу для изготовления волнистого листа. Волнистый лист, изготовленный с помощью этого инструмента, может быть использован в качестве слоя для структурированной насадки. Такая структурированная насадка может быть использована в качестве оборудования в массообменных аппаратах для улучшения массо- или теплообмена по меньшей мере между двумя текучими фазами, протекающими через массообменный аппарат. Текучие фазы могут содержать газовую фазу и жидкую фазу. Массообменный аппарат может быть сконфигурирован как массообменная колонна для осуществления типового процесса, содержащего массообмен, например, ректификационная колонна или абсорбционная колонна.
Пример такой структурированной насадки показан в документе WO 97/16247. Структурированная насадка по документу WO 97/16247 составлена из множества уплотнительных элементов, размещенных последовательно в разработанном направлении потока текучей среды. Структурированная насадка таким образом образует один из множества элементов насадки, расположенных друг над другом в колонне. Каждый элемент насадки включает в себя множество слоев насадки, которые сконфигурированы как гофрированные листы материала, расположенные обращенными друг к другу. Каждый из слоев насадки расположен с гофрами, проходящими наклонно по отношению к направлению потока текучей среды между противоположными концами листов. Средство для сокращения падения давления помещают в непрерывной фазе на каждом стыке между последовательными элементами насадки. Это средство для сокращения давления размещают на стыке или поблизости от стыка, при этом средство состоит из локализованного изменения в конфигурации гофра непосредственно рядом со стыком. По меньшей мере некоторые из волнистых листов каждого элемента насадки имеют по меньшей мере несколько гофров с углом гофра, продолжающимся к стыку. Слой насадки имеет концевую секцию гофра, оканчивающуюся в концевой секции гофра, по существу непрерывно закругляясь от конца гофра к оставшейся части гофра, так что угол гофра изменяется постепенно по меньшей мере поблизости от одного из стыков. Кроме того, углы гофра концов упирающихся в стык гофров являются параллельными, так что угол потока текучей среды, покидая заданный один из концов гофров одного листа входит в упирающийся волнистый лист соседнего элемента насадки под тем же самым углом. Угол гофра внутри тела элемента насадки на промежуточном участке является по существу постоянным, при этом постепенно изменяющийся угол гофра больше, чем постоянный.
Участок к каждому слою насадки, для которого применяется это локализованное изменение конфигурации, неожиданно привел к сокращенному падению давления по сравнению с другими предшествующими решениями.
Однако, введение первого и второго концевого участка требует более сложного процесса изготовления. Таким образом, изготовление слоя насадки в соответствии с WO 97/16247 требует поэтапного способа изготовления, содержащего множество этапов формования. Возможный способ изготовления раскрыт в US 6,461,559. Этот способ включает в себя первый этап выполнения формы волнистого шаблона на пленку типа полосы и по меньшей мере второй этап, при котором придается форма первому и второму концевому участку этого волнистого шаблона. Первый и второй концевые участки формируются с помощью роликов, которые наносят волнистый шаблон для каждого из концевых участков на предварительно выполненный волнистый лист. Шаблон волнистости содержит постепенное изменение угла гофра. По отношению к листу может быть размещено множество роликов в последовательном взаимном расположении, соответственно лист проходит по роликам с тем, чтобы ему была придана форма волнистого шаблона.
Согласно идеям документа US 6,641,559 необходимо таким образом предусмотреть инструмент для формования листа, чтобы сформировать волнистость основного участка, и роликовый инструмент для нанесения постепенно изменяющегося волнистого шаблона для первого и второго концевых участков.
Поэтому цель настоящего изобретения - предложить усовершенствованный инструмент для формования листа, который позволяет за единственный этап осуществить изготовление волнистого листа, имеющего основной участок, и по меньшей мере один концевой участок. Таким образом, целью изобретения является упрощение процесса изготовления.
В документе EP 1 231 051 В1 раскрыт штамповый инструмент, который позволяет применить операцию сгибания и обжатия на проходящей через него полосе металла.
Инструмент содержит два штампа, расположенные напротив друг друга. Каждый из штампов имеет форму по существу соответствующую форме слоя структурированной насадки. Слой насадки по ЕР 1 231 051 В1 представляет собой волнистый лист, как раскрыто в WO 97/16247.
При эксплуатации штампы штампового инструмента закрыты. За счет этого лист захватывается между штампами, при этом расстояние между штампами по существу соответствует толщине листа. Когда два штампа закрыты, сила давления действует на лист. Поэтому конструкция штампа накладывается на лист, чтобы придать ему форму волнистого листа. За счет того факта, что лист захвачен между штампами во время операции штамповки, лист подвергается высокому местному напряжению, в частности, на своих концевых участках. Это напряжение может приводить к частичной упругой деформации листа в каждом из концевых участков. Следовательно, после того как штампы были открыты, волнистая форма может быть подвергнута изменениям за счет ее частичного восстановления до исходной формы. Этот эффект ведет к гофрам меньшей высоты на концевых участках по сравнению с основным участком волнистого листа. Штамповый инструмент, как описано в EP 1,231,051 В1 создает лист структурированной насадки с изменяющейся высотой гофра. Этот инструмент целенаправленно обеспечивает высоту гофра, которая ниже на концевом участке.
Когда волнистые листы скрепляют для создания структурированной насадки, соседние волнистые листы соприкасаются друг с другом. Если высота гофра изменяется на концевом участке и на основном участке, соседние листы соприкасаются только на основном участке. Это имеет негативное влияние на устойчивость структурированной насадки, образованной множеством таких волнистых листов. В результате, выравнивание слоев структурированной насадки становится более трудным. Кроме того, ассиметрии могут быть результатом, вызванным смещением от заданного положения. Такие асимметрии могут приводить к плохому распределению текучих сред, проходящих по структурированной насадке во время эксплуатации, и поэтому снижают производительность массообменного аппарата.
Следовательно, целью изобретения является увеличение точности изготовления волнистого листа, имеющего основной участок и по меньшей мере один концевой участок с тем, чтобы обеспечить постоянную высоту волнистого листа. Высоту гофра волнистого листа определяют как стандартное расстояние между впадиной гофра и вершиной гофра. Обычно высота гофра находится в диапазоне от 5 (mm) мм до 50 (mm) мм.
Цель достигается с помощью инструмента формования листа для изготовления волнистого листа, имеющего нижний элемент инструмента и верхний элемент инструмента. Верхний элемент инструмента и нижний элемент инструмента имеют переднюю сторону и заднюю сторону. Лист размещают между нижним элементом инструмента и верхним элементом инструмента. Лист перемещается от передней стороны к задней стороне. Нижний элемент инструмента содержит первый базовый элемент и первый пальцеобразный элемент, выступающий из упомянутого первого базового элемента. Первый пальцеобразный элемент образует первый гребень для создания вершины гофра на листе. Верхний элемент инструмента содержит второй базовый элемент и второй пальцеобразный элемент, выступающий из упомянутого второго базового элемента, причем второй пальцеобразный элемент формирует второй гребень для создания впадины гофра в упомянутом листе. Первый гребень размещается напротив второго гребня, при этом первый гребень смещен от второго гребня с тем, чтобы допустить взаимодействие первого пальцеобразного элемента и второго пальцеобразного элемента в положении взаимодействия. Каждый из первого гребня и второго гребня содержит основной участок и концевой участок. Угол β между каждым из первого гребня и второго гребня на основном участке и соответствующей передней стороной по меньшей мере частично отличается от угла между каждым из первого гребня и второго гребня на концевом участке и соответствующей передней стороной. В положении взаимодействия между первым пальцеобразным элементом и соседним вторым пальцеобразным элементом обеспечивается пространство. Пространство измеряется на плоскости, на которой лист входит в инструмент придания формы. Пространство таким образом является открытым пространством. Это открытое пространство имеется между основным участком, а также концевым участком, когда верхний и нижний элементы инструмента находятся в своем положении взаимодействия. Лист соответственно соприкасается с верхним и нижним элементом инструмента только на гребнях пальцеобразных элементов, формующих его верхние участки, соответственно гребешки. Между гребнем первого пальцеобразного элемента и гребнем второго пальцеобразного элемента, лист не соприкасается ни с каким пальцеобразным элементом, но может свободно формоваться в пространстве между двумя соседними верхними участками.
Слой насадки, изготовленный с помощью инструмента придания формы, является таким образом волнистым листом. Гофры образуют угол δ наклона с осью массообменного аппарата. Этот угол δ наклона такого гофра находится обычно между 10° и 70°. Волнистый лист имеет основную секцию и концевую секцию. И основная секция, и концевая секция располагают одним гофром или в большинстве случаев множеством гофров. Угол наклона гофра концевой секции отличается от угла δ наклона основной секции. В одном варианте осуществления настоящего изобретения могут быть выполнены первая и вторая концевая секции. Основная секция может быть размещена между первой концевой секцией и второй концевой секцией. Угол наклона гофра первой и второй концевой секции может постепенно изменяться, тогда как угол δ наклона гофр в основной секции может быть постоянным. Постепенное изменение угла в первой и второй концевой секции приводит к уменьшению угла, который гофр образует с основным направлением потока текучей среды, которое обычно соответствует основной оси массообменного аппарата. На краю листа угол может быть сокращен до 0°. В этом случае гофр ориентирован параллельно оси массообменного аппарата.
Лист может быть, в частности, тонкостенным металлическим листом или тканью. В положении взаимодействия гофр выполняют на листе путем деформации листа за счет взаимодействия первого и второго гребней. Лист сгибают поверх первого и второго гребней. Посредством этого листу придают волнообразную конструкцию. Каждый из гребней образует верхний участок пальцеобразного элемента. Пальцеобразный элемент имеет меньшую толщину, чем базовый элемент. Переход от толщины от базового элемента к пальцеобразному элементу предполагает этап. Пальцеобразный элемент имеет первую сторону и вторую сторону. Первая сторона ориентирована по направлению к переднему концу инструмента. Вторая сторона ориентирована по направлению к заднему концу инструмента. Передний конец инструмента принимает лист, который подлежит гофрированию. Волнистый лист покидает инструмент на заднем конце. Первая сторона может продолжаться по меньшей мере частично в плоскости, которая параллельна плоскости, на которой лежит вторая сторона.
Пространство, выполненное между первым и вторым пальцеобразным элементом, больше, чем толщина волнистого листа. Предпочтительно, пространство превышает толщину волнистого листа больше чем в два раза. Волнистый лист в целом имеет толщину меньше чем 2 (mm) мм, предпочтительно, 1 (mm) мм или меньше. В особенно предпочтительном варианте осуществления настоящего изобретения толщина волнистого листа находится в диапазоне от 0,1 до и включая 0,2(mm) мм. Пространство составляет больше, чем 2 (mm) мм, в частности, больше, чем 3 мм, особенно предпочтительно больше, чем 4 (mm) мм.
Лист в своем самом простом варианте может быть изготовлен из стали. В зависимости от химического состава текучих сред, протекающих по волнистому листу при работе в массообменном аппарате, лист может быть также изготовлен из титана, алюминия, меди или их сплавов, или быть покрытым покрытием, таким как керамическое покрытие. Лист может содержать сетку, в частности, содержать металлическую проволочную сетку. Композитная сетка может быть нанесена в качестве альтернативы, такая как композитная сетка, содержащая металлические проволоки или проволоки из неметаллического материала. Для неметаллического материала может быть использован любой тип материала на основе углерода. Согласно альтернативному варианту осуществления настоящего изобретения может быть использовано стекло или базальт. Таким образом, в частности, могут быть применены органические композиции, такие как полимеры. Такие полимеры могут содержать полиэфиры, как применяемые для текстильных материалов, силиконы, полиэтилен, полипропилен, полиэфирэфиркетон, политерефталат, поликарбонат, полиактид, только для того, чтобы привести несколько примеров.
Форма первого и второго гребня является одной и той же. Однако, за счет того факта что второй гребень расположен в инструменте напротив первого гребня, второй гребень находится в зеркальном симметричном расположении, при этом второй гребень сдвинут на половину расстояния между двумя соседними первыми гребнями. В одном варианте осуществления настоящего изобретения может быть предусмотрено множество первых гребней и/или множество вторых гребней, соответственно, множество по меньшей мере одного из первых и вторых гребней.
Каждый из первого и второго гребня может иметь первый концевой участок и второй концевой участок. Первый и второй концевые участки продолжаются от основного участка. Угол между передней стороной и первым гребнем или вторым гребнем может изменяться постепенно по меньшей мере в одном из первого и второго концевых участков. В частности, угол между передней стороной и первым гребнем или вторым гребнем может быть постоянным на основном участке. Таким образом, угол первого или второго концевого участка поблизости от основного участка соответствует углу основного участка, тогда как угол на краю первого или второго концевого участка между передней стороной и первым и вторым гребнями может уменьшаться до 0°. За счет этого, угол гофра на краю листа рядом с концевым участком близок к 90° или даже может достигать 90° относительно бокового края листа. Первая и/или вторая боковая сторона листа параллельна направлению продвижения листа вперед через инструмент формования листа. Если лист используется в качестве слоя для структурированной насадки, которая подлежит размещению в массообменном аппарате, гофр на первой и/или второй боковой стороне листа проходит параллельно основной оси колонны, в большинстве случаев соответственно в вертикальном направлении.
Первый или второй гребень могут иметь закругленный верхний участок. За счет этого напряжение местного изгиба на верхнем участке может быть лучше распределено, чем в случае, когда верхний участок выполнен как острая вершина. Если закругленный верхний участок предусмотрен по меньшей мере в первом и втором концевых участках, лист может быть равномерно подогнан вокруг верхнего участка, принимая таким образом точную форму верхнего участка. В одном варианте осуществления настоящего изобретения закругленный верхний участок на концевом участке имеет радиус кривизны, который больше, чем радиус кривизны основного участка. Ступенчатое или непрерывное изменение радиуса кривизны приводит к профилю, который является особенно предпочтительным за счет того факта, что комбинированные напряжения, прикладываемые к листу при сгибании для получения гофра, и изгиб для получения постепенного изменения угла гофра, могут быть распределены лучше. Таким образом, переход от гофра постоянного угла на основном участке к гофру изменяемого угла на концевом участке или концевых участках является плавным. Посредством этого получают постоянную высоту гофра. Если такой гофр должен быть применен в качестве слоя для структурированной насадки, такой слой соприкасается с соседним слоем по всей поверхности слоя вдоль гребешков гофр. При использовании слои структурированной насадки соприкасаются с каждым из соседних слоев по всей поверхности волнистого листа. Массообмен для такой структурированной насадки может быть осуществлен при контролируемых условиях. Можно избежать любого неравномерного распределения любой из текучих сред, проходящих по поверхностям волнистых листов, образующих слои структурированной насадки.
В одном варианте осуществления настоящего изобретения радиус кривизны закругленного верхнего участка непрерывно уменьшается от концевого участка к основному участку первого или второго гребня.
Первый или второй гребень имеет прямой участок, соединяющий закругленный верхний участок с базовым элементом.
Прямой участок имеет толщину, которая меньше, чем толщина базового элемента. Предусмотрено расстояние между первым пальцеобразным элементом и вторым пальцеобразным элементом в их положении взаимодействия. Высота первого пальцеобразного элемента и второго пальцеобразного элемента остается по существу постоянной по всей основной секции, а также первой и второй концевым секциям. Высота основной секции, а также первой и второй концевых секций пальцеобразного элемента отличается не более чем на 1%.
Способ изготовления волнистого листа включает в себя этап, на котором лист продвигают в инструмент формования листа согласно любому из предшествующих вариантов осуществления настоящего изобретения. Затем инструмент формования листа закрывают путем перемещения первого пальцеобразного элемента по направлению ко второму пальцеобразному элементу в положение взаимодействия. Посредством этого лист сгибают на первом гребне и втором гребне соответствующего первого пальцеобразного элемента и второго пальцеобразного элемента. Затем инструмент формования листа открывают путем перемещения первого пальцеобразного элемента от второго пальцеобразного элемента, и волнистый лист выгружают из инструмента формования листа. Потом лист продвигают снова и этапы способа, как отмечено выше, повторяют. Каждый из первого гребня и второго гребня инструмента формования листа содержит основной участок и концевой участок, при этом угол β между каждым из первого гребня и второго гребня на основном участке и соответствующей передней стороной по меньшей мере частично отличается от угла между каждым из первого гребня и второго гребня на концевом участке и соответствующей передней стороной. Между первым пальцеобразным элементом и соседним вторым пальцеобразным элементом в положении взаимодействия предусмотрено пространство.
Волнистый лист согласно одному варианту осуществления настоящего изобретения содержит основную секцию, а также первую концевую секцию и вторую концевую секцию, при этом первая и вторая концевые секции выполнены вместе с основной секцией с помощью первого и второго гребней, которые помещены в положение взаимодействия.
Первый и второй концевые участки пальцеобразных элементов инструмента формования листа составляют только малый участок высоты листа, соответственно, расстояние между первой боковой стороной и второй боковой стороной листа или волнистого листа. Согласно одному варианту осуществления настоящего изобретения основной участок составляет по меньшей мере 40% высоты, предпочтительно, по меньшей мере 60% высоты листа. Или, другими словами, согласно этому варианту осуществления настоящего изобретения основная секция составляет по меньшей мере 40% высоты, предпочтительно, по меньшей мере 60% высоты волнистого листа 100.
Высота гофра на основной секции, изготовленной этим способом, отличается от высоты гофра на концевой секции не более, чем на 5%, предпочтительно, не более чем на 3%, особенно предпочтительно, не более чем на 1%, главным образом не более чем на 0,1%, что является неожиданным, поскольку одноэтапный способ изготовления, в котором применяется инструмент формования листа, дает меньше возможностей для контроля, чем способ по предшествующему уровню техники. Способ по предшествующему уровню техники требует штампования гофра основной секции с помощью штампового инструмента на всем листе и на последующем отдельном этапе выполнения модифицированной структуры первой и второй концевых секций. Во время этого последующего этапа волнистый лист подвергают воздействию роликов, которые модифицируют гофр путем изгибания листа до такой степени, что гофр ориентируется по существу под прямым углом к каждой из боковых сторон листа.
Далее изобретение будет объяснено более подробно со ссылкой на чертежи, приведенных в качестве примеров вариантов осуществления настоящего изобретения:
на Фиг.1 показан вид в перспективе нижней части инструмента,
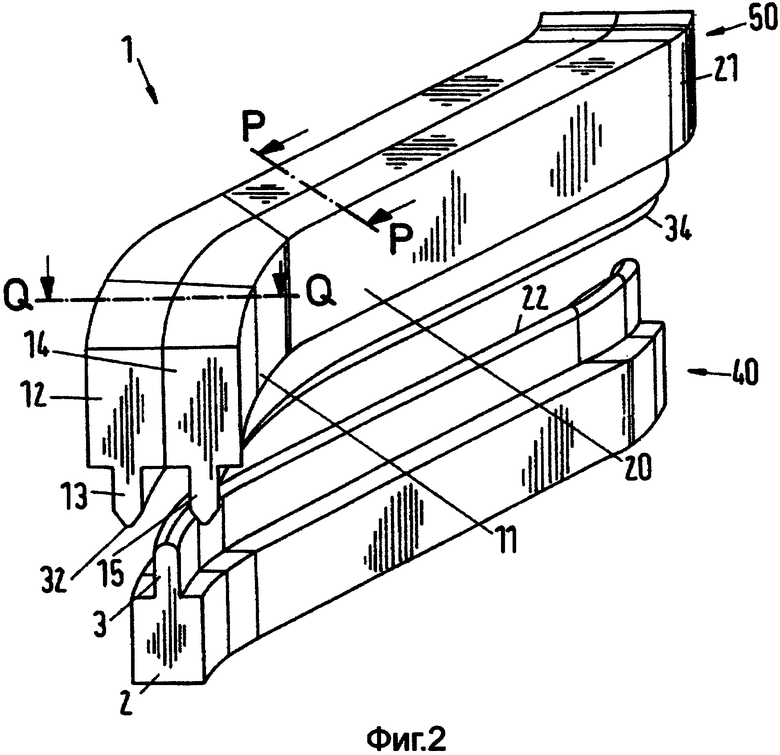
на Фиг.2 показана нижняя часть и верхняя часть инструмента в открытом положении,
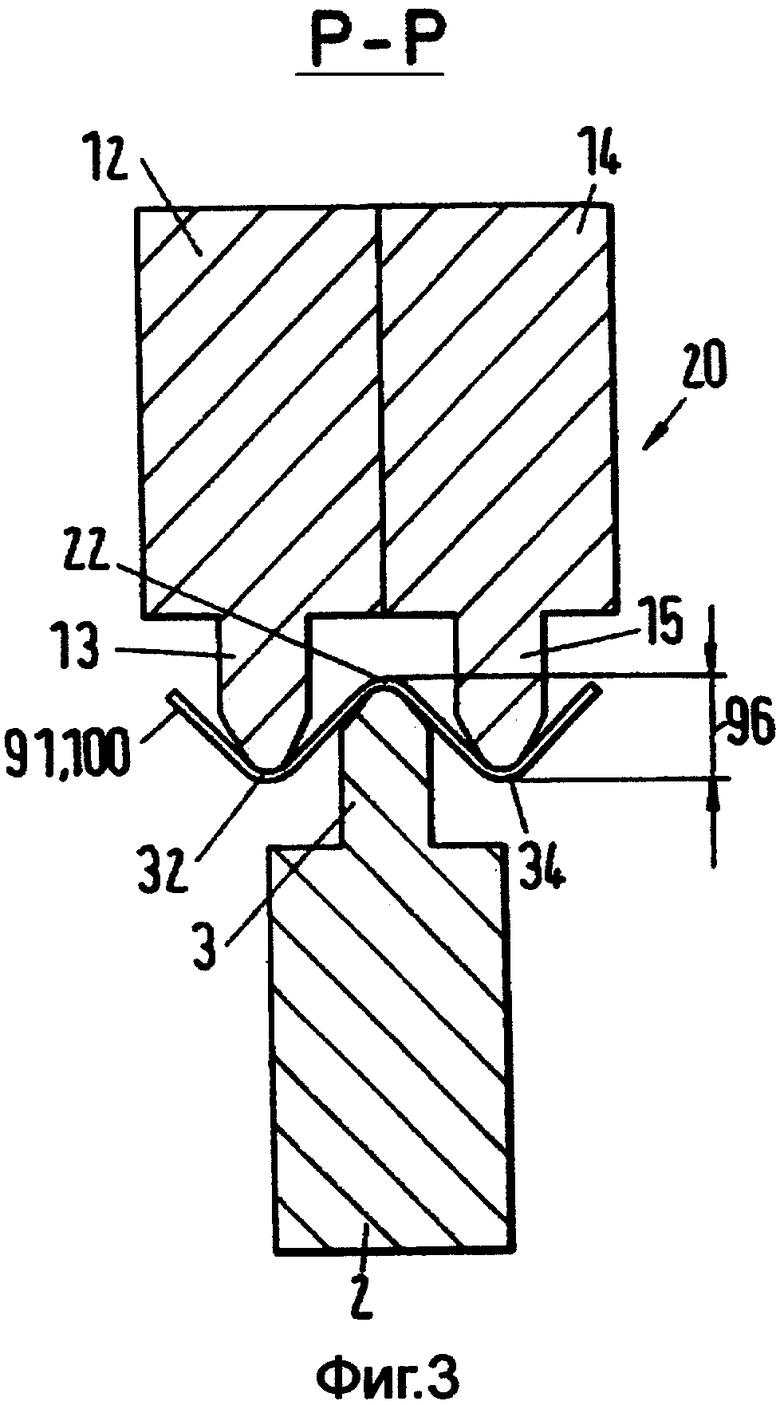
на Фиг.3 показан разрез по линии P-P на Фиг.2,
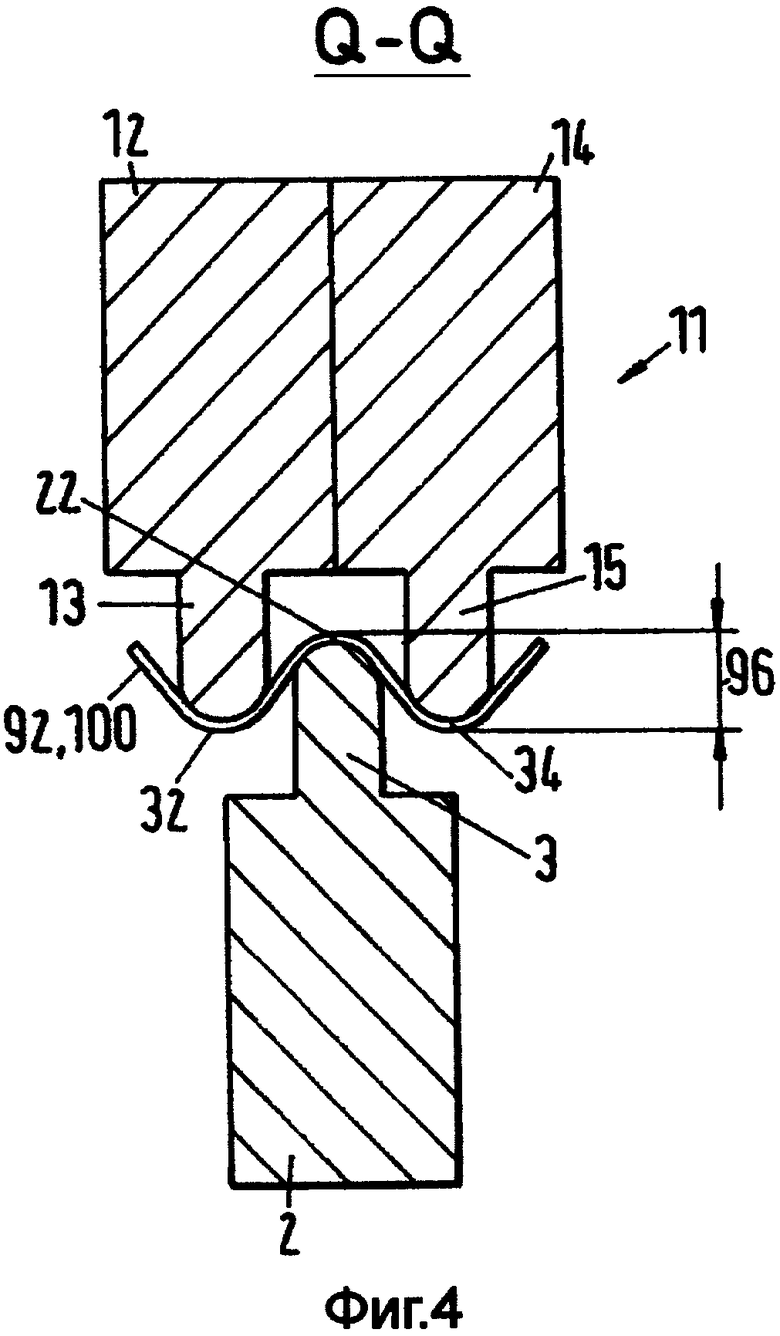
на Фиг.4 показан разрез по линии Q-Q на Фиг.2,
на Фиг.5а показан лист,
на Фиг.5b показан вид на нижнюю часть инструмента,
на Фиг.5с показан волнистый лист,
на Фиг.6 показан вид на верхнюю часть инструмента,
на Фиг.7 показан массообменный аппарат и структурированная насадка, размещенная в нем,
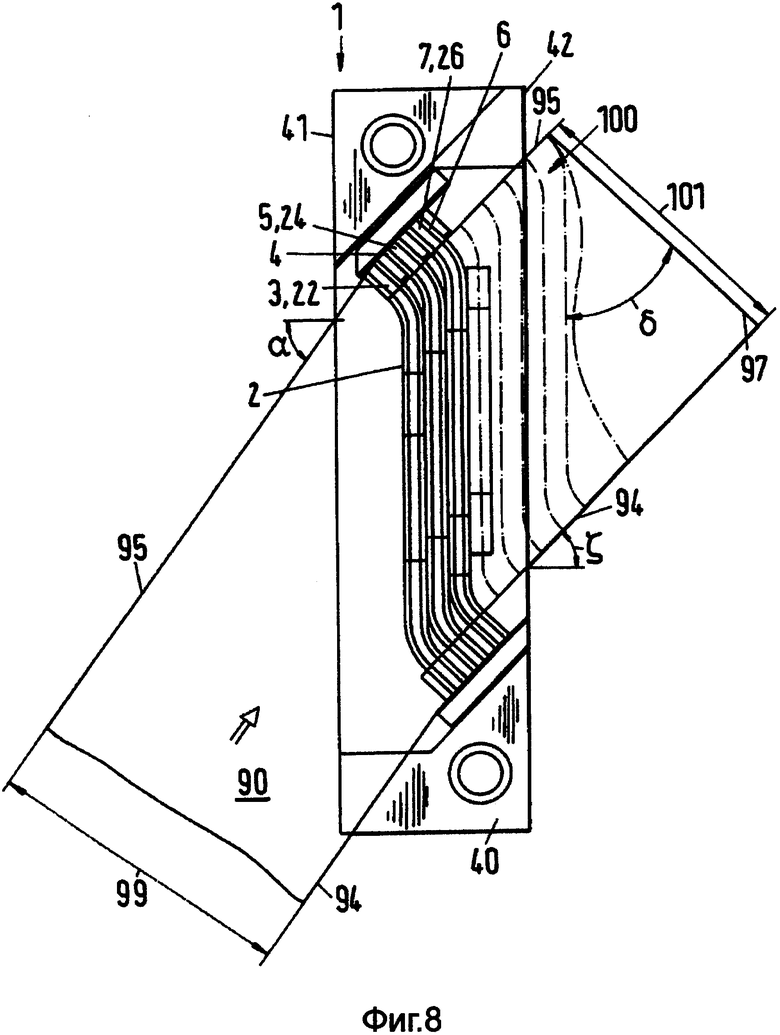
на Фиг.8 показан вид на нижнюю часть инструмента по Фиг.1,
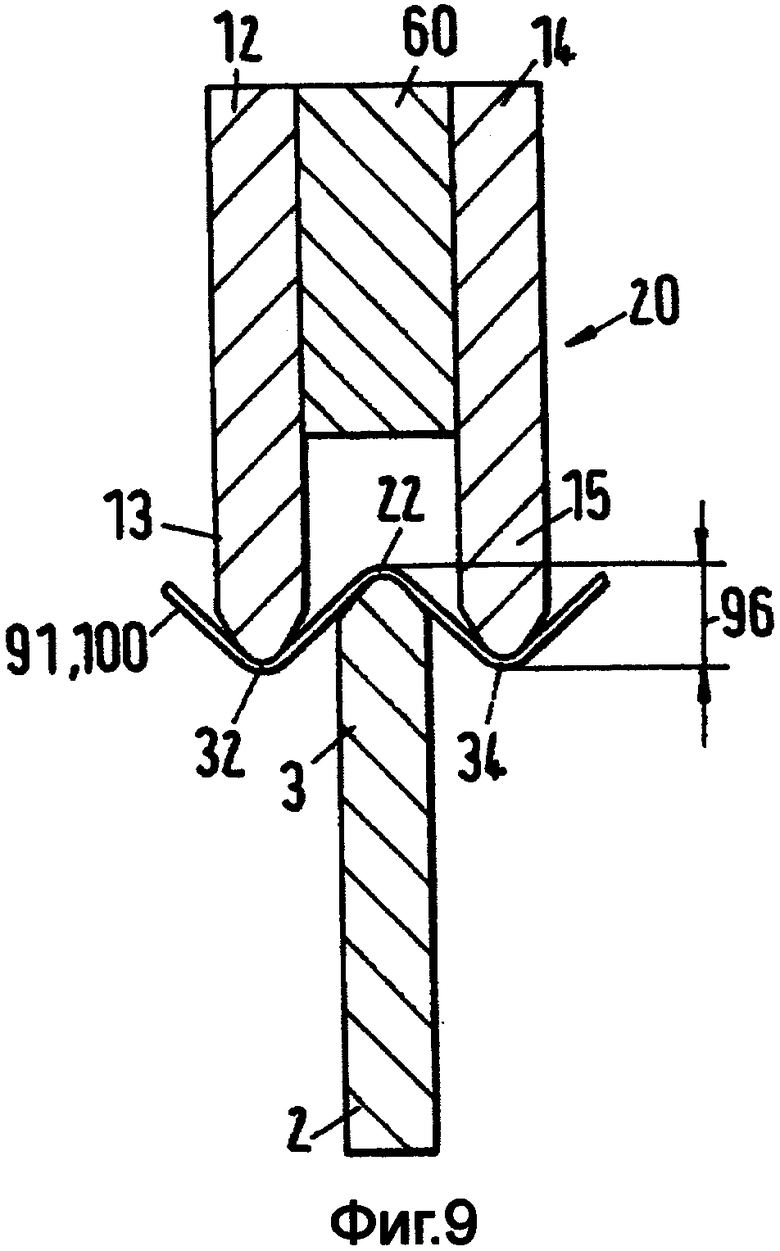
на Фиг.9 показан разрез нижней части и верхней части инструмента согласно второму варианту осуществления настоящего изобретения,
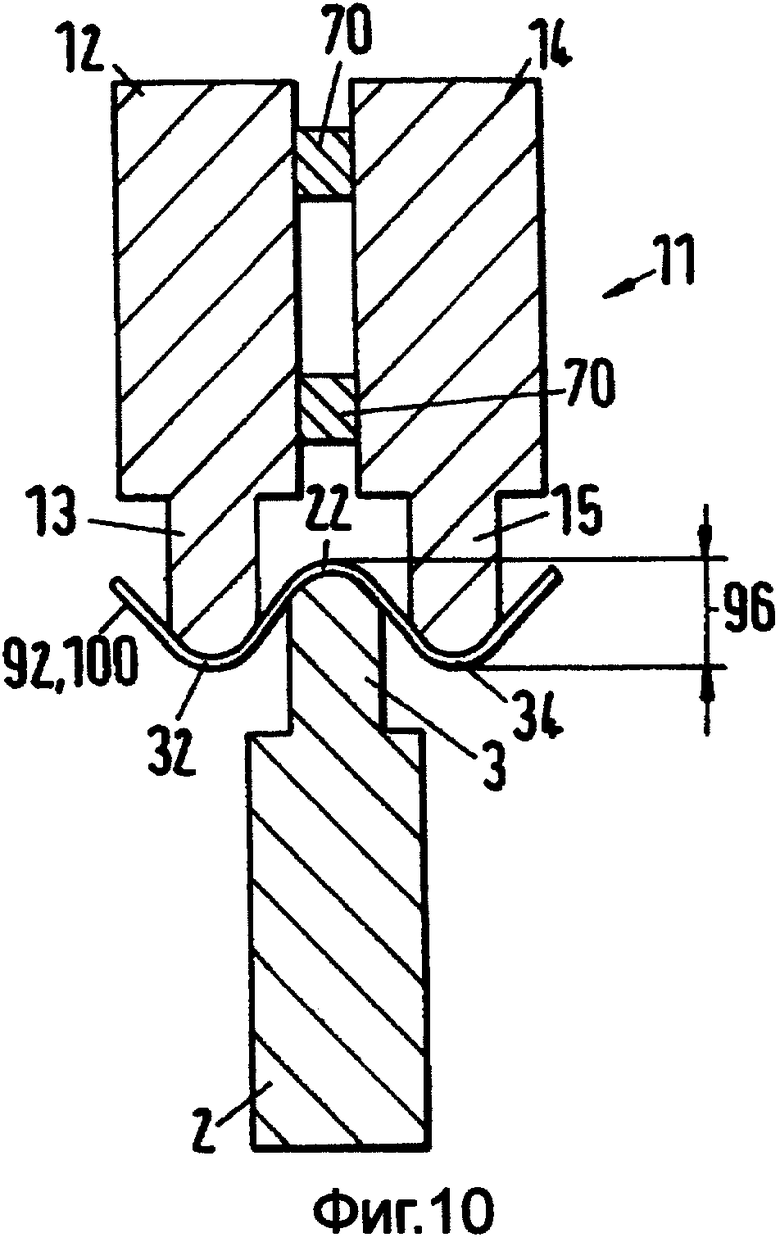
на Фиг.10 показан разрез нижней части и верхней части инструмента согласно третьему варианту осуществления настоящего изобретения.
Инструмент формования листа согласно Фиг.1 показан на виде в перспективе, причем его верхняя часть опущена в целях простоты, и чтобы было возможно показать обычно спрятанные элементы инструмента. Нижний элемент 40 инструмента имеет множество первых базовых элементов 2, 4, 6, 8 и первых пальцеобразных элементов 3, 5, 7, 9, а также опорную конструкцию 10. Каждый из первых базовых элементов и первых пальцеобразных элементов является цельной деталью. Первые базовые элементы и первые пальцеобразные элементы размещены по существу в параллельном расположении. Они опираются на опорную конструкцию 10. Кроме того, выполнено множество третьих пальцеобразных элементов 17, 19, которые соединены с третьими базовыми элементами 16, 18. Третьи пальцеобразные элементы 17, 19 могут быть выполнены с возможностью формования более точным образом гофр основной секции, но никоим образом не являются обязательными.
Первые пальцеобразный элементы 3, 5, 7, 9 образуют первые гребни 22, 24, 26, 28 для создания вершины гофра на листе 90, который помещают на первые гребни, когда инструмент формования листа находится в работе. Это показано на Фиг.3, Фиг.4 и на Фиг.8.
В варианте осуществления настоящего изобретения согласно Фиг.1 или Фиг.8, лист 90 подают в инструмент придания формы под углом α к передней стороне основного участка 20. Лист 90 в целом имеет прямоугольную форму и имеет передний край 97, первую боковую сторону 94 и вторую боковую сторону 95. Лист обычно образует часть бесконечной ленты. Лист 90 превращается с помощью инструмента придания формы в волнистый (гофрированный) лист 100. Волнистый лист 100 разрезают до требуемой ширины, и в результате он имеет задний край 98 в дополнение в переднему краю 97. Самое короткое расстояние между передним краем 97 и задним краем 98 является шириной слоя насадки. Расстояние измеряют на плоскости, которая расположена на половине расстояния между вершинами гофр и впадинами гофр. Расстояние между первой боковой стороной 94 и второй боковой стороной 95 обычно называют высотой слоя насадки. Расстояние между вершиной гофра и соседней впадиной гофра является высотой гофра 96.
Слой насадки, выполненный с помощью инструмента 1 придания формы, является таким образом волнистым листом 100. Гофр образует угол δ наклона гофра с основной осью массообменного аппарата, как показано на Фиг.7. Для слоя насадки согласно Фиг.1 или Фиг.8 касательная к кривой, образующей гребень на краю насадки на первой боковой стороне 94 или второй боковой стороне 95, является по существу параллельной основной оси массообменного аппарата. Угол δ гофра, представляющий собой наклон такого гофра, находится обычно между 10° и 70°. Волнистый лист 100 имеет основную секцию 91 и первую концевую секцию 92, а также вторую концевую секцию 93. И основная секция 91, а также первая и вторая концевые секции 92, 93 располагают множеством гофр. Угол наклона гофра и первой, и второй концевых секций 92, 93 отличается от угла δ наклона основной секции 91. Основная секция 91 расположена между первой концевой секцией 92 и второй концевой секцией 93. Угол наклона гофра первой и второй концевых секций 92, 93 изменяется постепенно, тогда как угол δ наклона гофра в основной секции 91 является по существу постоянным. Постепенное изменение угла в первой и второй концевых секциях 92, 93 приводит к уменьшению угла, который гофр образует с осью листа насадки параллельной основному направлению потока текучей среды, которое обычно соответствует в направлении, но не обязательно в месте, основной оси массообменного аппарата по фигуре 7, поскольку структурированная насадка может быть составлена из множества брусков, которые размещают рядом друг другом в массообменном аппарате. Основная ось массообменного аппарата является нормалью к первой боковой стороне 94 и второй боковой стороне 95 волнистого листа 100. На первой боковой стороне 94 листа или на второй боковой стороне 95 листа угол может быть сокращен до 0°. В этом случае гофр ориентирован параллельно оси массообменного аппарата на первой боковой стороне 94 и второй боковой стороне 95.
На Фиг.2 показан и верхний элемент 50 инструмента, и нижний элемент 40 инструмента в открытом положении. Верхний элемент 50 инструмента имеет два вторых базовых элемента 12, 14 и два вторых пальцеобразных элемента 13, 15, выступающих из упомянутого второго базового элемента 12, 14. Вторые пальцеобразные элементы 13, 15 образуют второй гребень 32, 34 для создания впадины гофра на листе, который не показан на этой Фиг.2. Первый гребень 22 располагается напротив вторых гребней 32, 34, при этом первый гребень смещен от вторых гребней 32, 34 с тем, чтобы предусмотреть взаимодействие первого пальцеобразного элемента 3 и второго пальцеобразного элемента 13, 15 в положении взаимодействия. Каждый из первого гребня 22 и второго гребня 32, 34 содержит основной участок 20, первый концевой участок 11 и второй концевой участок 21.
Согласно этому варианту осуществления настоящего изобретения основной участок 20 составляет по меньшей мере 60% высоты, предпочтительно, по меньшей мере 75% высоты. Или, другими словами, согласно этому варианту осуществления настоящего изобретения основная секция 91 составляет по меньшей мере 60% высоты, предпочтительно, по меньшей мере 75% высоты волнистого листа 100.
На Фиг.3 показан разрез по линии P-P на Фиг.2. Разрез P-P расположен внутри основного участка 20. Первый гребень 22 показан в положении взаимодействия со вторыми гребнями 32, 34. Основной секции 91 волнистого листа 100 придается форма в положении взаимодействия.
Закругленный верхний участок сопровождается прямым участком, соединяющим закругленный верхний участок с базовым элементом. Первый гребень имеет вершину, а также первый и второй бок, продолжающиеся от упомянутой вершины и образующие кончик упомянутого первого пальцеобразного элемента 3. За кончиком упомянутого первого пальцеобразного элемента 3 следует тело, которое предпочтительно имеет форму прямого участка. Это означает, что первый и второй бока расположены параллельно друг другу. Прямой участок имеет толщину, которая меньше, чем толщина базового элемента.
Вторые пальцеобразные элементы 13, 15 имеют такую же структуру, что и первый пальцеобразный элемент 3. Расстояние между противоположными боками соседних вторых пальцеобразных элементов больше, чем толщина прямого участка первого пальцеобразного элемента. Соответственно, первый пальцеобразный элемент может выступать в пространство, предусмотренное между противоположными боками соседних вторых пальцеобразных элементов. Глубина выступа соответствует по существу положению взаимодействия и приблизительно эквивалента высоте гофра 96. Это равно высоте гофра минус две толщины листа. Однако это соответствует в какой-то степени, то есть зависит, от высоты гофра или является функцией высоты гофра. Это означает, что между вершинами первого гребня 22 и вторых гребней 32, 34, гофр может свободно принимать свою форму.
Вторые базовые элементы 12, 14 имеют толщину, которая больше, чем толщина соответствующих вторых пальцеобразных элементов 13, 15. Если вторые базовые элементы 12, 14 находятся в соприкасающемся взаимно расположении вдоль их общего бока, их толщина в два раза больше толщины первого пальцеобразного элемента 3. Согласно варианту осуществления настоящего изобретения по Фиг.3 первый пальцеобразный элемент 3 и вторые пальцеобразные элементы 13, 15 имеют одинаковую толщину. Первый базовый элемент 2 и вторые базовые элементы 12, 14 также имеют одинаковую толщину.
Согласно одному варианту осуществления настоящего изобретения расстояние между пальцеобразными элементами может быть изменяемым. В качестве другой альтернативы, расстояние между соседними пальцеобразными элементами получают с помощью промежуточных элементов, как показано, например, на Фиг.9 и Фиг.10.
На Фиг.4 показан разрез по Q-Q на Фиг.2. Разрез Q-Q расположен внутри первого или второго концевого участка 11, 21 первого гребня 22, которые показаны в положении взаимодействия со вторыми гребнями 32, 34. На Фиг.4 первой концевой секции 92 волнистого листа 100 придают форму в положении взаимодействия первого гребня 22 со вторыми гребнями 32, 34. Размещение базовых элементов и пальцеобразных элементов соответствует размещению, как описано в связи с Фиг.3. Однако первый пальцеобразный элемент 3 и второй пальцеобразные элементы имеют закругленный верхний участок.
Соответственно, вершина первого гребня 22 и вторых гребней 21, 23 имеет больший радиус кривизны, чем вершины согласно Фиг.3. Таким образом, закругленный верхний участок и на первом, и втором концевых участках 11, 21 может иметь радиус кривизны, который больше, чем радиус кривизны основного участка 20. Переход от формы верхнего участка, как показано, например, на Фиг.3, и верхний участок, как показано, например, на Фиг.4, могут изменяться постепенно. В альтернативном варианте переход может быть ступенчатым. На Фиг.2 и первый, и второй концевые участки 11, 21 подразделены на две подсекции. Радиус кривизны верхнего участка на самых крайних подсекциях по Фиг.2 больше, чем радиус кривизны верхнего участка на самых внутренних подсекциях первого и второго концевых участков 11, 21. Радиус кривизны верхнего участка в самых внутренних подсекциях первого и второго концевых участков 11, 21 больше, чем радиус кривизны верхнего участка основного участка 20.
На Фиг.5а показан вид участка листа 90. Лист 90 имеет передний край 97 и первую боковую сторону 94, а также вторую боковую сторону 95. Первая боковая сторона 94 и вторая боковая сторона 95 располагаются под углом 90° к переднему краю 97. Лист также имеет задний край, который не показан. Лист может быть полосой, которая может подаваться с ролика, также непоказанного.
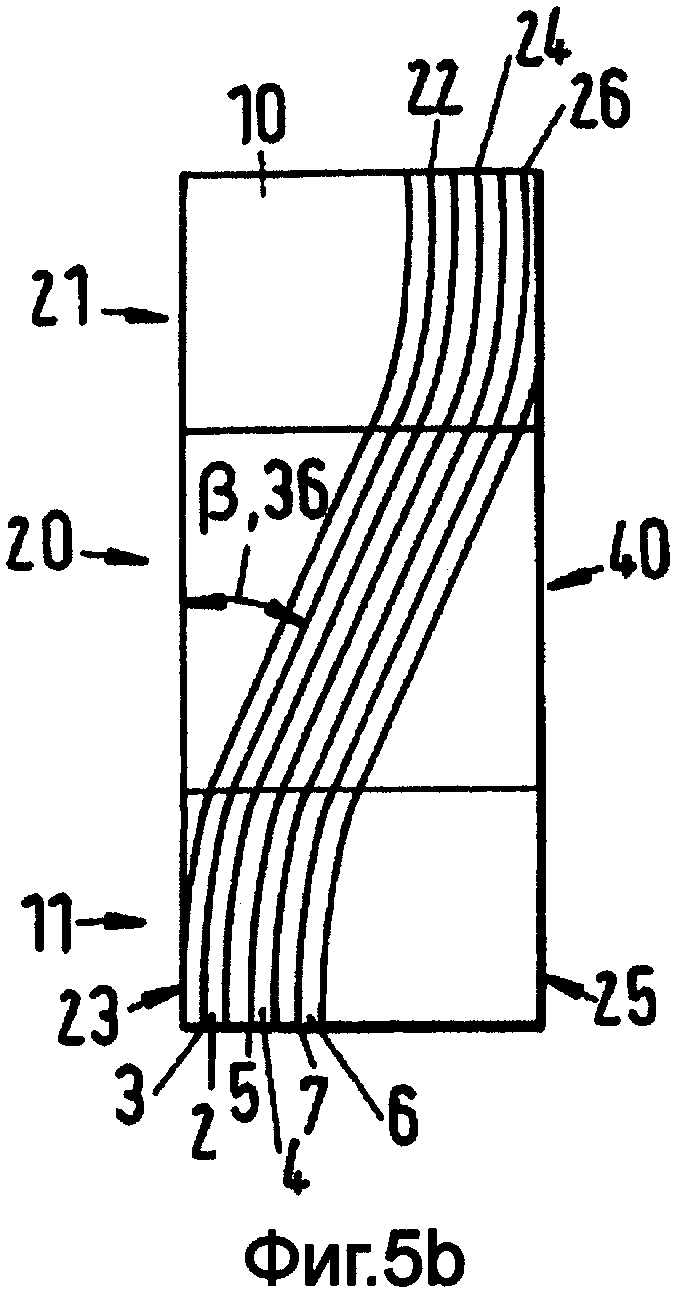
На Фиг.5b показан вид нижней части инструмента согласно дополнительному варианту осуществления настоящего изобретения. Нижний элемент инструмента имеет опорную структуру 10, имеющую переднюю сторону 23 и заднюю сторону 25, а также первые пальцеобразные элементы 3, 5, 7 и первые базовые элементы 2, 4, 6. Первые пальцеобразные элементы 3, 5, 7 представлены одиночной линией. Эти пальцеобразные элементы могут быть одинаковой формы, как и пальцеобразные элементы 3, показанные на Фиг.3 или Фиг.4. Каждый из гребней, пальцеобразных элементов и базовых элементов верхнего и нижнего элемента инструмента образуют основной участок 20, первый концевой участок 11 и второй концевой участок 21.
Угол β 36 между каждым из первых гребней 22, 24, 26 или вторых гребней 32, 34 на основном участке 20 и соответствующей передней стороной 23, 33 по меньшей мере частично отличается от угла между каждым из первых гребней 22, 24, 26, или вторых гребней 32, 34 на первом и втором концевых участках 11, 21 и соответствующей передней стороной 23, 33, при этом предусмотрено пространство между первыми пальцеобразными элементами 3, 5, 7, 9 и соответствующими соседними вторыми пальцеобразными элементами 13, 15 в положении взаимодействия.
Угол между передним краем 97 листа 90 и основным участком 20 в плоскости, содержащей первые гребни 22, 24, 26, 28 первых пальцеобразных элементов 3, 5, 7, 9, составляет согласно этому варианту осуществления настоящего изобретения 0°. Этот вариант осуществления настоящего изобретения может быть, в частности, предпочтительным, если первый и второй концевые участки 11, 21 составляют значительный участок высоты листа, соответственно расстояние между первой боковой стороной 94 и второй боковой стороной 95. Согласно этому варианту осуществления настоящего изобретения основной участок 20 составляет самое большое 60% высоты волнистого листа, предпочтительно, самое большое 50% высоты волнистого листа, особенно предпочтительно, самое большое 30% высоты волнистого листа.
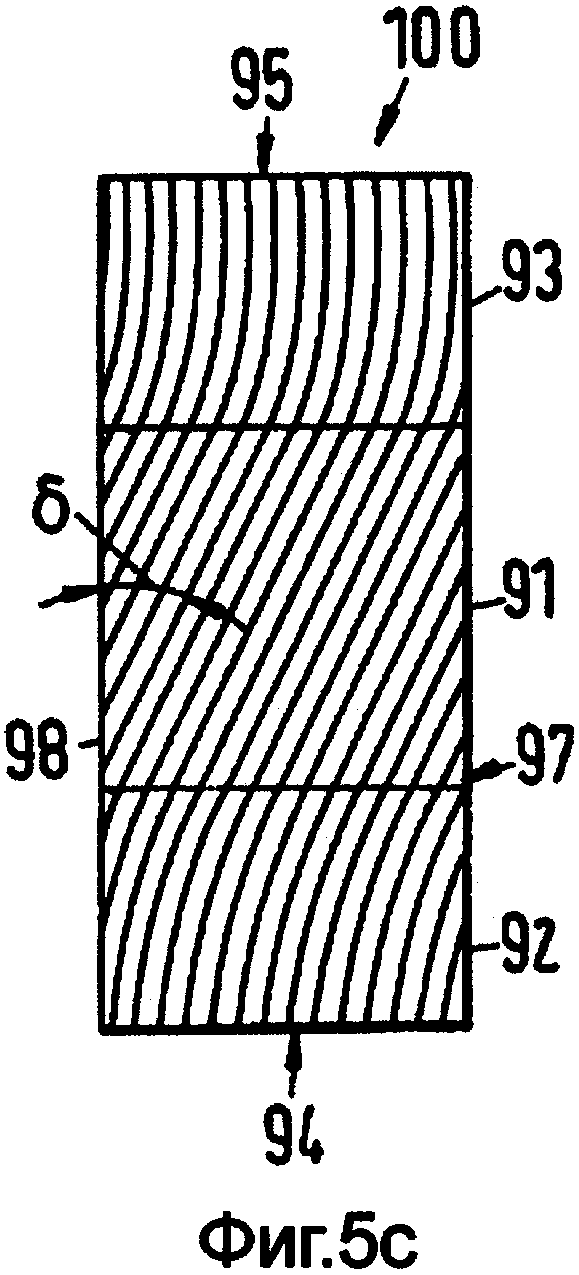
На Фиг.5с показан волнистый лист 100. Волнистый лист 100 имеет передний край 97 и первую боковую сторону 94, а также вторую боковую сторону 95. Первая боковая сторона 94 и вторая боковая сторона 95 располагаются под углом 90° к переднему краю 97. Лист также имеет задний край 98. Этот задний край 98 получают путем обрезания волнистого листа 100 до требуемой ширины. Режущий инструмент для этой цели раскрыт в US 6,500,048.
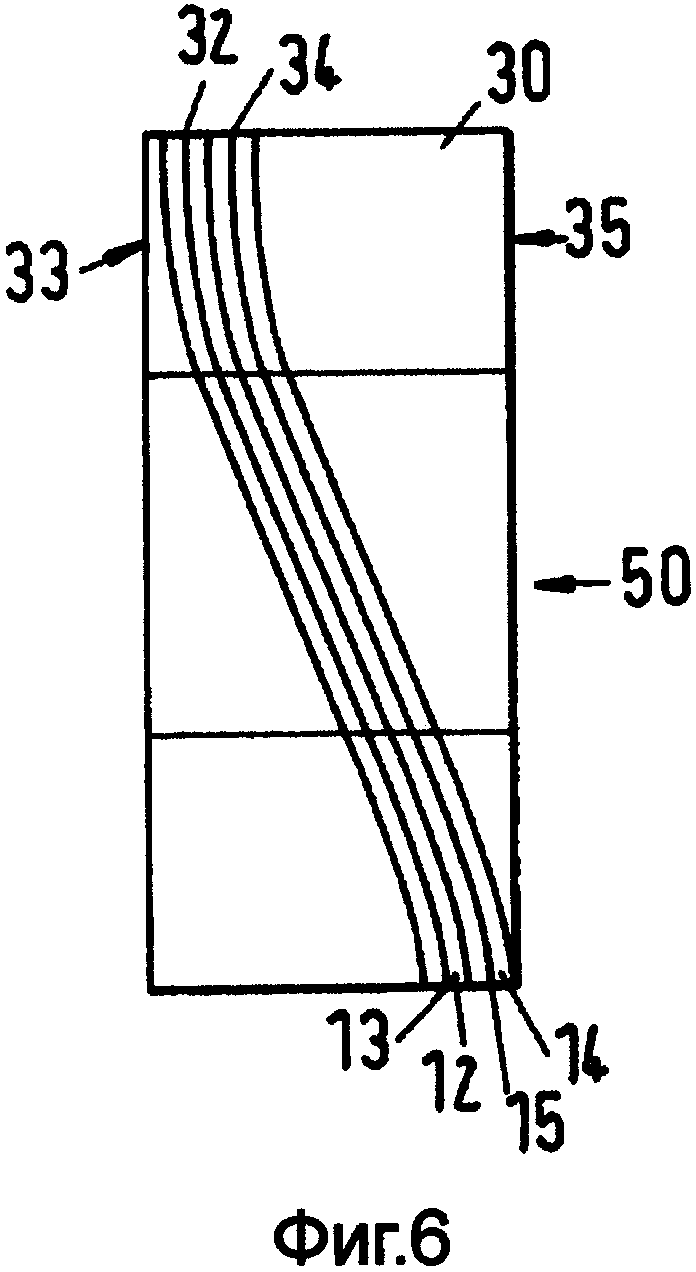
На Фиг.6 показан вид верхней части инструмента для получения волнистого листа, как показано на Фиг.5с. Фиг.6 дана в перевернутом представлении. При повороте вниз на расположении с выполнением верхней части инструмента для придания формы в положении по Фиг.2, его наружная сторона будет видна сверху. Верхний элемент 50 инструмента содержит вторые гребни 32, 34, которые образованы с помощью вторых пальцеобразных элементов 13, 15, которые соединяются со вторыми базовыми элементами 12, 14. Вторые пальцеобразные элементы 13, 14 представлены только как линии по причине упрощения, но они имеют толщину, как показано на Фиг.3 и Фиг.4. Каждый из вторых пальцеобразных элементов 13, 14 образует узел с соответствующим вторым базовым элементом 12, 14. Верхний элемент 50 инструмента дополнительно имеет опорную структуру 30. Кроме того, инструмент формования листа имеет переднюю сторону 33, ориентированную по направлению к листу 90, который должен быть подан к инструменту, и заднюю сторону 35, на которой волнистый лист 100 по Фиг.5с покидает инструмент формования листа.
Угол β 36 между каждым из вторых гребней 32, 34 на основном участке 20 и соответствующей передней стороной 33 по меньшей мере частично отличается от угла между каждым из вторых гребней 32, 34 на первом и втором концевых участках 11, 21 и соответствующей передней стороной 33.
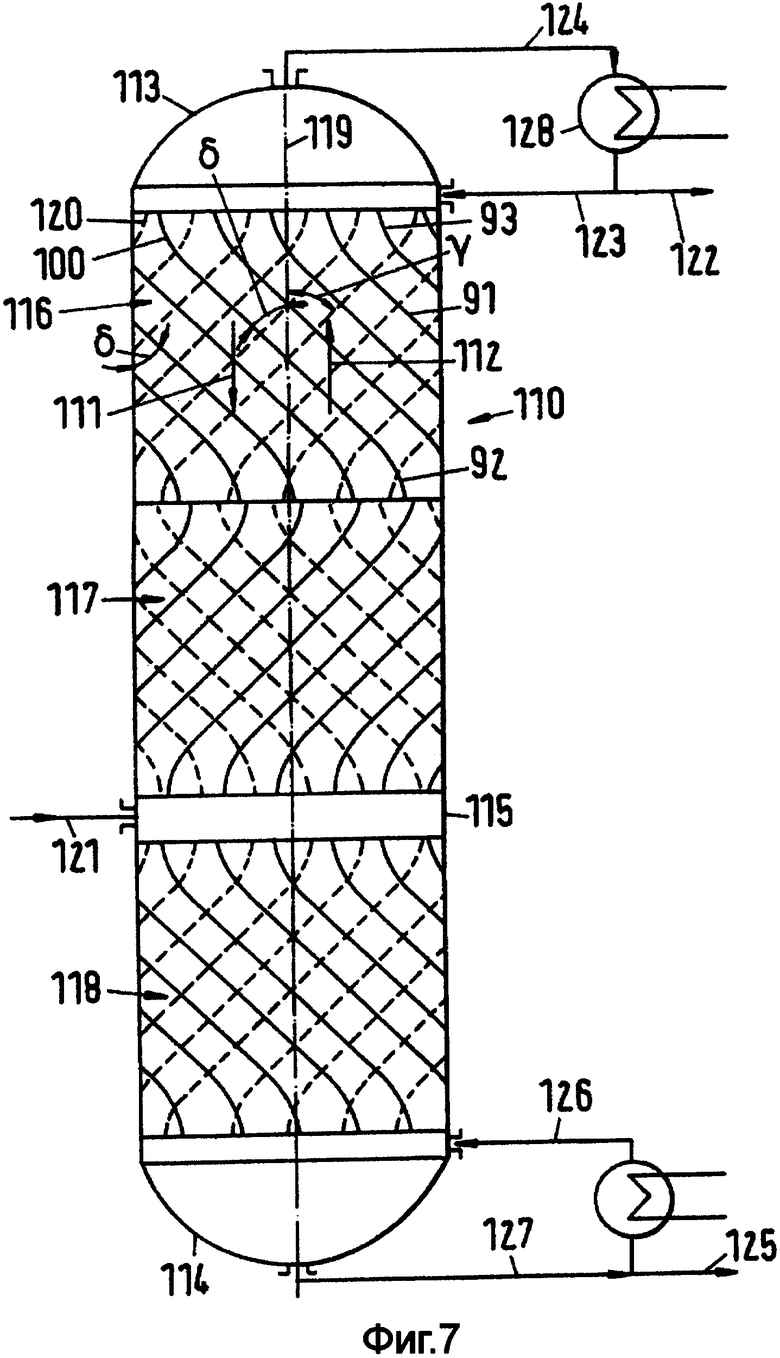
На Фиг.7 показан массообменный аппарат 110, такой как колонна или башня для осуществления массообмена между спускающейся текучей средой 111 высокой плотности и текучей средой 112 низкой плотности, протекающей в направлении противотока к текучей среде высокой плотности 111, соответственно поднимаясь внутри массообменного аппарата. Основное направление потока обеих текучих сред показано соответствующими стрелками. Каждая из текучих сред может быть одной из: газом или жидкой фазой.
Массообменный аппарат имеет верхний конец 113, называемый также головная часть, и нижний конец 114, называемый также отстойник. Между верхним и нижним концами предусмотрена цилиндрическая секция 115. Цилиндрическая секция содержит по меньшей мере одну структурированную насадку, во многих случаях множество структурированных насадок. На Фиг.7 предусмотрены первая структурированная насадка 116, вторая структурированная насадка 117 и третья структурированная насадка 118. Соседние насадки обычно повернуты на 90° вокруг своей оси, признак который был пропущен на Фиг.7 для простоты. Каждая из структурированных насадок состоит из множества слоев, которые образованы с помощью волнистых листов 100. Соседние волнистые листы располагаются перекрестным образом друг к другу. На Фиг.7 второй волнистый лист 120 визуализирован пунктирными линиями, и размещен за первым рифленым листом 100, который виден, когда массообменный аппарат вырезан в плоскости, содержащей его центральную ось 119. Волнистые листы 100, 120 располагаются параллельно центральной оси, в данном случае в вертикальном направлении. Волнистый лист 100 имеет основную секцию 91, первую концевую секцию 92 и вторую концевую секцию 93. Гофры основной секции 91 волнистого листа 100 имеют постоянный наклон и размещены под углом δ гофра к центральной оси 119. Гофры основной секции 91 второго волнистого листа 120 имеют постоянный наклон и размещены под углом γ гофра к центральной оси 119. Для получения регулярного распределения текучих сред по поперечному сечению структурированной насадки, угол γ равен -δ (минус дельта). Поперечное сечение представляет собой размер насадки в плоскости перпендикулярной к центральной оси 119.
Массообменный аппарат 110 имеет входное отверстие текучей среды или подаваемого материала 121, который разделяется с помощью массообмена, осуществляемого в массообменном аппарате, на продукт 122 головной части и продукт 125 поддона. Для дистилляционного аппарата подаваемый материал размещают где-то между дном и верхней частью колонны. Испаряемую текучую среду 112 низкой плотности выгружают из верхнего конца 113 массообменного аппарата как выходной поток 124 головной части. Выходной поток 124 головной части по меньшей мере частично конденсируется в конденсаторе 128. Если обратиться к дистилляционному аппарату, сконденсированный выходной поток головной части частично возвращается назад в массообменный аппарат в качестве входного потока 123 головной части. Если обратиться к другим массообменным операциям, отличным от дистилляции, этот входной поток головной части создается с помощью прямой подачи текучей среды высокой плотности. Требуется сохранять массообменный аппарат в состоянии непрерывной работы, обеспечивая спуск текучей среды по волнистым листам первой структурированной насадки 116. Текучая среда высокой плотности собирается в нижнем конце 114 массообменного аппарата. Выходной поток 127 поддона покидает нижний конец 114 и в случае дистилляционного аппарата по меньшей мере частично возвращается назад на повторный цикл в массообменный аппарат как испаряемый входной поток 126 поддона, чтобы обеспечить текучую среду низкой плотности для осуществления массообмена в третьей структурированной насадке 118. Входной поток 126 поддона получают с помощью частичного испарения выходного потока 127 поддона в ребойлере 129.
Если обратиться к другим операциям массообмена, отличным от дистилляции, текучую среду низкой плотности получают непосредственно от потока подаваемого материала со дна. Оставшаяся часть выходного потока 127 поддона покидает массообменный аппарат в качестве продукта поддона. Ребойлер и конденсатор являются теплообменниками. Распределение текучих сред низкой плотности и текучих сред высокой плотности внутри массообменного аппарата может быть осуществлено с помощью распределителей, которые не показаны на Фиг.7. Каждая из структурированных насадок поддерживается внутри стенки цилиндрической секции с помощью соответствующих средств, таких как установочные кольца или опорные балки, соответствующие диаметру массообменного аппарата, который может находиться в диапазоне от 10 (cm) см до 5 (m) м. Если массообменный аппарат является дистилляционным аппаратом, текучей средой низкой плотности является газовая фаза, а текучей средой высокой плотности является жидкая фаза. Если массообменный аппарат является экстракционным аппаратом, текучей средой низкой плотности является более легкая жидкость, а текучей средой высокой плотности является более тяжелая жидкость.
Фиг.8 представляет собой вид варианта осуществления настоящего изобретения, который отличается от Фиг.1 только количеством предусмотренных гребней, и тем, что предусмотрен только единственный третий пальцеобразный элемент. Этот вариант осуществления настоящего изобретения показывает вид нижнего элемента 40 инструмента 1 по приданию формы. Этот нижний элемент инструмента содержит первые пальцеобразные элементы 3, 5, 7, которые содержат гребни 22, 24, 26. Первые пальцеобразные элементы соединяются с первыми базовыми элементами 2, 4, 6. Пальцеобразные элементы образуют выступы, которые заканчиваются на гребнях. Пальцеобразный элемент верхнего элемента инструмента может быть введен по меньшей мере частично в зазор, образованный между каждым из пальцеобразных элементов. Верхний элемент инструмента и нижний элемент инструмента по меньшей мере частично входят во взаимодействие для выполнения гофра на листе, чтобы придать листу шаблон гофра. Нижний элемент инструмента имеет основной участок 20, который имеет передний конец 41 и задний конец 42. Передний конец 41 размещается параллельно заднему концу 42.
Первая или вторая боковая сторона 94, 95 листа 90 и линия, перпендикулярная плоскости, содержащей передний конец 41 основного участка 20 нижнего элемента инструмента, включает в себя угол α друг к другу. Угол измеряют в плоскости, содержащей первые гребни 22, 24, 26 первых пальцеобразных элементов 3, 5, 7. Угол α может лежать в диапазоне от 0°до 80°. Волнистый лист покидает инструмент придания формы под углом ζ, который в данном случае составляет примерно такой же угол, что и угол δ гофра, поскольку лист 90 меняет свое направление продвижения при прохождении инструмента 1 придания формы. Угол α больше, чем угол ζ.
Вариант осуществления настоящего изобретения позволяет в значительной степени сократить размеры инструмента придания формы, по сравнению с вариантом осуществления настоящего изобретения в соответствии с Фиг.5а-5с или Фиг.6. Следовательно, требуется сокращенное количество материала для изготовления инструмента придания формы. Инструмент придания формы встроен в штамповочный пресс, который содержит средство привода для открытия и закрытия верхнего элемента 40 инструмента и нижнего элемента 50 инструмента. С одной стороны, материал и затраты на изготовление штамповочного пресса и инструмента придания формы снижаются за счет того факта, что размеры инструмента придания формы уменьшаются. Инструмент придания формы также уменьшается в весе. Поэтому, с другой стороны, снижаются эксплуатационные затраты, за счет того факта, что сокращается вес верхнего и нижнего элемента 40, 50 инструмента. Поэтому уменьшаются усилия для перемещения верхнего и/или нижнего элемента инструмента в положение взаимодействия и из него, что дает значительную экономию энергии и увеличение срока службы инструмента придания формы. В дополнение, за счет сокращения усилий может быть спроектирован более маленький штамповочный пресс, что в результате дополнительно приводит к сокращенным инвестиционным затратам, также как к сокращению требуемого производственного пространства.
Ширина листа 90 указана стрелкой 99. Ширина является стандартным расстоянием между первой боковой стороной 94 и второй боковой стороной 95. Ширина волнистого листа 100 указана стрелкой 101. Ширина листа 99 соответственно больше, чем ширина волнистого листа 101. Если согласно предпочтительному варианту осуществления настоящего изобретения ширина листа 99 составляет 240 (mm) мм, тогда ширина волнистого листа 101 может изменяться между величиной от 195 (mm) мм до 220 (mm) мм в зависимости от типа гофра, соответственно угла δ гофра и высоты гофра и угла наклона гофра, соответственно расстояния между двумя соседними гребешками гофра.
На Фиг.9 показан разрез пальцеобразного элемента подобного Фиг.2, расположенного в месте внутри основного участка 20. Первый гребень 22 показан в положении взаимодействия со вторыми гребнями 32, 34. Придание формы основной секции 91 волнистого листа 100 происходит в положении взаимодействия. За закругленным верхним участком пальцеобразного элемента следует прямой участок, соединяющий закругленный верхний участок с базовым элементом. Кроме того, толщина пальцеобразных элементов 3, 13, 15 и соответствующих базовых элементов 2, 12, 24 является одинаковой. Имеются промежуточные элементы 60, выполненные между соседними базовыми элементами. Согласно варианту, не показанному на фигурах, расстояние между пальцеобразными элементами может быть изменяемым.
На Фиг.10 показан разрез пальцеобразного элемента подобный Фиг.2. Этот разрез расположен внутри первого или второго концевого участка 11, 21 первого гребня 22, которые показаны в положении взаимодействия со вторыми гребнями 32, 34. На Фиг.10 первой концевой секции 92 волнистого листа 100 придают форму в положении взаимодействия первого гребня 22 со вторыми гребнями 32, 34. Размещение базовых элементов и пальцеобразных элементов соответствует размещению, как оно описано в связи с Фиг.3. Однако первый пальцеобразный элемент 3 и вторые пальцеобразные элементы имеют закругленный верхний участок. Соответственно вершины первого гребня 22 и вторых гребней 32, 34, имеют больший радиус кривизны, чем вершины, согласно Фиг.3. Таким образом, закругленный верхний участок на каждом из первого и второго концевых участков 11, 21 имеет радиус кривизны, который больше, чем радиус кривизны основного участка 20. Кроме того, может быть выполнен ступенчатый переход между пальцеобразными элементами 3, 13, 15 и соответствующими базовыми элементами 2, 12, 14. Имеются промежуточные элементы 70, выполненные между соседними базовыми элементами, по меньшей мере на одном из верхнего и нижнего элементов инструмента. В альтернативном варианте может быть выполнен единственный промежуточный элемент, как показано на Фиг.9. Промежуточные элементы могут иметь изменяемую ширину, посредством чего может быть выполнено множество разных гофр. Если промежуточный элемент имеет малую ширину, расстояние между соседними вершинами на волнистом листе будет сокращаться, и может быть получен ступенчатый склон гофр.
На основе этих приведенных в качестве примеров вариантов осуществления настоящего изобретения возможны многие изменения. Соответственно, инструмент может иметь любую требуемую длину. Количество пальцеобразных элементов в каждом из верхнего или нижнего инструмента может изменяться и отличаться от вариантов осуществления настоящего изобретения, показанных на Фиг.1-6. Кроме того, инструмент может иметь модульную конструкцию. Соответственно может быть предусмотрено множество опорных конструкций. Каждый из пальцеобразных элементов и базовых элементов может быть выполнен как единая деталь или может быть составлен из множества деталей. В альтернативном варианте, каждый из пальцеобразных элементов и базовых элементов может образовывать единую деталь со своей собственной опорной конструкцией. Эта компоновка имеет преимущество в том, что отдельные пальцеобразные элементы могут быть легко добавлены или удалены с помощью простого этапа сборки или разборки.
Изобретение относится к области листовой штамповки. Инструмент формования листа для изготовления волнистого листа включает нижний и верхний элементы с передней и задней сторонами. Элементы содержат базовый и пальцеобразный элементы. Первый пальцеобразный элемент образует первый гребень для создания вершины гофра на листе. Второй пальцеобразный элемент образует второй гребень для создания впадины гофра в листе. Первый гребень размещается напротив второго гребня. Первый гребень смещен от второго гребня для взаимодействия первого и второго пальцеобразных элементов в положении взаимодействия. Гребни содержат основной участок и концевой участок. Между первым и соседним вторым пальцеобразными элементами в состоянии взаимодействия предусмотрено пространство. Техническим результатом является ускорение процесса изготовления волнистого листа. 3 н. и 12 з.п. ф-лы, 12 ил.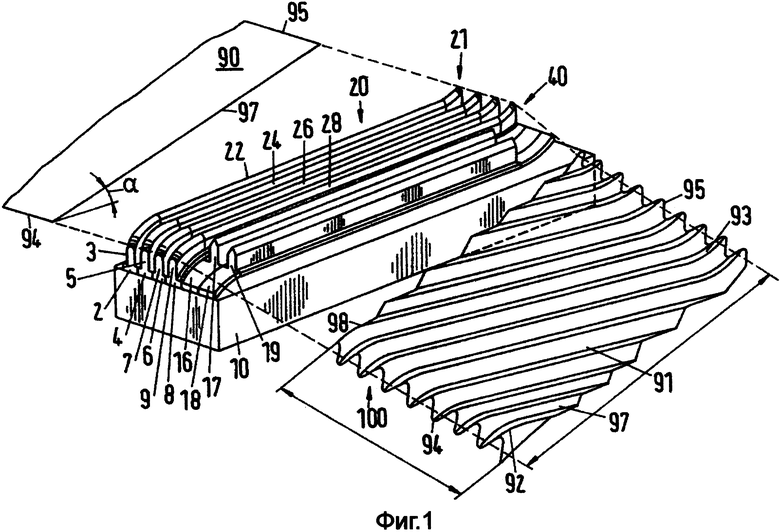
1. Инструмент (1) для формования листа при изготовлении волнистого листа, имеющий нижний элемент (40) инструмента и верхний элемент (50) инструмента, причем каждый из верхнего элемента инструмента и нижнего элемента инструмента имеет переднюю сторону (23, 33, 41) и заднюю сторону (25, 35, 42), причем нижний элемент (40) инструмента содержит первый базовый элемент (2, 4, 6, 8) и первый пальцеобразный элемент (3, 5, 7, 9), выступающий из упомянутого первого базового элемента (2, 4, 6, 8), образуя первый гребень (22, 24, 26, 28) для создания вершины гофра на листе, при этом верхний элемент (50) инструмента содержит второй базовый элемент (12, 14) и второй пальцеобразный элемент (13, 15), выступающий из упомянутого второго базового элемента (12, 14), причем второй пальцеобразный элемент (13, 15) образует второй гребень (32, 34) для создания впадины гофра в упомянутом листе, причем первый гребень (22, 24, 26, 28) размещен напротив второго гребня (32, 34), при этом первый гребень (22, 24, 26, 28) смещен от второго гребня (32, 34) с тем, чтобы обеспечить взаимодействие первого пальцеобразного элемента (3, 5, 7, 9) и второго пальцеобразного элемента (13, 15) в положении взаимодействия, при этом и первый гребень (22, 24, 26, 28), и второй гребень (32, 34) содержит основной участок (20) и концевой участок (11, 21), при этом угол β (36) между каждым из первого гребня (22, 24, 26, 28) и второго гребня (32, 34) на основном участке (20) и соответствующей передней стороной (23, 33, 41) по меньшей мере частично
отличается от угла между каждым из первого гребня (22, 24, 26, 28) и второго гребня (32, 34) на концевом участке (11, 21) и соответствующей передней стороной, при этом между первым пальцеобразным элементом (3, 5, 7, 9) и соседним вторым пальцеобразным элементом (13, 15) в положении взаимодействия предусмотрен зазор.
2. Инструмент по п. 1, в котором первый гребень (22, 24, 26, 28) расположен в зеркально симметричном расположении ко второму гребню (32, 34).
3. Инструмент по п. 1 или 2, в котором предусмотрено множество из по меньшей мере одного из первых гребней (22, 24, 26, 28) и вторых гребней (32, 34).
4. Инструмент по п. 1, в котором и первый, и второй гребень имеет первый концевой участок (11) и второй концевой участок (21).
5. Инструмент по п. 4, в котором угол между передней стороной (23, 33) и первым гребнем (22, 24, 26, 28) или вторым гребнем (32, 34) изменяется постепенно в по меньшей мере одном из первого и второго концевых участков (11, 21).
6. Инструмент по п. 4, в котором угол β (36) между передней стороной (23, 33) и первым гребнем (22, 24, 26, 28) или вторым гребнем (32, 34) на основном участке (20) является постоянным.
7. Инструмент по п. 1, в котором первый пальцеобразный элемент или второй пальцеобразный элемент имеет закругленный верхний участок.
8. Инструмент по п. 7, в котором закругленный верхний участок на концевом участке (11, 21) имеет радиус кривизны, который
больше, чем радиус кривизны основного участка (20).
9. Инструмент по п. 8, в котором радиус кривизны закругленного верхнего участка непрерывно уменьшается от концевого участка (11, 21) к основному участку (20).
10. Инструмент по любому из пп. 7-9, в котором за закругленным верхним участком следует прямой участок, соединяющий закругленный верхний участок с базовым элементом.
11. Инструмент по п. 10, в котором прямой участок имеет толщину, которая меньше, чем толщина базового элемента.
12. Инструмент по п. 1, в котором высота первого пальцеобразного элемента (3, 5, 7, 9) и второго пальцеобразного элемента (13, 15) остается по существу постоянной по всей основной секции, а также первой и второй концевым секциям.
13. Способ изготовления волнистого листа (100), в котором лист (90) продвигают в инструмент (1) для формования листа, причем инструмент (1) для формования листа имеет нижний элемент (40) инструмента и верхний элемент (50) инструмента, причем каждый из верхнего элемента инструмента и нижнего элемента инструмента имеет переднюю сторону (23, 33, 41) и заднюю сторону (25, 35, 42), причем нижний элемент (40) инструмента содержит первый базовый элемент (2, 4, 6, 8) и первый пальцеобразный элемент (3, 5, 7, 9), выступающий из упомянутого первого базового элемента (2, 4, 6, 8), причем первый пальцеобразный элемент (3, 5, 7, 9) образует первый гребень (22, 24, 26, 28) для создания вершины гофра на листе, при этом верхний элемент (50) инструмента содержит второй базовый элемент (12, 14) и второй пальцеобразный элемент (13, 15), выступающий из упомянутого второго базового элемента (12, 14), причем второй пальцеобразный элемент (13, 15) образует второй гребень (32, 34) для создания впадины гофра на упомянутом листе, причем первый гребень (22, 24, 26, 28) размещен напротив второго гребня (32, 34), и первый гребень (22, 24, 26, 28) смещен от второго гребня (32, 34) с тем, чтобы обеспечить взаимодействие первого пальцеобразного элемента (3, 5, 7, 9) и второго пальцеобразного элемента (13, 15) в положении взаимодействия, инструмент (1) для формования листа закрывают путем перемещения первого пальцеобразного элемента (3, 5, 7, 9) ко второму пальцеобразному элементу (13, 15) в положение взаимодействия так, что лист (90) сгибается на первом гребне (22, 24, 26, 28) и втором гребне (32, 34) соответствующего первого пальцеобразного элемента (3, 5, 7, 9) и второго пальцеобразного элемента (13, 15), затем инструмент (1) для формования листа открывают путем перемещения первого пальцеобразного элемента (3, 5, 7, 9) от второго пальцеобразного элемента (13, 15), и волнистый лист (100) выгружают из инструмента для формования листа, при этом каждый из первого гребня (22, 24, 26, 28) и второго гребня (32, 34) содержит основной участок (20) и концевой участок (11, 21), а угол β (36) между каждым из первого гребня (22, 24, 26, 28) и второго гребня (32, 34) на основном участке (20) и соответствующей передней стороной (23, 33, 41) по меньшей мере частично отличается от угла между каждым из первого гребня (22, 24, 26, 28) и второго гребня (32, 34) на концевом участке (11, 21) и соответствующей передней стороной, при этом между первым пальцеобразным элементом (3, 5, 7, 9) и соседним вторым пальцеобразным элементом (13, 15) в положении взаимодействия обеспечивают зазор.
14. Способ по п. 13, в котором волнистый лист (100) содержит основную секцию (91), первую концевую секцию (91) и вторую концевую секцию (93), при этом первую и вторую концевые секции (92, 93) выполняют вместе с основной секцией (91) с помощью первого и второго гребней (22, 24, 26, 28, 32, 34), которые помещают в положение взаимодействия.
15. Волнистый лист, изготовленный способом по п. 13 или 14, в котором высота гофра на основной секции отличается от высоты гофра в концевой секции не более чем на 5%.
| Устройство для подачи плодов | 1986 |
|
SU1387964A1 |
| US 2002112811 A1, 22.08.2002; | |||
| ЧУГУН | 2008 |
|
RU2361952C1 |
| ШПАНГОУТ КАРКАСА ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 2005 |
|
RU2357892C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ГОФРАМИ | 2003 |
|
RU2246366C1 |
| RU 94030779 A1, 20.06.1996 | |||

